|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
Библиотека справочной литературы
ООО «Центр безопасности труда»
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ГАЗПРОМ»
Общество с ограниченной ответственностью «Научно-исследовательский институт природных газов и газовых технологий - ВНИИГАЗ»
Закрытое акционерное общество «ВНИИСТ - Диагностика»
Общество с ограниченной ответственностью «Информационно-рекламный центр газовой промышленности»
СТАНДАРТ ОРГАНИЗАЦИИ
ИНСТРУКЦИЯ ПО НЕРАЗРУШАЮЩИМ МЕТОДАМ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПРИ СТРОИТЕЛЬСТВЕ И РЕМОНТЕ ПРОМЫСЛОВЫХ И МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ
СТО Газпром 2-2.4-083-2006

РАЗРАБОТАН Обществом с ограниченной ответственностью «Научно-исследовательский институт природных газов и газовых технологий - ВНИИГАЗ»
Закрытым акционерным обществом «ВНИИСТ Диагностика»
ВНЕСЁН Управлением по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром»
УТВЕРЖДЁН И ВВЕДЁН В ДЕЙСТВИЕ Распоряжением ОАО «Газпром» от 30 октября 2006 г. № 310 20.02.2007
ВЗАМЕН Раздела 5 ВСН 012-88 Часть 1 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ»; разделов 2 и 3, формы № 2.9; 2.10 ВСН 012-88 часть 2 «Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ»; пунктов 2.9.10.19; 2.10.11 ВСН 006-89 «Строительство магистральных и промысловых трубопроводов. Сварка»; пунктов 8.9 и 8.12 раздела 8 РД 558-97 «Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах», утвержденного РАО «Газпром» 25.02.1997; раздела 9 СП 105-34-96 «Свод Правил сооружения магистральных газопроводов. Производство сварочно-монтажных работ и контроль качества сварных соединений».
Содержание
1 Область применения
1.1 Настоящий стандарт распространяется на контроль качества сварных соединений объектов промысловых и магистральных газопроводов* (далее по тексту - газопроводы) из стальных труб, рекомендованных нормативными документами ОАО «Газпром» к применению, диаметром до 1420 мм включительно, с избыточным давлением транспортируемой среды свыше 1,2 МПа (12 кгс/см2) до 9,8 МПа (100 кгс/см2) включительно.
* Примечание - Объекты, входящие в состав газопроводов, определены в ВРД 39-1.10-006 [1].
Требования стандарта также распространяются на контроль качества сварных соединений трубопроводов, транспортирующих стабильный и нестабильный конденсат.
Стандарт не распространяется на контроль качества трубопроводов, транспортирующих сероводородные среды, аммиак, этанол.
1.2 Стандарт устанавливает порядок проведения неразрушающего контроля, методы, объемы и нормы оценки качества сварных соединений, выполненных дуговыми способами сварки, в том числе вновь сваренных (при строительстве, капитальном ремонте и реконструкции) и находящихся в эксплуатации.
1.3 Стандарт предназначен для дочерних обществ ОАО «Газпром» и организаций, выполняющих работы по проектированию, строительству, реконструкции, ремонту (в т.ч. при переизоляции) и диагностике объектов промысловых и магистральных газопроводов ОАО «Газпром».
1.4 Требования настоящего стандарта в части норм оценки качества сварных соединений (Раздел 6 таблица 2) рекомендуются предприятиям-изготовителям для разработки требований по оценке качества сварных соединений (норм дефектности) в технических условиях на трубы, соединительные детали трубопроводов, а также оборудование, работающее в технологическом цикле транспорта.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.019-79 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 164-90 Штангенрейсмасы. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3749-77* Угольники поверочные 90 град. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические Условия
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 15843-79 Принадлежности для промышленной радиографии. Основные размеры
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20415-82 Контроль неразрушающий. Методы акустические. Общие положения
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 23479-79 Контроль неразрушающий. Методы оптического вида. Общие требования
ГОСТ 23829-85 Контроль неразрушающий акустический. Термины и определения
ГОСТ 24034-80 Контроль неразрушающий радиационный. Термины и определения
ГОСТ 24450-80 Контроль неразрушающий магнитный. Термины и определения
ГОСТ 24522-80 Контроль неразрушающий капиллярный. Термины и определения
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
ГОСТ Р 52079-2003 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом, следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 2601, ГОСТ 16504, ГОСТ 23829, ГОСТ 24034, ГОСТ 24450, ГОСТ 24522, а также следующие термины с соответствующими определениями:
3.1 аттестованный специалист неразрушающего контроля (дефектоскопист): Лицо, прошедшее специальное обучение в соответствии с требованиями правил аттестации специалистов неразрушающего контроля, успешно выдержавшее квалификационные практические испытания, и получившее удостоверение установленной формы.
3.2 визуальный контроль: Органолептический контроль, осуществляемый органами зрения.
3.3 внутренний дефект: Дефект, характеризуемый локальным нарушением целостности металла, целиком расположенный внутри стенки трубы и не имеющий выхода на внешнюю и внутреннюю поверхности трубы (пора, шлаковое включение, несплавление по разделке, внутренняя трещина и т.д.).
3.4 высота дефекта h, мм: Линейный размер проекции дефекта по высоте шва на плоскость, перпендикулярную оси трубопровода или на плоскость, проходящую через дефект и ось трубопровода.
3.5 глубина залегания дефекта с, мм: Минимальное расстояние от границы внутреннего дефекта до ближайшей поверхности сварного соединения (трубы).
3.6 групповой дефект: Несколько близко расположенных единичных дефектов, принимаемых после схематизации как один новый единичный дефект большего размера.
3.7 дефект: каждое отдельное несоответствие продукции (труб, сварных соединений) требованиям, установленным нормативной документацией.
3.8 диаметр дефекта d, мм: Максимальный линейный размер дефекта сферической формы.
3.9 длина дефекта: Линейный размер проекции дефекта вдоль шва на плоскость, перпендикулярную оси трубопровода.
3.10 длина дефекта вдоль шва II, мм: Линейный продольный (вдоль оси шва) размер проекции дефекта на плоскость, перпендикулярную оси трубопровода (для вытянутых в кольцевом направлении дефектов).
3.11 длина дефекта поперек шва lt, мм; Линейный поперечный (поперек оси шва) размер проекции дефекта на плоскость, проходящую через дефект и ось трубопровода (для дефектов, вытянутых в направлении оси трубы).
3.12 дополнительный контроль: Контроль качества сварных соединений, прошедших неразрушающий контроль основным физическим (радиационным) методом в объеме менее 100 %, другим физическим (ультразвуковым) методом контроля, с доведением суммарного объема контроля сварных соединений до 100 %.
3.13 допустимый дефект: Дефект или совокупность дефектов, вид, количество и геометрические параметры которого (ых) не превышают принятые нормы.
3.14 дублирующий контроль: Контроль качества сварных соединений физическим методом, прошедших ранее 100 %- ный неразрушающий контроль другим физическим методом.
3.15 измерительный контроль: Контроль, осуществляемый с применением средств измерения.
3.16 капиллярный контроль: Неразрушающий контроль, основанный на проникновении жидких веществ в капилляры на поверхности объекта контроля с целью их выявления.
3.17 компланарные дефекты: Дефекты, лежащие в одной плоскости.
3.18 магнитопорошковый метод: Метод неразрушающего контроля, основанный на регистрации магнитных полей рассеяния, возникающих над дефектами, при использовании в качестве индикатора магнитного порошка.
3.19 метрологическая поверка: Контроль точности измерений инструмента (прибора), установленной технической документацией на соответствующий инструмент (прибор).
3.20 недопустимый дефект: Дефект, или совокупность дефектов, вид, количество и геометрические параметры которого (ых) превышают принятые нормы.
3.21 некомпланарные дефекты: Дефекты, не лежащие в одной плоскости.
3.22 поверхностный дефект: Дефект, характеризуемый локальным нарушением целостности металла, расположенный на внешней или внутренней поверхности трубы (непровар в корне, подрез, поверхностная трещина и т.д.).
3.23 радиационный контроль: Вид неразрушающего контроля, основанный на регистрации и анализе ионизирующего излучения после взаимодействия с контролируемым объектом.
3.24 радиографический контроль: Метод радиационного контроля с фиксацией изображения на пленке (на бумаге).
3.25 радиоскопический (рентгенотелевизионный) контроль: Метод радиационного контроля с наблюдением изображения на экране.
3.26 расстояние между соседними дефектами L, мм: Минимальное расстояние между границами соседних дефектов.
3.27 расчетный дефект-аналог: Математическая модель исходного дефекта, используемая при проведении оценки его допустимости. В расчетном дефекте- аналоге характеристики исходного дефекта (такие как тип дефекта, его расположение и размеры) учтены в форме адаптированной к алгоритмам оценки.
3.28 сквозной дефект: Дефект, характеризуемый локальным нарушением целостности металла, имеющий одновременный выход на внешнюю и внутреннюю поверхности трубы (сквозной свищ, прожог сварного шва и т.д.).
3.29 скопление дефектов: Совокупность внутренних дефектов, состоящих из трех или более дефектов, не лежащих на одной прямой, при условии, что расстояние между соседними дефектами не превышает 3-х кратного размера наибольшего из дефектов.
3.30 смещение кромок сварного шва А, мм: Несовпадение уровней расположения внутренних и (или) наружных поверхностей свариваемых (сваренных) деталей в стыковых сварных соединениях.
3.31 суммарная максимально допустимая протяженность дефекта (совокупности дефектов) ∑Д, мм: Допустимая величина суммы длин дефектов (совокупности дефектов) вдоль шва.
Примечания
1 Для труб диаметром ≤ 530 мм оценивается на участке сварного шва равном 1/6 периметра;
2 Для труб диаметром > 530 мм оценивается на участке сварного шва равном 300 мм.
3.32 схематизация групповых дефектов: Замена группы близко расположенных исходных дефектов расчетным дефектом - аналогом.
3.33 схематизация одиночных дефектов: Замена исходных дефектов, обнаруженных методами неразрушающего контроля, расчетными дефектами- аналогами.
3.34 технология контроля качества: Комплекс операций, материалов и оборудования, который на основе количественных показателей объективно информирует о фактическом качестве сварных соединений газопроводов.
3.35 технологическая карта контроля качества: Документ, утвержденный организацией, выполняющей контроль качества сварных соединений, в котором изложено содержание и правила выполнения конкретных работ, описаны все технологические операции и их параметры в соответствии с требованиями настоящего стандарта.
3.36 толщина стенки трубы S, мм: Минимальная фактическая толщина стенки трубы в зоне сварного соединения.
3.37 ультразвуковой контроль: Неразрушающий контроль, основанный на возбуждении в контролируемом материале упругих колебаний и анализ дальнейшего процесса распространения ультразвуковых волн.
3.38 уровень качества сварных соединений объектов магистральных газопроводов: Совокупность требований к методам, объемам, допустимым размерам дефектов сварных соединений магистральных газопроводов в зависимости от категории, характеристик и природно-климатических условий эксплуатации газопровода.
Примечания - В стандарте выведены три уровня качества («А», «В», «С»), каждому из которых соответствует определенные объемы контроля и нормы оценки качества сварных соединений.
3.39 цепочка дефектов: Дефекты, расположенные на одной линии в количестве не менее трех при условии, что расстояние между соседними дефектами не превышает 3-х кратного размера наибольшего из дефектов.
3.40 чувствительность контроля: Минимальные размеры дефектов, выявляемых данным видом контроля при определенных условиях проведения контроля.
3.41 чувствительность визуального и измерительного контроля: Минимальный размер дефекта выходящего на поверхность контролируемого объекта, различимый и идентифицируемый невооруженным глазом или с помощью оптических приборов, при данных условиях освещенности и измеряемый с помощью штриховых или оптических средств измерения.
3.42 чувствительность капиллярного контроля (цветной дефектоскопии): Минимальный размер поверхностного дефекта, выявляемый и измеряемый при визуальном осмотре по проявившемуся индикаторному следу, при применении конкретных дефектоскопических материалов.
3.43 чувствительность магнитопорошкового контроля: Минимальный размер дефекта, выходящего на поверхность или расположенного близко от поверхности, в магнитном поле рассеяния которого может сформироваться индикаторный след порошка, различимый при визуальном осмотре.
3.44 чувствительность радиографического контроля: Наименьший диаметр выявляемой на снимке проволоки проволочного эталона или наименьшая глубина выявляемой на снимке канавки канавочного эталона, или наименьшая толщина пластинчатого эталона, при которой на снимке выявляется отверстие с диаметром, равным удвоенной толщине эталона.
4 Сокращения
В настоящем стандарте использованы следующие сокращения:
АРД - амплитуда размера дефекта
АСД - автоматическая сигнализация дефектов
АУЗК - автоматизированный ультразвуковой контроль
ВИК - визуальный и измерительный контроль
ВРЧ - временная регулировка чувствительности
ВСН - ведомственные строительные нормы
ГРС - газораспределительная станция
ДКС - дожимная компрессорная станция
ИИИ - источник ионизирующего излучения
КС - компрессорная станция
НД - нормативная документация
ПКД - производственно-конструкторская документация
ПРГ - пункт редуцирования газа
ПТД - производственно-технологическая документация
ПЭП - пьезоэлектрические преобразователи
РД - руководящий документ
СО - стандартный образец
СОН - способ остаточной намагниченности
СОП - стандартный образец предприятия
СП - свод правил
СПП - способ приложенного поля
СПХГ - станция подземного хранения газа
ТУ - технические условия
УЗРГ - узел замера расхода газа
УКПГ - узел комплексной подготовки газа
УШС - универсальный шаблон сварщика
5 Квалификационные требования к лабораториям и специалистам, проводящим контроль качества сварных соединений
5.1 Требования к лаборатории, осуществляющей контроль качества сварных соединений газопроводов:
5.1.1 Неразрушающий контроль (физическими методами, а так же визуальный и измерительный контроль) качества сварных соединений газопроводов выполняется специалистами лаборатории (группы) контроля качества, которая должна быть аттестована в соответствии с ПБ 03-372-00 [2].
5.1.2 Лаборатория (группа) контроля качества должна быть укомплектована обученными, аттестованными работниками, обеспечена необходимой нормативной документацией, оснащена оборудованием, приборами и инструментами.
5.2 Требования к специалистам, проводящим неразрушающий контроль качества сварных соединений газопроводов:
5.2.1 К работам по неразрушающему контролю допускаются аттестованные специалисты неразрушающего контроля, прошедшие обучение, успешно выдержавшие квалификационные испытания, и получившие удостоверения установленной формы согласно ПБ 03-440-02 [3].
5.2.2 К руководству лабораторией (группой) контроля качества допускаются аттестованные специалисты, имеющие удостоверение на право производства работ и выдачи заключений по результатам неразрушающего контроля, стаж работы по данной специальности не менее 3-х лет, а также квалификацию по дефектоскопии не ниже II-го уровня в соответствии с ПБ 03-440-02 [3].
5.2.3 Аттестованные специалисты неразрушающего контроля, осуществляющие руководство работами по неразрушающему контролю и непосредственно выполняющие неразрушающий контроль, должны проходить аттестацию на знание правил, норм и инструкций по безопасному ведению работ на объектах ОАО «Газпром» подконтрольных Ростехнадзору.
5.2.4 Правом выдачи заключений по результатам неразрушающего контроля обладают специалисты, имеющие II и III уровень квалификации.
5.2.5 К работам по визуальному, измерительному, ультразвуковому, капиллярному и магнитопорошковому контролю допускаются аттестованные специалисты неразрушающего контроля, прошедшие дополнительное обучение с учетом специфики контроля сварных соединений объектов магистральных газопроводов, и производственную стажировку с опытным дефектоскопистом, по соответствующему методу контроля, в течение не менее двух месяцев.
5.2.6 К выполнению работ по радиационному контролю, хранению гамма-дефектоскопов с источниками ионизирующего излучения допускаются аттестованные специалисты неразрушающего контроля не моложе 18 лет, прошедшие специальный медицинский осмотр, а также прошедшие специальное обучение, с учетом специфики контроля сварных соединений магистральных газопроводов и производственную стажировку с опытным дефектоскопистом по радиационному контролю в течение не менее двух месяцев.
6 Методы, объемы неразрушающего контроля и нормы оценки качества сварных соединений, выполненных при строительстве, реконструкции и ремонте
6.1 Настоящий раздел определяет методы, объемы и нормы оценки качества сварных соединений, выполненных при строительстве, реконструкции и капитальном ремонте газопроводов - вновь сваренных стыков.
6.2 При строительстве, реконструкции, ремонте газопроводов применяют следующие методы неразрушающего контроля качества сварных соединений:
визуальный и измерительный;
радиационный (радиографический);
ультразвуковой;
магнитопорошковый;
капиллярный.
6.3 Сварные соединения газопроводов, выполненные при строительстве, реконструкции и ремонте газопроводов, подлежат визуальному и измерительному контролю в объеме 100 %.
Порядок проведения визуального и измерительного контроля, требования к геометрическим параметрам разделки кромок сварных соединений приведены в разделе 8 настоящего стандарта.
6.4 Сварные соединения газопроводов, признанные годными по результатам визуального и измерительного контроля, подлежат неразрушающему контролю физическими методами.
6.5 Основным физическим методом контроля качества сварных соединений является радиографический контроль. Порядок проведения радиографического контроля приведен в разделе 9.
6.6 В качестве дополнительного или дублирующего контроля качества сварных соединений применяют ультразвуковой контроль. Порядок проведения ультразвукового контроля и параметры настройки ультразвуковых дефектоскопов приведены в разделе 10.
6.7 Уровни качества, методы и объемы контроля физическими методами стыков приведены в таблице 1 настоящего стандарта.
6.8 При механизированной и автоматической сварке газопроводов по согласованию с ОАО «Газпром», допускается применять в качестве основного физического метода ультразвуковой контроль при условии, что применяемое оборудование ультразвукового контроля имеет техническую возможность идентификации выявленных дефектов, регистрации результатов контроля на электронных и/или бумажных носителях, и согласованную в установленном порядке методику проведения ультразвукового контроля.
6.9 Для выявления возможных расслоений поверхности разделок кромок, уточнения границ дефектных участков кольцевых или продольных сварных швов, наружных и внутренних дефектов труб и сварных швов применяют другие физические методы неразрушающего контроля (магнитопорошковый и капиллярный). Порядок проведения капиллярного и магнитопорошкового контроля приведены в разделах 11 и 12, настоящего стандарта соответственно.
6.10 Сварные соединения считаются годными, если в них отсутствуют дефекты, размеры которых превышают допустимые нормы, указанные в таблице 2 настоящего стандарта.
Таблица 1 - Уровни качества, методы и объемы контроля физическими методами сварных соединений газопроводов
|
Сварные соединения магистральных газопроводов |
Методы и объемы контроля сварных соединений |
||
|
Радиографии- |
Ультразвуковой контроль |
||
|
Дублирующий1) (не менее, %) |
Дополнительный (не менее, %) |
||
|
1 |
2 |
3 |
4 |
|
Уровень качества «А» |
|||
|
Сварные соединения газопроводов для транспортирования товарной продукции, расположенные внутри зданий и в пределах территорий УКПГ, ДКС, КС, ПРГ, СПХГ, ГРС, УЗРГ, за исключением трубопроводов импульсного, топливного и пускового газа |
100 |
25 |
- |
|
Специальные сварные соединения - захлестные (гарантийные) стыковые соединения, стыковые соединения вставок («катушек»), стыковые соединения разнотолщинных труб, деталей газопроводов, запорной и распределительной арматуры, угловые и нахлесточные сварные соединения2) на газопроводах категории «В» |
100 |
100 |
- |
|
Стыковые сварные соединения газопроводов импульсного, топливного и пускового газа категории «В»3) |
100 |
- |
- |
|
Сварные соединения после их ремонта на участках газопроводов (данного уровня качества) |
100 |
100 |
- |
|
Уровень качества «В» |
|||
|
Специальные сварные соединения - захлестные (гарантийные) стыковые соединения, стыковые соединения вставок («катушек»), стыковые соединения разнотолщинных труб, деталей газопроводов, запорной и распределительной арматуры, угловые и нахлесточные сварные соединения2) на газопроводах категорий I - IV |
100 |
100 |
- |
|
Сварные соединения на переходах через автомобильные и железные дороги, селевые потоки, водные преграды |
100 |
25 |
- |
|
Сварные соединения узлов пуска и приема очистных устройств |
100 |
- |
- |
|
Сварные соединения газопроводов всех категорий в горной местности при прокладке в тоннелях |
100 |
25 |
- |
|
Сварные соединения газопроводов всех категорий при пересечении4) газопроводов между собой, с любыми коммуникациями наземной, подземной прокладки и воздушными линиями электропередач |
100 |
25 |
- |
|
Сварные соединения участков газопроводов 1 категории во всех районах, независимо от диаметра |
100 |
- |
- |
|
Сварные соединения конденсатопроводов стабильного и нестабильного конденсата |
100 |
- |
- |
|
Сварные соединения газопроводов в районах Западной Сибири и Крайнего Севера и местности, приравненной к Крайнему Северу |
100 |
- |
- |
|
Сварные соединения переходов через болота II - III типов |
100 |
- |
- |
|
Сварные соединения после их ремонта на участках газопроводов (данного уровня качества) |
100 |
100 |
- |
|
Уровень качества «С» |
|||
|
Сварные соединения участков газопроводов II категории |
205) |
- |
80 |
|
Сварные соединения участков газопроводов III - IV категории |
105) |
- |
90 |
|
Сварные соединения после их ремонта на участках газопроводов (данного уровня качества) |
100 |
100 |
- |
|
1) Дублирующий контроль проводится на наиболее худших по внешнему виду кольцевых сварных соединениях и для уточнения результатов радиографического контроля. Дублирующий контроль должен проводиться периодически, по мере выполнения сварочных работ и проведения основного (радиографического) контроля. 2) Для угловых и нахлесточных сварных соединений основным физическим методом контроля качества является ультразвуковой контроль в объеме 100 %, а дублирующим - радиографический контроль в объеме 100 % (при возможности его проведения). 3) Допускается проводить ультразвуковой контроль в объеме 100 % при применении специализированных ультразвуковых преобразователей. 4)Для всех пересечений предусмотренных СНиП 2.05.06-85* [4]. 5) В начальный период времени работы на объекте, при освоении новых технологий, при заменах или изменениях расстановки сварщиков в бригаде (технологическом потоке) до получения стабильного качества сварных соединений осуществляется 100 % радиографический метод контроля независимо от категорийности. |
|||
Таблица 2 - Нормы оценки качества сварных соединений газопроводов.
