|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БАРАБАНЫ ДЕРЕВЯННЫЕ ДЛЯ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ И ПРОВОДОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 5151-79
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
СОДЕРЖАНИЕ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
БАРАБАНЫ ДЕРЕВЯННЫЕ ДЛЯ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ И ПРОВОДОВ Технические условия Wooden drums for electrical cables and wires. |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 22 февраля 1979 г. № 685 срок действия установлен
с 01.01.80
до 01.01.90
* Переиздание (август 1986 г.) с Изменением № 1, утвержденным в июне 1986 г.; Пост. № 1967 от 30.06.86 (ИУС 10-86)
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на деревянные барабаны, предназначенные для электрических кабелей и проводов, изготовляемых для нужд народного хозяйства и для экспорта.
Стандарт не распространяется на барабаны для кабелей специального назначения.
Требования пп. 2.4, 2.12, 2.19 являются обязательными.
(Измененная редакция, Изм. № 3).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Конструкция барабанов должна соответствовать указанной на чертеже.
Размеры барабанов и размеры деталей, входящих в комплект барабана в разобранном виде, должны соответствовать указанным в табл. 1.
Коды ОКП и объем пиломатериалов в чистоте указаны в обязательном приложении 2.
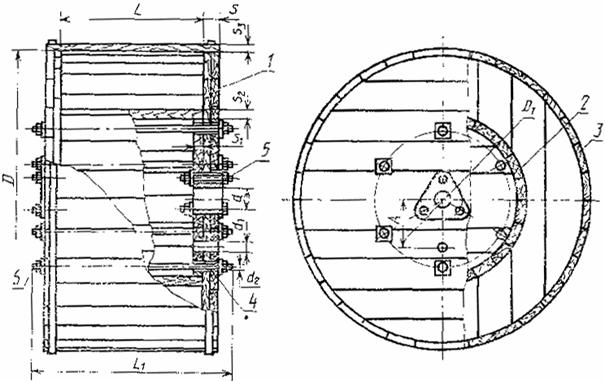
1 - щека; 2 - шейка; 3 - обшивка; 4 - круг шейки, 5 - втулка, 6 - шпилька
Таблица 1
|
Номер барабана |
Диаметр |
Диаметр шеечного круга |
Длина шейки D |
Толщина |
Диаметр отверстия |
Расстояние от оси барабана до оси поводкового отверстия А |
Длина обшивки |
||||
|
щеки D |
шейки D1 (справочный) |
щеки S |
круга шейки S1 |
шейки S2 |
осевого d |
поводкового d1 |
|||||
|
5 |
500 |
200 |
168 |
230 |
38 |
25 |
16 |
35 |
35 |
60 |
306 |
|
6 |
600 |
200 |
162 |
250 |
38 |
25 |
19 |
35 |
35 |
60 |
326 |
|
8 |
800 |
450 |
412 |
230 |
38 |
25 |
19 |
50 |
50 |
150 |
306 |
|
8а |
800 |
450 |
412 |
400 |
38 |
25 |
19 |
50 |
50 |
150 |
476 |
|
8б |
800 |
450 |
412 |
500 |
38 |
25 |
19 |
50 |
50 |
150 |
576 |
|
10 |
1000 |
545 |
501 |
500 |
50 |
25 |
22 |
50 |
50 |
150 |
600 |
|
10а |
1000 |
500 |
456 |
710 |
50 |
25 |
22 |
50 |
50 |
150 |
810 |
|
12 |
1220 |
650 |
606 |
500 |
50 |
25 |
22 |
70 |
50 |
250 |
600 |
|
12а |
1220 |
650 |
606 |
710 |
50 |
25 |
22 |
70 |
50 |
250 |
810 |
|
12б |
1220 |
600 |
556 |
600 |
50 |
25 |
22 |
70 |
50 |
250 |
700 |
|
