|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.

ОТРАСЛЕВОЙ СТАНДАРТ
ТРУБОПРОВОДЫ
СТАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ
ТЕРМИЧЕСКАЯ ОБРАБОТКА
СВАРНЫХ СОЕДИНЕНИЙ
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ОСТ 36-50-86
УТВЕРЖДЕН
заместителем министра монтажных и специальных строительных работ СССР 6 марта 1986 г.
ИСПОЛНИТЕЛИ
М.В. Соколов (руководитель темы), П.М. Корольков, Е.Ю. Глазунова, Н.К. Петрова, В.И. Лаштун, Т.С. Абалихина
СОГЛАСОВАН с Министерством химической промышленности СССР (А.В. Маликов), Министерством нефтеперерабатывающей и нефтехимической промышленности СССР (Р.Я. Барашков), Министерством черной металлургии СССР (Ю.Е. Кузнецов), Министерством газовой промышленности (А.Д. Седых), Министерством нефтяной промышленности (Ю.Н. Байдиков), Министерством химического и нефтяного машиностроения (А.М. Васильев), Министерством по производству минеральных удобрений (Г.Ф. Киселев), ЦК профсоюза рабочих строительства и промышленности строительных материалов (А.Г. Зверев), Министерством здравоохранения РСФСР (Н.С. Титков), Госгортехнадзором СССР (Ю.Г. Терентьев), Министерством монтажных и специальных строительных работ СССР: Главным техническим управлением (Г.А. Сукальский), Главхиммонтажем (А.В. Анохин), Главнефтемонтажем (К.И. Гонитель), Главметаллургмонтажем (Ю.Б. Варакин), Главтехмонтажем (Л.И. Рудак), Главстальконструкцией (Е.П. Полуянов).
ОТРАСЛЕВОЙ СТАНДАРТ
|
ТРУБОПРОВОДЫ СТАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ. ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС. |
ОСТ 36-50-86 Взамен ОСТ 36-50-81 |
Заместителем Министра монтажных и специальных строительных работ СССР срок введения установлен с 1 января 1987 г.
Настоящий стандарт распространяется на стальные технологические трубопроводы на Ру до 250 МПа (2500 кгс/см2) и устанавливает типовой технологический процесс термической обработки сварных соединений трубопроводов, предназначенных для транспортирования жидких и газообразных веществ с различными физико-химическими свойствами, в том числе на технологические трубопроводы, подведомственные Госгортехнадзору (трубопроводы природных, нефтяных и сжиженных газов и др.).
Стандарт не распространяется на магистральные трубопроводы, трубопроводы пара и горячей воды, а также трубопроводы, транспортирующие кислород.
1. ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ, МАТЕРИАЛАМ И КВАЛИФИКАЦИИ ПЕРСОНАЛА
1.1. Нагрев при термической обработке осуществляется с использованием следующих нагревательных устройств: гибких пальцевых электронагревателей сопротивления (ГЭН), электронагревателей комбинированного действия (КЭН), гибких индукторов из оголенного медного провода (гибких индукторов), работающих на токах промышленной частоты 50 Гц, однопламенных универсальных ацетилено-кислородных горелок и кольцевых многопламенных горелок. Область применения нагревательных устройств приведена в табл. 1. Для трубопроводов из хромоникелевых аустенитных сталей вне зависимости от давления, а также для стальных технологических трубопроводов на Ру свыше 10 до 250 МПа (свыше 100 до 2500 кгс/см2) применение газопламенного нагрева не допускается.
1.2. Источники питания электронагревательных устройств должны обеспечивать необходимое регулирование (плавное или ступенчатое) мощности вторичной цепи.
Область применения нагревательных устройств
|
Размеры трубопровода, мм |
||
|
Диаметр |
Толщина стенки |
|
|
Секции ГЭН длиной 416 - 1088 мм по ТУ 36-1837-82 |
Св. 100 |
До 70 вкл. |
|
Электронагреватели КЭН длиной 2200 - 9500 мм по ТУ 36-2633-85: |
|
|
|
КЭН-1 |
От 25 до 325 вкл. |
До 25 вкл. |
|
КЭН-2 |
От 108 до 426 вкл. |
До 40 вкл. |
|
КЭН-3 |
От 219 до 630 вкл. |
До 70 вкл. |
|
КЭН-4 |
От 1020 до 1620 вкл. |
До 70 вкл. |
|
Гибкий индуктор из оголенного медного провода типа М по ГОСТ 839-80 или типа МГ по ГОСТ 20685-75, работающий на токах промышленной частоты 50 Гц |
От 108 до 630 вкл. |
Св. 10 |
|
Однопламенная универсальная ацетилено-кислородная горелка по ГОСТ 1077-79Е |
до 100 вкл. |
До 10 вкл. |
|
Кольцевая многопламенная горелка* |
До 325 вкл. |
До 25 вкл. |
* Кольцевые многопламенные горелки следует изготовлять по чертежам треста Востокметаллургмонтаж (№ 809-1, 809-2, 836-1, 837-1, 837-2, 838-1, 839-1, 840-1).
1.2.1. Для питания ГЭН и КЭН следует использовать сварочные трансформаторы однофазные однопостовые для ручной дуговой сварки по ГОСТ 95-77Е. Допускается применение сварочных преобразователей постоянного тока для дуговой сварки по ГОСТ 7237-77Е, однопостовых и многопостовых сварочных выпрямителей для дуговой сварки по ГОСТ 13821-77Е и ГОСТ 5384-84Е, сварочных агрегатов с двигателями внутреннего сгорания по ГОСТ 2402-82Е.
1.2.2. Для питания гибких индукторов необходимо использовать сварочные трансформаторы с жесткой или падающей характеристикой по ГОСТ 7012-77Е (рекомендуемое приложение 1).
1.3. Питание одноплеменных универсальных ацетилено-кислородных горелок и кольцевых многопламенных горелок должно осуществляться от отдельных баллонов или групповых газобаллонных установок. Горючие газы не должны содержать сернистых соединений.
1.4. Для термической обработки одиночных сварных соединений следует использовать переносную установку ЭТОП-300-И1, которая позволяет осуществлять программное управление процессом термической обработки (справочное приложение 2).
1.5. При термической обработке не менее трех сварных соединений в смену следует использовать комплектные установки для программной термической обработки сварных соединений ЭТОГ-600-И1 и ЭТОГ-600-И2 по ТУ 36-1758-85 (справочное приложение 3). Допускается применение установок с дистанционным ручным управлением режимом термической обработки сварных соединений.
1.6. Для тепловой изоляции при нагреве следует использовать высокотемпературные теплоизоляционные маты МВТ по ТУ 36-1846-77, асбестовую ткань по ГОСТ 6102-78, асбестовый картон по ГОСТ 2850-80, асбестовый шнур по ГОСТ 1779-83, кремнеземную ткань КТ-11-ТО и КТ-11-ТОА по ТУ 6-11-175-77.
1.7. Контроль температурного режима термической обработки необходимо осуществлять автоматическими самопишущими потенциометрами КСП-2, КСП-3, КСП-4 градуировки ХА или ПП-1 по ГОСТ 7164-78.
1.7.1. В качестве датчиков используют термоэлектрические преобразователи (преобразователи) ТХА-0806, ТХА-1489, а также ТХА-0279-01, ТХА-0179, ТПП-0679 и ТПП-0679-01 (без защитной арматуры) по ГОСТ 6616-74.
1.7.2. Длина преобразователя должна быть не менее 1 м, диаметр термоэлектродов - не менее 1,2 мм.
1.7.3. В качестве термоэлектродных удлиняющих проводов следует применять провода ПТВ, ПТВП, ПТГВ, ПТПЭ типа М по ГОСТ 24335-80Е.
1.7.4. В процессе термической обработки сварных соединений трубопроводов на Ру до 10 МПа (до 100 кгс/см2) диаметром до 100 мм из сталей любых марок (кроме хромоникелевых аустенитных) при нагреве выше 800 °С с использованием однопламенных универсальных ацетилено-кислородных и кольцевых многопламенных горелок допускается контроль температуры оптическими пирометрами «Проминь» или ОППИР-017 по ГОСТ 8335-81. При этом измерение температуры должно производиться в течение всего цикла нагрева, выдержки и охлаждения с интервалом 1 - 2 мин.
1.7.5. Состояние и точность работы приборов следует проверять в порядке, установленном ГОСТ 8.002-71. Срок проведения ведомственной поверки автоматических самопишущих потенциометров и оптических пирометров устанавливается организацией, эксплуатирующей эти приборы. Поверка должна производиться не реже чем один раз в два года и после каждого ремонта. При эксплуатации приборов необходимо не реже одного раза в месяц производить проверку правильности работы этих приборов.
1.8. Хранить оборудование для термической обработки, приборы контроля температуры и теплоизоляционные материалы необходимо в соответствии с требованиями, приведенными в технической документации на разработку этого оборудования, приборов и материалов.