|
Название дефекта |
Условное обозначение дефекта |
Схематическое дефектов изображение |
Вид дефекта |
Допустимые размеры сварных дефектов соединений по уровням качества: |
||||
|
в сечении |
в плане |
«А» |
«В» |
«С» |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Поры |
Аа |
|
|
Единичные, (сферические и удлиненные) |
при L ≥ 3d: d, h, ll, lt ≤ 0,1S, но ≤ 2,0 мм; ∑Д ≤ 30 мм |
при L ≥ 3d: d, h, ll, lt ≤ 0,2S, но ≤ 2,5 мм при L ≥ 5d: d, h, ll, lt ≤ 0,25S, но ≤ 3,0 мм ∑Д ≤ 50 мм |
при L ≥ 3d: d, h, ll, lt ≤ 0,2S, но ≤ 3,0 мм при L ≥ 5d: d, h, ll, lt ≤ 0,25S, но ≤ 3,5 мм ∑Д ≤ 50 мм |
|
|
Ab |
|
|
Цепочки |
d, h, lt ≤ 0,1S, но ≤ 1,5 мм; ll ≤ S, но ≤ 30,0 мм ∑Д ≤ 30 мм |
d, h, lt ≤ 0,15S, но ≤ 2,0 мм; ll ≤ S, но ≤ 30,0 мм ∑Д ≤ 30 мм |
d, h, lt ≤ 0,2S, но ≤ 2,5 мм; ll ≤ 2S, но ≤ 30,0 мм ∑Д ≤ 50 мм |
||
|
Ac |
|
|
Скопления |
d, h ≤ 0,1S, но ≤ 1,5 мм; ll, lt ≤ 0,5S, но ≤ 12,5 мм; ∑Д ≤ 25 мм |
d, h ≤ 0,1S, но ≤ 1,5 мм; ll, lt ≤ 0,5S, но ≤ 15 ∑Д ≤ 30 мм |
|||
|
Ak |
|
|
Канальные, в т.ч. «червеобразные» |
Не допускаются |
h, lt ≤ 0,1S, но ≤ 1,5 мм; ll ≤ 0,5S, но ≤ 12,5 ∑Д ≤ 25 мм |
h, lt ≤ 0,1S, но ≤ 2,0 мм; ll ≤ S, но ≤ 15 мм; ∑Д ≤ 30 мм |
||
|
Неметаллические (шлаковые) включения |
Ba |
|
|
Единичные компактные |
h ≤ 0,1S, при lt ≤ 2,5 мм; ll ≤ 0,5S, но не более 5,0 мм; ∑Д ≤ 30 мм |
h ≤ 0,1S, при lt ≤ 3,0 мм; ll ≤ 0,5S, но не более 7,0 мм; ∑Д ≤ 30 мм |
||
|
Bb |
|
|
Цепочки |
d, h, lt ≤ 0,1S, но ≤ 1,0 мм; ll ≤ S, но ≤ 15,0; ∑Д ≤ 30 мм |
d, h, lt ≤ 0,1S, но ≤ 1,5; ll ≤ 2S, но ≤ 25,0; ∑Д ≤ 50 мм |
|||
|
Bc |
|
|
Скопления |
d, h ≤ 0,1S, но ≤ 1,0 мм; ll, lt ≤ 0,5S, но ≤ 12,5 мм; ∑Д ≤ 25 мм |
d, h ≤ 0,1S, но ≤ 1,5 мм; ll, lt ≤ 0,5S, но ≤ 12,5 мм; ∑Д ≤ 30 мм |
|||
|
Bd1 |
|
|
Односторонние удлиненные |
h ≤ 0,1S, но ≤ 1,5 мм; ll, ≤ S, но ≤ 15 мм; ∑Д ≤ 30 мм |
h ≤ 0,1S, но ≤ 1,5 мм; ll ≤ 2S, но ≤ 25 мм; ∑Д ≤ 50 мм |
|||
|
Bd2 |
|
|
Двухсторонние удлиненные |
Не допускаются |
h ≤ 0,1S, но ≤ 1,5 мм; при S ≤ 0,8 мм (с обеих сторон шва) |
|||
|
ll ≤ S, но ≤ 30 мм; ∑Д ≤ 30 мм(с обеих сторон шва) |
ll ≤ S, но ≤ 30 мм; ∑Д ≤ 50 мм(с обеих сторон шва) |
|||||||
|
Металлические включения |
Mw |
|
|
Вольфрамовые и включения других нерастворимых металлов |
d, h, lt ≤ 0,1S, но ≤ 1,5 мм; ll ≤ 3,0 мм, при L ≤ 50 количество включений: не более 1 для труб диаметром ≤ 219 мм. Не более 2 на 300 мм шва для труб диаметром > 219мм |
d, h, lt ≤ 0,1S, но ≤ 3,0 мм; ll ≤ 6,0 мм, при L ≤ 50 количество включений: не более 2 для труб диаметром ≤ 219 мм. Не более 4 на 300 мм шва для труб диаметром > 219мм |
||
|
Непровары |
Da1 |
|
|
В корне шва |
h ≤ 0,05S, но ≤ 0,75 мм; ll ≤ S, но ≤ 12,5 мм; ∑Д ≤ 25 мм |
h ≤ 0,05S, но ≤ 0,75 мм; ll ≤ S, но ≤ 15 мм; ∑Д ≤ 30 мм |
h ≤ 0,05S, но ≤ 1 мм; ll ≤ 2S, но ≤ 25 мм; ∑Д ≤ 50 мм |
|
|
Da2 |
|
|
В корне шва из-за смещения кромок |
ll ≤ 2S, ≤ 30 мм; ∑Д ≤ 50 мм |
ll ≤ 2S, но ≤ 50 мм; ∑Д ≤ 75 мм |
|||
|
Da3 |
|
|
Внутренние при двухсторонней сварке |
h ≤ 0,05S, но ≤ 1,0 мм; ll ≤ 2S, но ≤ 12,5 мм; ∑Д ≤ 25 мм |
h ≤ 0,1S, но ≤ 2,0 мм; ll ≤ 2S, но ≤ 12,5 мм; ∑Д ≤ 25 мм |
|||
|
Несплавления |
Db |
|
|
Межслойные |
ll ≤ 2S, но ≤ 25 мм; ∑Д ≤ 25 мм |
ll ≤ 2S, но ≤ 30 мм; ∑Д ≤ 30 мм |
||
|
Dc1 |
|
|
По разделке кромок |
Не допускаются |
h ≤ 0,05S, но ≤1,0 мм; ll ≤ S, но ≤ 15 мм; ∑Д ≤ 15 мм |
|||
|
Dc2 |
|
|
По разделке кромок, выходящие на поверхность |
Не допускаются |
h ≤ 0,05S, но ≤ 0,75 мм; ll ≤ S, но ≤ 15 мм; ∑Д ≤ 15 мм |
|||
|
Трещины |
E |
|
|
Любой длины и направления относительно сварного шва |
Не допускаются |
|||
|
Дефекты формы шва |
Fa |
|
|
Вогнутость корня шва (утяжина) |
h ≤ 0,1S, но ≤ 1,0 мм; ll ≤ S, но ≤ 30 мм; ∑Д ≤ 50 мм |
h ≤ 0,2S, но ≤ 2,0 мм; ll ≤ 2S, но ≤ 50 мм; ∑Д ≤ 100 мм |
||
|
|
Fb |
|
|
Превышение проплавления (провис) |
h ≤ 3,0 мм; ll ≤ 0,5S; ∑Д ≤ 30 мм |
h ≤ 5,0 мм; ll ≤ S; ∑Д ≤ 50 мм |
||
|
|
Fc |
|
|
Подрезы |
h ≤ 0,1S, но ≤ 0,5 мм; ll ≤ 150 мм; |
|||
|
|
Fd |
|
|
Смещение кромок |
h ≤ 0,2S, но ≤ 3,0 мм - для труб с S > 10 мм |
|||
|
h ≤ 0,2S, но ≤ 2,0 мм - для труб с S ≤ 10 мм |
||||||||
|
Примечания |
||||||||
|
1 В сварном соединении с внутренней подваркой - непровары и несплавления в корне сварного соединения не допускаются. |
||||||||
|
2 Суммарная протяженность допустимых по высоте внутренних дефектов на любые 300 мм сварного соединения не должна превышать 50 мм, но не более 1/6 части периметра сварного соединения, кроме дефектов с условными обозначениями Fa, Fc и Fd, протяженность которых не учитывается при подсчете суммарной протяженности всех дефектов. |
||||||||
|
3 Сварное соединение ремонтируется, если суммарная протяженность всех выявленных дефектов меньше 1/6 части периметра сварного соединения, в противном случае сварное соединение подлежит вырезке. |
||||||||
|
4 Подрезы, смещения кромок и другие наружные дефекты швов измеряются в процессе визуального и измерительного контроля. |
||||||||
|
5 При смещении кромок более 2 мм любые подрезы не допускаются. |
||||||||
|
6 Внутренние подрезы и смещения кромок могут определяться физическими методами контроля. |
||||||||
|
7 Подрезы h ≤ 0.05S, но ≤ 0,3 мм не квалифицируются как нормируемые дефекты, и их протяженность не регламентируется. |
||||||||
|
8 На участке максимально допустимого смещения кромок любые дефекты не допускаются. |
||||||||
|
9 При оценке качества сварных соединений разнотолщинных элементов, нормы оценки дефектов принимаются по элементу меньшей толщины. |
||||||||


7 Методы, объемы неразрушающего контроля и нормы оценки качества сварных соединений, находящихся в эксплуатации
7.1 Настоящий раздел устанавливает требования к объемам, методам неразрушающего контроля, а также к нормам оценки качества кольцевых сварных соединений подземных и наземных в насыпи газопроводов категорий I-IV с условным диаметром от 500 до 1400 мм с избыточным давлением газа свыше 1,2 МПа (12 кгс/см2) до 9,8 МПа (100 кгс/см2) включительно, находящихся в проектном положении в эксплуатации 5 и более лет.
Примечание - Оценку качества кольцевых сварных соединений участков газопроводов, находящихся в эксплуатации менее 5 лет; кольцевых сварных соединений независимо от срока эксплуатации на участках газопроводов с условным диаметром менее 500 мм, участков газопроводов категории «В» и надземных газопроводов всех диаметров, а также угловых сварных соединений - следует выполнять в соответствии с таблицей 2 настоящего стандарта.
7.2 Настоящий раздел распространяется на контроль качества кольцевых стыковых сварных соединений, выполненных дуговыми способами сварки.
Требования раздела не распространяются на сварные соединения трубопроводов, транспортирующих сероводородсодержащие среды.
7.3 Для обнаружения внутренних и поверхностных (снаружи и изнутри трубы) дефектов кольцевого сварного соединения, а также определения размеров внутренних дефектов применяют следующие методы неразрушающего контроля:
- визуальный и измерительный по ГОСТ 23479, РД 03-606-03 [6];
- ультразвуковой по ГОСТ 14782, ГОСТ 20415;
- радиографический по ГОСТ 7512;
- капиллярный по ГОСТ 18442;
- магнитопорошковый по ГОСТ 21105.
7.4 При проведении работ по контролю качества сварных соединений, находящихся в эксплуатации (диагностических работ) все кольцевые сварные соединения газопровода должны контролироваться визуальным и измерительным методами контроля - в объёме 100 %. Порядок проведения визуального и измерительного контроля, геометрические параметры разделки кромок сварных соединений приведены в разделе 8 настоящего стандарта.
7.5 Ультразвуковой контроль кольцевых сварных соединений проводят:
- для участков газопроводов, не прошедших внутритрубную диагностику, в объеме 100 %;
- для участков газопроводов, прошедших внутритрубную диагностику, все аномальные кольцевые сварные соединения в объеме 100 %, остальные - в объеме не менее 20 %. В случае, если при проведении выборочного контроля будет обнаружено хотя бы одно сварное соединение с недопустимыми дефектами, необходимо увеличить объем контроля в два раза (40 % от числа сварных соединений, не забракованных по результатам внутритрубной дефектоскопии) и т.д. до момента получения положительных результатов контроля качества во всех проконтролированных сварных соединениях.
7.6 При проведении ультразвукового контроля рекомендуется отдавать предпочтение АУЗК, имеющим возможность идентификации выявленных дефектов и регистрации результатов контроля на электронных и/или бумажных носителях, а также разработанную и утвержденную в установленном порядке методику применения. Ручной ультразвуковой контроль целесообразно применять для уточнения результатов автоматизированного контроля.
7.7 Радиографический контроль проводится выборочно для уточнения результатов ультразвукового контроля в объеме не менее:
- газопроводы I категории - 20%;
- газопроводы II-III категории - 10%;
- газопроводы IV категории - 5%.
7.8 Капиллярный и магнитопорошковый методы контроля могут применяться для уточнения границ дефектных участков кольцевых сварных соединений, обнаруженных другими методами контроля, а магнитный - также для обнаружения внутренних дефектов, расположенных близко к поверхности.
7.9 Нормы оценки кольцевых сварных соединений рассчитаны в зависимости от предела текучести основного металла труб и приведены в таблицах 3,4,5 настоящего стандарта.
7.10 Предварительную оценку высоты внутренних дефектов и глубины поверхностных дефектов, находящихся на внутренней поверхности сварного соединения (кроме плоскостных дефектов) допускается выполнять радиографическим методом.
7.11 Оценку качества продольных и спиральных сварных соединений труб, сварных соединений соединительных деталей и оборудования, работающего в технологическом цикле транспорта газа, необходимо проводить в соответствии с требованиями технических условий на изготовление.
7.12 Для выполнения оценки качества сварных соединений требуются следующие данные неразрушающего контроля (рис. 1, 2):
высота дефекта - h;
длина дефекта вдоль и/или поперек сварного шва (размеры ll, и/или lt);
длина дефекта - d (в случае обнаружения пор);
глубина залегания дефекта - с;
расстояние между близкорасположенными дефектами - L;
смещение кромок сварного соединения - ∆.
7.14 Последовательность действий, выполняемых при оценке качества сварных соединений действующих газопроводов по настоящему разделу приведена на рисунке 3.
7.14.1 На этапе 1 методами визуального, измерительного и неразрушающего контроля физическими методами определяют тип, размеры и расположение дефектов в кольцевых стыковых сварных соединениях газопроводов. Требуемые методы для оценки размеров дефектов перечислены в 7.2.
7.14.2 На этапе 2 выполняют схематизацию одиночных дефектов. Все обнаруженные дефекты - несплошности сварного соединения классифицируют на поверхностные и внутренние (определения приведены в разделе 3). Полученные дефекты заменяют расчетными дефектами-аналогами в виде поверхностных полуэллиптических трещин или внутренних эллиптических трещин, являющихся более опасным видом дефектов. Поверхностные и внутренние дефекты с глубиной залегания менее одного миллиметра включительно схематизируют полуэллиптическими трещинами. Внутренние дефекты с глубиной залегания более одного миллиметра схематизируют эллиптическими трещинами. При схематизации внутренних дефектов с глубиной залегания менее одного миллиметра включительно к высоте исходного дефекта добавляют расстояние от границы дефекта до ближайшей поверхности трубы.
7.14.3 На этапе 3 выполняют схематизацию групповых дефектов, позволяющую учесть взаимное влияние близкорасположенных дефектов. Групповую схематизацию выполняют по таблице 3. Два одиночных дефекта считают взаимодействующими, если соотношения между их размерами и расстояниями между ними удовлетворяют критериям, перечисленным во второй колонке таблицы 3. Взаимодействующие дефекты объединяют в один расчетный дефект.
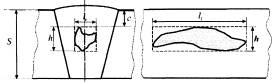
а) протяженный в кольцевом направлении дефект
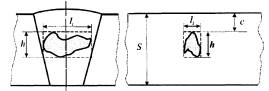
б) дефект, вытянутый в направлении оси трубы
Рисунок 1 - Схема определения линейных размеров одиночных дефектов
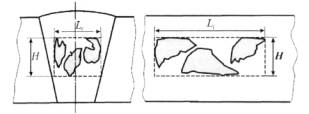
Рисунок 2 - Схема определения линейных размеров групповых дефектов
Эффективные размеры объединенного дефекта Н, Ll, Lt приведены в третьей колонке таблицы 3. Эти размеры используют для дальнейшей оценки групповых дефектов.
Схематизацию групповых дефектов проводят последовательно. Если близко расположенные дефекты признаны взаимодействующими, то они схематизируются как один объединенный дефект. В этом случае следует вновь выполнить групповую схематизацию с учетом размера объединенного дефекта. В ряде случаев может произойти дальнейшее объединение дефектов.
7.14.4 На этапе 4 выполняют оценку допустимости схематизированных дефектов. Нормы оценки допустимости дефектов стыковых кольцевых сварных соединений действующих магистральных газопроводов установлены в зависимости от гарантированного предела
текучести основного металла, вида и размеров дефекта. Предельные значения для одиночных и групповых дефектов различных типов приведены в таблицах 4-6. Указанные в таблицах значения получены по результатам расчетов остаточной прочности сварного соединения с дефектом. Обнаруженные дефекты считают допустимыми, если их размеры не превышают указанных в таблицах значений.
7.14.5 На этапе 5 по результатам оценки допустимости дефектов, выполненной на этапе 4, проводят оценку качества сварного соединения. Сварное соединение считают годным, если все обнаруженные в нем дефекты признаны допустимыми. Если один или несколько дефектов сварного соединения признаны недопустимыми, сварное соединение подлежит ремонту или вырезке. Вырезке подлежат стыки с суммарной протяжённостью недопустимых дефектов более 1/6 периметра стыка.
7.14.6 Поры, признанные недопустимыми по нормам оценки для пористости, приведенным в таблицах 4-6, могут быть признаны допустимыми, если они удовлетворяют следующему критерию:
максимально допустимая суммарная площадь проекций пор на радиографическом снимке не должна превышать 5 % площади участка, ширина которого равна S, а длина - 50 мм. При этом во всех случаях максимальный диаметр поры не должен превышать 0,25S, но не более 3,0 мм.
7.14.7 Если смещение кромок кольцевого сварного соединения по протяженности не превышает 1/6 периметра, допускается увеличение величины смещения кромок до 25% толщины стенки трубы, но не более 4,0 мм, при условии, что сварное соединение подварено изнутри трубы и не имеет других недопустимых дефектов.
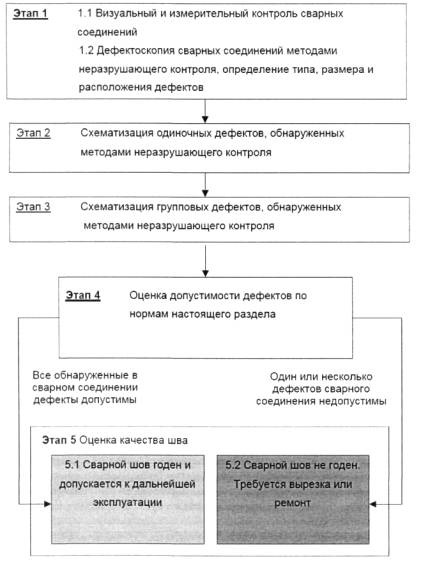
Рисунок 3 - Алгоритм оценки качества кольцевых сварных соединений газопроводов, находящихся в эксплуатации
Таблица 3 - Схематизация групповых дефектов
|
Схематизируемые дефекты |
Критерий взаимодействия |
Эффективные размеры |
|
|
1 |
2 |
3 |
|
|
1 |
l ≤ min (ll1, ll2) |
H = max (h1, h2), |
|
|
|
|||
|
Поверхностные компланарные дефекты |
|
||
|
2 |
l ≤ (h1 + h2)/2 |
H = h1+h2 + l, |
|
|
|
|
||
|
Внутренние компланарные дефекты |
|
||
|
3 |
l ≤ min (ll1, ll2) |
H = max (h1, h2), |
|
|
|
|||
|
Внутренние компланарные дефекты |
|
||
|
4 |
l ≤ h2 + h1/2 |
H = h1+h2 + l |
|
|
|
|
||
|
Внутренний и поверхностный компланарные дефекты |
|
||
|
5 |
l1 ≤ min (ll1,
ll2) |
H = h1+h2 + l2 |
|
|
|
|||
|
|
|
||
|
Внутренние компланарные дефекты |
|
||
|
6 |
l1 ≤ min (ll1,
ll2) |
H = h1+h2 + l2 |
|
|
|
|
||
|
Внутренний и поверхностный компланарные дефекты |
|
||
|
7 |
l2 ≤ (h1+h2)/2 |
H = h1+h2 + l2 |
|
|
|
|
||
|
Внутренние некомпланарные дефекты |
|
||
|
8 |
l2 ≤
(h1+h2)/2 |
H = h1+h2 + l2 |
|
|
|
|
||
|
Внутренние некомпланарные дефекты |
|
||
|
9 |
l2 ≤
h1/2 + h2 |
H = h1+h2 + l2 |
|
|
|
|
||
|
Внутренние и поверхностный некомпланарные дефекты |
|
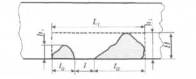
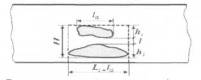
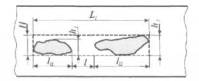
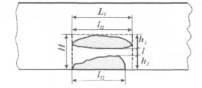
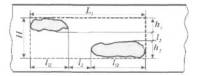
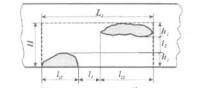
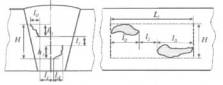
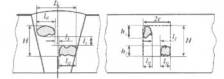
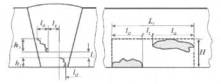
Таблица 4 - Нормы оценки качества стыковых кольцевых сварных соединений с пределом текучести основного металла σ0,21) ≤ 350 МПа
1) σ0,2 - минимальное нормативное значение предела текучести основного металла труб, установленное ТУ или национальными стандартами.