14 |
1400 |
750 |
694 |
710 |
58 |
25 |
28 |
70 |
50 |
250 |
826 |
|
14а |
1400 |
900 |
856 |
500 |
58 |
25 |
22 |
70 |
50 |
250 |
616 |
|
14б |
1400 |
1000 |
944 |
600 |
58 |
25 |
28 |
70 |
50 |
250 |
716 |
|
14в |
1400 |
750 |
694 |
710 |
70 |
25 |
28 |
70 |
50 |
250 |
850 |
|
14г |
1400 |
750 |
694 |
900 |
58 |
25 |
28 |
70 |
50 |
250 |
1016 |
|
16 |
1600 |
1200 |
1140 |
600 |
58 |
32 |
30 |
70 |
50 |
300 |
716 |
|
16а |
1600 |
800 |
740 |
800 |
58 |
32 |
30 |
80 |
50 |
300 |
916 |
|
17 |
1700 |
900 |
844 |
750 |
70 |
32 |
28 |
80 |
50 |
300 |
890 |
|
17а |
1700 |
900 |
844 |
900 |
70 |
32 |
28 |
80 |
50 |
300 |
1040 |
|
18 |
1800 |
1120 |
1048 |
900 |
80 |
40 |
36 |
80 |
50 |
300 |
1060 |
|
18а |
1800 |
900 |
828 |
1100 900 |
80 |
40 |
36 |
80 |
50 |
300 |
1260 1060 |
|
186 |
1800 |
1120 |
1048 |
1100 |
80 |
40 |
36 |
80 |
50 |
300 |
1260 |
|
18в |
1800 |
1120 |
1048 |
1150 |
70 |
40 |
36 |
80 |
50 |
300 |
1290 |
|
20 |
2000 |
1220 |
1148 |
1000 |
90 |
50 |
36 |
80 |
50 |
300 |
1180 |
|
20а |
2000 |
1000 |
928 |
1060 |
90 |
50 |
36 |
80 |
50 |
300 |
1240 |
|
20б |
2000 |
1500 |
1428 |
1000 |
90 |
50 |
36 |
80 |
50 |
400 |
1180 |
|
22 |
2200 |
1320 |
1228 |
1000 |
118 |
50 |
46 |
100 |
50 |
400 |
1236 |
|
22а |
2200 |
1480 |
1388 |
1050 |
118 |
50 |
46 |
100 |
50 |
400 |
1286 |
|
22б |
2200 |
1680 |
1588 |
1100 |
118 |
50 |
46 |
100 |
50 |
400 |
1336 |
|
22в |
2200 |
1320 |
1228 |
1150 |
118 |
50 |
46 |
100 |
50 |
400 |
1386 |
|
25 |
2500 |
1500 |
1388 |
1300 |
130 |
60 |
56 |
120 |
50 |
400 |
1560 |
|
26 |
2650 |
1500 |
1388 |
1500 |
140 |
60 |
56 |
120 |
50 |
400 |
1780 |
|
30 |
3000 |
1800 |
1688 |
1800 |
180 |
60 |
56 |
150 |
50 |
400 |
2160 |
|
30а |
3000 |
2500 |
2408 |
1700 |
96 |
50 |
46 |
150 |
50 |
400 |
1892 |
Примечания:
1. Номер барабана обозначает диаметр щеки в дециметрах.
2. По согласованию с потребителем допускается изготовление барабанов № 5, 6 без поводковых отверстий.
3. Допускается изготовлять барабан № 22в с длиной шейки 1100 мм.
4. Допускается изготовлять барабан № 18 с толщиной щеки 70 мм
(Измененная редакция, Изм. № 1, 2).
1.2. Условное обозначение барабанов должно состоять из номера барабана или номера барабана и обозначения улитки в дополнительном слое щеки (У) или номера барабана и обозначения улитки, набранной из отдельных деталей (УД), и номера настоящего стандарта.
Пример условного обозначения 20УД ГОСТ 5151-79
1.3. Ширина применяемых досок в зависимости от диаметра щеки барабана должна соответствовать указанной в табл. 2.
