|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Валики малярные Технические условия Paint rolls. Specifications |
ГОСТ |
Дата введения 01.01.89
Настоящий стандарт распространяется на малярные валики (далее валики), применяемые при производстве малярных работ в строительстве.
1. Технические требования
1.1. Основные размеры
1.1.2. Валики должны изготовляться следующих типов:
ВМ - валики с меховым покрытием, предназначенные для окраски поверхностей лакокрасочным составом;
ВМП - валики с меховым покрытием, предназначенные для окраски полов лакокрасочным составом;
ВМУ - валики с меховым покрытием, предназначенные для окраски вогнутых углов лакокрасочным составом;
ВП - валики с пенополиуретановым покрытием, предназначенные для окраски поверхностей водно-клеевым составом.
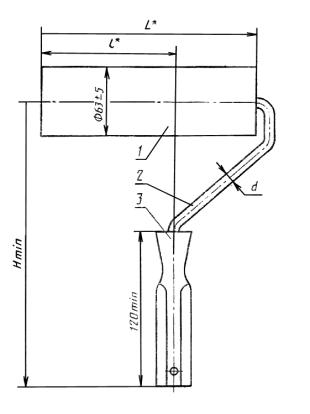
1.1.3. Основные размеры валиков должны соответствовать указанным на Черт. 1 - 4 и в табл. 1, 2.
Конструкцию ручки стандартом не предусматривают.
Конструкция роликов и основные размеры ручек валиков, а также подшипники валика типа ВМУ приведены на Черт. 6 - 10 приложения.
Валик малярный типа ВМ
* Размеры для справок.
1 - ролик; 2 - кронштейн; 3 - ручка
Черт. 1
Таблица 1
мм
|
L* |
l* |
H |
d |
|
|
ВМ100 |
100 |
50 |
230 |
6 - 8 |
|
ВМ200 |
200 |
125 |
250 |
8 |
|
ВМ250 |
250 |
150 |
270 |
8 |
Валик малярный типа ВМП
* Размеры для справок.
1 - ролик; 2 - кронштейн левый; 3 - кронштейн правый; 4 - стержень; 5 - ручка; 6 - винт; 7 - ось
Черт. 2
1.1.4. Условное обозначение валиков должно состоять из условных обозначений типа или типоразмера и обозначения настоящего стандарта.
Пример условного обозначения валика типа ВМУ:
ВМУ ГОСТ 10831-87
То же, типоразмера ВМ100:
ВМ 100 ГОСТ 10831-87
1.2. Характеристики (свойства)
1.2.1. Меховые покрытия должны изготовляться из однородного материала с одинаковой высотой ворса.
Высота ворса мехового покрытия должна быть от 8 до 25 мм.
1.2.2. Количество лоскутов в одном меховом покрытии в зависимости от типа или типоразмера валика, материала покрытия и высоты ворса не должно быть более указанного в табл. 3.
Валик малярный типа ВМУ
* Размеры для справок.
1 - ролик; 2 - кронштейн; 3 - ручка
Черт. 3
Таблица 2
мм
|
L* |
l* |
H |
d |
|
|
ВМ100 |
100 |
50 |
230 |
6 - 8 |
|
ВМ200 |
200 |
125 |
250 |
8 |
|
ВМ250 |
250 |
150 |
270 |
8 |
1.2.3. Меховые покрытия должны быть сшиты хлопчатобумажными нитками № 10, 20, 30 или 40 трех или шести сложений по ГОСТ 6309.
Допускается применение других ниток с меньшим числом сложений, обеспечивающих аналогичную прочность.
Меховое покрытие валиков типов ВМП и ВМ, за исключением ролика валика типа ВМ исполнения 1, указанное в приложении, должно быть сшито по винтовой линии относительно оси ролика.
1.2.4. Швы должны выдерживать разрывную нагрузку Рст = 98 Н (10 кгс) на длине шва 50 мм.
1.2.5. Высота шва должна быть:
- от 2 до 3 мм - для натурального меха;
- от 3 до 5 мм - для искусственного меха.
1.2.6. Соединение мехового покрытия валика типа ВМ с корпусом из картона должно производиться методом наклеивания полоски меха встык по винтовой линии при помощи эпоксидной смолы.
Допускается зазор между полосками или нахлест полосок не более 1,5 мм.
1.2.7. Покрытие для валиков типа ВП должно изготовляться из сплошного куска пенополиуретана. Клеевые и сварные соединения не допускаются.
Валик малярный типа ВП
* Размеры для справок.