|
Название дефекта |
Условное обозначение дефекта |
Схематическое изображение дефектов |
Вид дефекта |
Место
рас- |
Предельные размеры дефектов |
||
|
в сечении |
в плане |
Газопроводы I, II категорий |
Газопроводы III, IV категорий |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Поры |
Аа |
|
|
Единичные |
Поверхностные |
h ≤ 2,25 мм, d, ll lt ≤ 4,5 мм, но не более0,22S |
h ≤ 3,0 мм, d, ll lt ≤ 5,0 мм, но не более0,22S |
|
Внутренние |
d, h, ll lt ≤ 4,0 мм, но не более0,22S |
d, h, ll lt ≤ 6,0 мм, но не более0,28S |
|||||
|
Ак |
|
|
Канальные, в т.ч. «червеобразные» |
Внутренние |
h ≤ 1,5 мм, но не более 0,1S при ll lt ≤ 2S0 |
h ≤ 2,0 мм, но не более0,1S при ll lt ≤ 2S |
|
|
Неметаллические (шлаковые) включения металлические включения |
Ва |
|
|
Единичные |
Внутренние |
h, ll lt ≤ 4,0 мм, но не более0,22S |
h, ll lt ≤ 6,0 мм, но не более 0,28S |
|
Bd1 |
|
|
Односторонние удлиненные |
Внутренние |
h ≤ 1,5 мм, но не более 0,1S при ll lt ≤ 2S |
h ≤ 2,0 мм, но не более 0,1S при ll lt ≤ 2S |
|
|
Mw |
|
|
Вольфрамовые и включения других нерастворимых металлов |
Внутренние |
h, ll lt ≤ 4,0 мм, но не более0,22S |
h, ll lt ≤ 6,0 мм, но не более 0,28S |
|
|
Непровары, несплавления |
Da1 |
|
|
В корне шва |
Поверхностный |
h ≤ 0,75 мм, ll ≤ 0,80 мм |
h ≤ 1,0 мм, ll ≤ 100 мм |
|
Da3 |
|
|
Внутренние при двухсторонней сварке |
Внутренний |
h ≤ 1,5 мм, но не более 0,1S при ll ≤ 2S |
h ≤ 2,0 мм, но не более 0,1S при ll ≤ 2S |
|
|
Db |
|
|
Межслойные |
Внутренний |
h ≤ 0,1S, но не более 1,0 мм; ll ≤ 2S, но ≤ 30 мм и ∑Д ≤ 30 мм |
||
|
Dc1 |
|
|
По разделке кромок |
Внутренний |
h ≤ 1,5 мм, но не более 0,1S при ll, lt ≤ 2S |
h ≤ 2,0 мм, но не более 0,1S при ll, lt ≤ 2S |
|
|
Dc2 |
|
|
По разделке кромок, выходящие на поверхность |
Поверхностный |
h ≤ 0,75 мм, |
h ≤ 1,0 мм, |
|
|
ll ≤ 0,80 мм |
ll ≤ 100 мм |
||||||
|
Трещины |
Ea |
|
|
Вдоль шва |
Не допускаются |
||
|
Eb |
Поперек шва |
||||||
|
Ec |
Разветвленные |
||||||
|
Дефекты формы шва |
Fa |
|
|
Вогнутость корня шва (утяжина) |
Поверхностный |
Предельно допустимая высота h – до 2,0 мм, при этом плотность изображения на радиографическом снимке не должна превышать плотности изображения основного металла |
|
|
Fb |
|
|
Превышение проплавления (провис |
Поверхностный |
h ≤ 5,0 мм, ll ≤ 50 мм, ∑Д ≤ 50 мм |
||
|
Fc |
|
|
Подрезы |
Поверхностный |
h ≤ 0,75 мм, |
h ≤ 1,0 мм, |
|
|
ll ≤ 0,80 мм |
ll ≤ 100 мм |
||||||
|
или |
или |
||||||
|
h ≤ 0,5 мм, |
h ≤ 0,5 мм, |
||||||
|
ll ≤ 150 мм |
ll ≤ 250 мм |
||||||
|
Fd |
|
|
Смещение кромок |
Поверхностный |
h ≤ 0,2S но не более 3,0 мм или h ≤ 0,25S но не более 4,0 мм при длине ll ≤ 300 мм, но не более одного на стык |
||
|
Групповые дефекты 1), 2) |
Ab, Bb |
|
|
Цепочки пор и шлаковых включений |
Внутренние |
Н, Ll, Lt 4,0 мм но не более 0,22S мм |
Н, Ll, Lt 6,0 мм но не более 0,28S мм |
|
или |
или |
||||||
|
Н ≤ 1,5 мм но не более 0,1S при длине не более 2S |
Н ≤ 2,0 мм но не более 0,1S при длине не более 2S |
||||||
|
Ac, Bc |
|
|
Скопления пор и шлаковых |
|
|
|
|
|
1) При оценке близкорасположенных дефектов используются эффективные размеры, определенные по таблице 1. 2) При оценке близкорасположенных дефектов групповой схематизации подлежат дефекты следующих типов: поры, неметаллические и металлические включения, несплавления, и непровары. Учитывают также межтиповое взаимодействие дефектов. |
|||||||


Таблица 5 - Нормы оценки качества стыковых кольцевых сварных соединений с пределом текучести основного металла 350 <σ0,2 ≤ 412 МПа
|
Название дефекта |
Условное
обозначе- |
Схематическое изображение дефектов |
Вид дефекта |
Месторасположение и типоразмер дефекта |
Предельные размеры дефектов |
||
|
в сечении |
в плане |
Газопроводы I, II категорий |
Газопроводы III, IV категорий |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Поры |
Аа |
|
|
Единичные |
Поверхностные |
h ≤ 1,75 мм, d, ll, lt ≤ 3,5 мм, но не более 0,22S |
h ≤ 2,5 мм, d, ll, lt ≤ 5,0 мм, но не более 0,22S |
|
Внутренние |
d, h, ll, lt≤ 3,0 мм, но не более 0,22S |
d, h, ll, lt≤ 4,0 мм, но не более 0,28S |
|||||
|
Ак |
|
|
Канальные, в т.ч. «червеобразные» |
Внутренние |
h ≤ 1,25 мм, но не более 0,1S при ll, lt ≤ 2S |
h ≤ 1,75 мм, но не более 0,1S при ll, lt ≤ 2S |
|
|
Неметаллические (шлаковые) включения Металлические включения |
Ва |
|
|
Единичные |
Внутренние |
h, ll,.lt ≤ 3,0 мм, но не более 0.22S |
h, ll,.lt ≤ 4,0 мм, но не более 0.28S |
|
Вd1 |
|
|
Односторонние удлиненные |
Внутренние |
h ≤ 1,25 мм, но не более 0,1S и ll, lt ≤ 2S |
h ≤ 1,75 мм, но не более 0,1S и ll, lt ≤ 2S |
|
|
Mw |
|
|
Вольфрамовые и включения других нерастворимых металлов |
Внутренние |
h, ll,.lt ≤ 3,0 мм, но не более 0,22S |
h, ll,.lt ≤ 4,0 мм, но не более 0.28S |
|
|
Непровары, несплавления |
Da1 |
|
|
В корне шва |
Поверхностный |
h ≤ 0,5мм, |
h ≤ 0,75мм, |
|
ll ≤ 120 мм |
ll ≤ 140 мм |
||||||
|
Da3 |
|
|
Внутренние при двухсторонней сварке |
Внутренний |
h ≤ 1,25 мм, но не более 0,1S и ll ≤ 2S |
h ≤ 1,75 мм, но не более 0,1S и ll ≤ 2S |
|
|
Db |
|
|
Межслойные |
Внутренний |
h ≤ 0,1S, но не более 1 мм ll ≤ 2S, но ≤ 30 мм и ∑Д ≤ 30 мм |
||
|
Dc1 |
|
|
По разделке кромок |
Внутренний |
h ≤ 1,25 мм, но не более 0,1S и ll, lt ≤ 2S |
h ≤ 1,75 мм, но не более 0,1S и ll, lt ≤ 2S |
|
|
Dc2 |
|
|
По разделке кромок, выходящие на поверхность |
Поверхностный |
h ≤ 0,5мм, |
h ≤ 0,75мм, |
|
|
ll ≤ 120 мм |
ll ≤ 140 мм |
||||||
|
Трещины |
Ea |
|
|
Вдоль шва |
Не допускаются |
||
|
Eb |
|
|
Поперек шва |
||||
|
Ec |
|
|
Разветвленные |
||||
|
Дефекты формы шва |
Fa |
|
|
Вогнутость корня шва (утяжина) |
Поверхностный |
Предельно допустимая высота h -до 2,0 мм, при этом плотность изображения на радиографическом снимке не должна превышать плотности изображения основного металла |
|
|
Fb |
|
|
Превышение проплавления (провис) |
Поверхностный |
h ≤ 5,0 мм, ll ≤ 50мм, ∑Д ≤ 50 мм |
||
|
Fc |
|
|
Подрезы |
Поверхностный |
h ≤ 0,5мм, |
h ≤ 0,75мм, |
|
|
ll ≤ 120 мм |
ll ≤ 140 мм |
||||||
|
или |
|||||||
|
h ≤ 0,5мм, |
|||||||
|
ll ≤ 250 мм |
|||||||
|
|
Fd |
|
|
Смещение кромок |
Поверхностный |
h ≤ 0,2S, ноне более 3 мм или h ≤ 0.25S, но не более 4 мм при длине ll ≤ 300 мм, но не более одного на стык |
|
|
Групповые дефекты |
Ab, Bb |
|
|
Цепочки пор и шлаковых включений |
Внутренние |
Н, Ll, Lt ≤ 3,0 мм, но не более 0,22S |
Н, Ll, Lt ≤ 4,0 мм, но не более 0,28S |
|
Ac, Bc |
|
|
Скопления пор и шлаковых включений |
или |
или |
||
|
Н ≤ 1,25 мм но не более0,1S при длине не более 2S |
Н ≤ 1,75 мм но не более0,1S при длине не более 2S |
||||||
Таблица 6 - Нормы оценки качества стыковых кольцевых сварных соединений с пределом текучести основного металла 412 ≤ σ0,2 ≤ 510 МПа
|
Название дефекта |
Условное
обозна- |
Схематическое изображение дефектов |
Вид дефекта |
Месторасположение и типоразмер дефекта |
Предельные размеры дефектов |
||
|
в сечении |
в плане |
Газопроводы I, II категорий |
Газопроводы III, IV категорий |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Поры |
Аа |
|
|
Единичные |
Поверхностные |
h ≤ 1,0 мм, d, ll, lt ≤ 2,0 мм, но не более 0.22S |
h ≤ 1,75 мм, d, ll, lt ≤ 3,5 м, но не более 0.22S |
|
Внутренние |
h, ll, lt ≤ 2,0 мм, но не более 0,22S |
h, ll, lt ≤ 3,0 мм, но не более 0,28S |
|||||
|
Ак |
|
|
Канальные, в т.ч. «червеобразные» |
Внутренние |
h ≤ 1,0мм, но не более 0,1S при ll, lt ≤ 2S |
h ≤ 1,25мм, но не более 0,1S при ll, lt ≤ 2S |
|
|
Неметаллические (шлаковые) включения, металлические включения |
Ва |
|
|
Единичные |
Внутренние |
h, ll, lt ≤ 2,0 мм, но не более 0,22S |
h, ll, lt ≤ 3,0 мм, но не более 0,28S |
|
Bd1 |
|
|
Односторонние удлиненные |
Внутренние |
h ≤ 1,0 мм, но не более 0,1S при ll, lt ≤ 2S |
h ≤ 1,25 мм, но не более 0,1S при ll, lt ≤ 2S |
|
|
Mw |
|
|
Вольфрамовые и включения других нерастворимых металлов |
Внутренние |
h, ll, lt ≤ 2,0 мм, но не более 0,22S |
h, ll, lt ≤ 3,0 мм, но не более 0,28S |
|
|
Непровары, несплавления |
Da1 |
|
|
В корне шва |
Поверхностный |
h ≤ 0,5 мм, |
h ≤ 0,5 мм, |
|
ll ≤ 140 мм |
ll ≤ 200 мм |
||||||
|
Da3 |
|
|
Внутренние при двухсторонней сварке |
Внутренний |
h ≤ 1,0 мм, но не более 0,1S при ll, lt ≤ 2S |
h ≤ 1,25 мм, но не более 0,1S при ll, lt ≤ 2S |
|
|
|
Db |
|
|
Межслойные |
Внутренний |
h ≤ 0,1S, |
|
|
но не более 1,0 мм, ll ≤ 2S, но ≤ 30 мм |
|||||||
|
и ∑Д ≤ 30 мм |
|||||||
|
|
Dc1 |
|
|
По разделке кромок |
Внутренний |
h ≤ 1,0 мм, но не более 0,1S при ll, lt ≤ 2S |
h ≤ 1,25 мм, но не более 0,1S при ll, lt ≤ 2S |
|
|
Dc2 |
|
|
По разделке кромок, выходящие на поверхность |
Поверхностный |
h ≤ 0,5 мм, |
h ≤ 0,5 мм, |
|
ll ≤ 140 мм |
ll ≤ 220 мм |
||||||
|
Трещины |
Еа |
|
|
Вдоль шва |
Не допускаются |
||
|
|
Eb |
|
|
Поперек шва |
|||
|
|
Ес |
|
|
Разветвленные |
|||
|
Дефекты формы шва |
Fa |
|
|
Вогнутость корня шва (утяжина) |
Поверхностный |
Предельно допустимая высота h -до 2,0 мм, при этом плотность изображения на радиографическом снимке не должна превышать плотности изображения основного металла |
|
|
Fb |
|
|
Превышение проплавления (провис) |
Поверхностный |
h ≤ 5,0 мм, ll, ≤ 50 мм, ∑Д < 50 мм |
||
|
Fc |
|
|
Подрезы |
Поверхностный |
h ≤ 0,5 мм, |
h ≤ 0,5 мм, |
|
|
ll ≤ 140 мм |
ll ≤ 220 мм |
||||||
|
Fd |
|
|
Смещение кромок |
Поверхностный |
h ≤ 0,2S, но не более 3,0 мм или h ≤ 0,25S, но не более 4,0 мм при длине ll ≤ 300 мм, но не более одного на стык |
||
|
Групповые дефекты |
Ab, Bb |
|
|
Цепочки пор и шлаковых включений |
Внутренние |
|
|
|
Ac, Bc |
|
|
Скопления пор и шлаковых включений |
|
|
|
|
7.14.8 На прямолинейных участках подземных и наземных в (насыпи) магистральных газопроводов, находящихся в проектном положении (отсутствуют просадки и пучение грунта), допускается определять предельную величину смещения кромок сварных соединений по методике (Приложение Е), при условии, что протяженность смещения не превышает 1/6 периметра сварного соединения и сварное соединение не имеет других недопустимых дефектов.
7.14.9 В случаях указанных в пп. 7.14.7 и 7.14.8 ремонт сварных соединений (наплавку валиков) проводить по технологиям сварки как для разнотолщинных соединений одного диаметра с выполнением ниточных (стрингерных) швов для обеспечения плавного перехода от сварного соединения к основному металлу.
7.14.10 Кольцевые сварные соединения со смещениями кромок, превышающими предельные значения, указанные в пп. 7.14.7 и 7.14.8, должны быть вырезаны.
7.14.11 Для продолжения эксплуатации газопровода недопустимые по нормам данного раздела сварные соединения должны быть отремонтированы или вырезаны.
7.15 Оценку качества сварных соединений сваренных после вырезки дефектов, а так же отремонтированных участков сварных соединений, следует проводить в соответствии с таблицей 2 настоящего стандарта.
7.16 Сварные швы, забракованные по нормам настоящего раздела, могут быть оставлены в эксплуатации по результатам дополнительных прочностных расчетов, выполненных с учетом фактических свойств основного металла и сварных соединений, а также уровня нагруженное™ диагностируемого участка газопровода.
8 Порядок проведения визуального и измерительного контроля
8.1 Требования настоящего раздела распространяются на визуальный и измерительный контроль качества сварных соединений в процессе их сборки, сварки и ремонта.
8.2 Визуальный и измерительный контроль свариваемых изделий на стадии входного контроля выполняют с целью подтверждения их соответствия требованиям НД, ПТД.
8.3 Визуальный и измерительный контроль качества сборки, сварки и ремонта выполняют с целью подтверждения соответствия качества выполнения этих операций требованиям НД или ПТД.
8.4 Визуальный и измерительный контроль при исправлении (устранении) дефекта выполняют с целью подтверждения полноты удаления дефекта в сварном шве или на основном металле трубы, формы и размеров подготовки кромок под сварку, а также качества сварки дефектного участка, если она предусмотрена требованиями НД или ПТД.
8.5 В отдельных случаях (в соответствии с ПТД) визуальный контроль выполняют на каждом слое сварного соединения.
8.6 Визуальный и измерительный контроль проводят в соответствии с технологической картой контроля, утвержденной руководителем организации.
8.7 Визуальный и измерительный контроль должен выполняться до проведения неразрушающего контроля сварного соединения физическими методами.
8.8 При доступности визуальный и измерительный контроль основного металла и сварных соединений следует выполнять не только с наружной, но и с внутренней стороны сборочного элемента.
8.9 Визуальный и измерительный контроль свариваемых изделий, сварных соединений, и зон ремонта сваркой, подлежащих термической обработке, следует производить как до, так и после указанной обработки.
8.10 Дефекты, выявленные при визуальном и измерительном контроле, должны быть исправлены до выполнения последующей технологической операции, предусмотренной технологической картой. Исправление дефектов в основном металле должно выполняться в соответствии с требованиями НД/ПТД.
8.11 Контролируемая зона сварного соединения, должна включать сварной шов, а также примыкающие к нему участки основного металла и составлять не менее 20 мм в обе стороны от шва, но не менее толщины стенки свариваемой детали.
8.12 Разрешение на выполнение каждой последующей технологической операции, предусмотренной технологической картой или на проведение неразрушающего контроля физическими методами, выдается специалистом, выполняющим визуальный и измерительный контроль, который делает отметку о приемке предыдущего вида работ в сварочном журнале.
8.13 Требования к приборам и инструментам для визуального и измерительного контроля
8.13.1 Визуальный контроль основных материалов и сварных соединений проводится невооруженным глазом и с применением оптических приборов (луп, эндоскопов, зеркал, и др.), увеличение которых должно быть 4-7-кратное.
8.13.2 Для измерения формы и размеров сборочных элементов трубопровода и сварных соединений, а также поверхностных дефектов следует применять исправные, прошедшие метрологическую поверку, инструменты и приборы:
- лупы измерительные по ГОСТ 25706;
- угольники поверочные 90º лекальные по ГОСТ 3749;
- штангенциркули по ГОСТ 166 и штангенрейсмасы по ГОСТ 164;
- шаблоны, в том числе универсальные, типа УШС;
- толщиномеры ультразвуковые по ГОСТ 28702.
8.13.3 Для измерения больших линейных размеров элементов или отклонений от формы и расположения поверхностей элементов следует применять штриховые меры длины по ГОСТ 427 и ГОСТ 7502 (стальные измерительные линейки, рулетки).
Примечание - Для проведения измерительного контроля возможно также применение других средств измерения, которые внесены в Госреестр средств измерений РФ, а также прочих приборов и устройств, имеющих сертификаты соответствия Ростехрегулирования или сертификаты соответствия, признанные в РФ (согласно межправительственным соглашениям или другим международным юридическим документам) при условии согласования их применения с разработчиком настоящего документа.
8.13.4 Погрешность измерений при измерительном контроле не должна превышать:
для измерения толщины стенки свариваемой кромки ±0,1 мм,
для измерения линейных размеров величин, указанных в таблице 7, если в ПТД не предусмотрены более жесткие требования.
Таблица 7 - Допустимая погрешность измерений при измерительном контроле
|
Диапазон измеряемой величины, мм |
Погрешность измерений, мм |
|
До 0,5 включительно |
0,1 |
|
Свыше 0,5 до 1,0 включительно |
0,2 |
|
Свыше 1,0 до 1,5 включительно |
0,3 |
|
Свыше 1,5 до 2,5 включительно |
0,4 |
|
Свыше 2,5 до 4,0 включительно |
0,5 |
|
Свыше 0,4 до 6,0 включительно |
0,6 |
|
Свыше 6,0 до 10,0 включительно |
0,8 |
|
Свыше 10,0 |
1,0 |
8.13.5 Для определения шероховатости рекомендуется применять образцы шероховатости (сравнения) по ГОСТ 9378.
8.13.6 Измерительные приборы и инструменты должны периодически, а также после ремонта, проходить поверку в метрологических службах в сроки, установленные НД на соответствующие приборы и инструменты.
8.14 Требования к выполнению визуального и измерительного контроля.
8.14.1 Визуальный и измерительный контроль при монтаже и ремонте газопроводов, выполняют непосредственно по месту монтажа (ремонта). При этом должно быть обеспечено удобство подхода лиц, выполняющих контроль, к месту производства контрольных работ, созданы условия для безопасного производства работ.
8.14.2 Освещенность контролируемых поверхностей должна быть достаточной для достоверного выявления дефектов и в соответствии с требованиями ГОСТ 23479 составлять не менее 500 Лк.
8.14.3 Подготовку объектов к визуальному и измерительному контролю производят подразделения предприятий (организаций), выполняющие монтаж или ремонт.
8.14.4 Перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля подлежит зачистке до чистого металла от продуктов коррозии, окалины, изоляции, грязи, краски, масла, шлака, брызг расплавленного металла, и других загрязнений, препятствующих проведению контроля.
Зона зачистки должна составлять не менее 20 мм (но не менее толщины стенки) и включает:
при сварке стыковых соединений - кромки и поверхность свариваемых деталей;
при сварке угловых соединений - поверхность вокруг отверстия под ввариваемую деталь и само отверстие на всю глубину, поверхность ввариваемой детали.
