|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
ГОСТ Р ИСО 10332-99
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ СТАЛЬНЫЕ НАПОРНЫЕ
БЕСШОВНЫЕ И СВАРНЫЕ (КРОМЕ ТРУБ,
ИЗГОТОВЛЕННЫХ ДУГОВОЙ СВАРКОЙ
ПОД ФЛЮСОМ)
Ультразвуковой метод контроля сплошности
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 132 «Техническая диагностика»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23 декабря 1999 г. № 673-ст.
3 Настоящий стандарт представляет собой аутентичный текст международного стандарта ИСО 10332-94 «Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля сплошности»
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ
Содержание
6 Рекомендуемые размеры выемки и отверстия
7 Калибровка и контроль испытательного оборудования
Введение
Настоящий стандарт распространяется на ультразвуковой метод контроля сплошности сварных стальных труб (за исключением труб, изготовленных дуговой сваркой под флюсом).
В стандарте сформулированы требования к порядку применения методов ультразвуковой дефектоскопии, требования к персоналу, проводящему контроль, и основы взаимоотношений между потребителем и изготовителем труб.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ
СТАЛЬНЫЕ НАПОРНЫЕ БЕСШОВНЫЕ И СВАРНЫЕ (КРОМЕ ТРУБ,
ИЗГОТОВЛЕННЫХ ДУГОВОЙ СВАРКОЙ ПОД ФЛЮСОМ)
Ультразвуковой метод контроля сплошности
Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes.
Ultrasonic testing for the verification of hydraulic leak-tightness
Дата введения 2001-01-01
1 Область применения
1.1 Настоящий стандарт устанавливает требования к ультразвуковому методу контроля сплошности бесшовных и сварных стальных напорных труб, исключая трубы, изготовленные дуговой сваркой под флюсом.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ИСО 235-80* Сверла цилиндрические с хвостовиком короткой и средней серии и сверла с коническим хвостовиком Морзе
ИСО 286-1-88* Допуски и посадки по системе ИСО. Часть 1. Основные положения по допускам, отклонениям и посадкам
ИСО 9302-89* Трубы стальные напорные бесшовные и стальные (кроме изготовленных дуговой сваркой под флюсом). Электромагнитный метод для проверки герметичности
ИСО 12094-94* Трубы стальные сварные напорные. Ультразвуковой контроль для определения расслоений в полосовом (листовом) материале, используемом для изготовления сварных труб
* Международные стандарты ИСО – во ВНИИКИ Госстандарта России
3 Общие требования
3.1 Ультразвуковому контролю, регламентируемому данным стандартом, как правило, подвергают трубы после завершения всех производственных операций, влияющих на их толщину.
Контроль должен проводиться персоналом, сертифицированным (аттестованным) в соответствии с действующей системой аттестации и назначенным изготовителем.
В случае осуществления контроля третьей стороной об этом должна быть достигнута договоренность между потребителем и изготовителем.
3.2 Кривизна трубы и состояние ее поверхности должны удовлетворять требованиям применяемых приборов ультразвукового контроля.
При использовании контактной и индукционной сварок брызги металла на внутренней и внешней поверхностях трубы должны быть удалены.
4 Метод контроля
4.1 При контроле трубы на сплошность используют ультразвуковой метод.
4.2 Во время контроля труба должна быть просканирована по двум противоположным эквидистантным спиральным линиям, если другие направления не согласованы между потребителем и изготовителем.
Примечание - На обоих концах трубы есть короткий отрезок, который нельзя подвергнуть контролю.
4.3 Во время испытаний труба и (или) ультразвуковой преобразователь должны двигаться относительно друг друга так, чтобы вся поверхность трубы сканировалась.
В случае сварной трубы (исключая трубы сварные тянутые) по взаимному согласию между потребителем и изготовителем контроль сплошности проводят только в зоне сварки. В этом случае должна быть просканирована вся длина сварного шва.
4.4 Максимальный размер каждого применяемого ультразвукового преобразователя, измеряемый параллельно оси трубы, не должен быть более 25 мм.
4.5 Ультразвуковая установка должна обеспечивать разбраковку труб (годные и дефектные) посредством автоматического срабатывания на установленное значение браковочного уровня в сочетании с системой маркировки и (или) сортировки.
Примечание - При контроле используют один или более ультразвуковых преобразователей, описывающих спиральный путь по поверхности трубы. По этой причине минимальная длина обнаруживаемых продольных дефектов определяется шириной ультразвукового преобразователя и шагом его спирального пути по поверхности трубы. Поперечные дефекты, как правило, не обнаруживают.
5 Стандартные образцы
5.1 Стандартные образцы, определенные в настоящем стандарте, являются образцами, пригодными для калибровки оборудования неразрушающего контроля.
Размеры искусственных отражателей в этих образцах не должны рассматриваться как минимальные размеры дефектов, обнаруживаемых этим оборудованием.
5.2 Если нет каких-либо других согласованных способов, заранее исследованных и проанализированных, то ультразвуковое оборудование должно быть откалибровано с использованием продольной выемки на внешней поверхности или калибровочного отверстия, просверленного радиально на всю толщину стандартного образца.
5.3 Стандартный образец должен иметь такой же номинальный диаметр, толщину, качество поверхности и находиться в таких же тепловых условиях, как и труба, подлежащая контролю, и иметь аналогичные акустические свойства.
5.4 Рекомендуемая выемка или отверстие должны достаточно далеко отстоять от концов стандартного образца, чтобы надежно регистрировать сигналы от такого искусственного отражателя.