1.9. Квалификация персонала.
1.9.1. К самостоятельным работам по термической обработке сварных соединений следует допускать термистов-операторов, имеющих квалификацию не ниже 4-го разряда и удостоверение об окончании курсов по специальности термистов-операторов на передвижных термических установках по термической обработке сварных соединений.
Термисты-операторы ежегодно должны проходить аттестацию в комиссии, назначаемой руководителем предприятия, выполняющего работы по термической обработке сварных соединений стальных технологических трубопроводов.
1.9.2. К обслуживанию установок для термической обработки сварных соединений и приборов контроля температуры следует допускать электромонтеров по обслуживанию электрооборудования передвижных термических установок, имеющих квалификацию не ниже 4-го разряда.
1.9.3. Руководство работами по термической обработке сварных соединений должны осуществлять инженерно-технические работники, прошедшие специальную подготовку, изучившие нормативно-техническую документацию и проект производства сварочных работ.
Инженерно-технические работники не реже одного раза в три года должны пройти аттестацию в комиссии, назначаемой руководителем предприятия, выполняющего работы по термической обработке сварных соединений стальных технологических трубопроводов.
2. ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
2.1. Общие положения.
2.1.1. Необходимость выполнения термической обработки указывается в проектной документации на сооружаемый объект или в проекте производства работ.
2.1.2. При термической обработке выполняют следующие технологические операции:
выбирают тип и количество нагревательных устройств и схемы их рационального размещения и включения;
устанавливают преобразователи, нагревательные устройства и теплоизоляцию;
включают преобразователи в измерительную цепь потенциометра;
соединяют нагревательное устройство с источником питания;
осуществляют нагрев, выдержку и охлаждение сварного соединения;
демонтируют теплоизоляцию, нагревательные устройства и преобразователи;
проводят контроль качества сварных соединений путем измерения твердости;
оформляют техническую документацию по термической обработке.
2.1.3. Нагрев, выдержку и охлаждение сварного соединения в процессе термической обработки необходимо производить по режимам, установленным в обязательных приложениях 4, 5. Допускается использование режимов термической обработки сварных соединений трубопроводов в соответствии с другой нормативно-технической документацией в случае:
применения сталей новых марок;
применения новых типов сварочных материалов для сварки трубопроводов;
изменения эксплуатационных условий работы трубопроводов.
2.1.4. Термической обработке подвергаются вертикальные сварные соединения горизонтально расположенных трубопроводов и горизонтальные сварные соединения вертикально расположенных трубопроводов. К горизонтально расположенным следует относить такие трубопроводы, ось которых отклонена от горизонтального положения на угол до 45°. К вертикально расположенным следует относить такие трубопроводы, ось которых отклонена от вертикального положения на угол до 45° включительно.
2.1.5. При наличии двух и более одинаковых сварных соединений рекомендуется групповая термическая обработка. При этом следует контролировать температуру каждого сварного соединения. При групповой термической обработке сварных соединений труб диаметром до 159 мм с использованием индукционного нагрева токами промышленной частоты 50 Гц допускается установка одного преобразователя при условии:
сварные соединения должны иметь одинаковые диаметр, толщину стенки, марку стали и конструкцию («труба + труба», «труба + задвижка» и т.д.);
до начала термической обработки сварные соединения должны иметь одинаковую температуру;
индукторы должны иметь одинаковую длину намотки, количество витков и сечение оголенного медного провода;
марка, толщина и местоположение теплоизоляции должны быть одинаковыми для каждого сварного соединения;
расположение индукторов должно быть одинаковым для каждого сварного соединения.
2.1.6. Сварные соединения следует подвергать термической обработке непосредственно после сварки, если продолжительность допустимого перерыва между окончанием сварки и началом термической обработки не указана в нормативно-технической документации. При перерыве между сваркой и термической обработкой сварное соединение необходимо медленно охладить под слоем теплоизоляции.
2.1.7. До термической обработки узлы трубопроводов со сварными соединениями запрещается подвергать нагрузкам. Перед началом термической обработки необходимо обеспечить свободное перемещение трубопровода в продольном направлении относительно его оси путем устранения возможных защемлений и временного снятия ближайших к сварному соединению неподвижных опор, а также заглушить торцы трубопровода. При термической обработке вертикальных сварных соединений во избежание прогиба трубопровода следует устанавливать временные опоры или подвески по обе стороны от сварного шва на расстоянии не более 1 м от оси шва. При термической обработке горизонтальных сварных соединений следует предусмотреть ограничение осевых усилий на термообрабатываемое сварное соединение от труб и технологического оборудования. Термическую обработку сварных соединений трубопроводов следует выполнять до холодного натяга трубопроводов.
2.1.8. Перерывы в процессе термической обработки не допускаются. При вынужденных перерывах (отключение электроэнергии, выход из строя нагревателя и т.п.) необходимо обеспечить медленное охлаждение сварного соединения до 300 °С. При повторном нагреве время пребывания сварного соединения при температуре выдержки суммируется с временем выдержки при первоначальном нагреве (в сумме оно должно быть равно заданному нормативно-технической документацией).
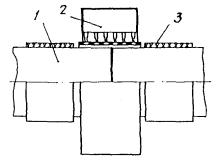
2.1.9. Количество преобразователей, необходимых для контроля температуры термической обработки, и схемы их установки следует определять в соответствии с табл. 2. Крепление горячего спая преобразователя на поверхности трубопровода рекомендуется производить одним из способов, указанных на черт. 1. При термической обработке сварных соединений изделий сложной конфигурации количество преобразователей для контроля температуры и схемы их установки следует определять из условия обеспечения контроля на всех участках сварного соединения (черт. 2), при этом необходимо учитывать размеры термообрабатываемых изделий в соответствии с табл. 2.
2.1.10. Демонтаж теплоизоляции, нагревательного устройства и преобразователей разрешается производить только после охлаждения сварного соединения до температуры ниже 300 °С.
2.2. Операция термической обработки при нагреве ГЭН.
2.2.1. Устанавливают преобразователи и закрепляют их горячие спаи на поверхности трубопровода в соответствии с п. 2.1.9 и черт. 3, а. Часть преобразователя, находящуюся под нагревателем, необходимо теплоизолировать с помощью асбестовой или кремнеземной ткани.
2.2.2. Устанавливают ГЭЧ в соответствии с табл. 3 - 6 и черт. 4. Количество поясов* ГЭН и пальцев в каждом поясе (секции) определяется соответственно по табл. 7 и 8.
* Поясом ГЭН называется одна или несколько последовательно расположенных секции ГЭН, суммарная длина которых равняется длине окружности термообрабатываемого сварного соединения.
На соединениях с разной толщиной стенок установку поясов ГЭН следует производить со смещением на 10 - 25 мм в сторону большей толщины.
Крепление ГЭН на сварном соединении следует производить поясками из жаропрочной стали (черт. 5).
Схемы установки преобразователей, необходимых для контроля температуры
|
Толщина стенок трубопровода, мм |
Сварное соединение |
||||
|
Вертикальное |
Горизонтальное |
||||
|
Количество преобразователей |
Эскизы |
Количество преобразователей |
Эскизы |
||
|
До 219 вкл. |
Одинаковая |
1 |
|
1 |
|
|
Св. 219 до 630 вкл. |
2 |
|
|||
|
Св. 630 до 1620 вкл. |
4 |
|
2 |
|
|
|
До 630 вкл. |
Различная |
2 |
|
2 |
|
|
Св. 630 до 1620 вкл. |
4 |
|
|||





Примечание. При нагреве кольцевой многопламенной горелкой сварных соединений трубопроводов любых диаметров количество устанавливаемых преобразователей должно быть не менее двух.