мм
|
Диаметр щеки барабана |
Ширина досок |
|
|
щеки, не менее |
шейки |
|
|
500-600 |
80 |
60- 80 |
|
800-1220 |
90 |
60- 80 |
|
1400-1700 |
100 |
80-100 |
|
1800-2200 |
100 |
100-150 |
|
2500-3000 |
100 |
100-175 |
1.4. Числовые значения предельных отклонений должны соответствовать:
по диаметру щеки:
±15 мм для барабанов № 5-17а включ.;
±20 мм для барабанов № 18 и выше;
по толщине щеки:
±3 мм для барабанов № 5-206 включ.;
±5 мм для барабанов № 22 и выше;
по диаметру шеечного круга:
±7 мм для барабанов № 5-17а включ.;
±10 мм для барабанов № 18 и выше;
по длине деталей:
шейки и обшивки - h 16 - по ГОСТ 6449.1-82 (табл. 4 и 5);
шпильки - js 17 - по ГОСТ 25347-82;
по толщине деталей шейки - js 18 - по ГОСТ 6449.1-82 (табл. 4);
по диаметру осевого и поводкового отверстии - js 18 по ГОСТ 6449.1-82 (табл. 1).
Предельные отклонения расстояния от оси барабана до оси поводкового отверстия не нормируются.
1.3; 1.4. (Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Барабаны должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Для изготовления барабанов должны применяться обрезные пиломатериалы хвойных пород не ниже 3-го сорта по ГОСТ 8486-86 и ГОСТ 24454-80, для барабанов № 5-18в включительно - также мягких лиственных пород не ниже 2-го сорта по ГОСТ 2695-83, кроме березы.
Для барабанов № 5-8а включительно, изготовляемых из древесины лиственницы, толщина щек и шейки должна уменьшаться на 3 мм.
Для барабанов № 20-30а допускается изготовлять доски шейки и внутренние слои щек из пиломатериалов мягких лиственных пород.
Для барабанов № 22-22в допускается изготовлять внутренние слои щек из березы, за исключением барабанов для продукции, предназначенной для стран с тропическим климатом.
Для барабанов № 14б-18в включительно, изготовляемых из пиломатериалов мягких лиственных пород по ГОСТ 2695-83, доски щек под осевое отверстие должны изготовляться из пиломатериалов хвойных пород по ГОСТ 8486-86 и ГОСТ 24454-80.
Для изготовления барабанов для кабелей и проводов, предназначенных для стран с тропическим климатом должны применяться обрезные пиломатериалы хвойных пород не ниже 2-го сорта по ГОСТ 24454-80 и ГОСТ 8486-86.
Для обшивки барабанов с изделием должны применяться необрезные пиломатериалы хвойных пород по ГОСТ 24454-80 и ГОСТ 8486-86, а также мягких лиственных пород и березы по ГОСТ 2695-83, обапол по ГОСТ 5780-77.
Для обшивки барабанов с изделием, предназначенных для экспорта (за исключением стран с тропическим климатом), должны применяться обрезные пиломатериалы хвойных пород не ниже 3-го сорта по ГОСТ 24454-80 и ГОСТ 8486-86 и лиственных пород не ниже 2-го сорта по ГОСТ 2695-83.
Для обшивки барабанов с изделием, предназначенных для стран с тропическим климатом, должны применяться обрезные пиломатериалы хвойных пород не ниже 3-го сорта по ГОСТ 24454-80 и ГОСТ 8486-86.
(Измененная редакция, Изм. № 1, 2).
2.3. (Исключен, Изм. № 1).
2.4. Шероховатость наружных поверхностей щек и шейки должна быть не более Rmmax 500 мкм, а досок круга шейки и обшивки - не более Rттax 1250 мкм по ГОСТ 7016-82.
Припуски на механическую обработку деталей щек и шейки должны соответствовать группе III по ГОСТ 7307-75.