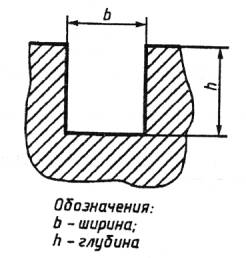
5.5 Рекомендуемая выемка с сечением, показанным на рисунке 1, должна располагаться параллельно оси трубы. Стороны должны быть параллельны, и дно должно быть перпендикулярно к сторонам.
5.6 Рекомендуемая выемка должна быть получена механическим путем с помощью дуговой эрозии или другим методом.
Примечание - Дно выемки, кроме плоского или конического, может быть скругленным.
6 Рекомендуемые размеры выемки и отверстия
6.1 Рекомендуемые размеры выемки
6.1.1 Ширина b (рисунок 1) - 1,5 мм максимум.
6.1.2 Глубина h (рисунок 1) - 12,5 % указанной толщины со следующими ограничениями:
- минимальная глубина - 0,5 мм,
- максимальная глубина - 1,5 мм.
6.1.3 Допуск на глубину - ± 15 % рекомендуемой глубины выемки или ± 0,05 мм, какой бы большой она ни была.
6.1.4 Длина
Длина выемки должна быть выбрана изготовителем и удовлетворять требованиям калибровки.
6.1.5 Проверка
Размеры и форма выемки должны быть проверены на соответствующем оборудовании.
6.2 Диаметр рекомендуемого отверстия
6.2.1 Диаметр сверла для изготовления рекомендуемого отверстия должен быть 3,2 мм с допуском в соответствии с ИСО 235 (короткая серия) и ИСО 286-1 (h8).
При диаметре трубы менее 168,3 мм в соответствии с требованием 1.2 диаметр сверла должен быть согласован между потребителем и изготовителем, но не должен превышать 3,2 мм.
6.2.2 Диаметр отверстия должен быть проконтролирован и не должен превышать указанный диаметр сверла более чем на 0,2 мм.
7 Калибровка и контроль испытательного оборудования
7.1 Оборудование должно быть отрегулировано в соответствии с предъявленным потребителем требованием на продукцию и сигнал должен точно соответствовать сигналу от стандартного образца. Этот сигнал должен использоваться для установления в оборудовании браковочного уровня.
7.2 Во время калибровки относительная скорость движения между стандартным образцом и ультразвуковым преобразователем должна быть такой же, как при производственном контроле.
7.3 Проверка калибровки должна осуществляться с регулярными интервалами во время производственного контроля труб одинакового сортамента с использованием выбранного стандартного образца. Периодичность проверки калибровки должна быть не менее 4 ч. Кроме того, проверку калибровки необходимо проводить всегда, когда происходит смена бригады операторов, обслуживающих оборудование, а также в начале и конце производственного цикла.
Примечание - В тех случаях, когда производственный контроль проводят в течение всей рабочей смены, 4-часовой период может быть увеличен по соглашению между потребителем и изготовителем.
7.4 Оборудование должно повторно калиброваться после любых регулировок системы или в тех случаях, когда происходит изменение сортамента контролируемых труб.
7.5 Если после проверки калибровки требования калибровки не удовлетворены даже после увеличения чувствительности на 3 дБ с поправкой на дрейф системы, то все трубы, прошедшие контроль после предыдущей калибровки, должны быть подвергнуты контролю вновь после повторной калибровки оборудования.
Повторный контроль не является необходимым даже после падения чувствительности более чем на 3 дБ после предыдущей калибровки при наличии соответствующей записи, обеспечивающей разбраковку труб на годные и дефектные.
8 Приемка
8.1 Любая труба, дающая сигнал от несплошности менее браковочного уровня, считается прошедшей контроль.
8.2 Любая труба, дающая сигнал от несплошности, равный или более браковочного уровня, считается дефектной или же по желанию изготовителя может быть проконтролирована повторно.
8.3 Если при повторном контроле браковочный уровень не превышен, труба считается прошедшей контроль. При превышении браковочного уровня труба считается дефектной.
8.4 Для дефектных труб должны быть предприняты одна или несколько из следующих мер в соответствии с требованиями стандарта на продукцию:
- поверхностный слой сомнительного участка удаляют при условии сохранения толщины стенки трубы в пределах допуска. После этого трубу проверяют по заранее согласованной для данного случая методике.
Если сигнал не получается равным или более браковочного уровня, труба будет считаться прошедшей контроль.
Сомнительный участок может быть перепроверен в соответствии с требованиями стандарта ИСО 9302 или по взаимному согласованию между потребителем и изготовителем с использованием других технологий и методов неразрушающего контроля со взаимно согласованными уровнями сигналов от дефектов;
- каждая сомнительная труба может быть подвергнута контролю на сплошность в соответствии с аналогичным стандартом по согласованию между потребителем и изготовителем;
- сомнительный участок трубы должен быть вырезан. Изготовитель должен гарантировать потребителю, что все сомнительные участки удалены.
В противном случае труба считается не прошедшей контроль.
9 Протокол испытаний
После проведения контроля изготовитель должен передать потребителю протокол испытаний, который, как минимум, включает следующую информацию:
- ссылку на настоящий стандарт;
- дату проведения контроля;
- официальный документ о качестве трубы, прошедшей контроль;
- сортамент трубы и номер партии;
- состав и тип использованного оборудования;
- описание стандартного образца.
Ключевые слова: трубы стальные, ультразвуковой метод, стандартные образцы, калибровка, испытательное оборудование
|
|