8.14.5 Шероховатость поверхности при проведении контроля должна составлять не более Ra 12,5 (R2 80), что обеспечивается зачисткой поверхностей свариваемых изделий и сварных швов перед контролем шлифмашинкой, абразивными кругами или металлическими щетками. Допускается применять другие виды обработки поверхности, обеспечивающие шероховатость не ниже требуемой настоящим разделом (например - пескоструйная обработка).
8.15 Задачей визуального контроля основного металла свариваемых изделий, кромок, подлежащих сварке и сварных швов при монтаже и ремонте является подтверждение отсутствия продуктов коррозии на поверхности и выявление участков металла с поверхностными дефектами: трещин, расслоений, забоин, вмятин, раковин, пор, подрезов, грубой чешуйчатости, западании между валиками шва, свищей, шлаковых включений и других несплошностей, вызванных технологией изготовления, условиями хранения или транспортировкой, подтверждение наличия и правильности клеймения, а также соответствия формы, (типа) разделки кромок, подлежащих сварке, требованиям НД или ПКД.
8.16 Задачей измерительного контроля является подтверждение геометрических размеров свариваемых изделий и сварных швов требованиям НД или ПТД и определение размеров поверхностных дефектов, выявленных при визуальном контроле.
8.17 Параметры, подлежащие визуальному и измерительному контролю при подготовке свариваемых изделий под сварку
8.17.1 Визуально необходимо контролировать:
наличие маркировки и ее соответствие ПКД предприятия-изготовителя;
форму и качество обработки кромок;
чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, масла и т.п.), подлежащих сварке кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков основного металла;
отсутствие трещин, расслоений, забоин, вмятин, и других дефектов, вызванных технологией изготовления, условиями хранения или транспортировкой.
8.17.2 Измерительный контроль осуществляется для проверки соответствия требованиям НД или ПКД:
диаметра и толщины стенки свариваемой детали;
овальности (измерение проводят с обоих концов сборочного элемента);
перпендикулярности торцов свариваемого изделия к его образующей;
размеров разделки кромок (углы скоса кромок, величина притупления кромок разделки);
радиусов скругления для специальных видов разделки под автоматическую сварку;
размеров отверстий под врезку и обработки кромок в трубе;
ширины зоны зачистки наружной и внутренней поверхностей и шероховатости поверхностей кромок.
8.18 Параметры, подлежащие визуальному и измерительному контролю при сборке изделий под сварку.
8.18.1 При сборке под сварку необходимо контролировать:
- нормативные расстояния между заводскими продольными швами свариваемых изделий;
- правильность сборки и крепления свариваемых изделий в центраторах;
- правильность (расположение и количество) установки прихваток и их качество;
- чистоту кромок и прилегающих к ним поверхностей.
8.18.2 Измерительный контроль соединения, собранного под сварку осуществляется для проверки соответствия требованиям НД или ПКД:
величины технологического зазора в соединении;
величины смещения кромок (внутренних и наружных) собранных деталей;
длины, высоты прихваток и их расположение по периметру соединения;
несимметричности штуцера и отверстия в трубе;
геометрических (линейных) размеров узла, собранного под сварку (в случаях оговоренных ПКД).
8.19 Свариваемые изделия, забракованные при визуальном и измерительном контроле, подлежат ремонту. Собранные под сварку соединения, забракованные при контроле, подлежат расстыковке с последующей повторной сборкой после устранения причин, вызвавших их первоначальную некачественную сборку.
8.20 Требования к выполнению измерительного контроля при подготовке деталей под сварку приведены в таблице 8, а при сборке сварных соединений под сварку в таблице 9 и на рисунках 4 и 5 соответственно.
Таблица 8 - Требования к измерениям размеров подготовки под сварку
|
Контролируемый параметр |
Средство измерения |
Примечания |
|
Овальность (наружный диаметр) |
Рулетка |
Измерения в двух взаимно- |
|
Геометрические размеры коррозионных и механических дефектов |
Шаблон универсальный, штангенциркуль, линейка, толщиномер ультразвуковой |
Измерения наибольшего и наименьшего размеров и наибольшей глубины |
|
Угол скоса кромки |
Угломер или шаблон универсальный |
Измерение в одном месте |
|
Притупление кромки |
Штангенциркуль |
Измерения в двух взаимно- точки) |
|
Отклонение плоскости торца трубы (детали) от перпендикуляра к образующей |
Угольник и линейка |
Измерения не менее, чем по трем образующим в зоне максимального отклонения |
|
Шероховатость зачищенных поверхностей |
Образцы шероховатости |
Измерение в одном месте |
Таблица 9 - Требования к измерениям параметров сборки соединений деталей под сварку.
|
Контролируемый параметр |
Средство измерения |
Примечания |
|
Зазор в соединении |
Шаблон универсальный |
Не менее чем в трех местах, равномерно расположенных по длине стыка |
|
Смещение кромок деталей с наружной стороны соединения |
Шаблон универсальный |
В месте наибольшего смещения |
|
Перелом осей |
Линейка (L = 400 мм), рулетка и щуп |
Измерение проводится в плоскости, проходящей через оси свариваемых деталей |
|
Длина прихватки |
Линейка или штангенциркуль |
Измерение каждой прихватки |
|
Высота прихватки |
Штангенциркуль |
Измерение каждой прихватки |
|
Расстояние между прихватками |
Линейка, рулетка |
Измерение расстояния между соседними прихватками |
8.20.1 Измерение величины возможного внутреннего смещения, при невозможности прямого измерения, следует производить по смещению наружных кромок.
8.20.2 Измерения, в первую очередь, следует выполнять на участках, вызывающих сомнение в части размеров по результатам визуального контроля.
8.20.3 Измерение перелома осей выполняют для свариваемых деталей газопроводов (см. рис. 5д) на базе:
при Dh ≤ 159 мм - не менее 200 мм,
при 159 мм < Dh ≤ 426 мм - не менее 1000 мм,
при Dh > 426 мм - не менее 5000 мм,
где Dh - номинальный диаметр трубы.
8.20.4 Несимметричность штуцера в поперечном сечении определяется путем выполнения не менее двух измерений в одном сечении. Разрешается выполнять контроль несимметричности отверстия под штуцер на стадии контроля подготовки деталей под сварку.
8.21 Порядок выполнения визуального и измерительного контроля сварных соединений.
8.21.1 Визуальный и измерительный контроль сварных соединений выполняется непосредственно при производстве сварочных работ и на стадии приемо-сдаточного контроля готовых сварных соединений.
8.21.2 Визуальный послойный контроль в процессе сварки соединения выполняется с целью подтверждения отсутствия недопустимых поверхностных дефектов (трещин, пор, включений, прожогов, свищей, усадочных раковин) в каждом слое (валике) шва. Выявленные при контроле дефекты подлежат исправлению перед началом сварки последующего слоя (валика) шва.
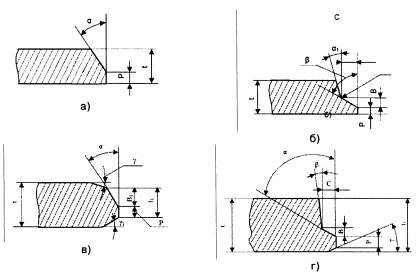
а) V - образная разделка кромки при толщине стенки сборочного элемента до 15 мм включительно;
б) разделка кромки при толщине стенки элемента свыше 15 мм.
в) разделка кромки при сварке разнотолщинных элементов;
г) разделка кромки под автоматическую сварку в среде защитных газов.
Принятые обозначения: α, α1, β - угол скоса кромки; γ, γ1 - угол скоса для компенсации разнотолщинности; В, В1 глубина скоса кромки; Р -притупление кромки; С - ширина разделки или скоса кромки; t - толщина стенки элемента; t1 толщина свариваемой кромки; R - радиус скругления для радиусных разделок.
Рисунок 4 - Размеры, подлежащие измерительному контролю
при подготовке свариваемых деталей под сварку
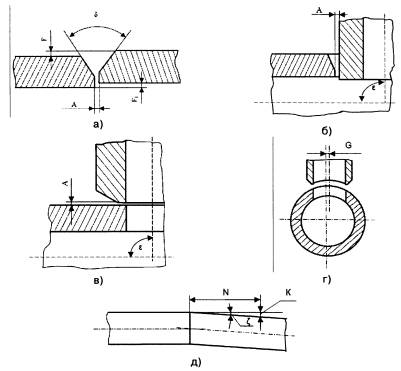
а) стыковое соединение;
б), в) тройниковое (угловое) соединение;
г) G - смещение оси ввариваемого штуцера относительно оси поперечного сечения трубы в тройниковом соединении;
д) К - перелом осей в стыковом соединении; N - база измерения перелома осей; ζ - величина перелома в град.
Принятые обозначения: А - зазор в соединении; ε - угол между осью штуцера и осью трубы в продольном сечении; F, F1 - смещение кромок; δ -угол разделки кромок.
Рисунок 5 - Размеры, подлежащие измерительному контролю при сборке под сварку.
8.21.3 В выполненном сварном соединении визуально следует контролировать:
отсутствие (наличие) поверхностных трещин всех видов и направлений;
отсутствие (наличие) на поверхности сварных соединений следующих дефектов: пор, включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, незаваренных кратеров;
западаний между валиками, грубой чешуйчатости, прижогов металла в местах касания сварочной дугой поверхности основного металла, а также отсутствие поверхностных дефектов в местах зачистки;
наличие зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий контроль неразрушающими методами;
наличие маркировки шва и правильность ее выполнения.
8.21.4 Измерительный контроль сварного соединения, осуществляется для проверки:
размеров поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле;
выпуклости (вогнутости) наружной и обратной стороны шва (в случае доступности обратной стороны шва для контроля) и ширину шва;
высоты (глубины) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва;
подрезов основного металла;
непроваров, утяжин (в случае доступности).
8.22 Требования к размерам сварных швов.
8.22.1 При визуальном и измерительном контроле проверяют соответствие кольцевых сварных соединений следующим требованиям:
при дуговой сварке высота усиления шва снаружи трубы должна быть (2 ± 1) мм и иметь плавный переход к основному металлу;
при дуговой сварке высота усиления швов, сваренных изнутри трубы, должна быть (2 ± 1) мм и иметь плавный переход к основному металлу;
при дуговой сварке высота усиления обратного валика корневого слоя шва должна быть (1 ± 1) мм;
ширина наружного и внутреннего сварных швов должна соответствовать значениям, приведенным в таблицах 10-14.
8.22.2 Высота и ширина сварного шва должна определяться не реже, чем через один метр по длине соединения, но не менее, чем в трех сечениях равномерно расположенных по длине шва.
Примечание - При толщине стенки более 28 мм ширина шва регламентируется технологической картой.
8.22.3 Требования к выполнению измерительного контроля сварных швов приведены в таблице 15 (рисунок 6).
8.22.4 При контроле угловых сварных соединений определяют катеты сварного шва. Определение высоты, выпуклости и вогнутости углового шва выполняют только в тех случаях, когда это требование заложено в ПТД. Измерение выпуклости и вогнутости производя с помощью специальных шаблонов, а определение высоты углового шва - расчетным путем.
Таблица 10 - Требования к ширине облицовочного слоя при ручной дуговой сварке покрытыми электродами и полуавтоматической сварке самозащитной порошковой проволокой
|
Толщина стенки трубы, мм |
Ширина облицовочного слоя шва при ручной дуговой сварке покрытыми электродами, мм |
|
от 6,0 до 8,0 |
11-18 |
|
от8,1до12,0 |
14-24 |
|
от 12,1 до 15,0 |
18-28 |
|
от 15,1 до 20,0 |
15-27 |
|
от 20,1 до 24,0 |
18-31 |
|
от 24,1 до 27,0 |
21-35 |
|
Примечания 1 Для труб с толщиной стенки до 15 мм приведены требования к ширине облицовочного слоя для V-образной разделки кромок (рисунок 4а). 2 Для труб с толщиной стенки свыше 15 мм приведены требования к ширине облицовочного слоя для комбинированной разделки кромок (рисунок 46). |
|
Таблица 11 - Требования к ширине облицовочного слоя шва при односторонней автоматической сварке под флюсом
|
Толщина стенки трубы, мм |
Ширина облицовочного слоя шва при сварке под флюсом, мм |
|
|
плавленым |
агломерированным |
|
|
от 6,0 до 8,0 |
14 ± 3 |
12 ± 3 |
|
от 8,1 до 12,0 |
20 ± 4 |
19 ± 3 |
|
от 12,1 до 16,0 |
23 ± 4 |
21 + 3 |
|
от 16,1 до 20,5 |
24 ± 4 |
22 ± 3 |
|
от 20,6 до 27,0 |
26 ± 4 |
24 ± 4 |
Таблица 12 - Требования к ширине облицовочного шва при двухсторонней автоматической сварке под флюсом
|
Диаметр трубы, мм |
Толщина стенки трубы, мм |
Ширина облицовочного слоя при сварке под флюсом, мм |
|
|
плавленым |
агломерированным |
||
|
1020-1420 |
от 8,0 до 11,5 |
18 ± 3 |
15 ± 3 |
|
от 11,6 до 17,5 |
18 ± 3 |
16 ± 3 |
|
|
от 17,6 до 21,5 |
20 ± 4 |
18 ± 3 |
|
|
от 21,6 до 24,0 |
21 ± 4 |
19 ± 3 |
|
|
от 24,1 до 27,0 |
23 ± 4 |
21 ± 3 |
|
Таблица 13 - Требования к ширине внутреннего слоя при двухсторонней автоматической сварке под флюсом
|
Толщина стенки трубы, мм |
Ширина внутреннего слоя при сварке под флюсом, мм |
|
|
плавленым |
агломерированным |
|
|
от 8,0 до 10,0 |
14 ± 2 |
13 ± 2 |
|
от 10,1 до 15,2 |
18 ± 3 |
16 ± 2 |
|
от 15,3 до 18,0 |
20 ± 3 |
18 ± 2 |
|
от 18,1 до 21,0 |
20 ± 4 |
18 ± 3 |
|
от 21,1 до 27,0 |
22 ± 4 |
20 ± 3 |
Таблица 14 - Требования к геометрическим параметрам сварного шва неповоротных стыков при двухсторонней автоматической сварке труб в среде защитных газов
|
Толщина стенки трубы |
Ширина облицовочного слоя, мм |
|
|
от 8,0 до 10,0 |
14±2 13±2 |
|
|
от 10,1 до 15,2 |
18 ± 3 |
16 ± 2 |
|
от 15,3 до 18,0 |
20 ± 3 |
18 ± 2 |
|
от 18,1 до 21,0 |
20 ± 4 |
18 ± 3 |
|
от 21,1 до 27,0 |
22 ± 4 |
20 ± 3 |
|
Примечания 1 Ширина внутреннего автоматического слоя должна составлять от 5 до 10 мм. 2 Требования, изложенные в таблице, являются ориентировочными. Конкретные размеры облицовочного и внутреннего слоев приводятся в операционно-технологических картах. |
||
Таблица 15 - Контролируемые параметры и средства измерений сварных швов
|
Контролируемый параметр |
Средства измерений |
Примечания |
|
Ширина шва |
Штангенциркуль или шаблон универсальный |
В местах наибольшей и наименьшей ширины, но не менее чем в 2 точках по длине шва |
|
Выпуклость (вогнутость) шва |
Шаблон универсальный |
Измерения в 2-3 местах в зоне максимальной величины |
|
Глубина неполного заполнения разделки |
Шаблон универсальный |
Измерению подлежит каждое неполное заполнение |
|
Катет углового шва |
Штангенциркуль или шаблон универсальный |
Измерение не менее чем в 3 точках по длине шва |
|
Чешуйчатость шва |
Шаблон универсальный |
Измерения не менее чем в 4 точках по длине шва |
|
Глубина западаний между валиками |
Шаблон универсальный |
Измерения не менее чем в 4 точках по длине шва |
|
Размеры (диаметр, длина, ширина) одиночных несплошностей |
Лупа измерительная |
Измерению подлежит каждая несплошность |
|
Подрез |
Шаблон универсальный |
Измерению подлежит каждый подрез |
8.22.5 Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, должно выполняться относительно валика, имеющего меньшую высоту. Аналогично определяют и глубину чешуйчатости валика (по меньшей высоте двух соседних чешуек).
8.22.6 Измерения размеров, указанных в таблицах 10 - 14, выполняют в первую очередь на участках шва, вызывающих сомнение по результатам визуального контроля.
8.22.7 Выпуклость (вогнутость) стыкового шва оценивают по максимальной высоте (глубине) расположения поверхности шва от уровня расположения наружной свариваемой поверхности. В том случае, когда уровни поверхности деталей отличаются друг от друга, измерения следует проводить относительно уровня свариваемой поверхности, расположенной выше уровня другой свариваемой поверхности.
8.22.8 Выпуклость (вогнутость) углового шва оценивают по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении.
8.22.9 Выпуклость (вогнутость) корня шва стыкового соединения оценивают по максимальной высоте (глубине) расположения поверхности корня шва от уровня расположения внутренних поверхностей.
8.23 При ремонте дефектных участков в основном металле и сварных соединениях изделий визуально необходимо контролировать:
полноту удаления дефекта, выявленного при визуальном и измерительном контроле и контроле физическими методами (радиационным, ультразвуковым, капиллярным и магнитопорошковым);
форму и размеры подготовки под сварку после удаления дефектного участка;
чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, масла и т.п.) поверхности выборки и прилегающих к ней поверхностей;
ширину зоны зачистки околошовной зоны;
отсутствие (наличие) дефектов (трещин, пор, включений, свищей, прожогов, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, прижогов металла сварочной дугой) на поверхности ремонтного шва и в околошовной зоне участка ремонта.
8.24 Обнаруженные в результате контроля недопустимые дефекты необходимо отметить на поверхности проконтролированного участка специальными цветными карандашами, мелом и т.п.
8.25 Результаты контроля фиксируют в сварочном журнале и в заключении на физические методы контроля. При обнаружении недопустимых дефектов оформляют отдельное заключение ВИК установленной формы.
Заключение оформляют по форме в соответствии с приложением А.
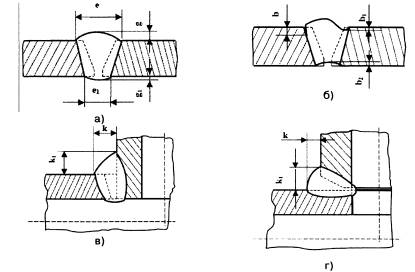
а) размеры (ширина е, е1 высота g, g1) стыкового сварного шва;
б) дефекты сварного шва: b - глубина несплавления, выходящего на поверхность; b1 - глубина подреза; b2- глубина вогнутости;
в), г) угловое сварное соединение.
Размеры (катеты k, k1) углового сварного шва.
Рисунок 6 - Размеры сварного шва, подлежащие измерительному контролю
9 Порядок проведения радиографического контроля
9.1 Радиографическому контролю в соответствии с требованиями раздела 6 подвергают сварные соединения газопроводов, выполненные всеми видами автоматической, полуавтоматической и ручной электродуговой сваркой плавлением.
9.2 Радиографический контроль проводят в соответствии с технологической картой контроля, утвержденной руководством организации.
9.3 Чувствительность радиографического контроля должна соответствовать II классу чувствительности по ГОСТ 7512 для сварных соединений уровня качества «А» и III классу чувствительности для сварных соединений уровня качества «В», «С», и не должна превышать значений, приведенных в таблице 16.
Таблица 16 - Требования к чувствительности радиографического контроля
|
Класс чувствительности |
Радиационная толщина (в месте установки эталона чувствительности), мм |
||||||
|
До 5 в ключ. |
Свыше 5 до 9 включ. |
Свыше 9до12 включ. |
Свыше 12 до 20 включ. |
Свыше 20 до 30 включ. |
Свыше 30 до 40 включ. |
Свыше 40 до 50 включ. |
|
|
Требуемая чувствительность, мм |
|||||||
|
II |
0,10 |
0,20 |
0,30 |
0,40 |
0,50 |
0,60 |
0,75 |
|
III |
0,20 |
0,30 |
0,40 |
0,50 |
0,60 |
0,75 |
1,00 |
9.4 Величина оптической плотности рентгеновского снимка согласно ГОСТ 7512 в зоне сварного соединения (на сварном шве) должна быть не менее 1,5 единиц оптической плотности (далее - е.о.п.). Верхний предел е.о.п. при использовании технических рентгенопленок может превышать 4 е.о.п. и ограничен лишь устройствами для просмотра снимков.
9.5 Нормы оценки качества сварного соединения для кольцевых сварных соединений по данным радиографического контроля приведены в разделе 7 настоящего стандарта.
9.6 Требования к средствам радиографического контроля.
9.6.1 При радиографическом контроле следует использовать источники ионизирующих излучений, предусмотренные ГОСТ 20426. Энергия источников гамма-излучения, анодное напряжение на рентгеновской трубке выбирают в зависимости от толщины металла просвечиваемых изделий и типа применяемой рентгенопленки таким образом, чтобы была обеспечена требуемая чувствительность контроля, производительность работ и радиационная безопасность всего обслуживающего персонала.
9.6.2 Рекомендуемые типы и мощность рентгеновских аппаратов и закрытых радиоактивных источников излучения в зависимости от толщины просвечиваемых труб представлены в таблице 17.
Таблица 17 - Мощность рентгеновских аппаратов и тип источника излучения
|
Толщина просвечиваемых труб, S мм |
Рентгеновские аппараты непрерывного действия напряжением, кВ |
Рентгеновские аппараты импульсного действия напряжением, кВ |
Закрытые радиоактивные источники излучения |
|
1-20 |
70-170 |
200-250 |
Tm170; Se75 |
|
5-80 |
120-300 |
- |
Ir192 |
9.7 Требования к рентгенопленкам и усиливающим экранам.
9.7.1 Общие требования к пленкам при радиографическом контроле установлены ГОСТ 7512. При радиографическом контроле сварных соединений газопроводов применяют высококонтрастные технические пленки отечественного и импортного производства, а также материалы
для проведения радиографического контроля, изготавливаемые по техническим условиям, согласованным с ООО «ВНИИГАЗ», либо имеющие заключения 000 «ВНИИГАЗ» на применение.