2.5. Щеки барабанов должны состоять:
из двух слоев - для барабанов № 5-20б включ.;
из трех слоев - для барабанов № 22-22в;
из четырех слоев - для барабанов № 25 и выше.
Допускается изготовлять щеки барабанов № 17-20б включительно кроме барабана № 18 при толщине щеки 70 мм и барабана № 18в из трех слоев, в том числе с наружным слоем в виде сегментов толщиной 20-25 мм, а барабанов № 26-30а - из пяти слоев.
При изготовлении щек барабанов из двух и четырех слоев доски одного слоя должны быть расположены под прямым углом к доскам смежного слоя, а из трех и пяти слоев - под углом 60° к доскам смежного слоя.
Толщина досок в каждом отдельном слое должна быть одинаковой. Толщина слоев не должна отличаться более чем на 40%, при этом слой из более тонких досок должен находиться на внутренней стороне щеки.
Доски каждого слоя щек должны прилегать друг к другу. Зазоры между отдельными досками допускаются не более:
для вновь изготовленных барабанов
3 мм - для барабанов № 5-10 включ.;
5мм - для барабанов № 12 и выше;
в период эксплуатации, транспортирования и хранения
8 мм - для барабанов № 5-10 включ.;
12 мм - для барабанов № 12 и выше.
Щеки барабана № 26, предназначенного для продукции, поставляемой на экспорт, допускается изготовлять из двух слоев.
(Измененная редакция, Изм. № 2)
2.6. В барабанах № 22 и выше (за исключением барабана № 30а) наружный слой должен изготовляться из отдельных сегментов, расположенных по периметру щеки барабана (см. черт. 1 и табл. 1 обязательного приложения 1). Каждый сегмент должен прибиваться не менее чем семью гвоздями. Толщина сегментов должна быть не менее 28 мм.
2.7. Гвозди, соединяющие доски щек, должны быть забиты концентрическими рядами, число которых для различных номеров барабанов, включая прибивку шеечного круга, должно соответствовать данным, указанным ниже.
|
Номер барабана |
Количество концентрических рядов |
|
5-8б |
2 |
|
10-16а |
3 |
|
17-25 |
4 |
|
26-30а |
5 |
Последний ряд гвоздей должен быть расположен на расстоянии 30-50 мм от края щеки.
Вокруг осевого отверстия барабанов № 5-16 включ. должен быть пробит дополнительный ряд гвоздей.
В каждом концентрическом ряду в каждую доску с каждого конца должно быть забито не менее:
двух гвоздей - для досок шириной до 130 мм;
трех гвоздей - для досок шириной свыше 130 мм.
Длина гвоздей должна быть больше толщины щеки: на 6 - 11 мм (на загиб гвоздя) при его длине до 60 мм включительно, на 11-20 мм-при длине свыше 60 мм. Шаг забиваемых гвоздей должен быть не более 90 мм.
2.4-2.7. (Измененная редакция, Изм. № 1).
2.8. Головки гвоздей должны находиться на внутренней стороне щеки и должны быть утоплены в древесину на 2-3 мм.
Концы гвоздей, выступающие с наружной стороны, должны быть загнуты и утоплены в древесину.
2.9. Гвозди длиной до 80 мм должны соответствовать требованиям ГОСТ 4034-63, а свыше 80 мм - ГОСТ 4028-63.
2.10. На внутренних сторонах щек должны быть прибиты круги шейки, образующие правильную концентрическую окружность к щеке.
Круги шейки должны состоять из сплошного ряда досок или отдельных сегментов и должны быть прибиты гвоздями к внутренней поверхности щек на всю их толщину, а концы гвоздей должны быть загнуты заподлицо на наружной поверхности щек.
Число сегментов должно быть равно числу шпилек, скрепляющих барабан (см. черт. 2 и табл. 2 обязательного приложения 1). Каждый сегмент должен быть прибит не менее чем пятью гвоздями.
Допускается для барабанов № 5-10а включ. вместо круга шейки делать концентрический паз глубиной не более 10 мм.