Схемы крепления горячего спая преобразователей

а - бобышкой с прорезью; б - Л-образной бобышкой; в - гайкой с болтом; г - аргонодуговой или контактной сваркой; д - бобышкой, наплавленной на сварной шов
Схемы установки преобразователей, необходимых для контроля температуры на сварных соединениях узлов трубопроводов сложной конфигурации
1 - крутозагнутый отвод; 2 - преобразователь; 3 - сварной шов; 4 - сварной тройник; 5 - фальш-патрубок; 6 - временные прихватки; 7 - заглушка; 8 - труба; 9 - тройник; 10 - воротниковый фланец; 11 - опора
Схемы установки преобразователей при различных методах нагрева
а - при нагреве ГЭН; б - при нагреве КЭН или индуктором; в - при нагреве ацетилено-кислородной горелкой; г - при нагреве кольцевой многопламенной горелкой;
1 - сварное соединение; 2 - секции ГЭН, КЭН-1, КЭН-2; 3 - преобразователь; 4 - теплоизоляция горячего спая; 5 - экран; 6 - многопламенная горелка; 7 - секции КЭН-3, КЭН-4 или индуктор; 8 - экранированная защита
Рекомендуемые схемы установки ГЭН для термической обработки сварных соединений повышенной трудности
а - крутоизогнутых отводов с трубой; б - сварного тройника; в - заглушки с трубой; г - тройников с трубами; д - воротникового фланца с трубой; е - трубы с задвижкой;
1 - сварной шов; 2 - пояс ГЭН; 3 - заглушка; 4 - фальш-патрубок; 5 - временные прихватки; 6 - воротниковый фланец; 7 - патрубок задвижки
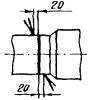
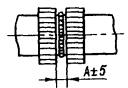
Схемы установки поясов (секций) ГЭН на вертикальных сварных соединениях
|
Эскизы |
Размер, мм |
|
|||
|
А |
Б |
В |
|
||
|
От 108 до 194 вкл. |
|
20 |
- |
- |
|
|
От 219 до 245 вкл. |
35 |
25 |
|||
|
От 273 до 299 вкл. |
40 |
30 |
|||
|
От 325 до 377 вкл. |
45 |
35 |
|||
|
От 402 до 480 вкл. |
50 |
40 |
|||
|
От 530 до 630 вкл. |
60 |
50 |
|||
|
От 820 до 1020 вкл. |
80 |
60 |
|||
|
От 1220 до 1420 вкл. |
90 |
70 |
|||
|
1620 |
20 |
100 |
80 |
||
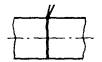
Схемы установки поясов (секций) ГЭН на горизонтальных сварных соединениях
|
Эскизы |
Размер Г, мм |
|
|
|
До 299 вкл. |
|
10 - 15 |
|
|
Св. 299 |
15 - 20 |
||
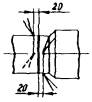
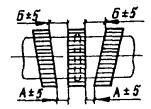
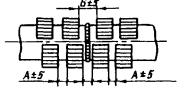
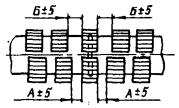
Схемы установки поясов (секций) ГЭН на вертикальных сварных соединениях при термической обработке по оптимизированному режиму
|
Эскизы |
Размер, мм |
||
|
А |
Б |
||
|
От 108 до 194 вкл. |
|
20 |
- |
|
От 219 до 299 вкл. |
|
30 |
|
|
От 325 до 377 вкл. |
40 |
||
|
От 402 до 480 вкл. |
|
45 |
|
|
От 530 до 630 вкл. |
|
40 |
|
Схемы установки поясов (секций) ГЭН на горизонтальных сварных соединениях при термической обработке по оптимизированному режиму
|
Эскизы |
Размер, мм |
|
|
От 108 до 194 вкл. |
|
10 - 15 |
|
От 219 до 377 вкл. |
|
15 - 20 |
|
От 402 до 480 вкл. |
|
20 - 25 |
|
От 530 до 630 вкл. |
|
25 - 30 |
Количество поясов ГЭН
|
Количество поясов ГЭН, не менее |
Общая ширина установки ГЭН, мм, не менее |
|
|
До 30 вкл. |
2 |
220 |
|
Св. 30 до 45 вкл. |
3 |
340 |
|
Св. 45 до 60 вкл. |
4 |
460 |
|
Св. 60 до 70 вкл. |
5 |
580 |
Количество пальцев в поясе (секции) ГЭН
|
Количество секций в поясе ГЭН |
Количество пальцев в секции ГЭН |
Общее количество пальцев в поясе |
|
|
108 |
1 |
13 |
13 |
|
114 |
13 |
13 |
|
|
127 |
13 |
13 |
|
|
133 |
16 |
16 |
|
|
140 |
16 |
16 |
|
|
159 |
18 |
18 |
|
|
180 |
20 |
20 |
|
|
194 |
22 |
22 |
|
|
219 |
24 |
24 |
|
|
245 |
27 |
27 |
|
|
273 |
29 |
29 |
|
|
299 |
32 |
32 |
|
|
325 |
34 |
34 |
|
|
377 |
2 |
20 |
40 |
|
402 |
20 |
40 |
|
|
426 |
22 |
44 |
|
|
465 |
24 |
48 |
|
|
480 |
24 |
48 |
|
|
530 |
27 |
54 |
|
|
630 |
32 |
64 |
|
|
820 |
4 |
20 |
80 |
|
1020 |
24 |
96 |
|
|
1220 |
29 |
116 |
|
|
1420 |
34 |
136 |
|
|
1620 |
6 |
27 |
162 |
Примечание. При количестве пальцев более 34 пояс необходимо делить на части (секции).
2.2.3. Устанавливают теплоизоляцию сварного соединения в соответствии с черт. 6. Общая ширина теплоизолируемого участка должна быть на 800 - 1000 мм больше ширины зоны нагрева (ширина зоны нагрева равна ширине зоны установки электронагревателей). Толщина слоя теплоизоляции на нагреваемой зоне должна быть не менее 40 мм, на участках трубопровода, прилегающих к нагреваемой зоне, - не менее 20 мм. При проведении термической обработки сварных соединений при температуре окружающего воздуха ниже 0 °С толщину слоя теплоизоляции следует увеличить в 1,5 - 2 раза как в нагреваемой зоне, так и на прилегающих к этой зоне участках трубопровода. Крепление теплоизоляции следует производить металлическими поясками.
2.2.4. Включают преобразователи в измерительную цепь потенциометра.
2.2.5. Соединяют ГЭН с источником питания в соответствии с черт. 7, а, б.
2.2.6. Осуществляют нагрев, выдержку и охлаждение сварного соединения в соответствии с п. 2.1.3. Значение тока в электронагревателе должно не превышать 100 - 110 А.
2.2.7. Демонтируют теплоизоляцию, ГЭН и преобразователи в соответствии с п. 2.1.10.
2.3. Операции термической обработки при нагреве КЭН.
2.3.1. Устанавливают преобразователи и закрепляют их горячие спаи на поверхности трубопровода в соответствии с п. 2.1.9 и черт. 3, б.
При использовании КЭН-3 и КЭН-4 преобразователи следует располагать перпендикулярно оси трубопровода, причем термоэлектроды должны быть скручены и экранированы (см. черт. 3, б).
2.3.2. Устанавливают КЭН в соответствии с табл. 9 - 12 и черт. 8. При разной толщине стенок сварного соединения КЭН необходимо смещать на 10 - 25 мм в сторону большей толщины. Крепление КЭН на сварном соединении следует производить поясками из жаропрочной стали (см. черт. 5).
2.3.3. Устанавливают теплоизоляцию сварного соединения в соответствии с черт. 6 и п. 2.2.3.
2.3.4. Включают преобразователи в измерительную цепь потенциометра.
2.3.5. Соединяют КЭН с источником питания в соответствии с черт. 7, в, г.
2.3.6. Осуществляют нагрев, выдержку и охлаждение сварного соединения в соответствии с п. 2.1.3.
Значение тока в электронагревателе должно превышать, А: для КЭН-1 - 5, для КЭН-2 - 100, для КЭН-3 - 250, для КЭН-4 - 300.