Во всех случаях предпочтение следует отдавать рентгенопленкам в светозащитной упаковке в комбинации с усиливающими металлическими экранами.
9.7.2 Коэффициент усиления металлических усиливающих экранов при их оптимальной толщине примерно равен 2,0 при просвечивании изотопами и равен 2,7 при использовании рентгеновского излучения.
9.7.3 При использовании металлических усиливающих экранов необходим хороший контакт между пленкой и экранами. Это может быть достигнуто применением рентгеновской пленки в вакуумной упаковке или посредством хорошего прижима в рулоне или в отдельной упаковке.
9.8 Для определения чувствительности радиографического контроля следует использовать проволочные, канавочные или пластинчатые эталоны чувствительности по ГОСТ 7512.
9.9 В соответствии с требованиями ПТД или ПКД на конкретный объект чувствительность радиографического контроля определяют в миллиметрах или процентах.
Чувствительность радиографического контроля К, мм - это минимальный диаметр проволочки dmin проволочного эталона, или минимальная глубина канавки hmin канавочного эталона, видимые на рентгенографическом снимке изображений эталонов чувствительности соответственно проволочного или канавочного эталонов, или толщина пластинчатого эталона hmin, когда на снимке выявляется отверстие диаметром, равном удвоенной толщине этого эталона.
Допускается определять чувствительность радиографического контроля к, в процентах (%), по формуле
![]() , (1)
, (1)
где К = dmin - при использовании проволочных эталонов чувствительности;
t - контролируемая толщина, мм.
9.10 Чувствительность радиографического контроля при просвечивании на «эллипс» определяют по отношению к удвоенной толщине стенки трубы по ГОСТ 7512.
9.11 Для нумерации сварного соединения (номер стыка, номер пленки, клейма сварщиков и др.) при радиографическом контроле необходимо использовать маркировочные знаки, изготовленные из свинца, обеспечивающего получение их четких изображений на радиографических снимках. Размеры маркировочных знаков установлены ГОСТ 15843.
9.12 Рекомендуемыми размерами знаков при контроле сортамента свариваемых изделий, используемых в трубопроводном строительстве, являются знаки наборов №№ 5, 6, 7. Применение мерных поясов при просвечивании кольцевых швов газопроводов диаметром 219 мм и более - обязательно.
9.13 Схемы просвечивания сварных соединений.
9.13.1 Кольцевые сварные швы свариваемых изделий, внутрь которых возможен свободный доступ контролируются за одну установку источника излучения по схеме, представленной на рисунке 7.
9.13.2 Линейную часть газопроводов целесообразнее контролировать по схеме (рисунок 7) с помощью внутритрубного устройства («кроулера»), технические характеристики которого выбирают исходя из следующих параметров: диаметра трубы; толщины стенки; чувствительности контроля; типа рентгенопленки; источника ионизирующего излучения; темпов сооружения линейной части и т.д.
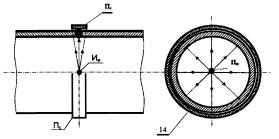
Принятые обозначения: Ии - источник излучения изнутри; Пс- пленка снаружи.
Рисунок 7 - Схема панорамного просвечивания кольцевого сварного шва за одну установку источника излучения
9.13.3 Сварные соединения газопроводов, к которым невозможен доступ изнутри трубы, контролируют по схеме, представленной на рисунке 8. Просвечивание таких швов осуществляют через две стенки трубы за три и более установок источника ионизирующего излучения.
9.13.4 По схеме, представленной на рисунке 8, контролируют газопроводы малого диаметра, сварные стыки захлестов и гарантийные стыки, ремонтные участки сварного соединения.
9.13.5 Основные параметры просвечивания по схеме рисунка 8: источник излучения располагают непосредственно на трубе;
угол между направлением излучения и плоскостью сварного шва не должен превышать 5 градусов угловых;
фокусное расстояние F = D;
количество установок источника (экспозиций) не менее 3-х под углом 120º;
максимальный размер фокусного пятна источника излучения Ф, мм, вычисляют по формуле
![]() , (2)
, (2)
где D - наружный диаметр трубы, мм;
d- внутренний диаметр трубы, мм;
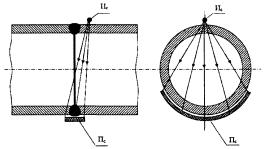
Принятые обозначения: Ис- источник излучения снаружи; Пс- пленка снаружи.
Рисунок 8 - Схема фронтального просвечивания кольцевого сварного шва через две стенки за три установки источника излучения
9.13.6 На рисунке 9 представлена схема просвечивания сварного соединения «на эллипс».
9.13.6.1 При просвечивании «на эллипс» изображение сварного шва проецируют на плоскую кассету в виде эллипса (отчетливо просматриваются верхний и нижний участки сварного шва).
9.13.6.2 Для получения полной информации о сварном соединении выполняют вторую экспозицию, при которой источник излучения и кассету с пленкой перемещают на 90º по отношению к их положению на стыке при первой экспозиции (вдоль плоскости сварного шва).
9.13.6.3 Смещение источника излучения относительно плоскости сварного шва составляет 0,2F, где F- фокусное расстояние, мм.
9.13.7 Основные параметры просвечивания по схеме рисунка 9:
количество экспозиций - 2;
просвечивание осуществляется на плоскую кассету;
фокусное расстояние должно быть не менее 5 диаметров контролируемой трубы;
установка эталонов чувствительности при просвечивании «на эллипс» согласно требований действующей нормативной документации.
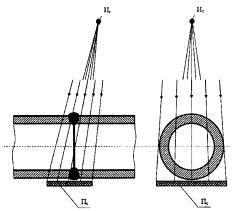
Рисунок 9 - Схема фронтального просвечивания кольцевого сварного шва через две стенки на плоскую кассету за две установки источника излучения (схема просвечивания «на эллипс»)
9.13.8 На рисунках 10-14 представлены схемы радиографического контроля, рекомендуемые для контроля криволинейных швов (отводы, врезки большого и малого диаметра, тройники и т.п.), в зависимости от диаметров ввариваемых патрубков, их соотношений, условий доступа к сварному шву.
9.13.9 Основные параметры просвечивания по схеме рисунка 10:
количество экспозиций - 1;
![]() , (где dB - диаметр врезки, мм);
, (где dB - диаметр врезки, мм);
максимальный размер фокусного пятна источника вычисляется по формуле
![]() , (3)
, (3)
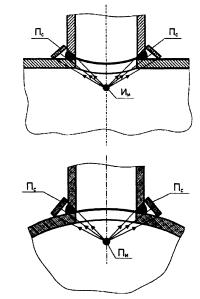
Рисунок 10 - Схема просвечивания углового сварного соединения изнутри трубы за одну установку источника излучения
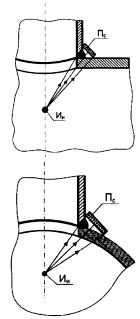
Рисунок 11 - Схема просвечивания углового сварного соединения изнутри трубы за несколько установок источника излучения
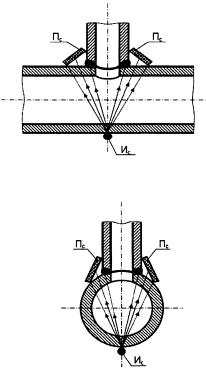
Рисунок 12 - Схема фронтального просвечивания углового сварного соединения врезок малого диаметра за одну установку источника излучения
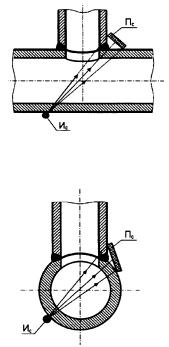
Рисунок 13 - Схема фронтального просвечивания углового сварного соединения врезок большого диаметра за несколько установок источника излучения
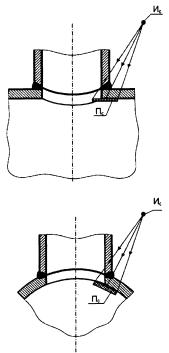
Рисунок 14 - Схемы просвечивания криволинейных углового сварного соединения врезок снаружи трубы за несколько установок источника излучения
9.13.10 Основные параметры просвечивания по схеме рисунка 11:
Количество установок экспозиций может быть выбрано от 4 до 6 в зависимости от соотношения диаметра трубопровода и врезанного в него патрубка.
Соотношение фокусного расстояния и максимального размера фокусного пятна источника излучения вычисляют по формуле
![]() , (4)
, (4)
где b - расстояние от наиболее удаленной от кассеты с пленкой точки контролируемого участка до кассеты с пленкой, мм.
Эталоны чувствительности и имитаторы устанавливают таким образом, чтобы их изображение на снимке не накладывалось на изображение сварного шва.
9.13.11 При выборе схемы просвечивания в соответствии с рисунком 12 необходимо выдерживать следующие параметры просвечивания:
количество экспозиций - 1;
фокусное расстояния F = Dy (проходной диаметр);
соотношение F и Ф определяют из формулы (4);
рентгенопленку укладывают малыми отрезками, количество которых определяют конкретно для каждой схемы;
максимальный размер фокусного пятна источника вычисляют по формуле
![]() , (5)
, (5)
9.13.12 Основные параметры просвечивания по схеме на рисунке 13:
количество экспозиций L определяют из соотношения L = F/5;
- фокусное расстояния F = Dy (проходной диаметр);
- соотношение F и Ф определяют из формулы (4).
9.13.13 При просвечивании криволинейных сварных швов врезок по рисунку 14 источник ионизирующего излучения располагают снаружи трубы. Фокусное расстояние вычисляют по формуле (5) в зависимости от размера активной части источника ионизирующего излучения по ГОСТ 7512. Минимальное количество экспозиций определяют из соотношения L = Ф/5.
9.14 Проведение радиографического контроля.
9.14.1 После устранения всякого рода дефектов сварного шва, выявленных при помощи визуального контроля, производят разметку сварного соединения. Сварной шов размечают на отдельные участки, задают начало и направление нумерации для определенной последовательности каждого снимка, с целью привязки изображения сварного шва к его местоположению по периметру стыка.
9.14.2 Разметку сварного соединения выполняют несмывающейся быстросохнущей краской или маркером по металлу, обеспечивающими сохранение маркировки до сдачи трубопровода под изоляцию. Если при контроле используют мерительный пояс со свинцовыми цифрами, то достаточно одной метки начала укладки и направления укладки пленки (рулонной) или кассет с пленкой.
9.14.3 Для привязки снимков к сварному соединению системой свинцовых маркировочных знаков, установленных на стыке (на участке сварного стыка), обозначают:
- направление укладки кассет;
- номер пленки;
- шифр (характеристика) объекта;
- номер стыка;
- шифр (клеймо сварщика или бригады);
- шифр (клеймо дефектоскописта);
- дату проведения контроля.
Допускается маркировка радиографических снимков после проявления простым карандашом или маркером по следующим позициям:
- номер пленки;
- шифр (клеймо) сварщика (или бригады);
- шифр (клеймо) дефектоскописта.
9.14.4 На контролируемых участках также должны быть установлены эталоны чувствительности так, чтобы на каждом снимке было полное изображение эталона. При панорамном просвечивании кольцевых сварных соединений допускается устанавливать эталоны чувствительности по одному на каждую четверть окружности сварного соединения.
9.14.5 Для измерении высоты дефекта по его потемнению на радиографическом снимке методом визуального или инструментального сравнения с эталонными канавками или отверстиями используют канавочные эталоны чувствительности или имитаторы.
9.14.6 Форма имитаторов может быть произвольной, глубину и ширину (диаметр) канавок и отверстий следует выбирать по таблице 18 (количество канавок и отверстий не ограничивается).
Таблица 18 - Требования к техническим характеристикам имитаторов
|
Толщина имитатора h, мм |
Глубина канавок и отверстий h„ мм |
Предельные отклонения глубины, мм |
Ширина канавок b (диаметр отверстий d), мм |
|
h ≤ 2 |
0,1 ≤ hi ≤ 0,5 |
± 0,05 |
1,0 ± 0,1 |
|
2 ≤ h ≤ 4 |
0,5 ≤ hi ≤ 2,7 |
± 0,10 |
2,0 ± 0,1 |
9.14.7 Имитаторы должны иметь паспорта или сертификаты (на партию) со штампом предприятия-изготовителя, в которых обязательно указывается материал, из которого они изготовлены, их толщина, глубина всех канавок (отверстий) и их ширина (диаметр отверстий). С целью более точного распознавания дефектов (типа шлаковых включений) допускается заполнение отверстий имитаторов жидким стеклом.
9.14.8 Проволочные эталоны чувствительности следует устанавливать непосредственно на сварной шов с направлением проволок поперек шва. Канавочные эталоны чувствительности и имитаторы устанавливают с направлением канавок поперек сварного шва на расстоянии от него не менее 5 мм.
9.14.9 При просвечивании газопроводов с расшифровкой только прилегающих к пленке (к кассетам) участков сварного соединения эталоны чувствительности помещают между контролируемым участком трубы и пленкой (кассетой с пленкой).
9.14.10 При просвечивании разнотолщинного сварного соединения канавочные и пластинчатые эталоны чувствительности устанавливают на участок трубы с большей толщиной стенки, а проволочные эталоны устанавливают на шов. Чувствительность контроля выбирают по наиболее толстой детали, а максимальный допустимый размер дефекта выбирают - по меньшей толщине.
9.14.11 При контроле разнотолщинных сварных соединений в соответствии с ГОСТ 7512 суммарная разностенность толщин, просвечиваемых за одну экспозицию, не должна превышать для снимков оптической плотностью от 1,5 до 3,0 е.о.п. следующих величин:
- 5,5 мм при напряжении на рентгеновской трубке 200 кВ;
- 7,0 мм при напряжении на рентгеновской трубке 260 кВ;
- 14,0 мм при напряжении на рентгеновской трубке 300 кВ;
- 15,0 мм при напряжении на рентгеновской трубке 400 кВ;
- 16,0 мм при напряжении на рентгеновской трубке 600 кВ;
- 10,0 мм при использовании изотопа селена - 75;
-15,0 мм при использовании изотопа иридия - 192;
- 17,0 мм при использовании изотопа цезия - 137;
9.14.12 При наличии оборудования для просмотра рентгенографических снимков, имеющих потемнение 4,0 е.о.п. и более, суммарная разностенность не должна превышать:
- 7,5 мм при напряжении на рентгеновской трубке 200 кВ;
- 9,0 мм при напряжении на рентгеновской трубке 260 кВ; -17,0 мм при напряжении на рентгеновской трубке 300 кВ;
- 20,0 мм при напряжении на рентгеновской трубке 400 кВ;
- 21,0 мм при напряжении на рентгеновской трубке 600 кВ; -12,0 мм при использовании изотопа селена - 75;
- 20,0 мм при использовании изотопа иридия -192;
- 22,0 мм при использовании изотопа цезия - 137.
Примечание - При определении чувствительности контроля расчет необходимо вести по той толщине стенки трубы, на которую установлены эталоны чувствительности.
9.14.13 При определении фактора экспозиции (времени просвечивания) рекомендуется пользоваться специальными номограммами, которые позволяют сравнительно легко по исходным данным - толщине стенки трубы, диаметру трубы, схеме просвечивания, фокусному расстоянию, параметрам источника излучения – определять ориентировочное время экспозиции (точная экспозиция корректируется при пробном просвечивании).
Примечание - В настоящем документе номограммы не приводятся по следующим причинам:
- номограммы имеют справочный характер;
- основные производители рентгенопленок («Агфа-Геверт», «Кодак» и др.) вместе с поставкой пленки поставляют и качественные номограммы.
9.15 Фотообработка пленок.
9.15.1 Фотообработку рентгенопленки рекомендуется производить в соответствии с требованиями фирмы изготовителя. При фотообработке пленок предпочтение следует отдавать автоматизированным проявочным процессорам.
9.15.2 После фотообработки рентгенографический снимок не должен иметь дефектов обработки, способных затруднить расшифровку снимка.
9.16 Расшифровка снимков.
9.16.1 Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям:
- длина каждого снимка должна обеспечивать перекрытие изображения смежных участков сварного соединения на величину не менее 20 мм, а его ширина - получение изображения сварного шва и прилегающей к нему околошовной зоны шириной не менее 20 мм с каждой стороны;
- на снимках не должно быть пятен, полос, загрязнений, следов электростатических разрядов и других повреждений эмульсионного слоя, затрудняющих их расшифровку;
- на снимках должны быть видны изображения сварного шва, эталонов чувствительности и маркировочных знаков, ограничительных меток, имитаторов, и мерительных поясов;
- оптическая плотность самого светлого участка сварного шва должна быть не менее 1,5 е.о.п.;
- разность оптических плотностей изображения канавочного эталона чувствительности и основного металла в месте установки эталона должна быть не менее 0,5 е.о.п.
9.16.2 Расшифровка и оценка качества сварных соединений по снимкам, на которых отсутствуют изображения эталонов чувствительности, имитаторов (если они использовались) и маркировочных знаков, не допускается, если это специально не оговорено ПТД.
9.16.3 При расшифровке снимков размеры дефектов следует округлять в большую сторону до ближайших чисел, определяемых из ряда: 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,2; 1,5; 2,0; 2,5; 2,7; 3,0.
9.17 Оценку качества сварного соединения по результатам радиографического контроля производят в соответствии требованиями разделов 7, 8.
9.17.1 Сварные стыки, считаются годными, если в них не обнаружено дефектов или если обнаруженные дефекты не превышают значений, приведенных в разделах 7, 8.
9.17.2 Результаты контроля фиксируют в сварочном журнале и оформляют в виде заключений установленной формы.
Каждый дефект должен быть отмечен отдельно и иметь подробное описание с указанием:
- символа условного обозначения типа дефекта;
- размера дефекта или суммарной длины цепочки и скопления пор или шлака (с указанием максимального размера дефекта в группе), мм;
- количества однотипных дефектов на снимке;
- глубины дефектов, мм или % от толщины металла.
Заключения по результатам контроля следует давать отдельно по каждому участку (отрезку) снимка длиной 300 мм (для рулонных снимков) и по каждому снимку (для форматных); после анализа всех участков (отрезков) или снимков составляют заключение о качестве сварного стыка в целом.
Условная запись дефектов и документальное оформление результатов контроля должны соответствовать ГОСТ 7512 (приложения 5 и 6).
9.17.3 Заключения по результатам радиографического контроля передаются производителю сварочно-монтажных работ. Копии заключений и соответствующие им рентгеновские снимки хранятся в службе контроля качества до сдачи объекта в эксплуатацию.
Заключение оформляют по форме в соответствии с приложением Б.
Примечание - В тех случаях, когда снимки имеют одинаковую чувствительность, а на изображении сварного шва отсутствуют дефекты, снимки можно группировать и записывать в заключении одной строкой.
10 Порядок проведения ультразвукового контроля
10.1 Область применения.
10.1.1 Ультразвуковому контролю в соответствии с требованиями раздела 1 подвергают сварные соединения газопроводов, выполненные всеми видами автоматической, полуавтоматической и ручной электродуговой сварки плавлением и газокислородной сваркой.
10.1.2 Ультразвуковой контроль проводят после проведения визуального и измерительного контроля.
10.1.3 Ультразвуковой контроль сварных соединений выполняют в соответствии с требованиями ГОСТ 14782, положениями настоящего раздела и разработанной технологической картой контроля.
10.1.4 Настоящий раздел регламентирует применение оборудования для ручного ультразвукового контроля, устанавливает нормы оценки качества и основные требования к проведению ультразвукового контроля сварных соединений газопроводов при строительстве, реконструкции, эксплуатации и после ремонта. Порядок устанавливает требования к автоматизированному (механизированному) контролю.
10.2 Общие положения.
10.2.1 Порядок предусматривает применение оборудования для ручного ультразвукового контроля с использованием дефектоскопов с регистрацией и документированием результатов контроля.
10.2.2 Порядок предусматривает проведение ультразвукового контроля эхо - методом совмещенными наклонными, прямыми (совмещенными или раздельно- совмещенными) ПЭП контактным способом.
10.2.3 Применение специализированных ПЭП при ультразвуковом контроле сварных соединений осуществляют по соответствующим методикам контроля, согласованным в установленном порядке.
10.2.4 Допускается применение АУЗК с автоматической фиксацией и расшифровкой результатов контроля. Аппаратура АУЗК сварных соединений должна предусматривать получение ультразвукограмм, адекватных по информативности рентгенограммам и должна, как минимум, обеспечивать:
- обнаружение и фиксацию несоответствующих нормам дефектов согласно настоящему стандарту;
- оценку формы дефекта (объемный, плоскостной, дефект промежуточной формы);
- определение и фиксацию координат или зон расположения обнаруженных дефектов;
- слежение за наличием акустического контакта между применяемым акустическим преобразователем (акустической системой) и контролируемым изделием, фиксацию участков сканирования с отсутствием акустического контакта;
- отображение на ультразвукограмме:
- формы (характера) координат или зон расположения дефектов, их условных, эквивалентных или реальных размеров, представление обнаруженных дефектов в плане сварного шва (развертка типа «С») и/или в продольном сечении сварного шва (развертка типа «D»), дополнительно в отдельных поперечных сечениях сварного шва (развертка типа «В»);
- значений основных параметров аппаратуры и контроля, реализованных при АУЗК;
- основных параметров объекта контроля;
- самоконтроль работоспособности аппаратуры.
Применение систем АУЗК сварных соединений газопроводов осуществляют по специальным методикам, согласованным в установленном порядке для каждого вида автоматизированных (механизированных) систем.
При проведении контроля автоматизированными (механизированными) системами допустимость дефектов определяют по результатам автоматизированного (механизированного) контроля по соответствующим методикам, согласованным в установленном порядке.
10.3 Средства контроля.
10.3.1 Для проведения ручного ультразвукового контроля необходимо наличие:
- импульсного ультразвукового дефектоскопа;
- контактных ПЭП и при необходимости АРД шкал (диаграмм) к ним;
- соединительных высокочастотных кабелей;
- стандартных образцов СО-2, СО-3 по ГОСТ 14782;
-СОП;
- средств измерения шероховатости и волнистости поверхности объекта контроля;
- контактной смазки и средств для ее хранения, нанесения и транспортировки;
- измерительного инструмента (для измерения параметров сварного соединения и характеристик выявленных дефектов);
- средств для разметки контролируемого соединения и отметки мест расположения выявленных дефектов;
- средств записи результатов контроля.
