|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШВЫ СВАРНЫХ
СОЕДИНЕНИЙ
ИЗ ВИНИПЛАСТА
ПОЛИВИНИЛХЛОРИДНОГО
ПЛАСТИКАТА И ПОЛИЭТИЛЕНА
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА.
ОБЩИЕ ТРЕБОВАНИЯ
ГОСТ 16971-71
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ
СССР
Москва
РАЗРАБОТАН Научно-исследовательским институтом пластических масс (НИИПМ)
Директор института д-р техн. наук Попов В. А.
Исполнители: Татевосьян Г. О., Высоцкий М. М.
ВНЕСЕН Министерством химической промышленности
Член Коллегии Жиряков М. Г.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ
Отделом химии и нефтепродуктов Государственного комитета стандартов Совета Министров СССР
И. о. начальника отдела Поволоцкий Л. И.
Гл. специалист Морозова Е. Н.
Ст. инженер Литвин Т. Ф.
Отделом сварки Всесоюзного научно-исследовательского института по нормализации в машиностроении (ВНИИНМАШ)
Начальник отдела Лучанский Л. Х.
Зав. сектором Родин И. З.
Ст. инженер Калмыкова В. Л.
УТВЕРЖДЕН Государственным комитетом стандартов Совета Министров СССР 25 декабря 1970 г. (протокол № 233)
Председатель отраслевой научно-технической комиссии Милованов А. П.
Члены комиссии: Коваленко Ф. Ф., Ушаков В. П., Тихонов В. Т., Белова Е. М., Медведева Т. В., Поволоцкий Л. И.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 14 мая 1971 г. № 931
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШВЫ СВАРНЫХ
СОЕДИНЕНИЙ ИЗ ВИНИПЛАСТА, Методы контроля качества. Общие требования Welded joints of Plasticized PVC, unplasticized |
ГОСТ |
Постановлением Государственного комитета стандартов Совета Министров СССР от 14/V 1971 г. № 931 срок введения установлен
с 1/1 1972 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает методы контроля качества швов сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена, выполненных всеми способами сварки.
Стандарт не устанавливает методы контроля качества швов сварных соединений труб.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Предусматриваются следующие методы контроля швов сварных соединений:
наружный осмотр и обмер;
механические испытания на растяжение, напряженный изгиб и ударный изгиб;
испытания на герметичность.
1.2. Указанные методы должны применяться при контроле качества швов готовых изделий путем испытания образцов, изготовленных из изделий или из контрольных сварных соединении (проб). Испытания на герметичность проводятся только на готовых изделиях.
Допускается применять другие методы контроля, не предусмотренные настоящим стандартом, по специальной технической документации, утвержденной в установленном порядке.
1.3. Если изделия, выполненные методом сварки, должны эксплуатироваться в условиях агрессивных сред, швы сварных соединений необходимо выдерживать в этих средах, а затем испытывать на растяжение, напряженный или ударный изгиб (в зависимости от условий работы изделия). Длительность выдержки образцов сварных соединений в среде и выбор метода испытаний устанавливаются специальной технической документацией, утвержденной в установленном порядке.
1.4. Работы с реагентами (растворителями) и газовыми индикаторами необходимо производить в вытяжном шкафу или на открытом воздухе. Если газовые индикаторы вводились в емкость, то по окончании работ необходимо продуть емкость.
1.5. Свариваемая проба должна быть из того же материала, что и готовое изделие. Материал пробы (по составу, виду, марке, толщине), технологический режим сварки, а также условия должны быть такими же, как и при изготовлении изделия.
1.6. Перед испытанием шов сварного соединения и околошовная зона должны быть очищены или промыты от загрязнений, затрудняющих осмотр, на ширину не менее 10 мм по обе стороны шва.
1.7. Условные изображения и обозначения типов и конструкций швов сварных соединений - по ГОСТ 16310-70.
1.8. Тип и конструкция шва сварного соединения пробы должны быть такими же, как и контролируемого изделия.
1.9. При проведении испытаний должны соблюдаться действующие правила по технике безопасности, промышленной санитарии и противопожарной безопасности.