Барабаны № 18а и выше (за исключением барабана № 30а) должны иметь дополнительный шеечный круг в средней части шейки, состоящий из сплошного ряда досок или сегментов (см. черт. 3 и табл. 3 обязательного приложения 1).
Дополнительный шеечный круг крепится с деталями шейки не менее чем четырьмя гвоздями.
(Измененная редакция, Изм. № 1, 2, 3).
2.11. Щека барабана должна иметь форму правильного круга. По периметру щеки должны быть сняты фаски.
Допускается изготовлять щеки барабанов № 5-18а без снятия фаски.
2.12. Осевое отверстие должно быть в центре щеки и находиться на двух досках.
Допускается располагать осевое отверстие на одной доске на расстоянии не менее 30 мм от краев.
Смещение оси отверстия по отношению к центру окружности шек и круга шейки не должно превышать:
5 мм - для барабанов № 5-20б включ;
10 мм - для барабанов № 22 и выше.
2.13. Отверстие в щеке для вывода из барабана нижнего конца кабеля или провода должно быть выполнено по черт. 4 - 6 и табл. 4 - 6 обязательного приложения 1.
Для барабанов с № 14 и выше допускается вместо выводного отверстия изготовлять улитку в дополнительном слое щеки или набором отдельных деталей (см. черт. 7 и табл. 7 обязательного приложения 1). Толщина дополнительного слоя щеки должна быть не менее диаметра кабеля.
2.14. В осевые отверстия барабанов № 14в, 16а-30а должны вставляться втулки из чугуна марок не ниже СЧ10-25 по ГОСТ 1412-85 или из стали марки не ниже Ст3 по ГОСТ 380-88.
Стальные втулки могут быть штампованные или сварные.
Конструкция и размеры втулок должны соответствовать черт. 8-10 и табл. 8-10 обязательного приложения 1.
Для барабанов № 14-16 (кроме № 14в) должны применяться втулки, изготовляемые из стали не ниже марки Ст3 по ГОСТ 380-71, в соответствии с требованиями обязательного приложения 1 (см. черт. 11, табл. 11).
Допускается изготовлять барабаны № 14, 14а, 146, 14г без втулок при намотке на барабан кабеля массой нетто не более 2000 кг.
Крепление втулки должно осуществляться болтами по ГОСТ 7798-70. Под гайки с внутренней стороны щеки ставят шайбы по ГОСТ 6958-78.
Допускается применять втулки и шайбы других конструкции, утвержденных в установленном порядке.
2.13; 2.14. (Измененная редакция, Изм. № 2, 3).
2.15. Щеки барабанов должны прочно соединяться шпильками, которые должны располагаться по концентрической окружности относительно оси барабана на одинаковом расстоянии друг от друга и на расстоянии 30-50 мм от внутренней поверхности досок шейки или между кромками досок шейки.
Допускается вместо шпилек применять болты уменьшенной длины.
2.16. Конструкция и размеры шпилек должны соответствовать черт. 12 и табл. 12 обязательного приложения.
(Измененная редакция, Изм. № 2)
2.17. Шпильки должны быть закреплены гайками по ГОСТ 5915-70. Под гайки должны быть поставлены шайбы по ГОСТ 6958-78.
Допускается применение шайб других конструкций, утвержденных в установленном порядке.
2.18. Шейка барабана должна быть набрана из деталей со скругленными кромками, прибиваемых к кругу шейки вплотную друг к другу.
Каждая деталь шейки с каждой стороны шириной до 80 мм должна быть прибита одним гвоздем, свыше 80 до 120 мм-двумя гвоздями, свыше 120 мм - тремя гвоздями.
Головки гвоздей должны быть утоплены на 2-3 мм. Зазоры между отдельными деталями шейки допускаются до 10 мм включ.