10.3.1.1 Для контроля сварного соединения применяют дефектоскоп и ПЭП, технические характеристики которых должны обеспечивать обнаружение дефектов, регламентируемых требованиями настоящего стандарта.
10.3.1.2 Дефектоскоп должен соответствовать национальным стандартам, иметь минимальную дискретность аттенюатора не более 1 дБ, систему (блок) ВРЧ с диапазоном регулировки не менее 40 дБ, возможность измерения координат (X, Y) дефекта, возможность запоминания и документирования параметров настроек и результатов контроля.
Применяемые при ультразвуковом контроле дефектоскопы, как средства измерения, должны иметь сертификат об утверждении типа средств измерений и свидетельство о метрологической поверке, установленных форм.
10.3.1.3 Дефектоскопы подлежат периодической поверке не реже одного раза в год соответствующими службами Ростехрегулирования.
10.3.1.4 Наклонные ПЭП должны соответствовать национальным стандартам и иметь технические характеристики согласно таблице 19 Применяемые ПЭП должны иметь паспорта с указанием технических характеристик и отметок калибровки параметров уполномоченных служб.
10.3.1.5 ПЭП применяют с плоской рабочей поверхностью, если выполняется условие
D ≥ 15a, (6)
где D - диаметр трубы, мм;
а - ширина ультразвукового преобразователя, мм.
Если это требование не выполняется, то призма преобразователя должна быть притерта к поверхности контролируемой трубы.
Таблица 19- Выбор наклонных совмещенных ПЭП.
|
Номинальная толщина стенки трубы t, мм |
Номинальная рабочая частота f, МГц |
Номинальный диаметр пъезопластины d, мм, не менее |
Угол ввода а, град. |
Стрела ПЭП к, мм, не более |
|
4,0 ≤ t < 8,0 |
5,0 |
6,0 |
70,0 ± 2,0 |
8 |
|
8,0 ≤ t < 12,0 |
5,0 |
6,0 |
65,0 ± 2,0 |
8 |
|
12,0 ≤ t < 26,0 |
2,5 |
12,0 |
65,0 ± 2,0 |
10 |
|
26 ≤ t ≤ 40,0 |
2,5 |
12,0 |
65,0 ± 2,0 |
10 |
|
2,5 |
12,0 |
50,0 ± 1,5* |
9 |
|
|
Примечания 1 Основные требования по выбору угла ввода ПЭП: а) контроль прямым лучом, как минимум, нижней половины (S части) сварного соединения при двухсторонней сварке и, как минимум, нижней j части шва при односторонней сварке; б) при контроле прямым и однократным отражением должно обеспечиваться прозвучивание всего сечения сварного соединения. 2 Если параметры валика усиления, «стрелы» ПЭП не позволяют обеспечить попадание прямым лучом в «корень» шва, то допускается применение ПЭП с большим значением угла ввода (но не более, чем на 5*) или используются специализированные преобразователи, методики которых согласованы в установленном порядке. * Допускается применение при контроле однократно отраженным лучом сварных соединений с односторонней сваркой. |
||||
10.3.1.6 Для проверки технических параметров дефектоскопов и пъезопреобразователей, а также основных параметров контроля должны быть использованы стандартные образцы СО-2 и СО-3 по ГОСТ 14782. Используемые стандартные образцы должны иметь свидетельство о поверке установленной формы.
10.3.1.7 Для настройки дефектоскопа и оценки измеряемых характеристик дефектов применяют СОП с искусственными отражателями по ГОСТ 14782. Размеры искусственных отражателей определяют в зависимости от толщины стенки труб и норм оценки качества сварных соединений газопроводов при строительстве, реконструкции и эксплуатации, приведенных в таблице 20.
Таблица 20 - Максимально допустимая эквивалентная площадь
|
Толщина стенки трубы t, мм |
Максимально допустимая эквивалентная площадь Sбрак мм2 |
|||||||
|
при строительстве и реконструкции Уровень качества |
при эксплуатации для труб с гарантированным значением предела текучести основного металла, принимаемого по ГОСТ и ТУ, МПа |
|||||||
|
«А» |
«В» и «С» |
σ0,2 ≤ 350 |
350 < σ0,2 ≤ 412 |
412 < σ0,2 ≤ 510 |
||||
|
I и II кат. |
III и IV кат. |
I и II кат. |
III и IV кат. |
I и II кат. |
III и IV кат. |
|||
|
4,0 ≤ t < 6,0 |
0,70 |
1,00 |
- |
- |
- |
- |
- |
- |
|
6,0 ≤ t < 8,0 |
0,85 |
1,20 |
1,5 |
2,0 |
1,2 |
1,5 |
1,2 |
1,2 |
|
8,0 ≤ t < 12,0 |
1,05 |
1,50 |
2,0 |
2,5 |
1.5 |
2,0 |
1,5 |
1,5 |
|
12,0 ≤ t < 15,0 |
1,40 |
2,00 |
2,5 |
3,2 |
2,0 |
2,5 |
2,0 |
2,0 |
|
15,0 ≤ t < 20,0 |
1J5 |
2,50 |
3,2 |
4,0 |
2,5 |
3,2 |
2,5 |
2,5 |
|
20,0 ≤ t < 26,0 |
2,50 |
3,50 |
4,5 |
5,6 |
3,5 |
4,5 |
3,5 |
3,5 |
|
26,0 ≤ t ≤ 40,0 |
3,50 |
5,00 |
- |
- |
- |
- |
- |
- |
|
Примечание - Минимально фиксируемая эквивалентная площадь Sk = Sбрак/2. |
||||||||
СОП должны быть изготовлены из труб того же типоразмера, что и
трубы, сварные соединения которых подлежат контролю. Допускается отклонение диаметра СОП не более ± 5 % от номинального диаметра контролируемой трубы. Для кольцевых швов труб D ≥
СОП должны быть откалиброваны и аттестованы в установленном порядке.
10.3.1.8 В качестве контактной смазки в зависимости от температуры окружающего воздуха применяют специальные контактные смазки, в том числе специализированные пасты отечественного и зарубежного производства, обеспечивающие стабильный акустический контакт в рабочем диапазоне температур окружающего воздуха при заданном уровне чувствительности контроля.
Допускается также применение следующих видов контактной смазки:
- при температурах выше + 30ºС - солидол, технический вазелин;
- при температурах от минус 30ºС до плюс 30ºС - моторные или другие технические масла;
- при температурах ниже минус 30ºС - моторные или другие технические масла, разбавленные до необходимой консистенции дизельным топливом.
10.3.1.9 В качестве измерительного инструмента применяют масштабные линейки, штангенциркули и другие инструменты, обеспечивающие измерение линейных размеров с точностью не ниже
10.4 Технологические карты контроля.
Контроль проводят по технологическим картам контроля (технологическим процессам).
Карта контроля должна соответствовать требованиям настоящего регламента, иметь номер и детально отражать процедуру контроля конкретного сварного соединения.
Карта контроля должна содержать информацию о конструкции объекта контроля (включая допущенные отклонения в технологии сборки и сварки), схеме прозвучивания, ширине зоны зачистки, конкретных параметрах контроля, аппаратуре и преобразователях, способах настройки чувствительности и параметрах отражателей в СОП, правилах и нормах оценки результатов контроля.
Карты контроля разрабатывают специалисты не ниже 2-го уровня. Каждая карта контроля должна быть подписана ее разработчиком и руководителем службы контроля.
При отсутствии полных данных о конструкции сварного соединения в условиях эксплуатационного контроля карту контроля составляют с учетом определения фактической геометрии сварного соединения.
10.5 Подготовка сварного соединения к контролю.
10.5.1 К сварному соединению должен быть обеспечен доступ для беспрепятственного сканирования околошовной зоны.
10.5.2 Околошовную зону стыкового сварного соединения по обе стороны от шва и по всей его длине очищают от пыли, грязи, окалины, застывших брызг металла, забоин и других неровностей.
Чистота обработки поверхности околошовной зоны газопровода должна быть не хуже Rz 40, волнистость не должна превышать величину 0,015.
10.5.3 Ширина подготовленной под контроль зоны (см. рисунок 16а) Хmax, мм, должна быть не менее
Хmax ≥ 2·t·tg(α) + A + B, (7)
где t - толщина стенки, мм;
А - ширина зоны термического влияния, подлежащей контролю согласно 11.7.1, мм;
В - длина контактной поверхности ПЭП, мм;
α - угол ввода ПЭП, град.
Для труб в заводской изоляции допускается производить зачистку в пределах зоны, ограничиваемой кромкой трубы и краем слоя изоляции, если ширина этой зоны обеспечивает перемещение ПЭП в заданных пределах.
10.5.4 Проводят разметку контролируемого соединения. Разметка должна включать разбивку на участки и их маркировку. Начало и направление отсчета участков должно быть замаркировано на изделии и отмечено в карте контроля. Должно быть обеспечено воспроизведение разметки. При эксплуатационном контроле разметка должна быть связана с направлением движения продукта по газопроводу или с постоянными опорами оборудования. Кольцевые сварные соединения газопроводов рекомендуется разбивать на участки по аналогии с часовым циферблатом и привязывать к направлению движения продукта.
Разметка должна соответствовать разметке радиографического контроля, если его проведение регламентировано.
10.6 Настройка.
10.6.1 Настройка аппаратуры предусматривает:
- настройку длительности развертки;
- настройку глубиномера и строба;
- настройку чувствительности;
- настройку ВРЧ (для выравнивания чувствительности по глубине), если не применяются АРД- диаграммы (шкалы);
- настройку системы АСД;
- фиксацию, документирование параметров настроек и соответствующих эхограмм.
Настройку длительности развертки, глубиномера, ВРЧ и АСД осуществляют в соответствии с руководством по эксплуатации дефектоскопа.
10.6.2 Настройку аппаратуры проводят при той же температуре окружающей среды, при которой будет проводиться контроль.
10.6.3 Настройку чувствительности проводят согласно нормативным требованиям таблицы 20.
Примечание - При настройке устанавливают следующие уровни чувствительности:
- браковочный (нормативный, максимально допустимая эквивалентная площадь - Sбрак), на котором проводят оценку допустимости обнаруженного дефекта по эквивалентной площади (амплитуде). Браковочный уровень определяют по таблице 20.
- уровень фиксации (контрольный), на котором проводится фиксация дефектов, подлежащих регистрации и дальнейшей оценке по протяженности и суммарной протяженности на единицу длины. Уровень фиксации (минимально фиксируемая эквивалентная площадь - Sk) на 6 дБ ниже браковочного (чувствительность на 6 дБ выше).
- опорный уровень, устанавливаемый по сигналу от выбранного отражателя в СО или СОП, с дальнейшим введением соответствующих поправок.
10.6.4 Настройку чувствительности осуществляют по отражателям типа плоскодонного отверстия или по угловому отражателю типа «зарубки», выполненным в СОП согласно требований ГОСТ 14782.
10.6.5 Допускается настраивать чувствительность по отражателям типа цилиндрического бокового или вертикального отверстия, «риски» по ГОСТ Р 52079, EN 1712 [7] и EN 1714 [8], двухгранного угола (в СОП контролируемой толщины) - при условии воспроизведения нормативного уровня чувствительности контроля с погрешностью не более 1 дБ. Разница между сигналом от используемого отражателя и нормативным уровнем чувствительности должна быть указана для конкретных ПЭП и контролируемого материала в нормативной документации, согласованной в установленном порядке.
10.6.6 Для толщин t >
При контроле кольцевых сварных соединений трубных элементов (D <
АРД - шкалы должны воспроизводить нормативный уровень чувствительности с погрешностью не более 1 дБ. АРД - шкалы должны быть аттестованы организацией - изготовителем.
10.6.7 Допускается проводить настройку чувствительности дефектоскопа по отражателям типа «зарубки», как показано на рисунке 15, с использованием параметров таблицы 21 (эхосигнал от «зарубки» принимают за опорный уровень - Aq, дБ) с введением поправок чувствительности А, дБ, с учетом уровня качества соединения (при строительстве и реконструкции) и гарантированного значения предела текучести основного металла а0 2, принимаемого по стандарту или ТУ на трубу и категории сварного соединения (при эксплуатации) - см. таблицу 21.
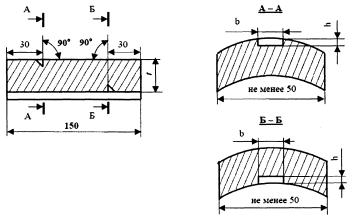
Рисунок 15 - Стандартный образец предприятия с угловым отражателем для настройки ультразвукового дефектоскопа.
Таблица 21 - Поправка чувствительности Л, дБ
|
Толщина стенки трубы t, мм |
Поправка чувствительности ∆, дБ, при достижении максимально допустимой амплитуды Aбрак = A0 + ∆ |
Параметры «зарубки» (ширина: высота) по которым устанавливается опорный уровень А0, мм |
||||||||
|
при строительстве и реконструкции для уровень качества |
при эксплуатации для труб с гарантированным значением предела текучести основного металла, принимаемого по ГОСТ и ТУ, МПа |
|||||||||
|
«А» |
«В» и «С» |
σ0,2 ≤ 350 |
350 < σ0,2 ≤ 412 |
412 < σ0,2 ≤ 510 |
||||||
|
I и II кат. |
III иIV кат. |
I и II кат |
III и IV кат. |
I и II кат |
III и IV кат. |
|||||
|
4.0 ≤ t < 6,0 |
+3 |
0 |
- |
- |
- |
- |
- |
- |
1,4 ± 0,05 |
1,0 ± 0,05 |
|
6,0 ≤ t < 8,0 |
+3 |
0 |
-2 |
-4 |
0 |
-2 |
0 |
0 |
1,4 ± 0,05 |
1,2 ± 0,05 |
|
8,0 ≤ t < 12,0 |
+3 |
0 |
-2 |
-4 |
0 |
-2 |
0 |
0 |
2,0 ± 0,05 |
1,5 ± 0,05 |
|
12,0 ≤ t <15,0 |
+3 |
0 |
-2 |
-4 |
0 |
-2 |
0 |
0 |
2,0 ± 0,05 |
2,0 + 0,05 |
|
15,0 ≤ t <20,0 |
+3 |
0 |
-2 |
-4 |
0 |
-2 |
0 |
0 |
2,5 ± 0,05 |
2,0 ±0,05 |
|
20,0 ≤ t < 26,0 |
+3 |
0 |
-2 |
-4 |
0 |
-2 |
0 |
0 |
3,5 ± 0,05 |
2,0 ±0,05 |
|
26,0 ≤ t < 40,0 |
0* |
-3* |
- |
- |
- |
- |
- |
- |
3,5±0,05* |
2,0 ± 0,05* |
|
+8** |
+5** |
- |
- |
- |
- |
- |
- |
3,5±0,05** |
2,0±0,05** |
|
|
Примечания 1 Размеры отражающих граней «зарубок» указаны из расчета применения ПЭП с углами ввода согласно таблице 19, в соответствии с ГОСТ 14782. В случае применения других углов ввода используют пересчетные формулы и графики по ГОСТ 14782. 2 Знак «+»означает увеличение чувствительности на величину ∆ относительно А0 Знак «- « означает уменьшение чувствительности на величину ∆ относительно А0 * Поправки ∆ при использовании ПЭП с углом ввода 65º ** Поправки ∆ при использовании ПЭП с углом ввода 50º |
||||||||||
10.6.8 При отличии состояния поверхностей СОП и зоны сканирования контролируемого сварного соединения необходимо введение поправок чувствительности, определяемых с помощью специализированных средств измерения шероховатости и волнистости или методических приемов, указанных в соответствующих методиках контроля сварных соединений.
10.6.9 Проверка настроек контроля (чувствительности и других параметров) выполняется не реже, чем через каждые 4 ч и по завершению контроля. Проверка настроек также выполняется, если изменилась температура (более чем на 10ºС) окружающей среды или объекта контроля или есть подозрение в изменении настроек.
10.6.10 Если в процессе проверки параметров настроек обнаружены отклонения, необходимо провести их коррекцию, в соответствии с таблицей 22.
Таблица 22 - Коррекция чувствительности
|
Отклонение чувствительности < 3 дБ |
Настройка должна быть скорректирована до возобновления контроля |
|
Уменьшение чувствительности > 3 дБ |
Настройка должна быть скорректирована и весь контроль, выполненный на оборудовании за предыдущий период, должен быть повторен |
|
Увеличение чувствительности 3 дБ |
Настройка должна быть скорректирована, и все зоны с зарегистрированными дефектами должны быть снова проконтролированы |
10.7 Проведение контроля.
10.7.1 При ультразвуковом контроле сварных швов наклонными ПЭП контролируется зона, включающая сварной шов и основной металл (зона термического влияния) минимальной шириной 0,5 t, но не менее
10.7.2 Перед проведением ультразвукового контроля сварных швов необходимо проведение контроля околошовной зоны шириной Хп мм, вычисляемого по формуле (8) прямым или PC-прямым ПЭП - для обнаружения возможных дефектов типа расслоений и неметаллических включений (ультразвуковой контроль проводят по ГОСТ Р 52079 для концевых участков труб).
10.7.3 Контроль с целью выявления поперечных дефектов в сварном соединении и околошовной зоне проводят по методикам, согласованным в установленном порядке, в случаях, если имеются соответствующие требования НД.
10.7.4 Поиск дефектов.
10.7.4.1 Сканирование стыкового соединения газопровода проводят с двух сторон от шва с контролем прямым и однократно отраженными лучами, обеспечивающими контроль всего сечения сварного соединения. Схемы контроля тавровых (угловых), нахлесточных и прочих сварных соединений выбирают согласно ГОСТ 14782 или EN 1714 [8].
10.7.4.2 Сканирование выполняют путем поперечно-продольного перемещения преобразователя (см. рисунок 16б). В процессе перемещения осуществляют поворот преобразователя на ±10-15º относительно линии поперечного перемещения.
Зона поперечного перемещения - от положения соприкосновения передней грани ПЭП с краем валика усиления до положения Хп (см. рисунок 16а), вычисляемого по формуле
Xn = 2·t·tg (α) + A. (8)
Шаг сканирования - 2...3 мм. Скорость сканирования - до 100 мм/с.
Сканирование осуществляют вдоль всего сварного соединения.
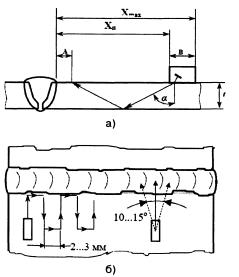
Рисунок 16 - Схема сканирования стыкового соединения
10.7.5 При появлении на рабочем участке развертки экрана дефектоскопа эхосигналов величиной, равной или превышающей уровень фиксации, следует убедиться, что источником эхосигнала является несплошность, а не посторонний («ложный») отражатель.
Источниками ложных эхосигналов могут быть неровности усиления шва, провисы, конструктивные элементы, смещение кромок, разнотолщинность, конструктивный зазор, реверберационные шумы самого ПЭП и другие помехи.
10.7.6 При обнаружении дефекта с эквивалентной площадью Sдеф. Sк, определяют следующие его характеристики:
- координату (местоположение) на трубе L, мм;
- глубину залегания дефекта Y, мм;
- расстояние от точки выхода ПЭП до проекции дефекта на наружную поверхность трубы X, мм;
- максимальную амплитуду эхосигнала от дефекта Адеф, дБ, и его максимальную эквивалентную площадь Sдеф, мм2;
- условную протяженность вдоль продольной оси сварного шва ∆L, мм;
- суммарную условную протяженность дефектов на участке шва
длиной
10.7.6.1 Координату L (местоположение дефекта на трубе) определяют как место расположения дефекта по периметру шва относительно принятого начала отсчета. Все координаты измеряют при
положении преобразователя, соответствующем максимальной амплитуде эхосигнала от дефекта.
10.7.6.2 Координаты X и Y (см. рисунок 17а) определяют по глубиномеру дефектоскопа.
Примечание - При контроле глубину залегания дефекта Y измеряют как расстояние по вертикали от наружной поверхности трубы, со стороны которой проводят контроль (см. рисунок 17а). В заключении по ультразвуковому контролю должна быть указана глубина залегания дефекта и схема его обнаружения (прямым или однократно отраженным лучом).
10.7.6.3 Оценку максимальной эквивалентной площади дефекта проводят для максимального эхосигнала независимо от направления прозвучивания, при котором он получен, путем сравнения с известной эквивалентной площадью отражателя в СОП или с помощью АРД – шкал (АРД - диаграмм).
10.7.6.4 Условную протяженность ∆L (см. рисунок 17б) измеряют на уровне фиксации как расстояние между крайними положениями ПЭП при перемещении его вдоль оси шва.
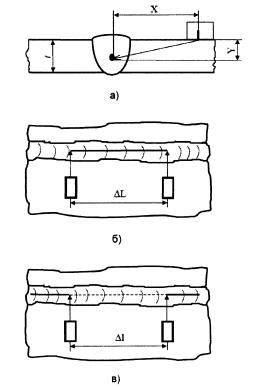
Рисунок 17 - Измерение характеристик дефектов
10.7.6.5 Если дефект обнаруживают прямым и однократно отраженным лучами, то оценку Д1 - производят по результатам контроля тем лучом, при котором получена максимальная эквивалентная площадь дефекта Sдеф.
10.7.6.6 При контроле кольцевых сварных соединений трубных элементов условную протяженность ∆L, мм, вычисляют по формуле
![]() (9)
(9)
где ∆Lизм. - измеренное значение условной протяженности, мм;
hs - глубина залегания дефекта, мм;
D - наружный диаметр трубы, мм.
10.7.6.7 Суммарную условную протяженность дефектов ∑Д определяют как сумму условных протяженностей дефектов ∆L обнаруженных на участке шва длиной
10.7.6.8 Условное расстояние между двумя отдельными дефектами ∆l (см. рисунок 17в) определяют как расстояние между двумя ближайшими положениями ПЭП на уровне фиксации дефектов.
10.7.6.9 Два соседних дефекта считают как один объединенный дефект (согласно требований 8.11.3), если условное расстояние между дефектами ∆l не превышает условной протяженности ∆L наименьшего из них.