2. ОТБОР ОБРАЗЦОВ
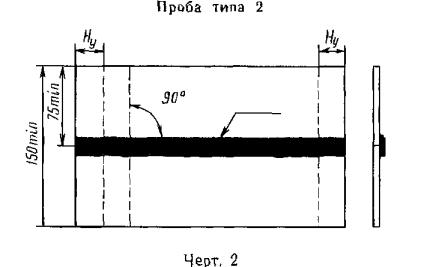
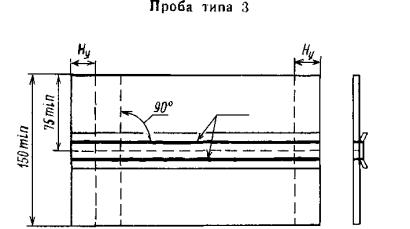
2.1. При изготовлении проб швы сварных соединений должны располагаться, как показано на черт. 1 - 5.
2.2. Для испытаний стыковых (черт. 1), нахлесточных (черт. 2 - 4) и Т-образных (черт. 5) соединений должны применяться:
проба типа 1 (черт. 1) - для испытаний на растяжение, напряженный или ударный изгиб швов сварных соединений из листовых материалов;
пробы типов 2 - 5 (черт. 2б) - для испытаний на растяжение швов сварных соединений из пленочных материалов.
из полиэтилена толщиной от 2 до 7 мм;
длина - 150 мм;
ширина - 30 мм;
из винипласта толщиной от 2 до 5 мм;
длина - 150 мм;
ширина - 20 мм.
Черт. 3
Черт. 4
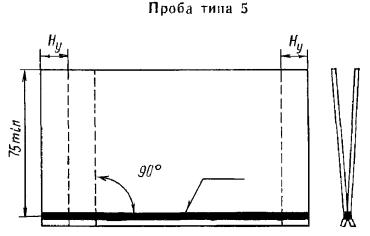
Черт. 5
2.4. Испытания швов сварных соединений на ударный изгиб проводят на образцах без надреза.
2.5. Для всех видов испытаний шов сварного соединения должен быть расположен в середине образца и перпендикулярно плоскости его вырезки.
2.6. Для всех видов испытаний образцы вырезают из контролируемого сварного соединения или из проб фрезерованием для материалов толщиной более 1 мм и специальным приспособлением по ГОСТ 14236-69 - для пленочных материалов.
2.7. Толщина материала пробы должна соответствовать толщине материала контролируемого изделия. Длина пробы L (см. черт. 1) определяется количеством вырезаемых из нее образцов с учетом припусков на ширину реза и последующую обработку, а также ширину неиспользуемых участков Ну шва сварного соединения. Ширина неиспользуемых участков в начале и в конце пробы должна быть не менее:
20 мм - при сварке нагретым газом с присадочным прутком или при сварке нагретой экструдированной присадкой;
15 мм - при сварке высокочастотным и термоконтактным методом.
2.8. Стрела прогиба образца, сваренного из листового материала, измеренная на базе 200 мм, не должна превышать 5 % толщины образца или пробы, но не более 2 мм.
2.9. Взаимное смещение кромок шва сварного соединения образца, изготовленного из контролируемого изделия или из пробы типа 1 (см. черт. 1) не должно превышать 5 % толщины образца.
2.10. Правка образца перед испытанием или пробы перед вырезкой из нее образцов не допускается.
2.11. Маркировку производят клеймением или наносят несмываемой краской:
образца - на нерабочей части;
пробы - на неиспользуемых участках (Ну).
Маркировка должна сохраняться на образцах после их испытаний.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Наружный осмотр и обмер
3.1.1. Наружным осмотром выявляют: трещины, непровары, смещение кромок, неправильность геометрической формы сварного шва, несоответствие размеров сварного шва.
3.1.2. Швы сварных соединений осматривают с обеих сторон по всей протяженности с применением увеличительных приборов с увеличением в 10 раз.
3.1.3. Размеры сварного шва и выявленные дефекты (обмер) измеряют мерительным инструментом с точностью ±0,01 мм.
3.1.4. Для выявления внутренних дефектов шва сварного соединения (непроваров, трещин, пор, газовых и твердые инородных включений) осматривают визуально излом на одном образце из каждой пробы.
3.2. Механические испытания на растяжение
3.2.1. Испытания на растяжение листовых материалов толщиной более 1 мм проводят на образцах типа 2 или 3 по ГОСТ 11262-68, пленочных материалов - по ГОСТ 14236-69; для испытания необходимо брать не менее пяти образцов.