Схемы крепления ГЭН и КЭН на сварных соединениях
1 - сварное соединение; 2 - пояс ГЭН; 3 - поясок для крепления; 4 - секция КЭН
Схема установки теплоизоляции при нагреве ГЭН и КЭН
1 - сварное соединение; 2 - асбестовая ткань; 3 - маты марки МВТ; 4 - ГЭН или КЭН
Схемы соединения нагревательных устройств с источниками питания
а, б - последовательное и параллельное соединение поясов ГЭН; в - последовательное соединение секции КЭН или индукторов; г - параллельное соединение секции КЭН;
1 - сварное соединение; 2 - пояс ГЭН; 3 - соединительные провода; 4 - источник питания; 5 - КЭН или индуктор; 6 - КЭН
Рекомендуемые схемы установки КЭН для термической обработки сварных соединений повышенной трудности
а - соединение типа «труба с задвижкой» при установке КЭН с различным шагом витков: 1 - труба; 2 - КЭН с различным шагом витков;
б - соединение типа «труба с заглушкой с использованием фальшпатрубка: 1 - труба; 2 - КЭН; 3 - заглушка; 4 - временные прихватки; 5 - фальш-патрубок;
в - соединение опоры с трубным элементом: 1 - опора; 2 - трубный элемент; 3 - сварной шов; 4 - КЭН;
г - соединение типа сварного тройника с использованием трех КЭН: 1 - основание тройника; 2 - КЭН; 3 - патрубок тройника; 4 - сварной шов;
д - соединение штуцера с трубой: 1 - труба; 2 - КЭН; 3 - штуцер; 4 - сварной шов
Черт. 8
Схемы установки секций КЭН на вертикальных сварных соединениях
|
Эскизы |
Размер, мм, не более |
Общая ширина намотки КЭН, мм, не менее |
|||||||||||||||||||||
|
КЭН-1 |
КЭН-2 |
КЭН-3 |
КЭН-4 |
||||||||||||||||||||
|
Диаметр |
Толщина стенки |
КЭН-4-1 |
КЭН-4-2 |
КЭН-4-3 |
|||||||||||||||||||
|
д |
Е |
Ж |
Д |
Е |
Ж |
И |
Д |
Е |
Ж |
И |
Ж |
И |
Е |
Ж |
И |
Е |
Ж |
И |
Л |
||||
|
До 108 вкл. |
До 25 |
|
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
250 |
|
От 114 до 219 вкл. |
До 25 |
20 |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
250 |
|
|
От 114 до 219 вкл. |
До 40 |
- |
- |
- |
20 |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
400 |
|
|
От 245 до 325 вкл. |
До 25 |
- |
25-50 |
30-40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
250 |
|
|
От 245 до 325 вкл. |
До 40 |
- |
- |
- |
- |
25-50 |
- |
- |
25-50 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
400 |
|
|
От 245 до 325 вкл. |
41 - 70 |
- |
- |
- |
- |
- |
- |
- |
25-50 |
30-40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
650 |
|
|
От 377 до 426 вкл. |
До 40 |
- |
- |
- |
- |
- |
50-60 |
- |
- |
50-60 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
400 |
|
|
От 377 до 426 вкл. |
41 - 70 |
- |
- |
- |
- |
- |
- |
60-70 |
- |
50-60 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
650 |
|
|
От 465 до 480 вкл. |
До 40 |
- |
- |
- |
- |
- |
- |
- |
- |
60-70 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
400 |
|
|
От 465 до 480 вкл. |
41-70 |
- |
- |
- |
- |
- |
- |
- |
- |
60-70 |
50-60 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
650 |
|
|
От 530 до 630 вкл. |
До 40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
65-70 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
400 |
|
|
От 530 до 630 вкл. |
41 - 70 |
- |
- |
- |
- |
- |
- |
- |
- |
|
65-70 |
75-80 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
650 |
|
|
От 820 до 1020 вкл. |
До 40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
85-100 |
90-110 |
90-105 |
85-100 |
- |
90-105 |
85-100 |
- |
- |
400 |
|
|
От 820 до 1020 вкл. |
41 - 70 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
90-110 |
- |
85-100 |
- |
- |
85-100 |
- |
- |
650 |
|
|
1220 |
До 40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
95-110 |
100-115 |
100-115 |
90-100 |
- |
- |
400 |
|
|
1420 |
До 40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
105-120 |
110-130 |
120-140 |
400 |
|
|
1620 |
До 40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
400 |
|
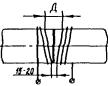

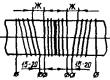
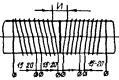
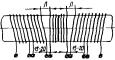
Таблица 10
Схемы установки секций КЭН на горизонтальных сварных соединениях
|
Эскизы |
КЭН-1 |
КЭН-2 |
КЭН-3 |
КЭН-4 |
Общая ширина намотки КЭН, мм, не менее |
||||||||||
|
Количество |
Размер К, мм, не более |
Количество |
Размер К, мм, не более |
Количество |
Размер К, мм, не более |
КЭН-4-1 |
КЭН-4-2 |
КЭН-4-3 |
|||||||
|
Диаметр |
Толщина стенки |
Количество |
Размер К, мм, не более |
Количество |
Размер К, мм, не более |
Количество |
Размер К, мм, не более |
||||||||
|
До 103 вкл. |
До 25 |
|
1 |
10 - 15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
250 |
|
От 114 до 219 вкл. |
До 25 |
1 - 2 |
10 - 15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
250 |
|
|
От 114 до 219 вкл. |
До 40 |
- |
- |
1 - 2 |
10 - 15 |
- |
- |
- |
- |
- |
- |
- |
- |
400 |
|
|
От 245 до 325 вкл. |
До 25 |
2 - 3 |
10 - 15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
250 |
|
|
От 245 до 325 вкл. |
До 40 |
- |
- |
2 |
10 - 15 |
1 |
10 - 15 |
- |
- |
- |
- |
- |
- |
400 |
|
|
От 245 до 325 вкл. |
41 - 70 |
- |
- |
- |
- |
1 - 2 |
10 - 15 |
- |
- |
- |
- |
- |
- |
650 |
|
|
От 377 до 426 вкл. |
До 40 |
- |
- |
3 |
10 - 15 |
1 - 2 |
15-20 |
- |
- |
- |
- |
- |
- |
400 |
|
|
От 377 до 426 вкл. |
41 - 70 |
- |
- |
- |
- |
2 |
15 - 20 |
- |
- |
- |
- |
- |
- |
650 |
|
|
От 465 до 480 вкл. |
До 40 |
- |
- |
- |
- |
2 |
15 - 20 |
- |
- |
- |
- |
- |
- |
400 |
|
|
От 465 до 480 вкл. |
41 - 70 |
- |
- |
- |
- |
2 - 3 |
15 - 20 |
- |
- |
- |
- |
- |
- |
650 |
|
|
От 530 до 630 вкл. |
До 40 |
- |
- |
- |
- |
3 |
15 - 20 |
- |
- |
- |
- |
- |
- |
400 |
|
|
От 530 до 630 вкл. |
41 - 70 |
- |
- |
- |
- |
3 - 4 |
15 - 20 |
- |
- |
- |
- |
- |
- |
650 |
|
|
От 820 до 1020 вкл. |
До 40 |
- |
- |
- |
- |
- |
- |
3 - 4 |
15 - 20 |
23 |
15 - 20 |
2 - 3 |
15 - 20 |
400 |
|
|
От 820 до 1020 вкл. |
41-70 |
- |
- |
- |
- |
- |
- |
4 |
15 - 20 |
3 |
15 - 20 |
3 |
15 - 20 |
650 |
|
|
1220 |
До 40 |
- |
- |
- |
- |
- |
- |
- |
- |
3 - 4 |
20 - 25 |
2 - 3 |
20 - 25 |
400 |
|
|
1420 |
До 40 |
- |
- |
- |
- |
- |
- |
- |
- |
3 - 4 |
20 - 25 |
3 - 4 |
20 - 25 |
400 |
|
|
1620 |
До 40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5 |
20 - 25 |
400 |
|

Таблица 11
Схемы установки секций КЭН на вертикальных сварных соединениях при термической обработке по оптимизированному режиму
|
Эскизы |
КЭН-1 |
КЭН-2 |
КЭН-3 |
КЭН-4 |
Общая ширина намотки КЭН, мм, не менее |
|||||||||||||||||||||
|
Количество |
Обозначение эскиза |
Размер, мм, не более |
Количество |
Обозначение эскиза |
Размер, мм, не более |
Количество |
Обозначение эскиза |
Размер, мм, не более |
КЭН-4-1 |
КЭН-4-2 |
КЭН-4-3 |
|||||||||||||||
|
Е |
Ж |
Е |
Ж |
Д |
Е |
Ж |
Количество |
Обозначение эскиза |
Размер, мм, не более |
Количество |
Обозначение эскиза |
Размер, мм, не более |
Количество |
Обозначение эскиза |
Размер Д, мм, не более |
|||||||||||
|
Д |
Е |
Д |
Е |
|||||||||||||||||||||||
|
До 108 вкл. |
|
1 |
а |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
250 |
|
От 114 до 219 вкл. |
2 - 3 |
б, в |
20 - 25 |
20 - 25 |
1 - 2 |
а, б |
20 - 25 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
30 - 350 |
|
|
От 245 до 325 вкл. |
- |
- |
- |
- |
2 - 3 |
б, в |
30 - 40 |
25 - 35 |
1 - 2 |
б, г |
30 - 40 |
30 - 40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
400 - 450 |
|
|
От 377 до 426 вкл. |
- |
- |
- |
- |
3 |
в |
- |
40 - 50 |
2 |
б, г |
35 - 40 |
40 - 45 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
450 - 500 |
|
|
От 465 до 480 вкл. |
- |
- |
- |
- |
- |
- |
- |
|
2 |
б |
- |
40 - 45 |
- |
1 |
г |
55 - 60 |
- |
1 |
г |
55 - 60 |
- |
1 |
г |
55 - 60 |
550 - 600 |
|
|
От 530 до 630 вкл. |
- |
- |
- |
- |
- |
- |
- |
- |
2 - 3 |
б, в |
- |
45 - 55 |
50 - 55 |
1 - 2 |
б, г |
60 - 65 |
60 - 65 |
1 - 2 |
б, г |
50 - 65 |
60 - 65 |
1 |
г |
60 - 65 |
600 - 650 |
|
Схемы установки секций КЭН на горизонтальных сварных соединениях при термической обработке по оптимизированному режиму
|
Эскизы |
КЭН-1 |
КЭН-2 |
КЭН-3 |
КЭН-4 |
Общая ширина намотки КЭН, мм, не менее |
|||||||||||||||
|
Количество |
Обозначение эскиза |
Размер К, мм, не более |
Количество |
Обозначение эскиза |
Размер К, мм, не более |
Количество |
Обозначение эскиза |
Размер К, мм, не более |
КЭН-4-1 |
КЭН-4-2 |
КЭН-4-3 |
|||||||||
|
Количество |
Обозначение эскиза |
Размер К, мм, не более |
Количество |
Обозначение эскиза |
Размер К, мм, не более |
Количество |
Обозначение эскиза |
Размер К, мм, не более |
||||||||||||
|
До 108 вкл. |
|
1 |
а |
10 - 15 |
- |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
- |
- |
- |
250 |
|
От 114 до 219 вкл. |
2 - 3 |
б, в |
10 - 15 |
1 - 2 |
а, б |
10 - 15 |
- |
- |
- |
- |
|
- |
- |
- |
- |
- |
- |
- |
300 - 350 |
|
|
От 245 до 325 вкл. |
- |
- |
- |
2 - 3 |
б, в |
10 - 15 |
1 - 2 |
а, б |
10 - 15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
400 - 450 |
|
|
От 377 до 426 вкл. |
- |
- |
- |
3 |
в |
15 - 20 |
1 - 2 |
а, б |
15 - 20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
450 - 500 |
|
|
От 465 до 480 вкл. |
- |
- |
- |
- |
- |
- |
2 |
б |
15 - 20 |
1 |
а |
15 - 20 |
1 |
а |
15 - 20 |
1 |
а |
15 - 20 |
550 - 500 |
|
|
От 530 до 630 вкл. |
- |
- |
- |
- |
- |
- |
2 - 3 |
б, в |
15 - 20 |
1 - 2 |
а, б |
15 - 20 |
1-2 |
а, б |
15 - 20 |
1 |
а |
15 - 20 |
600 - 650 |
|
2.3.7. Демонтируют теплоизоляцию, КЭН и преобразователи в соответствии с п. 2.1.10. Запрещается охлаждать КЭН водой.