Для барабанов с № 8-18а включ., применяемых для намотки неизолированных проводов и кабелей, допускается детали шейки скреплять стальной лентой по ГОСТ 3560-73, ГОСТ 3559-75. Размеры ленты должны соответствовать указанным в табл. 3. Лента должна крепиться к деталям шейки не менее чем четырьмя гвоздями по периметру.
(Измененная редакция, Изм. № 1).
2.19. Щеки барабана должны быть параллельны между собой и перпендикулярны шейке и оси барабана.
Предельные отклонения от перпендикулярности щеки не должны превышать 5 мм на расстоянии 250 мм от шейки для всех номеров барабанов.
2.20. Обшивка барабана с изделием должна быть выполнена в виде сплошного или частичного ряда досок, обтянутых по краям стальной упаковочной лентой или скрепленных проволокой, или в виде матов, уложенных на кабельное изделие.
Зазор между досками при сплошной обшивке должен быть не более 10 мм для барабанов до № 10 включительно и 15 мм для барабанов № 12 и выше.
При применении обшивки из необрезных досок и обапола зазоры между досками не нормируются.
Допускается частичная обшивка с суммой просветов между досками не более 50%, равномерно распределенных по окружности барабана.
Размеры досок обшивки должны соответствовать указанным в табл. 3.
|
Номер барабана |
Доска обшивки, мм |
Толщина и ширина стальной ленты, мм |
|
|
|
Толщина доски S3 |
Ширина, не более |
|
|
5-8б |
16 |
150 |
0,3-0,5 ´20-35 |
|
10-14г |
19 |
200 |
0,3-0,5´20-35 |
|
16-18в |
25 |
250 |
0,3-0,5´25-35 |
|
20-22в |
32 |
250 |
0,3-0,5´35-45 |
|
25-30а |
40 |
250 |
0,3-0,5´45-55 |
(Измененная редакция, Изм. № 1).
2.21. Длина гвоздей для прибивки деталей шейки должна быть равна двойной, а обшивки - тройной толщине соответствующих деталей с округлением до ближайшего размера.
2.22. Маты должны быть собраны из дощечек или обапола, соединенных между собой проволокой или стальной лентой.
Размеры матов должны соответствовать указанным в табл. 4.
|
Номер мата |
Толщина досок, мм, не менее |
Ширина досок мм, не более |
Диаметр проволоки, не менее |
Толщина и ширина стальной ленты, мм |
Номер барабана |
|
М-200 |
16 |
100 |
1 |
0,3-0,5 х 25-35 |
5, 6, 8 |
|
М-350 |
16 |
|
|
|
8а |
|
М-450 |
19 |
|
|
|
8б, 10, 12 14а |
|
М-550 |
19 |
150 |
1 |
|
12б, 14б, 16 |
|
М-650 |
|
|
|
|
10а, 12а, 14, 14в |
|
М-700 |
19 |
200 |
1 |
0,3-0,5 х 25-35 |
17 |
|
М-750 |
19 |
|
1 |
|
14г, 16а |
|
М-800 |
22 |
|
2 |
|
17а, 18, 18а |
|
М-900 |
22 |
200 |
2 |
0,3-0,5 х 5-45 |
20, 20б, 22 |
|
М-1000 |
22 |
200 |
2 |
0,3-0,5 х 5-45 |
18а, 186, 18в, 20а, 22а, 22б, 22в |
|
М-1200 |
|
|
|
|
25 |
|
М-1400 |
22 |
250 |
2 |
|
26 |
|
М-1700 |
|
|
|
|
30 |
Примечание. В условное обозначение мата входит его ширина В в мм.
Стальную ленту или проволоку располагают от края доски на расстоянии не более 1/4 ширины мата.
Нижние предельные отклонения по ширине мата в миллиметрах должны быть:
10 при ширине мата до 550 мм включ.;
15 при ширине мата до 1000 мм включ;
20 при ширине мата св. 1000 мм.
Маты должны изготовляться с просветами между досками, расположенными равномерно по окружности барабана. Сумма просветов должна быть не более 30% от длины мата для всех номеров и не более 50% - для мата номера М-200.