10.7.6.10 Признаком наличия дефекта типа «скопления» считают одновременное появление трех и более эхосигналов от различных дефектов, идущих с разных глубин при одном из положений ПЭП, перемещаемого вдоль или поперек шва, или появление признаков эхосигналов по EN 1713 (форма 4) [9].
10.7.6.11 Признаком наличия дефекта типа «цепочки» считают появление трех и более эхосигналов от различных дефектов, расположенных в линию и преимущественно идущих с одной глубины при перемещении ПЭП вдоль шва.
10.7.6.12 С целью получения дополнительной информации о форме дефекта используют:
- измеряемые характеристики по ГОСТ 14782 (пункт 5.1.7);
- измеряемые характеристики по EN 1713 [9];
- идентификационные признаки и методики их измерения, применение которых согласовано в установленном порядке;
- методы и приборы визуализации дефектов.
10.8 Оценка качества сварного соединения по результатам ультразвукового контроля.
10.8.1 В качестве браковочных параметров используют эквивалентную площадь Sдеф, условную протяженность ∆L суммарную протяженность фиксируемых дефектов ∑Д на единицу длины шва.
10.8.2 Дефект, эквивалентная площадь которого превышает максимально допустимую эквивалентную площадь Sдеф. > Sбрак, считают недопустимым (не соответствующим нормам) по результатам ручного ультразвукового контроля.
10.8.3 Дефект, условная протяженность ∆L которого превышает максимально допустимое значение, указанное в таблице 23, считают недопустимым (не соответствующим нормам) по результатам ручного ультразвукового контроля.
10.8.4 Дефекты, суммарная протяженность которых ∑Д превышает значение, которое указано в таблице 23, считают недопустимыми (не соответствующими нормам) по результатам ручного ультразвукового контроля.
Таблица 23 - Максимально допустимые условная протяженность и суммарная протяженность фиксируемых дефектов
|
Максимально допустимые величины, мм |
Величины ∆L и ∑Д |
||||||||
|
при строительстве и реконструкции уровень качества |
при эксплуатации для труб с гарантированным значением предела текучести основного металла, принимаемого по ГОСТу и ТУ, МПа |
||||||||
|
«А» |
«В» |
«С» |
σ0,2 ≤ 350 |
350 < σ0,2 ≤ 412 |
412 < σ0,2 ≤ 510 |
||||
|
I и II кат. |
III и IV кат. |
I и II кат. |
III и IV кат. |
I и II кат. |
III и IV кат. |
||||
|
∆L |
см. рис. 18а |
см. рис. 18б |
см. рис. 18в |
см. рис. 18г |
см. рис. 18г |
см. рис. 18в |
см. рис. 18г |
см. рис. 18б |
см. рис. 18в |
|
∑Д |
25 |
30 |
50 |
50 |
50 |
50 |
50 |
30 |
50 |
|
Примечание - ∑Д не должна быть более 1/6 периметра трубы |
|||||||||
10.8.5 В случае, если определить форму дефекта не удается, дефект считают плоскостным.
10.8.6 Если по совокупности признаков дефект идентифицирован как трещина, то такой дефект не допускается вне зависимости от его эквивалентных и условных размеров.
10.8.7 Сварные стыки по результатам ручного ультразвукового контроля считают годными, если в них не обнаружено недопустимых дефектов (не соответствующих нормам).
10.9 Оформление результатов контроля.
10.9.1 Результаты контроля фиксируют в журнале контроля и оформляют в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов (дефектограмма), соответствующие эхограммы обнаруженных дефектов и настроек по СОП.
Заключение оформляют по форме в соответствии с приложением В.
Допускается приводить сокращенную форму записи обнаруженных дефектов согласно ГОСТ 14782.
10.9.2 Заключения по результатам ультразвукового контроля передаются производителю сварочно-монтажных работ. Копии заключений и соответствующие им дефектограммы хранятся в службе контроля качества до сдачи объекта в эксплуатацию.

а) сварные соединения уровня качества «А» при строительстве и после ремонта
Примечания
1 Если Sдеф ≥ Sк, во всех случаях следует зафиксировать дефект, задокументировать эхограмму, измерить Sдеф, ∆L, X, Y, отметить местоположение на шве L
2 В блок-схеме запись «соответствует нормам» дана без учета оценки суммарного количества обнаруженных дефектов на заданной длине. Необходимо учитывать ∑Д (см. таблицу 22)
3 Признаки дефекта типа «скопления» определяются согласно 10.7.6.10.
4. Оценку формы дефекта (объемный, плоскостной) проводят в соответствии с 10.7.6.12.
5 Двухсторонний дефект - одновременно два и более фиксируемых дефектов в поперечном сечении шва.
Рисунок 18 - Алгоритм отбраковки сварных соединений

6) сварные соединения уровня качества «В» при строительстве и после ремонта; I и II категории (412 < σ02 ≤ 510) при эксплуатации.
Примечания
1 Если Sдеф ≥ Sк, во всех случаях следует зафиксировать дефект, задокументировать эхограмму, измерить Sдеф, ∆L, X, Y, отметить местоположение на шве L.
2 В блок-схеме запись «соответствует нормам» дана без учета оценки суммарного количества обнаруженных дефектов на заданной длине. Необходимо учитывать ∑Д (см. таблицу 22)
3 Признаки дефекта типа «скопления» определяются согласно 10.7.6.10, признаки дефекта типа «цепочки» согласно 10.7.6.11.
4 Оценку формы дефекта (объемный, плоскостной) проводят в соответствии с 10.7.6.12.
5 Двухсторонний дефект - одновременно два и более фиксируемых дефектов в поперечном сечении шва.
Рисунок 18 лист 2

в) сварные соединения уровня качества «С» при строительстве и после ремонта; I и II категории (350 < σ02. ≤ 412), III и IV категории (412 < σ02. ≤ 510) при эксплуатации.
Примечания
1 Если Sдеф ≥ Sк, во всех случаях следует зафиксировать дефект, задокументировать эхограмму, измерить Sдеф, ∆L, X, Y, отметить местоположение на шве L.
2 В блок-схеме запись «соответствует нормам» дана без учета оценки суммарного количества обнаруженных дефектов на заданной длине. Необходимо учитывать 1Д (см. таблицу 22)
3 Признаки дефекта типа «скопления» определяются согласно 10.7.6.10.
4 Оценку формы дефекта (объемный, плоскостной) проводят в соответствии с 10.7.6.12.
5 Двухсторонний дефект - одновременно два и более фиксируемых дефектов в поперечном сечении шва.
Рисунок 18 лист 3
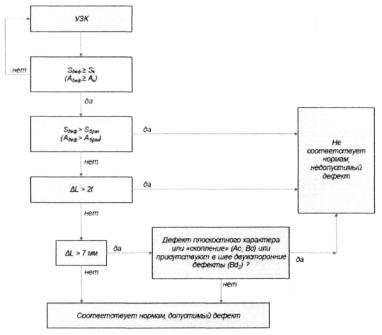
г) Сварные соединения I, II, III, IV категории (σ0,2 ≥ 350) и III и IV категории (350 < σ0,2 ≤ 412) при эксплуатации
Примечания
1 Если Sдеф ≥ Sк, во всех случаях следует зафиксировать дефект, задокументировать эхограмму, измерить Sдеф, ∆L, X, Y, отметить местоположение на шве L
2 В блок-схеме запись «соответствует нормам» дана без учета оценки суммарного количества обнаруженных дефектов на заданной длине. Необходимо учитывать 1Д (см. таблицу 22)
3 Признаки дефекта типа «скопления» определяются согласно 10.7.6.10.
4 Оценку формы дефекта (объемный, плоскостной) проводят в соответствии с 10.7.6.12.
5 Двухсторонний дефект - одновременно два и более фиксируемых дефектов в поперечном сечении шва.
Рисунок 18 лист 4
11 Порядок проведения капиллярного контроля
11.1 Требования настоящего раздела распространяются на капиллярный контроль качества (цветную дефектоскопию):
- основного металла свариваемых изделий (трубы, фитинги, привариваемые части запорно-распределительной арматуры и т.д.);
- сварных соединений и ремонта сваркой.
11.2. Капиллярный метод контроля выполняют для выявления дефектов, выходящих на поверхность: подрезов, непроваров, трещин, пор, раковин, и других несплошностей.
11.3 Капиллярный контроль качества сварных соединений газопроводов обеспечивает выявление дефектов (чувствительности
контроля) с шириной раскрытия от 100 до 500 мкм (от 0,1 до
11.4 Капиллярный контроль проводят при температуре окружающего воздуха от минус 40ºС до +40ºС и относительной влажности воздуха не более 90 %. Температура контролируемой поверхности не должна превышать +40ºС.
11.5 Контроль капиллярными методами проводят после проведения визуального и измерительного контроля по требованию ПТД в соответствии с технологической картой контроля, утвержденной руководством организации.
11.6 Требования к контролируемой поверхности.
11.6.1 Контроль сварного шва следует проводить последовательно, по участкам в зависимости от диаметра изделия длиной не более:
-
-
11.6.2 Площадь контролируемого участка не должна превышать 0,6-
11.6.3 Шероховатость контролируемой поверхности должна быть не более Ra 3,2 (Rz 20). Допускается шероховатость поверхности Ra 6,3 (Rz 40) при условии отсутствия при контроле окрашенного фона.
11.6.4 На контролируемой поверхности не должно быть следов масел, пыли и других загрязнений.
11.7 Зоны контроля устанавливаются от плоскости притупления кромки разделки свариваемых деталей, включая металл сварного шва и основной металл, в обе стороны от шва и составляют:
11.7.1 Для равнотолщинных элементов:
- не менее
- не менее толщины стенки при номинальной толщине свариваемых
изделий более
11.7.2 Для разнотолщинных изделий ширину контролируемых участков основного металла определяют отдельно для каждого из изделий в зависимости от их номинальной толщины.
11.8 Требования к средствам контроля.
11.8.1 Дефектоскопические материалы используются в виде наборов, включающих:
- индикаторный пенетрант;
- очиститель объекта контроля от пенетранта; проявитель индикаторного следа дефекта.
11.8.2 Для контроля свариваемых изделий и сварных швов рекомендуется применять готовые дефектоскопические наборы в аэрозольных упаковках согласно инструкциям по применению.
11.8.3 Совместимость материалов в наборах обязательна. Составы набора не должны вызывать коррозию и требуют удаления после контроля.
11.8.4 Дефектоскопические материалы перед употреблением должны пройти входной контроль на соответствие заявленным в ТУ характеристикам.
11.8.5 Проверку пригодности дефектоскопических материалов проводят на контрольных образцах, соответствующих требованиям 12.8.
11.8.6 Дефектоскопические наборы и материалы хранят в соответствии с требованиями ТУ. Аэрозольные упаковки хранят в вертикальном положении и в соответствии с указаниями в документации по их использованию.
11.8.7 Для осмотра объектов контроля и поиска индикаторного рисунка несплошностей рекомендуется применять лупы 2-7-кратного увеличения. Для изучения индикаторного следа несплошности, его формы и размеров можно использовать лупы или оптические приборы с 20-кратным и более увеличением.
11.8.8 Для подогрева воздуха применяют промышленный фен и другие устройства.
11.8.9 Для определения шероховатости контролируемой поверхности можно использовать комплект эталонов шероховатости по ГОСТ 2789.
11.9 Контрольные образцы должны соответствовать ГОСТ 18442.
11.9.1 Контрольные образцы применяют для проверки чувствительности дефектоскопических материалов при входном контроле и перед их использованием.
11.9.2 Контрольные образцы должны быть аттестованы и проходить периодическую калибровку.
11.9.3 Контрольные образцы должны иметь дефекты типа трещин с раскрытиями, соответствующими требуемой чувствительности.
11.9.4 Для проверки чувствительности используют два контрольных образца: рабочий для проверки материалов и арбитражный, который применяют для контрольной проверки материалов в случае неудовлетворительных результатов, полученных на рабочем образце.
11.9.5 Каждый контрольный образец должен иметь паспорт с фотографией картины дефектов и указанием набора дефектоскопических материалов, с помощью которых производился контроль. Периодичность поверки контрольных образцов указывается в паспорте.
11.9.6 Очистку контрольных образцов после их использования проводят в соответствии с прилагаемой к образцам инструкцией.
Возможна их очистка путем 5-6-часовой выдержки в ацетоне, или промывки в ацетоне в течение часа в ультразвуковой ванне в режиме кавитации, с последующей 15-минутной сушкой с подогревом до температуры от 100ºС до 120ºС.
11.10 Капиллярный контроль проводят в соответствии с технологической картой контроля.
11.11 Перед проведением капиллярного контроля необходимо:
- проверить дефектоскопические материалы на их пригодность;
- подготовить рабочее место для проведения контроля;
- подготовить поверхности контролируемого объекта к контролю.
11.11.1 Проверку дефектоскопических материалов на их пригодность проводят в соответствии с 11.7.4, 11.7.5.
11.11.2 Подготовка рабочего места для проведения контроля заключается в обеспечение доступа к контролируемому объекту, включая установку подмостков, установку переносных осветительных приборов и устройств подогрева воздуха, монтаж укрытий (при необходимости) и в обязанности дефектоскописта не входит.
11.11.3 Подготовка поверхности контролируемого объекта осуществляется путем выполнения последовательно следующих операций.
11.11.3.1 Зачистку поверхности контролируемого объекта от следов коррозии, загрязнений и др. следует производить путем механической обработки, обеспечивающей шероховатость (чистоту) контролируемой поверхности согласно 11.5.3 и в обязанности дефектоскописта не входит.
11.11.3.2 Обезжиривание органическими растворителями (например, спиртом) с целью удаления следов масел, смазок и других загрязнений, с последующей протиркой чистой сухой безворсовой х/б тканью.
При контроле в условиях низких температур - от минус 40ºС до плюс 8ºС - контролируемую поверхность следует обезжирить бензином, затем осушить спиртом.
При появлении отпотевания поверхность необходимо осушить чистой ветошью или теплым воздухом.
11.11.4 Промежуток времени между окончанием подготовки поверхности к контролю и нанесением индикаторного пенетранта не должен превышать 30 мин. В течение этого времени должна быть исключена возможность конденсации атмосферной влаги на контролируемой поверхности, а также попадания на нее различных загрязнений.
11.11.5 Проведение последующих операций контроля обезжиренных объектов допускается только в х/б или резиновых перчатках с использованием респиратора. Не допускается на всех стадиях контроля использование замасленных или загрязненных перчаток.
11.12 Проведение контроля включает следующие операции.
11.12.1 Нанесение индикаторного пенетранта на контролируемую поверхность при помощи аэрозольного баллона.
Время контакта пенетранта с поверхностью объекта не менее 5 минут и зависит от характеристик используемого пенетранта. Не допускается высыхание индикаторного пенетранта на поверхности.
При контроле по участкам, их длина и площадь устанавливается так, чтобы не допускалось высыхание индикаторного пенетранта до повторного его нанесения на поверхность.
11.12.2 Удаление пенетранта.
11.12.2.1 Индикаторный пенетрант с контролируемой поверхности следует удалять сухой, чистой салфеткой из безворсовой ткани, а затем - чистой салфеткой, смоченной в очистителе (в условиях низких температур - в техническом этиловом спирте) до полного удаления окрашенного фона, или любым другим способом по ГОСТ 18442.
11.12.2.2 Интенсивность удаления пенетранта и время контакта очистителя с поверхностью должны быть минимальными, чтобы исключить вымывание пенетранта из несплошностей.
11.12.2.3 Общее время удаления пенетранта с поверхности и до нанесения проявителя не должно превышать 5-10 мин (если в инструкции по применению аэрозольного набора не указано другое время).
11.12.2.4 Полноту удаления индикаторного пенетранта определяют визуально до полного отсутствия окрашенного фона, т.е. при протирке поверхности белой чистой ветошью, на ней отсутствуют окрашенные следы пенетранта.
11.12.3 Нанесение и сушка проявителя.
11.12.3.1 Жидкий проявитель наносят тонким равномерным слоем с помощью аэрозольного баллона сразу после очистки контролируемой поверхности от пенетранта.
По одному и тому же месту контролируемого участка струя или кисть с проявителем должны проходить только один раз, обеспечивая одинаковую толщину наносимого слоя. Подтеки и наплывы проявителя не допустимы.
11.12.3.2 Сушку проявителя следует проводить за счет естественного испарения или обдувом подогретым воздухом с температурой (60 ±10)ºС.
11.12.3.3 При контроле в условиях низких температур для сушки дополнительно могут быть применены отражательные электронагревательные приборы.
11.12.4 Осмотр контролируемой поверхности.
11.12.4.1 Осмотр контролируемой поверхности должен проводиться по мере высыхания проявителя и периодически, через 5, 10, 20 мин. При осмотре допускается использовать лупу и вспомогательные устройства.
11.12.4.2 Обнаружение дефекта проводится по яркому цветному индикаторному следу, образующемуся на белом фоне проявителя. Контроль проводят визуально при естественном или искусственном освещении. Освещенность должна соответствовать требованиям ГОСТ 18442.
11.13 По результатам осмотра производят идентификацию выявленных дефектов контролируемого объекта.
11.13.1 Индикаторные следы при наличии дефектов на контролируемой поверхности подразделяются на две группы:
11.13.1.1 Протяженные - с отношением максимальной длины следа к его максимальной ширине более 3 (трещины, подрезы, резкие западания металла шва, близко расположенные поры и др.);
11.13.3.2 Округлые - с отношением максимальной длины следа к его максимальной ширине более 3 (поры, шлаковые включения и др.)
11.13.2 Идентификация дефектов при капиллярном контроле может проводиться как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов.
Примечания
1 При капиллярном контроле существует вероятность возникновения ложных индикаторных следов, которые могут быть ошибочно идентифицированы как фактические дефекты. Причинами их возникновения могут служить, например:
- незначительные повреждения поверхности объекта - дефекты с размерами менее нормируемых (риски, заусенцы, особенно смятые), скопления (цепочки) забоин, следы коррозии;
- изменения микрорельефа и формы контролируемой поверхности, обусловленные особенностями их конструкции или технологией изготовления, наплывы в сварных швах, уступы при величине западаний между смежными валиками более
- загрязнения поверхности - следы покрытий, окрашенные волокна ворсистой ветоши; следы высохшей проникающей жидкости при плохой промывке поверхности от пенетранта; следы от соприкосновения с обезжиренной поверхностью пальцев рук или загрязненных перчаток.
2 При выявлении мест с ложными следами, индикаторный след удаляется и проводится визуальный осмотр поверхности с применением лупы.
3 В сомнительных случаях следует провести контроль повторно.
11.14 Оценку качества сварного шва и основного металла проводят в соответствии с требованиями, установленными разделами 7, 8.
11.15 Результаты контроля должны фиксироваться в заключении. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов.
Заключение оформляют по форме в соответствии с приложением Г.
11.16 Заключения по результатам капиллярного контроля передают производителю сварочно-монтажных работ. Копии заключений хранят в службе контроля качества до сдачи объекта в эксплуатацию.
11.17 Обнаруженные в результате контроля недопустимые дефекты необходимо отметить на поверхности проконтролированного участка специальными цветными карандашами, мелом и т.п.
12 Порядок проведения магнитопорошкового контроля
12.1 Требования настоящего раздела распространяются на ручной магнитопорошковый контроль качества:
- основного металла свариваемых изделий (трубы, фитинги, привариваемые части запорно-распределительной арматуры и т.д.) на стадии входного контроля и подготовки к сварке;
- сварных соединений и ремонта сваркой.
12.2 Магнитопорошковый контроль проводят после выполнения визуального и измерительного контроля по требованию ПТД в соответствии с требованиями ГОСТ 21105 и технологической картой контроля, утвержденной руководством организации.
12.3 Магнитопорошковый метод контроля предназначен для обнаружения невидимых глазом поверхностных и подповерхностных (залегающих на глубине не более 2-
12.4 Зона контроля устанавливается от плоскости притупления кромки разделки свариваемых деталей, включает металл сварного шва и основной металл, в обе стороны от шва и составляет:
- не менее
- не менее толщины стенки при номинальной толщине свариваемых
изделий более
12.5 Условия выявления дефектов магнитопорошковым методом:
- проведение магнитопорошкового контроля возможно для материалов с относительной ферромагнитной проницаемостью более 40.
- наличие доступа к контролируемой поверхности, необходимого для подвода намагничивающих устройств, нанесения индикаторной среды (магнитной суспензии, сухого порошка) и визуального осмотра для контроля качества;
- шероховатость контролируемой поверхности должна быть не более Ra 10 (Rz 63). Для определения шероховатости контролируемой поверхности можно использовать комплект эталонов шероховатости по ГОСТ 2789;
- температура воздуха и контролируемой поверхности от плюс 5ºС до плюс 40ºС.
12.6 Магнитопорошковым методом по данному документу
выявляются дефекты с раскрытием не менее
12.7 Магнитопорошковым методом не выявляются дефекты, плоскость которых параллельна контролируемой поверхности или составляет с ней угол менее 20º, и которые не выходят на поверхность.
12.8 Чувствительность контроля характеризуется минимальными размерами выявленного дефекта типа трещины, в поле рассеяния которого может сформироваться индикаторный след магнитного порошка, различимый при визуальном осмотре.
Дефект считается выявленным, если индикаторный след валика
порошка имеет ширину не менее
12.9 Виды и схемы намагничивания.
12.9.1 Магнитопорошковый контроль основного металла и сварных соединений, в зависимости от условий и задач контроля, проводят либо СОН либо СПП.
12.9.2 При контроле СОН объект контроля предварительно намагничивают, а затем, после снятия магнитного поля, наносят магнитный индикатор (сухой порошок или суспензию).
12.9.3 Время между намагничиванием и нанесением индикатора должно составлять не более 1 ч.
12.9.4 Способ остаточной намагниченности применяют для контроля объектов с коэрцитивной силой Нс металла более 10 А/см и остаточной индукцией Вг не менее 0,5 Тл.
12.9.5 При контроле способом приложенного поля намагничивание и нанесение магнитного индикатора (суспензии) проводят одновременно.