1 - ролик; 2 - кронштейн; 3 - ручка
Черт. 4
Таблица 3
мм
|
Допускаемое количество лоскутов |
Высота ворса, мм |
||
|
Натуральный мех |
Искусственный мех |
||
|
ВМ100 |
2 3 |
1 2 |
8 - 11 12 - 25 |
|
ВМ200 |
4 6 |
2 4 |
8 - 11 12 - 25 |
|
ВМ250 |
4 6 |
2 6 |
8 - 11 12 - 25 |
|
ВМП |
4 6 |
2 6 |
8 - 11 12 - 25 |
|
ВМУ |
1 |
1 |
8 - 25 |
Сварное соединение должно выдерживать усилие на разрыв не менее 245 Н (25 кгс).
1.2.12. Допуск круглости корпуса валиков типов ВМ и ВМП - 1 мм.
1.2.13. Пластмассовые детали не должны иметь грата, вздутий, коробления, сколов, трещин, раковин, холодных стыков.
1.2.14. Пластмассовые ручки могут иметь фактурную поверхность.
1.2.15. Металлические детали валиков должны иметь покрытие по ГОСТ 9.306.
Покрытие должно назначаться по ГОСТ 9.303 для группы условий эксплуатации 3 по ГОСТ 15150.
Допускается применение лакокрасочного покрытия.
1.2.16. Лакокрасочное покрытие должно соответствовать классу V по ГОСТ 9.032, условия эксплуатации - группе VI по ГОСТ 9.104.
1.3. Требования к сырью и материалам
1.3.1. Покрытие для валиков типов ВМ, ВМП и ВМУ должно изготовляться из меховой выделанной овчины по ГОСТ 4661, шелковой ткани с ворсом из химических нитей и пряжи по ГОСТ Р 50109 или из искусственного трикотажного меха, или тканевязанных ворсовых рукавов, выпускаемых по технической документации, утвержденной в установленном порядке.
1.3.3. Корпуса валиков типов ВМ, ВМП и ВМУ должны изготовляться из полиэтилена высокой плотности по ГОСТ 16338 или алюминиевых сплавов по ГОСТ 4784 марок Д1 или Д16.
Сортамент труб из алюминиевых сплавов - по ГОСТ 18475.
1.3.4. Подшипники должны изготовляться из полиэтилена высокой плотности по ГОСТ 16338 или стали марок 08кп, 08пс, 08, 10пс, 10, 15кп, 15пс, 15 по ГОСТ 1050, или алюминиевых сплавов марок Д1 или Д16 по ГОСТ 4784.
1.3.5. Ручки валиков должны изготовляться из полиэтилена высокой плотности по ГОСТ 16338.
1.3.6. Корпуса, ручки и подшипники валиков допускается изготовлять из других ударопрочных пластмасс, физико-химические свойства которых не ниже, чем у полиэтилена по ГОСТ 16338.
Корпуса валиков допускается изготовлять из картона по ГОСТ 7420 с пропиткой в эпоксидной смоле или бакелитовом лаке марки ЛБС-3 по ГОСТ 901.
1.3.7. Кронштейны, стержни и оси должны изготовляться из стали любых марок по ГОСТ 1050.
Сортамент стали для изготовления кронштейнов валиков типов ВМ, ВП, ВМУ, а также стержней и осей валика ВМП - по ГОСТ 7417 или ГОСТ 14955. Качество отделки поверхности - Д, точность изготовления - по 5-му классу ГОСТ 14955.
1.4. Комплектность
1.4.1. В комплект валика должны входить пять запасных покрытий.
Торгующим организациям валики допускается поставлять с двумя запасными покрытиями.
1.5. Маркировка
1.5.1. На каждом валике должны быть нанесены:
- товарный знак предприятия-изготовителя;
- тип или типоразмер валика;
- цена (для розничной продажи).
Примечание. Способ нанесения указанных маркировочных знаков должен обеспечивать их сохранность в течение всего срока службы валика.
1.6. Упаковка
1.6.1. Валики с запасными покрытиями должны быть плотно уложены в ящики по ГОСТ 2991, ГОСТ 5959, ГОСТ 10350 или ГОСТ 9142.
Ящики внутри должны быть выложены упаковочной двухслойной по ГОСТ 8828 или оберточной бумагой по ГОСТ 8273.
Допускается другая упаковка, обеспечивающая сохранность валиков от механических повреждений и воздействия влаги во время транспортирования и хранения.
При упаковке валиков из натурального меха каждый ряд валиков должен быть посыпан нафталином по ГОСТ 16106.
допускается применение других препаратов против моли, выпускаемых промышленностью.