2.4. Операции термической обработки при нагреве гибкими индукторами.
2.4.1. Устанавливают преобразователи и закрепляют их горячие спаи на поверхности трубопровода в соответствии с п. 2.1.9 и черт. 3, б. Преобразователи следует располагать перпендикулярно оси трубопровода, причем термоэлектроды должны быть скручены и экранированы (см. черт. 3, б).
2.4.2. Устанавливают теплоизоляцию сварного соединения, выполненную из асбестовой ткани или асбестового картона (черт. 9). Общая ширина теплоизолируемого участка должна быть на 600 - 1000 мм больше ширины зоны нагрева (ширина зоны нагрева равна ширине намотки индуктора). Толщина слоя теплоизоляции на нагреваемой зоне должна быть не менее 20 мм, на участках трубопровода, прилегающих к нагреваемой зоне, - не менее 10 мм. При проведении термической обработки сварных соединений при температуре окружающего воздуха ниже 0 °С толщину слоя теплоизоляции следует увеличить в 1,5 - 2 раза как в нагреваемой зоне, так и на прилегающих к этой зоне участках трубопровода. Крепление теплоизоляции следует производить металлическими поясками.
Схема установки гибкого индуктора
1 - сварное соединение; 2 - гибкий индуктор; 3 - теплоизоляция
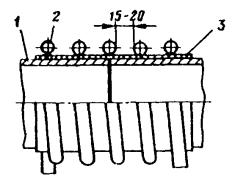
2.4.3. Устанавливают (наматывают) гибкий индуктор на сварном соединении симметрично оси сварного шва по слою теплоизоляции с зазором между витками 15 - 20 мм (табл. 13 - 15 и черт. 10).
При разной толщине стенок сварного соединения гибкий индуктор необходимо смещать на 15 - 25 мм в сторону большей толщины. Крепление гибкого индуктора на сварном соединении следует производить металлическими поясками.
2.4.4. Включают преобразователи в измерительную цепь потенциометра.
2.4.5. Соединяют гибкий индуктор с источником питания в соответствии с рекомендуемым приложением 1 и черт. 7, в.
2.4.6. Осуществляют нагрев, выдержку и охлаждение сварного соединения в соответствии с п. 2.1.3. Значение тока в гибком индукторе определяется по табл. 15.
2.4.7. Демонтируют гибкие индукторы, теплоизоляцию и преобразователи в соответствии с п. 2.1.10.
2.5. Операции термической обработки при нагреве однопламенной универсальной ацетилено-кислородной горелкой.
2.5.1. Устанавливают преобразователи и закрепляют их горячие спаи на поверхности трубопровода в соответствии с п. 2.1.9 (только при контроле температуры автоматическими самопишущими потенциометрами). Преобразователи следует располагать в соответствии с черт. 3, в. Часть преобразователя, находящуюся в зоне нагрева, необходимо теплоизолировать с помощью асбестовой или кремнеземной ткани (см. черт. 3, в).
2.5.2. Устанавливают по периметру сварного соединения экран, изготовленный из металлического листа и теплоизолированный изнутри асбестовым картоном (см. черт. 3, в).
Таблица 13
Схемы установки гибких индукторов на вертикальных сварных соединениях
|
Эскизы |
Размер, мм |
Общая ширина намотки гибкого индуктора, не менее, мм |
|||||
|
А |
Б |
В |
|||||
|
Диаметр |
Толщина стенки |
||||||
|
От 108 до 194 вкл. |
До 40 |
|
15 - 20 |
- |
- |
450 |
|
|
От 219 до 299 вкл. |
До 40 |
- |
40 - 45 |
20 |
450 |
||
|
Более 40 |
550 |
||||||
|
От 325 до 377 вкл. |
До 40 |
- |
50 - 65 |
25 |
450 |
||
|
Более 40 |
550 |
||||||
|
От 426 до 465 вкл. |
До 40 |
- |
60 - 65 |
30 |
450 |
||
|
Более 40 |
550 |
||||||
|
От 530 до 630 вкл. |
До 40 |
- |
80 - 65 |
40 |
450 |
||
|
Более 40 |
550 |
||||||
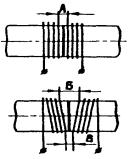
Таблица 14
Схема установки гибких индукторов на горизонтальных сварных соединениях
|
Эскиз |
Размер, нм |
Общая ширина намотки гибкого индуктора, не менее, мм |
|
|||
|
А |
Б |
|||||
|
Диаметр |
Толщина стенки |
|
||||
|
От 108 до 194 вкл. |
До 40 |
|
10 - 15 |
20 |
450 |
|
|
От 219 до 299 вкл. |
До 40 |
25 |
450 |
|||
|
Более 40 |
550 |
|||||
|
От 325 до 377 вкл. |
До 40 |
30 |
450 |
|||
|
Более 40 |
550 |
|||||
|
От 426 до 465 вкл. |
До 40 |
15 - 20 |
35 |
450 |
||
|
Более 40 |
550 |
|||||
|
От 530 до 630 вкл. |
До 40 |
40 |
450 |
|||
|
Более 40 |
550 |
|||||
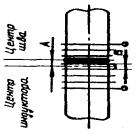
Таблица 15
Размеры и параметры нагрева гибких индукторов
|
Число одновременно термообрабатываемых сварных соединений |
Размеры гибкого индуктора |
Параметры нагрева |
Допустимое расстояние между сварными соединениями при групповой термической обработке, м |
|
||||
|
Поперечное сечение провода, мм2 |
Число витков на одно сварное соединение |
Ток, А |
Напряжение на индукторах, В |
|||||
|
Диаметр |
Толщина стенки |
|
||||||
|
От 108 до 159 вкл. |
Любая |
1 |
160 - 240 |
10 - 12 |
1000 - 1100 |
25 - 30 |
- |
|
|
|
5 - 6 |
120 - 180 |
6 - 7 |
1200 - 1300 |
65 - 75 |
2 - 3 |
|
|
|
От 194 до 325 вкл. |
До 30 |
1 |
160 - 240 |
10 - 12 |
1100 - 1200 |
30 - 45 |
- |
|
|
Более 30 |
1 |
240 |
10 - 12 |
1300 - 1400 |
45 - 50 |
- |
|
|
|
Любая |
2 - 3 |
180 - 240 |
8 - 9 |
1200 - 1300 |
65 - 75 |
2 - 4 |
|
|
|
От 377 до 465 вкл. |
До 30 |
1 |
240 |
10 - 11 |
1200 - 1300 |
50 - 55 |
- |
|
|
Более 30 |
1 |
240 |
10 - 11 |
1300 - 1400 |
55 - 60 |
- |
|
|
|
От 530 до 630 вкл. |
До 30 |
1 |
240 |
8 - 9 |
1200 - 1300 |
65 - 70 |
- |
|
|
Более 30 |
1 |
240 |
8 - 9 |
1300 - 1400 |
70 - 75 |
- |
|
|
Примечание. Расстояние между трансформатором и сварными соединениями не должно превышать 50 м.