Концы гвоздей, скрепляющих ленту с досками, или концы проволоки, выступающие на внутреннюю поверхность мата, должны быть загнуты и плотно прижаты к древесине.
Допускается барабаны № 22-30 оборачивать по ширине барабана двумя матами шириной, равной 1/2 от номинальной (см. табл. 4).
(Измененная редакция, Изм. № 2)
2.23. Стальная лента для обшивки матов должна соответствовать требованиям ГОСТ 3560-73 или ГОСТ 3559-75, проволока - ГОСТ 9850-72 или ГОСТ 3282-74.
2.24. Концы мата на барабане с изделием должны быть скреплены проволокой по ГОСТ 9850-72 или ГОСТ 3282-74 диаметром не менее 1 мм для барабанов до № 10а включительно в одном месте по ширине барабана, для № 12-14г в двух местах по ширине барабана и проволокой диаметром не менее 2 мм для барабанов № 16 и выше в двух местах по ширине барабана.
Допускается концы мата закреплять путем прибивки свободного конца ленты (350-400 мм) к щекам барабана гвоздями, а скрепление матов на барабанах до № 10 включительно шпагатом по ГОСТ 17308-88.
Не допускается провисание мата более чем на 50 мм для барабанов до № 10а включительно и более чем на 100 мм для барабанов выше № 10а.
(Измененная редакция, Изм. № 2)
2.22-2.24. (Введены дополнительно, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Барабаны принимают партиями. Партией считают количество барабанов одного размера, оформленное одним документом о качестве.
Документ о качестве должен содержать:
наименование предприятия-изготовителя и (или) его товарный знак;
условное обозначение барабана;
штамп отдела технического контроля
(Измененная редакция, Изм. № 1)
3.2. Каждый барабан подвергают осмотру, обмеру, а также проверке на соответствие маркировки требованиям настоящего стандарта.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Внешний вид и размеры барабана определяют внешним осмотром и измерением.
4.2. Размеры барабанов контролируют универсальными измерительными инструментами.
Погрешность измерения должна быть не более 1 мм.
4.3. Смещение оси отверстия барабанов по отношению к окружности щеки проверяют шаблоном - крестовиной с делениями, у которой длина концов равна радиусу щеки.
4.4. (Исключен. Изм. № 1).
4.5. Шероховатость поверхности - по ГОСТ 15612-85.
4.6. Перпендикулярность щек к шейке и оси барабана контролируют угольником по ГОСТ 3749-77, высоты которого необходимо прикладывать к шейке и к каждой из щек в четырех местах, расположенных на одинаковом расстоянии по окружности шейки. Высота Н угольника должна быть не менее 250 мм, тип VII, класс точности - 0.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Барабаны транспортируют в разобранном виде: щеки с прибитыми кругами шейки, детали шейки и обшивки. Масса пачки деталей шейки и обшивки не должна превышать 50 кг.
Барабаны № 5-10 включ. допускается транспортировать в собранном виде.
Маты транспортируют намотанными на барабаны или свернутыми в рулоны.
5.2. Каждую пачку комплектов деталей шейки и обшивки перевязывают поперек в двух местах проволокой диаметром 1,2-1,8 мм по ГОСТ 3282-74 или другим обвязочным материалом, обеспечивающим сохранность продукции.
5.3. Детали барабанов и маты, свернутые в рулоны, должны быть сформированы в пакеты по нормативно-технической документации.
5.1-5.3. (Измененная редакция, Изм. № 1, 2).
5.4. На внутренней стороне щеки барабана, имеющей отверстие для вывода из барабана нижнего конца кабеля или провода, в соответствии с требованиями ГОСТ 14192-77 должна быть нанесена несмываемой краской маркировка, характеризующая тару и содержащая:
товарный знак предприятия-изготовителя;
индекс прейскуранта и порядковый номер барабана по прейскуранту;
условное обозначение стандарта.
(Измененная редакция, Изм. № 2, 3).