12.9.6 СПП применяют для контроля объектов с коэрцитивной силой Нс металла не более 10 А/см и остаточной индукцией Вг менее 0,5 Тл.
12.9.7 Способ контроля выбирают в соответствии с рисунком 19, в случае, когда характеристики контролируемой стали соответствуют области ниже кривой, следует применять контроль СПП, выше кривой -следует проводить контроль СОН.
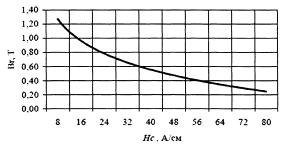
Рисунок 19 - Зависимость остаточной индукции Вг от коэрцитивной силы Нс
Примечание - Большинство малоуглеродистых и низколегированных сталей в состоянии поставки, отожженном состоянии и не подвергнутых закалке, характеризуются коэрцитивной силой менее 10 А/см и при выборе режима контроля их следует относить к классу магнитомягких материалов.
12.10 Уровень чувствительности достигает максимального значения, когда расположение плоскости дефекта по отношению к направлению намагничивающего поля составляет угол 90º. Расположение плоскости дефекта по отношению к направлению намагничивающего поля под углом менее 30º не гарантирует его выявление.
12.11 Для обеспечения заданной чувствительности необходимо создание в контролируемой зоне индукции величиной не менее 0,8 Тл для магнитомягких и не менее 0,5 Тл для магнитотвердых сталей.
12.12 Средства магнитопорошкового контроля.
12.12.1 Настоящий раздел предусматривает применение переносных универсальных и специализированных дефектоскопов, циркулярного, полюсного и комбинированного намагничивания, обеспечивающих
выявление дефектов с раскрытием не менее
12.12.2 Вспомогательными средствами контроля являются:
- электромагниты и соленоиды с источниками питания и управления;
- гибкие силовые кабели для установки на поверхности контролируемой детали, электроконтакты для циркулярного намагничивания;
- устройства для нанесения индикатора намагниченности (магнитного порошка, суспензии);
- приборы для измерения напряженности магнитного поля, величины размагниченности, концентрации магнитной суспензии;
- источники освещенности контролируемой поверхности;
- контрольные образцы с имитаторами дефектов;
- оптические средства (лупы, измерительные лупы);
- размагничивающие устройства.
12.12.3 Применяемые средства магнитопорошкового контроля должны обеспечивать:
- напряженность магнитного поля на поверхности контролируемых объектов, необходимую для обеспечения чувствительности согласно 12.8;
- достижения величины остаточной индукции при контроле способом остаточной намагниченности не менее 0,9 от её максимального значения для стали контролируемой детали или сварного шва;
- контроль при циркулярном и полюсном (продольном) виде намагниченности в двух взаимно перпендикулярных направлениях раздельно или одновременно;
12.13 Электромагниты (постоянные магниты), используемые при контроле детали (сварного шва) по участкам должны создавать величину намагниченности достаточную для обеспечения чувствительности согласно 12.8.
12.14 Для проверки дефектоскопов и дефектоскопических материалов используют контрольные образцы.
12.15 Контрольные образцы с имитаторами дефектов служат для проверки работоспособности дефектоскопа и выявляющей способности магнитного индикатора.
12.15.1 Вид контрольного образца представлен на рисунке 20.
12.15.2 Контрольные образцы должны изготавливаться из стали и по своим магнитным характеристикам близкой к стали контролируемого изделия или из магнитомягкой стали (например, Ст10, Ст20 по ГОСТ 1050).
12.15.3 Поле рассеяния искусственных дефектов должно быть эквивалентно полю рассеяния выявляемых дефектов.
12.15.4 Контрольный образец должен иметь паспорт с фотографией индикаторных следов магнитного порошка над выявленными дефектами и указанием материала образца, вида намагничивания, рода намагничивающего тока или поля и их величины, количества искусственных дефектов, длины каждого из них. Периодичность поверки контрольных образцов указывается в паспорте.
12.15.5 Допускается использовать в качестве контрольного образца иные образцы, аттестованные на заданный уровень чувствительности, прошедшие метрологическую поверку и пригодные для проверки чувствительности контроля, работоспособности дефектоскопа и качества магнитного порошка.
Принятые обозначения: 1 - плита (Ст10, 20); 2 - индикаторные следы магнитного порошка над имитаторами дефектов; 3 - место установки электромагнита или электроконтактов; 4 - металлические вставки (I имитатор поверхностного дефекта, II и III - подповерхностных на различной глубине от контролируемой поверхности), h1 и h2 - глубина имитаторов.
Рисунок 20 - Контрольный образец
12.16 Требования к дефектоскопическим материалам.
12.16.1 В качестве индикаторов несплошностей основного металла и сварных соединений контролируемого изделия используются черные и цветные магнитные порошки или суспензии на основе этих порошков.
12.16.2 Зернистости магнитных порошков (индикаторов):
- для сухого способа - не более
- для суспензии - не более
12.16.3 Черные порошки предназначены для контроля (индикации дефектов) изделий со светлой поверхностью.
Цветные порошки предпочтительно использовать для контроля изделий с блестящей или темной поверхностью.
12.16.4 Каждая партия материалов, используемых для магнитопорошковой дефектоскопии, должна быть проконтролирована на:
- наличие на каждой пачке, коробке, емкости этикеток или сертификатов с необходимыми данными и соответствие этих данных требованиям НД на эти материалы;
- целостность упаковки;
- срок годности этих материалов.
12.17 Магнитопорошковый контроль проводят в соответствии с технологической картой контроля.
12.18 Перед проведением магнитопорошкового контроля необходимо:
- проверить средства магнитопорошкового контроля на их пригодность;
- подготовить рабочее место для проведения контроля;
- подготовить поверхности контролируемого объекта к контролю.
12.18.1 Проверку дефектоскопических материалов на их пригодность проводят в соответствии с 12.16.4.
12.18.2 Подготовка рабочего места для проведения контроля заключается в обеспечение доступа к контролируемому объекту, включая установку подмостков, монтаж электросилового оборудования, установку переносных осветительных приборов и устройств подогрева воздуха, монтаж укрытий (при необходимости).
12.18.3 Ширину зоны контролируемого участка выбирают согласно 12.4.
12.18.4 Подготовку поверхности контролируемого объекта осуществляют зачисткой от следов коррозии, загрязнений и др. механической обработкой, обеспечивающей шероховатость (чистоту) контролируемой поверхности согласно 12.5. Допускается применять для подготовки поверхности изделий другие методы подготовки поверхности, обеспечивающие требуемую шероховатость (чистоту) поверхности.
12.18.5 При необходимости контролируемая поверхность просушивается с помощью промышленного фена или иным способом.
12.18.6 Непосредственно перед контролем поверхность протирают сухой безворсовой х/б тканью.
12.19 После подготовки поверхности необходимо провести разметку
поверхности контролируемого изделия (сварного шва) на участки длиной не более
12.20 Для проведения контроля необходимо:
12.20.1 Выбрать схему намагничивания, определить значения параметров намагничивания согласно 12.10.
12.20.2 Проверить работоспособность аппаратуры, качество магнитных индикаторов и чувствительность контроля с помощью контрольного образца и измерителя магнитного поля.
12.21 Проведение контроля включает следующие операции:
- включить дефектоскоп согласно инструкции;
- включить устройство для перемешивания магнитной суспензии;
- установить на контролируемую поверхность электроконтакты или ручной электромагнит;
- установить по индикатору дефектоскопа расчетную величину намагничивающего тока или поля и намагнитить контролируемый объект. При контроле СПП время намагничивания составляет не более 5 с и определяется вязкостью суспензии, при контроле СОН - 0,1-0,5 с;
- обработать контролируемую поверхность магнитной суспензией, в зависимости от способа контроля: при СПП - в процессе намагничивания, при СОН - после намагничивания.
12.22 Для выявления различно ориентированных дефектов каждый объект контроля или его участок следует намагничивать в двух взаимно перпендикулярных направлениях или применять комбинированное (разнонаправленное)намагничивание.
Комбинированное намагничивание в один прием при полюсном виде, выполняется с помощью 4-полюсного электромагнита.
12.23 Для исключения пропуска несплошностей при контроле объекта
по участкам каждый последующий участок должен перекрывать предыдущий на ширину не менее
12.24 Для предупреждения прижогов поверхности при циркулярном намагничивании необходимо:
- использовать наконечники или прокладки из легкоплавких металлов (свинца, цинка и др.);
- включать и выключать ток при надежном контакте электроконтакта и контролируемой поверхности;
- зачищать наконечники электроконтактов, не допуская их почернения.
12.25 Магнитную суспензию наносят на поверхность путем полива или аэрозольным способом.
12.26 Осмотр контролируемой поверхности.
12.26.1 Осмотр контролируемой поверхности следует проводить после стекания основной массы суспензии, когда индикаторный след порошка над выявленными дефектами устойчив и не размывается. При контроле СПП осмотр можно проводить во время обработки изделия суспензией. При осмотре допускается использование лупы и вспомогательных устройств. Освещенность должна соответствовать требованиям ГОСТ 18442 и составлять не менее
12.26.2 Обнаружение дефекта проводится по четкому индикаторному следу валика осевшего магнитного порошка над несплошностью, воспроизводимому каждый раз при повторном намагничивании и
нанесении магнитного индикатора без учета принадлежности дефекта к поверхностной или подповерхностной несплошности.
12.27 По результатам осмотра проводится идентификация выявленных дефектов.
12.27.1 Индикаторные следы при наличии дефектов на контролируемой поверхности подразделяются на две группы:
12.27.1.1 Линейные (протяженные) - с отношением максимальной длины следа к максимальной ширине более 3 (трещины, подрезы, резкие западания металла шва, близко расположенные поры и др.);
12.27.1.2 Округлые - с отношением максимальной длины к максимальной ширине менее 3 (поры, шлаковые включения и др.)
12.27.2 Нарушения сплошности, расстояния между краями которых меньше протяженности наименьшего из них, оцениваются как один дефект.
Примечания
1 При магнитопорошковом контроле существует вероятность возникновения ложных индикаторных следов, которые могут быть ошибочно идентифицированы как фактические дефекты. Причинами их возникновения могут быть, например:
- незначительные повреждения поверхности объекта - дефекты с размерами менее нормируемых (риски, заусенцы, особенно смятые), скопления (цепочки) забоин, следы коррозии;
- изменения микрорельефа и формы контролируемой поверхности, обусловленные особенностями их конструкции или технологией изготовления, наплывы в сварных швах, уступы при величине западаний между смежными валиками более
- загрязнения поверхности - следы покрытий, окрашенные волокна ворсистой ветоши; следы высохшей проникающей жидкости при плохой промывке поверхности от пенетранта, следы от соприкосновения с обезжиренной поверхностью пальцев рук или загрязненных перчаток.
2 При выявлении мест с ложными следами, следует провести контроль повторно. Если, при этом валик порошка отсутствует или меняет форму и месторасположение, то такое осаждение следует считать случайным (ложным) и при оценке качества не учитывать.
3 Перед повторным испытанием сомнительных мест, следует дополнительно очистить контролируемую поверхность и размагнитить контролируемый объект.
12.28 Оценку качества сварного шва и основного металла проводят в соответствии с требованиями, установленными разделами 6, 7.
12.29 Обнаруженные в результате контроля недопустимые дефекты необходимо отметить на поверхности проконтролированного участка специальными цветными карандашами, мелом и т.п.
12.30 Результаты контроля должны фиксироваться в заключении. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов.
Заключение оформляют по форме в соответствии с приложением Д.
12.31 Заключения по результатам магнитопорошкового контроля передают производителю сварочно-монтажных работ. Копии заключений хранят в службе контроля качества до сдачи объекта в эксплуатацию.
12.32 После окончания контроля контролируемый объект следует размагнитить.
13 Охрана труда и техника безопасности
При проведении работ неразрушающими методами контроля необходимо соблюдать требования безопасности и охраны труда в соответствии с нормативной документацией: ГОСТ 12.1.019; ГОСТ 12.2.003; ОСПОРБ-99 (СП 2.6.1.799-99) [10]; СП 2.6.1.1284-03 [11]; СП 4422-87 [12]; СанПиН 2.6.1.1281-03 [13]; НП-034-01 [14]; НРБ-99 [15]; ПТЭ[16] и ПТБ [17].
Приложение
А
(обязательное)
Заключение по результатам визуального и измерительного контроля
|
|
ЗАКЛЮЧЕНИЕ №____
от ____ 200 ________года
по контролю качества сварных соединений визуальным и измерительным методом
|
№ технологической карты по контролю |
|
№ п/п |
Номер сварного соединения по журналу сварки |
Диаметр и толщина стенки трубы, мм |
Шифр бригады или клеймо сварщика |
Средства контроля |
Описание выявленных дефектов |
Схема проконтролированного сварного соединения |
ЗАКЛЮЧЕНИЕ (годен, ремонт, вырезать) |
Примечания |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
|
Контроль провел |
Ф.И.О. |
Уровень квалификации, № удостоверения |
Подпись |
Дата |
|
Заключение выдал |
Ф.И.О. |
Уровень квалификации, № удостоверения |
Подпись |
Дата |
|
|
|
|
Печать (штамп) лаборатории |
|
Приложение
Б
(обязательное)
Заключение по результатам радиографического контроля
|
|
ЗАКЛЮЧЕНИЕ № _____
от _________ 200 ______года
по контролю качества сварных соединений радиографическим методом
Тип источника излучения
|
№ технологической карты по контролю |
РЕЗУЛЬТАТЫ КОНТРОЛЯ
|
№ п/п |
Номер сварного соединения по журналу сварки |
Диаметр и толщина стенки трубы, мм |
Шифр бригады или клеймо сварщика |
Номер
снимка коорди- |
Параметры
снимка: чувствитель- |
Описание выявленных дефектов |
ЗАКЛЮЧЕНИЕ (годен, ремонт, вырезать) |
Координаты недопустимых дефектов по периметру шва |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
|
Контроль провел |
Ф.И.О. |
Уровень квалификации, № удостоверения |
Подпись |
Дата |
|
Заключение выдал |
Ф.И.О. |
Уровень квалификации, № удостоверения |
Подпись |
Дата |
|
|
|
|
Печать (штамп) лаборатории |
|
Приложение
В
(обязательное)
Заключение по результатам ультразвукового контроля
|
|
ЗАКЛЮЧЕНИЕ № _____
от ________ 200 ______года
по контролю качества сварного соединения ультразвуковым методом
|
№ технологической карты по сварке |
Наименование способа сварки |
№ технологической карты по УЗ контролю |
|
№ стыка по журналу сварки |
Диаметр и толщина стенки трубы, мм |
Шифр бригады или клеймо сварщика |
|
Дефектоскоп |
ПЭП (тип, частота, угол ввода, пр.) |
Нормативный документ |
S6pак, мм2 |
|
СОП |
Форма и размер искусственного отражателя |
Поправки чувствительности |
|
РЕЗУЛЬТАТЫ КОНТРОЛЯ
|
№ деф. |
Эквив. Площадь Sдеф мм2 |
Глубина залегания «Y», мм |
Протя- |
Форма (характер) дефекта (объемный / плоскостной) |
Место- |
Прило- |
Примечания |
Заключение (годен, ремонт, вырезать) |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
Заключение по качеству сварного соединения: ____________.
|
Контроль провел |
Ф.И.О. |
Уровень квалификации, № удостоверения |
Подпись |
Дата |
|
Заключение выдал |
Ф.И.О. |
Уровень квалификации, № удостоверения |
Подпись, печать |
Дата |
|
|
|
|
Печать (штамп) лаборатории |
|
Приложение
Г
обязательное)
Заключение по результатам капиллярного контроля
|
|
ЗАКЛЮЧЕНИЕ № ____
от _____200 ________ года
по контролю качества сварных соединений капиллярным методом
|
№ технологической карты по контролю |
РЕЗУЛЬТАТЫ КОНТРОЛЯ
|
№ п/п |
Номер свар соединения журналу сварки |
Диаметр и толщина стенки трубы, мм |
Шифр бригады или клеймо сварщика |
Условия проведения контроля |
Средства контроля |
Описание
выявлен- |
Схема проконтро- Сварного |
ЗАКЛЮЧЕНИЕ (годен, ремонт, вырезать) |
Примечания |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
температура, освещенность и др |
|
|
|
|
|
|
Контроль провел |
Ф.И.О. |
Уровень квалификации, № удостоверения |
Подпись |
Дата |
|
Заключение выдал |
Ф.И.О. |
Уровень квалификации, № удостоверения |
Подпись |
Дата |
|
|
|
|
Печать (штамп) лаборатории |
|
Приложение
Д
(обязательное)
Заключение по результатам магнитопорошкового контроля
|
|
ЗАКЛЮЧЕНИЕ № _____
от _____ 200 _________года
по контролю качества сварных соединений магнитопорошковым методом
|
№ технологической карты по контролю |
РЕЗУЛЬТАТЫ КОНТРОЛЯ
|
№ п/п |
|
Диаметр
и толщи- |
Шифр бригады или клеймо сварщика |
Условия проведения контроля |
Средства контроля |
Режимы контроля |
Параметры контроля |
Описание выявленных дефектов (координаты по периметру шва) |
Схема |
ЗАКЛЮ- |
При- |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
8 |
10 |
11 |
|
|
|
|
|
температура, освещенность и др. |
дефектоскоп, магнитный индикатор |
способ, схема |
|
|
|
|
|
|
Контроль провел |
Ф.И.О. |
Уровень квалификации, № удостоверения |
Подпись |
Дата |
|
Заключение выдал |
Ф.И.О. |
Уровень квалификации, № удостоверения |
Подпись |
Дата |
|
|
|
|
Печать (штамп) лаборатории |
|
ПРИЛОЖЕНИЕ
Е
(рекомендуемое)
Методика расчета допустимого смещения кромок кольцевых стыковых сварных
соединений
1 Для прямолинейных участков подземных и наземных в насыпи магистральных газопроводов, находящихся в проектном положении (отсутствуют просадки и пучение грунта), допустимо следующее смягчение требований к смещению кромок кольцевых стыковых сварных соединений.
1.1 Для кольцевых стыковых сварных соединений газопроводов с подваркой корня шва, удовлетворяющих всем нормам оценки качества указанных в таблице 2 настоящего стандарта кроме смещения кромок, оценку допустимого смещения кромок А следует выполнять по формулам:
![]() (1)
(1)
 (2)
(2)
 (3)
(3)
∆3 = 0,25·S, (4)
где σпр = vp·R/S + 72 - продольное напряжение в трубопроводе, МПа,
m - коэффициент условий работы трубопровода по СНиП 2.05.06-85 (Таблица 1),
kн - коэффициент надежности по назначению трубопровода по СНиП 2.05.06-85 (Таблица 11),
σ0,2 - предел текучести основного металла трубы по ТУ или национальным стандартам,
ρ - максимальное проектное или фактическое давление газа, МПа,
R = (DH - S)/2 - радиус трубопровода, мм,
S - толщина стенки трубы, мм,
v = 0,3 - коэффициент Пуассона.
1.2 Для кольцевых стыковых сварных соединений газопроводов без подварки корня шва, удовлетворяющих всем нормам оценки качества указанных в таблице 2 настоящего стандарта кроме смещения кромок, оценку допустимого смещения кромок А следует выполнять по формулам:
∆ = min (∆1, ∆2, ∆3), (5)
 (6)
(6)
 (7)
(7)
∆3 = 0,25·S, (8)
где ![]()
α - угол скоса кромки в сварном стыке, ºС,
b - ширина сварного шва, измеренная по наружной поверхности трубы, мм.
2 Оценка работоспособности сварных соединений со смещением кромок по настоящему Приложению должна выполняться специализированными организациями дочерних обществ ОАО «Газпром», занимающимися технической диагностикой газопроводов, при этом специалисты дочерних обществ должны пройти соответствующую подготовку.
Библиография
|
[1] |
Ведомственный руководящий документ |
Правила технической эксплуатации магистральных газопроводов (утверждены Председателем
Правления ОАО «Газпром» 09 декабря |
|
[2] |
Правила безопасности |
Правила аттестации и основные требования к лабораториям неразрушающего контроля (утверждены постановлением Госгортехнадзора России от 02 июня |
|
[3] |
Правила безопасности |
Правила аттестации персонала в области неразрушающего контроля (утверждены постановлением Госгортехнадзора России от 23 января |
|
[4] |
Строительные нормы и правила |
Магистральные трубопроводы (утверждены постановлением Государственного комитета СССР по делам строительства от 18 марта |
|
[5] |
Руководящий документ |
Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах |
|
[6] |
Руководящий документ |
Инструкция по визуальному и измерительному контролю |
|
[7] |
Европейские нормы |
Неразрушающий контроль сварных соединений. Ультразвуковой контроль сварных соединений. Уровни приемки |
|
[8] |
Европейские нормы |
Неразрушающий контроль сварных соединений. Ультразвуковой контроль сварных соединений |
|
[9] |
Европейские нормы |
Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Характеристика индикаций дефектов сварных швов |
|
[10] |
Основные санитарные правила обеспечения радиационной безопасности ОСПОРБ-99 |
Основные санитарные правила обеспечения радиационной безопасности (утверждены Главным государственным санитарным врачом Российской Федерации 27 декабря |
|
[11] |
Санитарные правила |
Санитарные правила. Обеспечение радиационной безопасности при радионуклидной дефектоскопии (утверждены Главным государственным санитарным врачом Российской Федерации 10 апреля |
|
[12] |
Санитарные правила |
Санитарные правила при проведении рентгеновской дефектоскопии |
|
[13] |
Санитарные правила и нормы |
Ионизирующее излучение. Радиационная безопасность. Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ) |
|
[14] |
Правила физической защиты радиационных источников, пунктов хранения радиоактивных веществ |
|
|
[15] |
Нормы радиационной безопасности |
Нормы радиационной безопасности (утверждены Главным государственным санитарным врачом Российской Федерации 2 июля |
|
[16] |
Правила технической эксплуатации электроустановок потребителей (ПТЭ) (утверждены Минэнерго России от 13 января |
|
|
[17] |
Правила техники безопасности при эксплуатации электроустановок потребителей (ПТБ). 4-е издание от |
|
|
|