Рекомендуемые схемы установки индукторов для термической обработки сварных соединений повышенной трудности
а - соединение типа «труба с задвижкой» при установке индуктора с различным шагом витков: 1 - труба; 2 - теплоизоляция; 3 - индуктор с различным шагом витков;
б - соединение типа «труба с задвижкой» с двухслойным индуктором: 1 - труба; 2 - теплоизоляция; 3 - первый (внутренний) слой индуктора; 4 - асбестоцементная прокладка: 5 - второй (наружный) слой индуктора; 6 - задвижка;
в - соединение типа «труба с заглушкой» с использованием фальш-патрубка: 1 - труба; 2 - теплоизоляция; 3 - индуктор; 4 - заглушка; 5 - временные прихватки; 6 - фальш-патрубок;
г - соединение опоры с трубным элементом: 1 - опора: 2 - трубный элемент; 3 - сварной шов; 4 - теплоизоляция; 5 - индуктор;
д - соединение типа сварного тройника с использованием двух индукторов: 1 - основание тройника; 2 - теплоизоляция; 3 - индуктор; 4 - патрубок тройника; 5 - сварной шов;
е - соединение штуцера с трубой: 1 - труба; 2 - теплоизоляция; 3 - индуктор; 4 - штуцер
Черт. 10
2.5.3. Производят теплоизоляцию участков трубопровода, прилегающих к зоне нагрева, на ширину 150 - 200 мм (по каждую сторону от краев зоны нагрева). Толщина теплоизоляции должна быть не менее 10 мм. Крепление теплоизоляции следует производить металлическими поясками.
2.5.4. Присоединяют ацетилено-кислородную горелку к баллонам или газовой сети в соответствии с п. 1.3 и черт. 11, а.
2.5.5. Включают преобразователи в измерительную цепь потенциометра (только при контроле температуры автоматическими самопишущими потенциометрами).
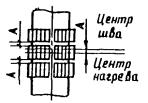
2.5.6. Осуществляют нагрев, выдержку и охлаждение сварного соединения в соответствии с п. 2.1.3. Зона нагрева должна быть не менее 100 мм (по 50 мм в каждую сторону от центра шва). Термическая обработка должна проводиться строго нейтральным пламенем.
2.5.7. Демонтируют экран, теплоизоляцию и преобразователи в соответствии с п. 2.1.10.
2.6. Операции термической обработки при нагреве кольцевой многопламенной горелкой.
2.6.1. Устанавливают преобразователи и закрепляют их горячие спаи на поверхности трубопровода в соответствии с п. 2.1.9. Преобразователи следует располагать в соответствии с черт. 3, г. Часть преобразователя, находящуюся в зоне нагрева, необходимо теплоизолировать с помощью асбестовой или кремнеземной ткани (см. черт. 3, г).
2.6.2. Устанавливают горелку (черт. 12). Расстояние между внутренними выходными мундштуками горелки и наружной поверхностью труби должно быть 25 - 50 мм.
2.6.3. Производят теплоизоляцию участков трубопровода, прилегающих к зоне нагрева, на ширину 300 - 400 мм (по каждую сторону от краев зоны нагрева). Толщина теплоизоляции не менее 20 мм. Крепление теплоизоляции следует производить металлическими поясками.
2.6.4. Присоединяют кольцевую многопламенную горелку к баллонам газовой сети в соответствии с п. 1.3 и черт. 11, б.
2.6.5. Включают преобразователи в измерительную цепь потенциометра.
2.6.6. Осуществляют нагрев, выдержку и охлаждение сварного соединения в соответствии с п. 2.1.3. Зона нагрева должна быть не менее 150 мм (по 75 мм в каждую сторону от центра шва). Термическая обработка должна проводиться строго нейтральным пламенем.
2.6.7. Демонтируют кольцевую многопламенную горелку, теплоизоляцию и преобразователи в соответствии с п. 2.1.10.
2.7. Оформление отчетной технической документации.
2.7.1. Оформление отчетной технической документации должно осуществляться в течение всего процесса термической обработки.
Схемы постов для термической обработки сварных соединений трубопроводов с использованием газопламенного нагрева
а - пост с нагревом одноплеменной ацетилено-кислородной горелкой: 1 - кислородный баллон; 2 - кислородный редуктор; 3 - кислородные шланги; 4 - однопламенная универсальная ацетилено-кислородная горелка; 5 - экран; 6 - сварное соединение; 7 - ацетиленовые шланги; 8 - ацетиленовый редуктор; 9 - ацетиленовый баллон;
б - пост с нагревом кольцевой многопламенной горелкой: 1 - баллоны с горючим газом; 2 - баллонные редукторы; 3 - маслобензостойкие резиновые рукава; 4 - сборный коллектор; 5 - пробковый кран; 6 - разборный коллектор; 7 - запорные вентили; 8 - отборники горючего газа; 9 - кольцевые многопламенные горелки
Схема установки кольцевых многоплеменных горелок
1 - сварное соединение; 2 - многопламенная горелка; 3 - теплоизоляция
2.7.2. В качестве отчетной технической документации о проведении термической обработки должны представляться:
диаграмма автоматической регистрации режима термической обработки (при контроле температуры автоматическими самопишущими потенциометрами);
«Журнал термической обработки сварных соединений» (обязательное приложение 6);
исполнительная схема трубопроводов (обязательное приложение 7);
«Протокол замеров твердости сварных соединений после термической обработки» (обязательное приложение 8), если контроль твердости требуется п.п. 3.2 и 3.5.
2.7.3. На записанной в координатах «температура-время» диаграмме режима термической обработки необходимо привести:
номер линии трубопровода;
номер сварного соединения по исполнительной схеме;
марку или сочетание марок стали труб;
диаметр и толщину стенки трубопровода;
дату проведения термической обработки;
скорость протяжки диаграммной ленты потенциометра;
подпись термиста-оператора, ответственного за проведение термической обработки;
подпись руководителя работ по термической обработке с грифом «Принято».
Диаграмме необходимо присвоить порядковый номер, соответствующий номеру сварного соединения в журнале термической обработки сварных соединений (см. обязательное приложение 6).
2.7.4. При проведении групповой термической обработки отчетная техническая документация должна оформляться отдельно на каждое сварное соединение.
3. КОНТРОЛЬ КАЧЕСТВА
3.1. Контроль качества сварных соединений после термической обработки должен производиться путем измерения твердости металла во всех зонах сварного соединения с помощью переносных приборов статического или динамического действия типов ТПСЛ-3М, ТПН-10, ТКП-1, МЭИ-Т7, ВПИ-3К, ВПИ-2, ТОП-1, КНИ, Польди, 2135ТВП.
3.2. Измерение твердости следует производить после термической обработки на сварных соединениях трубопроводов, изготовленных из хромомарганцевых, хромомолибденовых, хромомолибденованадиевых, хромомолибденовольфрамовых и хромомолибденованадиевовольфрамовых сталей в количестве:
15 % - от числа термообработанных в течение месяца каждым нагревательным устройством однотипных сварных соединений труб или штуцеров из хромомарганцевых сталей, но не менее двух сварных соединений;
100 % - сварных соединений труб или штуцеров из хромомолибденовых, хромомолибденованадиевых, хромомолибденовольфрамовых и хромомолибденованадиевовольфрамовых сталей.
3.3. Измерение твердости необходимо производить на двух диаметрально противоположных участках по периметру сварного соединения не менее чем в пяти точках на каждом участке: по центру шва, в зоне термического влияния на расстояния 1 - 2 мм в обе стороны от границ сплавления и на основном металле на расстоянии 10 - 20 мм в обе стороны от границ сплавления. На соединениях труб и деталей трубопроводов с условным проходом Ду 100 мм и менее измерение твердости следует производить на одном участке, на сварных соединениях штуцеров с трубами - в одном из доступных мест. На штуцерах, размеры которых не позволяют выполнить замер твердости, контроль не производится.
3.4. Значение твердости металла в любой зоне сварного соединения не должно выходить за пределы следующих значений, НВ:
149 - 207 - для стали марки 14ХГС;
135 - 240 - для сталей марок 15ХМ, 15ХФ, 12Х1МФ и 15Х1М1Ф;
197 - 241 - для сталей марок 20Х2М, 22Х3М, 18Х3МВ и 30ХМА;
241 - 285 - для стали марки 20Х3МВФ;
155 - 240 - для стали марки 15Х5М;
190 - 270 - для стали марки 15Х5М-У.
3.5. Необходимость проведения, объемы и нормы контроля сварных соединений трубопроводов, выполненных из сталей марок, не указанных в п. 3.4, определяется требованиями нормативно-технической документации.