3.2.2. Прочность шва сварного соединения выражается коэффициентом сохранения свойств (K) в процентах - как отношение прочности свариваемого материала (σр) к прочности шва сварного соединения (σ'р) - и рассчитывается по формуле:
K = (σ'р/σр)·100.
3.2.3. В протоколе испытания указывают конструкцию шва, место его отбора (для образцов, изготовленных из изделия), место разрушения, температуру испытания, данные испытания для всех образцов, результат испытания и коэффициент сохранения свойств.
3.2.4. При необходимости проведения испытаний на растяжение швов сварных соединений после воздействия на них агрессивных сред отбирают не менее 20 образцов по ГОСТ 11262-68. Половину образцов помещают в среду. Время выдержки образцов в среде, температуру среды и порядок испытаний устанавливают соглашением сторон по специальной технической документации, утвержденной в установленном порядке. Оставшиеся образцы подвергают испытанию без выдержки в агрессивной среде. После испытания подвергнутых и неподвергнутых действию агрессивной среды образцов вычисляют среднее арифметическое значение предела прочности для той и другой группы образцов и рассчитывают условный коэффициент сохранения свойств (Kусл) в процентах по формуле:
Kусл = (σ'ср/σср)·100,
где:
σ'ср - среднее арифметическое значение предела прочности при растяжении образцов, подвергшихся воздействию агрессивной среды;
σср - среднее арифметическое значение предела прочности при растяжении образцов, не подвергшихся воздействию агрессивной среды.
Шов сварного соединения считается качественным при Kусл ≥ 75 %.
3.3. Механические испытания методом напряженного изгиба
3.3.1. Образцы (см. п. 2.3) устанавливают в приспособление (черт. 6) так, чтобы сварной шов подвергался изгибу. Для этого образец нагружают подбором нагрузки Р таким образом, чтобы расстояние l1 между концами образца было равно 0,8l.
3.3.2. При необходимости допускается проведение испытаний методом напряженного изгиба образцов после воздействия на них агрессивных сред.
3.3.3. Для испытаний отбирают не менее 20 образцов. Половину образцов погружают в среду. Время выдержки образцов в среде, температуру среды и длительность последующей выдержки образцов в состоянии напряженного изгиба устанавливают соглашением сторон по специальной технической документации, утвержденной в установленном порядке.
После выдержки в среде, образцы, подвергшиеся воздействию среды и не подвергшиеся воздействию среды, устанавливают для испытания (см. п. 3.3.1).
Образцы считают выдержавшими испытания, если на поверхности натяжения шва не образовались трещины и надрывы. В противном случае испытания проводят повторно на таком же количестве образцов.
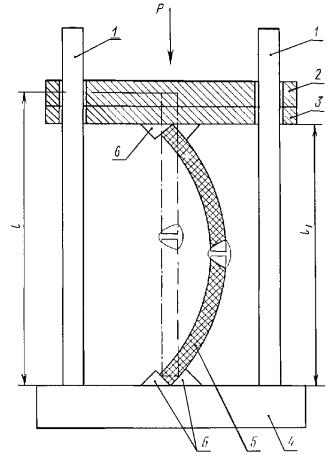
1 - направляющие; 2 - груз; 3 - верхняя плита; 4 - нижняя плита; 5 - образец; 6 - упоры.
Черт. 6
3.4. Механические испытания на ударный изгиб
3.4.1. Испытания на ударный изгиб швов сварных соединений из листовых материалов толщиной свыше 1 до 5 мм проводят на образце типа 2 по ГОСТ 4647-69, толщиной от 5 до 10 мм на образце типа 1 по ГОСТ 4647-69.
3.5. При необходимости допускается проводить все виды механических испытаний при повышенных и пониженных температурах.
3.6. Обработку результатов механических испытаний производят по ГОСТ 14359-69.
3.7. Испытания на герметичность
3.7.1. Испытания проводят для установления герметичности швов сварных соединений следующими способами:
обдувом;
химическими индикаторами;
воздушным давлением;
гидравлическим давлением;
наливом воды.
Допускается проводить испытания на герметичность швов сварных соединений давлением рабочей среды, электроискровой дефектоскопией, гелиевым течеискателем и замером электрического сопротивления электролита по обе стороны шва.