1.6.2. В транспортную тару должен быть вложен упаковочный лист, в котором должно быть указано:
- наименование предприятия-изготовителя;
- условное обозначение изделий;
- число изделий;
- штамп технического контроля;
- дата выпуска.
1.6.3. Маркировка транспортной тары - по ГОСТ 14192.
2. Приемка
2.1. Приемку и поставку валиков производят партиями.
Объем партии устанавливают соглашением сторон. Партия должна состоять из валиков одного типа или типоразмера, изготовленных из одних и тех же материалов, обработанных по одному технологическому процессу и одновременно предъявленных к приемке по одному документу.
2.2. При проверке валиков на соответствие требованиям пп. 1.1.1, 1.1.3, 1.2.1 - 1.2.3, 1.2.5 - 1.2.7, 1.2.10 - 1.2.16 применяют двухступенчатый контроль в соответствии с табл. 4.
Таблица 4
|
Ступень контроля |
Объем одной выборки, шт. |
Объем двух выборок, шт. |
Приемочное число |
Браковочное число |
|
|
51 - 90 |
Первая |
8 |
16 |
0 |
2 |
|
Вторая |
8 |
1 |
2 |
||
|
91 - 150 |
Первая |
13 |
26 |
0 |
3 |
|
Вторая |
13 |
3 |
4 |
||
|
151 - 280 |
Первая |
20 |
40 |
1 |
4 |
|
Вторая |
20 |
4 |
5 |
||
|
281 - 500 |
Первая |
32 |
64 |
2 |
5 |
|
Вторая |
32 |
6 |
7 |
||
|
501 - 1200 |
Первая |
50 |
100 |
3 |
7 |
|
Вторая |
50 |
8 |
9 |
2.3. Партию валиков принимают, если количество дефектных валиков в первой выборке меньше или равно приемочному числу, и бракуют без назначения второй выборки, если количество дефектных валиков больше или равно браковочному числу.
Если количество дефектных валиков в первой выборке больше приемочного числа, но меньше браковочного, проводят вторую выборку.
Партию валиков принимают, если количество дефектных валиков в двух выборках меньше или равно приемочному числу, и бракуют, если количество валиков в двух выборках больше или равно браковочному числу.
Валики должны подвергаться периодическим испытаниям на соответствие пп. 1.2.4, 1.2.8 - 1.2.9, 1.3.8 не реже двух раз в год. При этом для испытаний отбирают от партии не менее 5 валиков.
Периодические испытания проводят также при замене применяемых материалов.
Если при проверке отобранных образцов хотя бы один валик не будет удовлетворять требованиям, указанным в пп. 1.2.4, 1.2.8, 1.2.9, 1.3.8, следует проводить повторные испытания удвоенного количества изделий, отобранных из той же партии.
При неудовлетворительных результатах повторной проверки партия валиков приемке не подлежит.
2.4. Потребитель имеет право проводить контрольную проверку качества валиков, соблюдая при этом приведенный порядок отбора образцов и применяя методы испытаний, установленные настоящим стандартом.
3. Методы испытаний
3.1. Линейные размеры валиков должны проверяться при помощи измерительных средств с допустимой погрешностью ±0,1 мм или шаблоном. Диаметр кронштейна и допуск круглости корпуса проверяют при помощи измерительных средств с погрешностью ±0,1 мм.
3.2. Контроль на соответствие требованиям, приведенным в пп. 1.1.1 (в части образцов-эталонов), 1.2.1 (за исключением высоты ворса), 1.2.2, 1.2.3, 1.2.6, 1.2.7, 1.2.13 - 1.2.15, должен осуществляться визуально - методом сравнения с образцом-эталоном.
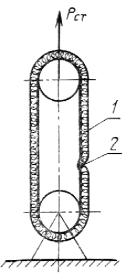
1 - образец покрытия; 2 - шов
Черт. 5
3.3. Качества шва (п. 1.2.4) проверяют на вырезанной из мехового покрытия части этого покрытия шириной 50 мм. Проверку осуществляют при помощи динамометра общего применения 2-го класса точности методом приложения статической нагрузки в течение 1 мин по схеме, указанной на черт. 5.
Разрыв основания меха по шву не допускается.
3.4. Прочность сварных соединений на соответствие требованиям п. 1.2.8 проверяют при помощи динамометра общего применения 2-го класса точности методом приложения статической нагрузки в течение 1 мин.
3.5. Прочность соединения кронштейна или стержня с ручкой (п. 1.2.9) проверяют на специальных приспособлениях при помощи динамометра общего применения 2-го класса точности методом приложения статической нагрузки в течение 1 мин.