3.6. При получении неудовлетворительных результатов твердости металла должны производиться повторные измерения твердости того же сварного соединения на удвоенном количестве участков. При неудовлетворительных результатах повторного испытания сварное соединение при твердости выше допустимых пределов, указанных в п. 3.4 настоящего стандарта, подлежит повторной термической обработке, при твердости ниже допустимых пределов бракуется. Количество полных циклов повторной термической обработки должно быть не более двух.
3.7. При выявлении несоответствия твердости требуемым нормам (пп. 3.4 и 3.5) хотя бы на одном из сварных соединений, проверяемых в неполном объеме, испытания на твердость должны быть проведены на всех однотипных сварных соединениях, прошедших термическую обработку, или должно быть проведено стилоскопирование.
3.8. Качество сварных соединений по результатам стилоскопирования считается неудовлетворительным, если выявлено несоответствие используемых сварочных материалов предусмотренным в проекте.
При получении неудовлетворительных результатов должно быть выполнено стилоскопирование всех однотипных сварных соединений.
При несоответствии химического состава металла по результатам стилоскопирования требуемому должен быть проведен анализ лабораторными методами, результаты которого считаются окончательными.
3.9. Результаты контроля твердости должны фиксироваться в «Журнале контроля твердости сварных соединений после термической обработки» (обязательное приложение 9).
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. При проведении термической обработки необходимо выполнять требования безопасности, которые предусмотрены стандартами, входящими в систему стандартов безопасности труда ГОСТ 12.1.004-76, ГОСТ 12.1.010-76, ГОСТ 12.1.003-83, ГОСТ 12.2.008-75, ГОСТ 12.4.010-75, ГОСТ 12.4.013-75Е, ГОСТ 12.4.103-83.
4.2. На термическую обработку распространяются общие правила техники безопасности, которые необходимо соблюдать при монтаже, согласно СНиП III-4-80.
4.3. В проекте производства работ должны быть приведены требования к организации рабочего места термистов, при этом необходимо предусмотреть, чтобы площадь рабочего места была достаточной для размещения оборудования, материалов, инструмента, а также перемещения рабочих при выполнении операций.
4.4. Освещение рабочих мест должно соответствовать требованиям СНиП II-4-79.
4.5. Проведение термической обработки при неблагоприятных метеорологических условиях (дождь, cнег, сильный ветер) допускается только при условии защиты термообрабатываемых сварных соединений переносными кабинами и щитами.
4.6. Запрещается проводить работы:
под открытым небом во время дождя и снегопадов без устройства навеса над рабочим местом, а также при сильном ветре;
в закрытых помещениях в местах возможной загазованности и взрывоопасности без вентиляции, обеспечивающей пятикратный обмен воздуха в течение каждого часа;
вблизи легковоспламеняющихся и взрывоопасных веществ и материалов на расстоянии менее 10 м.
4.7. В зимнее время в непосредственной близости от мест выполнения термической обработки необходимо оборудовать помещения для обогрева работающих.
4.8. В соответствии с «Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей», утвержденными Госгортехнадзором 12 апреля 1969 г., персонал подразделения по термической обработке должен пройти обучение и быть аттестован по следующим квалификационным группам (не ниже):
руководитель подразделения - 3-я группа;
термист-оператор - 2-я группа;
электромонтер по обслуживанию электрооборудования передвижных термических установок - 3-я группа;
слесарь-монтажник - 2-я группа.
4.9. Персонал термистов в соответствии с отраслевыми нормами должен быть обеспечен спецодеждой, а также предохранительными приспособлениями в соответствии с условиями труда.
4.10. Запрещается производить установку и ремонт нагревательных устройств во время их работы.
4.11. Работу с горячими нагревателями (перемещение после окончания сопутствующего подогрева для термической обработки, снятие с труб при достижении 300 °С после окончания термообработки и др.) необходимо производить с соблюдением соответствующих правил техники безопасности.
4.12. При работе с теплоизоляционными матами и их ремонте необходимо соблюдать следующие правила техники безопасности:
дыхательные органы рабочего должны быть защищены респиратором типа «Лепесток» или марлевой повязкой;
глаза рабочего необходимо защищать специальными очками со светлыми стеклами.
4.13. При использовании газопламенного нагрева необходимо соблюдать требования СНиП III-4-80 и «Правил безопасности в газовом хозяйстве», утвержденных Госгортехнадзором СССР в 1969 г.
Приложение 1
Рекомендуемое
Характеристика источников питания (сварочных трансформаторов) для гибких индукторов
|
Номинальная мощность, кВ · А |
Номинальный режим работы при ПВ (ПР), % |
Ток вторичный, А |
Максимальное напряжение холостого хода, В |
Внешняя характеристика |
Охлаждение обмоток |
Габариты, мм |
Масса, кг |
||
|
номинальный |
при ПВ (ПР) 100 % |
||||||||
|
ТСД-2000 |
165 |
60 |
2000 |
1500 |
79 |
Падающая |
Воздушное принудительное |
950×878×1387 |
670 |
|
ТДФЖ-2002 |
240 |
100 |
2000 |
2000 |
120 |
-"- |
То же |
1340×760×1220 |
830 |
|
ТДФ-1601 |
182 |
100 |
1600 |
1600 |
95 |
-"- |
-"- |
1200×830×1200 |
1000 |
|
ТСД-1000 |
76 |
60 |
1000 |
750 |
76 |
-"- |
-"- |
950×810×1382 |
510 |
|
ТДФ-1001 |
71 |
100 |
1000 |
1000 |
71 |
-"- |
-"- |
1200×830×1200 |
720 |
|
ТДФЖ-1002 |
125 |
100 |
1000 |
1000 |
120 |
-"- |
-"- |
1340×760×1220 |
550 |
|
ОСУ-80 |
75 |
100 |
1600 |
1600 |
42 |
Жесткая |
Воздушное естественное |
1250×850×1300 |
650 |
|
ТРМК-3000-1 |
190 |
100 |
3000 |
3000 |
61 |
-"- |
Воздушное принудительное |
1060×1040×1050 |
1100 |
|
ТРМК-1000-1 |
70 |
100 |
1000 |
1000 |
63 |
-"- |
То же |
980×690×1150 |
510 |
|
ТШС-1000-3 (при однофазном отключении) |
115 |
80 |
2000 |
1800 |
62 |
Жесткая |
Воздушное принудительное |
1470×900×1715 |
1400 |
|
ТШС-1000-1 |
62 |
80 |
1000 |
800 |
62 |
-"- |
То же |
980×690×1150 |
510 |
|
ТШС-3000-3 |
140 |
100 |
3000 |
3000 |
46 |
-"- |
-"- |
960×706×780 |
950 |
|
ТШС-3000-3 |
450 |
100 |
3000 |
3000 |
53 |
-"- |
-"- |
1360×1335×1505 |
2200 |
Приложение 2
Справочное
УСТАНОВКА ЭЛЕКТРОНАГРЕВАТЕЛЬНАЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ЭТОП-300-И1
Установка ЭТОП-300-И1 (старое название УПУТ) предназначена для регулирования процесса термической обработки одиночных сварных соединений в монтажных условиях по одной программе.
В комплект установки входят блоки БПМ и БКСП, стабилизатор напряжения, сварочный трансформатор ТДМ-500, токоизмерительные клещи Ц-91, секции электронагревателей КЭН и ГЭН, термоэлектрические преобразователи ТХА-0279-01, теплоизоляционные маты МВТ и т.д. Установка имеет небольшую массу и габариты, ее можно легко перемещать по монтажной площадке.
В условиях монтажной площадки блоки БПМ и БКСП, а также стабилизатор напряжения СП должны размещаться в будке или здании контейнерного типа.
Приложение 3
Справочное
УСТАНОВКИ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ЭТОГ-600-И1 и ЭТОГ-600-И2
Установки предназначены для регулирования термической обработки сварных соединений трубопроводов, в том числе и при групповом нагреве одновременно до шести сварных соединений трубопроводов различных размеров по одной программе.
Установки выпускаются двух типов: стационарная (ЭТОГ-600-И1) и передвижная (ЭТОГ-600-И2).
В комплект стационарной установки входят: пульт управления, комплект ГЭН и теплоизоляционных матов, пояски для их крепления, термоэлектрические преобразователи, термоэлектродные удлиняющие провода, инструмент, источники питания (сварочные трансформаторы ТД-306).
Пульт управления состоит из программного, исполнительного, регулирующего и регистрирующего блоков и блока многопозиционного регулирования. В условиях монтажной площадки пульт управления должен размещаться в будке или здании контейнерного типа.
В комплект передвижной установки, кроме перечисленного оборудования, входит автомобиль ЕрАЗ-762.