Способ испытаний выбирают в зависимости от конструкции изделия, его габаритов и условий его эксплуатации и устанавливается специальной технической документацией, утвержденной в установленном порядке.
А. Испытание обдувом
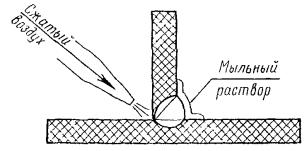
3.7.2. Обдув шва сварного соединения струей сжатого воздуха производят, как показано на черт. 7. Сжатый воздух под давлением до 2,5 кгс/см2 подают по гибкому шлангу с наконечником.
Расстояние между наконечником шланга и швом сварного соединения должно быть не более 50 мм.
Черт. 7
Негерметичность шва сварного соединения определяют по появлению мыльных пузырей на смоченной раствором стороне.
3.7.4. Испытания при температуре ниже 0 °С проводят с частичной заменой воды спиртом (до 60 %) или с применением незамерзающей жидкости, растворяющей мыло и не реагирующей с материалом, из которого изготовлено контролируемое изделие.
После испытаний раствор должен быть смыт водой.
Б. Испытание химическими индикаторами
3.7.5. Испытанию подвергают сварные изделия с замкнутым объемом. На сварной шов накладывают бумажную ленту, пропитанную 5 %-ным водным раствором азотнокислой ртути по ГОСТ 4521-68. Ширина ленты должна быть на 20 мм больше ширины шва.
После укладки и закрепления ленты на шве внутрь испытуемого изделия вводят аммиак в количестве 1 % от объема воздуха в изделии при давлении окружающей среды, а затем сжатым воздухом создают давление, установленное соответствующей технической документацией, утвержденной в установленном порядке.
Изделие выдерживают под давлением в течение 3 - 5 мин, после чего бумажную ленту отгибают и осматривают. Места негерметичности шва сварного соединения устанавливают по черным пятнам на бумажной ленте.
3.7.6. Герметичность швов сварных соединений может также проверяться путем заполнения объема сварного изделия смесью аммиака с воздухом под избыточным давлением 10 мм вод. ст. с последующим поливом или пульверизацией шва с наружной стороны суспензией следующего состава:
фенолфталеин (порошок) по ГОСТ 5850-51 - 4 части;
спирт этиловый технический гидролизный по ГОСТ 17299-71 - 40 частей;
вода дистиллированная по ГОСТ 6709-72 - 100 частей.
Места негерметичности шва сварного соединения устанавливают по изменению окраски суспензии, образующей красно-фиолетовые пятна.
В. Испытание воздушным давлением
3.7.8. В изделиях, которые не могут быть полностью погружены в воду, давление создают, как указано в п. 3.7.7 (но до погружения их в воду), затем изделия частично погружают в воду таким образом, чтобы контролируемые швы находились в воде. Так поочередно подвергают контролю все швы изделия.
3.7.9. Допускается проводить испытания швов сварных соединений на герметичность путем создания в изделии давления, как показано в п. 3.7.7, с последующим смачиванием швов мыльным раствором, как указано в п. 3.7.3. После испытаний мыльный раствор должен быть смыт водой.
3.7.10. Места негерметичности шва сварного соединения устанавливают по появлению пузырьков воздуха в воде (при испытании по пп. 3.7.7 и 3.7.8) или мыльных пузырей на смоченной мыльным раствором поверхности шва (при испытании по пп. 3.7.3 и 3.7.9).
Г. Испытание гидравлическим давлением
3.7.11. Испытание гидравлическим давлением проводят по ГОСТ 1999-60.
Д. Испытание наливом воды
3.7.12. Перед испытанием швы сварных соединений с наружной стороны обтирают ветошью или обдувают воздухом до получения сухой поверхности. Изделие заполняют водой, имеющей температуру 5 - 50 °С. Испытание проводят при температуре не ниже 5 °С.
3.7.13. Места негерметичности шва сварного соединения устанавливают по появлению течи.
Замена
ГОСТ 6709-72 введен взамен ГОСТ 6709-53.
ГОСТ 17299-71 введен взамен ГОСТ 8314-57, кроме методов испытаний.
СОДЕРЖАНИЕ
|
|