3.6. Качество сборки валиков на соответствие п. 1.2.10, 1.2.11 проверяют методом прокатки ролика без приложения дополнительного усилия по деревянной доске шероховатостью Rz 500 мкм по ГОСТ 7016.
Ролик валика должен свободно вращаться без проскальзывания, а покрытие должно оставаться закрепленным корпусом и подшипником.
3.7. Поверхностная плотность ткани на соответствие требованиям п. 1.3.8 должна проверяться по ГОСТ 3811 в случае, если ее значение не установлено в нормативно-технической документации.
3.8. Контроль металлических и неметаллических неорганических покрытий - по ГОСТ 9.302.
Требования к внешнему виду лакокрасочных покрытий - по ГОСТ 22133.
4. Транспортирование и хранение
4.1. Упакованные валики могут перевозиться транспортом любого вида при обеспечении мер, предохраняющих валики от механических повреждений и воздействия влаги.
4.2. Хранение валиков - по группе условий хранения 2 ГОСТ 15150.
ПРИЛОЖЕНИЕ
Рекомендуемое
Конструкция и размеры основных деталей валиков
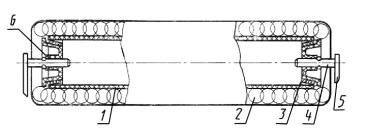
Ролик валика типа ВМ
Исполнение 1
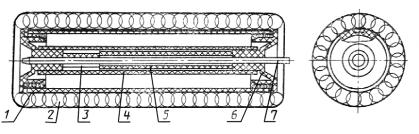
1 - корпус; 2 - покрытие; 3 - разрезная втулка; 4 - трубка; 5 - втулка; 6 - подшипник; 7 - кронштейн
Исполнение 2
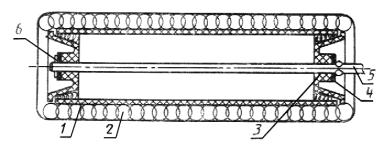
1 - корпус; 2 - покрытие; 3 - подшипник; 4 - шайба; 5 - кронштейн; 6 - шплинт
Исполнение 3
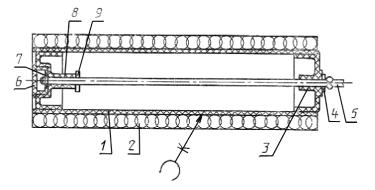
1 - корпус; 2 - покрытие; 3 - правый подшипник; 4 - шайба; 5 - кронштейн; 6 - заглушка; 7 - стопорная шайба; 8 - левый подшипник; 9 - упорная шайба
Черт. 6
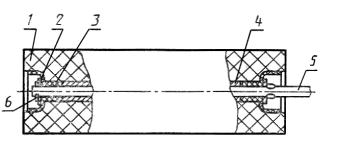
Ролик валика типа ВМП
1 - корпус; 2 - покрытия; 3 - подшипник; 4 - ось; 5 - кронштейн; 6 - шайба
Черт. 7
Ролик валика типа ВП
1 - покрытие; 2 - шайба; 3 - подшипник; 4 - трубка; 5 - кронштейн; 6 - шплинт
Черт. 8
Подшипник валика типа ВМУ
Черт. 9
Ручка
Черт. 10
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения СССР
РАЗРАБОТЧИКИ
В.Б. Игумнов (руководитель темы), Э.В. Зайцева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного строительного комитета СССР от 17.12.87 № 296
3. ВЗАМЕН ГОСТ 10831-80
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 9.302-79 |
|
|
ГОСТ 901-78 |
|
|
ГОСТ 3811-72 |
|
|
ГОСТ 4661-76 |
|
|
ГОСТ 4784-74 |
|
|
ГОСТ 5959-80 |
|
|
ГОСТ 6309-87 |
|
|
ГОСТ 7420-89 |
|
|
ГОСТ 9142-90 |
|
|
ГОСТ 10350-81 |
|
|
ГОСТ 14192-77 |
|
|
ГОСТ 14955-77 |
|
|
ГОСТ 16106-82 |
|
|
ГОСТ 18475-82 |
|
|
ГОСТ 22133-86 |
|
|
ОСТ 6-05-407-75 |
|
|
ГОСТ P 50109-92 |
5. ПЕРЕИЗДАНИЕ
СОДЕРЖАНИЕ
|
4. Транспортирование и хранение ПРИЛОЖЕНИЕ Рекомендуемое Конструкция и размеры основных деталей валиков |
|
|