Приложение 4
Обязательное
Режим термической обработки сварных соединений стальных технологических трубопроводов, работающих под давлением до 10 МПа (100 кгс/см2)
|
Вид термической обработки |
Толщина стенки труб, мм |
Температура нагрева, °С |
Скорость нагрева, °С/ч |
Время выдержки, ч, не менее |
Условия охлаждения |
|
|
20, ВСт.2, ВСт.3, Ст.2, Ст.3, 10Г2, 09Г2С, 10Г2С1, 17ГС, 17Г1С, 15ГС, 16ГС, 17Г1С-У и др. |
Высокий отпуск |
≤ 20 |
620 - 650 |
≤ 150 с 300 °С |
|
≤ 150 °С/ч до 300 °С, далее на спокойном воздухе |
|
Высокий отпуск по оптимизированному (сокращенному по времени проведения) режиму |
≤ 10 |
600 - 630 |
≤ 1000 |
1,0 |
Под слоем теплоизоляции до 300 °С, далее - на спокойном воздухе |
|
|
Св. 10 до 15 |
1,25 |
|||||
|
Св. 15 до 20 |
1,5 |
|||||
|
15Х5М-У |
Высокий отпуск |
≤ 20 |
710 - 730 |
≤ 400 |
2,0 |
То же |
|
15Х5М, 15X5, 15Х5ВФ |
Высокий отпуск |
≤ 20 |
740 - 760 |
≤ 400 |
2,5 |
-"- |
|
12Х8ВФ |
Высокий отпуск |
≤ 20 |
760 - 780 |
≤ 400 |
3,5 |
-"- |
|
12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ |
Высокий отпуск |
≤ 10 |
720 - 750 |
≤ 500 |
1,0 |
Под слоем теплоизоляции до 300 °С, далее - на спокойном воздухе |
|
свыше 10 до 15 |
1,5 |
|||||
|
свыше 15 до 20 |
2,0 |
|||||
|
12ХМ, 12МХ, 15ХМ, 20ХМЛ |
Высокий отпуск |
≤ 20 |
700 - 730 |
≤ 500 |
1,0 |
То же |
|
12Х18Н10Т, 12Х18Н12Т, 08Х18Н10Т, 08Х22Н6Т, 10Х17Н13М2Т, 10Х17Н13М3Т |
Аустенизация |
≤ 20 |
1080 - 1130 |
≤ 75 до 600 °С, более 150 |
1,5 |
На воздухе |
|
12Х18Н10Т, 08Х18Н10Т |
Стабилизирующий отжиг |
≤ 20 |
850 - 370 |
≤ 75 до 600 °С, далее 150 |
3,0 |
-"- |
Приложение 5
Обязательное
Режим термической обработки сварных соединений стальных технологических трубопроводов, работающих под давлением свыше 10 до 250 МПа (свыше 100 до 2500 кгс/см2)
|
Вид термической обработки |
Температура нагрева, °С |
Скорость нагрева, °С/ч |
Время выдержки, ч, не менее |
Условия охлаждения |
|
|
|
20, 15ГС, 16ГС |
Высокий отпуск |
620 - 650 |
≤ 150 с 300 ºС |
|
≤ 150 °С/ч до 300 °С, далее - на воздухе |
|
|
14ХГС |
630 - 650 (500 - 520) |
|
||||
|
15ХМ, 15ХФ |
690 - 720 |
≤ 100 с 300 °С |
|
≤ 200 °С/ч до 300 °С, далее - на воздухе |
|
|
|
15X5М |
730 - 750 |
|
||||
|
30ХМА |
650 - 670 (640 - 660) |
|
||||
|
20Х3М, 20Х2М |
640 - 660 |
|
||||
|
18Х3МБ |
Нормализация |
950 - 970 |
≤ 100 |
1,5 |
На воздухе |
|
|
18Х3МВ |
Высокий отпуск |
670 - 690 |
≤ 100 с 300 °С |
|
≤ 100 °С/ч до 300 °С, далее - на воздухе |
|
|
12Х1МФ, 15Х1М1Ф |
720 - 750 |
|
||||
|
12X8ВФ |
760 - 780 |
|||||
|
3,5 - 4,0 |
|
|||||
|
20Х3МВФ |
Нормализация |
1000 - 1200 |
100 |
1,2 |
На воздухе |
|
|
Высокий отпуск |
690 - 710 |
≤ 100 с 300°С |
|
≤ 100 °С/ч до 300 °С, далее - на воздухе |
|
|
|
12Х18Н10Т, 08Х18Н10Т |
Стабилизирующий отжиг |
850 - 870 |
≤ 75 до 600 ºС, далее 150 |
3,0 |
На воздухе |
|
|
12Х18Н12Т 08Х18Н12Т 10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н15М3Т 10Х23Н18Т 20Х25Н20С2 |
Аустенизация |
1080 - 1130 |
75 до 600 °С, далее 150 |
1,5 - 2,0 |
На воздухе или в воде |
|
|
20 + 15ГС (16ГС) |
Высокий отпуск |
620 - 650 |
≤ 150 с 300 °С |
|
≤ 150 °С/ч до 300 °С, далее - на воздухе |
|
|
14ХГС + 20 14ХГС + 15ГС (16ГС) |
620 - 650 (500 - 520) |
|
|
≤ 100 °С/ч до 300 °С, далее - на воздухе |
|
|
|
20 + 15ХМ, 20 + 15Х1М1Ф 15ГС (16ГС) + 15Х1М1Ф 15ГС (16ГС) + 12Х1МФ |
Высокий отпуск |
690 - 720 |
≤ 100 с 300°С |
|
||
|
15ХМ + 12Х1МФ 15Х5М + 15ХМ 15Х5М + 12Х1МФ 15ХМ + 15Х1М1Ф |
720 - 750 |
|
||||
|
30ХМА + 20 30ХМА + 10Х2М 30ХМА + 22Х3М |
650 - 670 (640 - 660) |
|
Примечания: 1. S - толщина стенки трубы, мм.
2. Температура, приведенная в скобках, назначается для сварных соединений, в состав которых входят детали, подвергшиеся при изготовлении отпуску при такой же температуре.
3. Нормализация с отпуском назначается для сварных соединений трубопроводов, предназначенных для транспортирования водородсодержащих сред и для работы при температуре 401 - 510 °С.
Приложение 6
Обязательное
ЖУРНАЛ
термической обработки сварных соединений
Трубопровод ___________________________________
(наименование, давление, температура, продукт)
№ линии ___________________
|
Порядковый номер стыка |
Номер сварного соединения по чертежу (исполнительной схеме) |
Труба Дн × S, мм; марка стали |
Тип электродов, марка сварочной проволоки |
Дата сварки |
Дата термической обработки |
Вид термической обработки |
Способ нагрева |
Метод контроля температуры |
Номер диаграммы или время замера температуры, мин |
Термическая обработка |
Фамилия, имя, отчество и подпись термиста-оператора |
Номер протокола замеров твердости, дата |
Оценка годности сварного соединения после термической обработки |
Фамилия, имя, отчество и подпись руководителя работ по термической обработке, дата |
|||
|
Температура нагрева, ºС |
Скорость нагрева, ºС/ч |
Время выдержки, ч |
Условие охлаждения |
||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
|
Начальник участка _________________________________ Руководитель работ по сварке ________________________________ (подпись, расшифровка) (подпись, расшифровка) «___» ________________ 19___ г. «___» ________________ 19___ г. |
|||||||||||||||||
Приложение 7
Обязательное
Исполнительная схема трубопроводов (пример выполнения)Объект ____________________________________________________________________ Монтажное подразделение ___________________________________________________
Руководитель сварочных работ (подпись) Руководитель работ по термической обработке (подпись) |
Приложение 8
Обязательное
ПРОТОКОЛ
|
|||||||||||||||||
|
Номер сварных соединений по исполнительной схеме |
Диаметр и толщина стенки труб, мм |
Результаты замера твердости, НВ |
Оценка качества сварных соединений по результатам измерения твердости |
Подпись дефектоскопистов, проводивших контроль |
||
|
основного металла |
зоны термического влияния |
сварного шва |
||||
Руководитель работ по контролю (подпись)
Приложение 9
Обязательное
ЖУРНАЛ
контроля твердости сварных соединений после термической обработки
Объект __________________________________________________________________
Монтажное подразделение _________________________________________________
Наименование нормативного документа, регламентирующего допустимые
значения твердости сварных соединений _____________________________________
|
Дата проведения контроля |
Наименование трубопровода и номер исполнительной схемы |
Номер сварных соединений по исполнительной схеме |
Диаметр и толщина стенки труб, мм |
Марка стали |
Тип присадочного материала |
Тип прибора для измерения твердости |
Результаты замера твердости, НВ |
Оценка качества сварных соединений по результатам измерения твердости |
Подпись дефектоскопистов, проводивших контроль |
Подпись руководителя работ по контролю |
||
|
основного металла |
зоны термического влияния |
сварного шва |
||||||||||
СОДЕРЖАНИЕ
|
|