5.5. Транспортная маркировка - в соответствии с требованиями ГОСТ 14192-77.
5.6. Барабаны, детали барабанов и обшивки, маты транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
Детали барабанов и обшивки, маты допускается транспортировать в контейнере.
5.5; 5.6. (Измененная редакция, Изм. № 1).
5.7. Условия хранения барабанов и их комплектов 5 по ГОСТ 15150-69, допускается хранение в условиях 8 по ГОСТ 15150-69 сроком не более трех месяцев.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Обязательное
Сегмент щеки
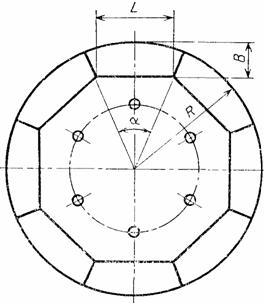
Черт. 1
Таблица 1
мм
|
Номер барабана |
a град |
R |
L |
B |
|
17-17а |
60 |
850 |
751 |
200 |
|
18-18в |
60 |
900 |
808 |
200 |
|
20-20б |
60 |
1000 |
924 |
200 |
|
22-22в |
45 |
1100 |
745 |
200 |
|
25 |
36 |
1250 |
650 |
250 |
|
26 |
36 |
1325 |
698 |
250 |
|
30 |
30 |
1500 |
670 |
250 |
Сегмент круга шейки
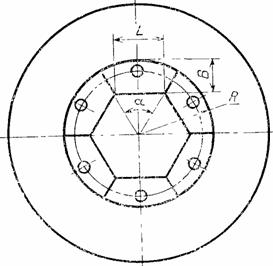
Черт. 2
мм
|
Номер барабана |
a град |
R |
L |
B |
|
8-8б |
90 |
206 |
212 |
100 |
|
10 |
90 |
250,5 |
301 |
100 |
|
10а |
90 |
228 |
256 |
100 |
|
12 |
90 |
303 |
406 |
100 |
|
12а |
90 |
303 |
406 |
100 |
|
12б |
90 |
278 |
356 |
100 |
|
14 |
60 |
347 |
262 |
120 |
|
14а |
60 |
428 |
321 |
150 |
|
14б |
60 |
472 |
372 |
150 |
|
14в |
60 |
472 |
372 |
150 |
|
14г |
60 |
347 |
262 |
120 |
|
16 |
60 |
570 |
484 |
150 |
|
16а |
60 |
370 |
254 |
150 |
|
17-17а |
60 |
422 |
314 |
150 |
|
18 |
60 |
524 |
432 |
150 |
|
18а |
60 |
414 |
305 |
150 |
|
18б |
60 |
524 |
432 |
150 |
|
18в |
60 |
524 |
432 |
150 |
|
20 |
60 |
574 |
478 |
150 |
|
20а |
60 |
464 |
362 |
150 |
|
20б |
60 |
714 |
651 |
180 |
|
22, 22в |
45 |
614 |
360 |
180 |
|
22а, 25; 26 |
45 |
694 |
426 |
180 |
|
22б |
45 |
794 |
509 |
180 |
|
30 |
36 |
844 |
432 |
180 |
|
30а |
36 |
1204 |
665 |
180 |
(Измененная редакция, Изм. № 2)
мм
|
Номер барабана |
a град |
R |
L |
B |
|
18а |
60 |
414 |
305 |
150 |
|
18б |
60 |
524 |
432 |
150 |
|
18в |
60 |
524 |
432 |
150 |
|
20 |
60 |
574 |
478 |
150 |
|
20а |
60 |
464 |
362 |
150 |
|
20б |
60 |
714 |
651 |
150 |
|
22, 22в |
45 |
614 |
360 |
180 |
|
22а, 25, 26 |
45 |
694 |
426 |
180 |
|
22б |
45 |
794 |
509 |
180 |
|
30 |
36 |
844 |
432 |
180 |
(Измененная редакция Изм. № 2)
Сегмент дополнительного круга шейки
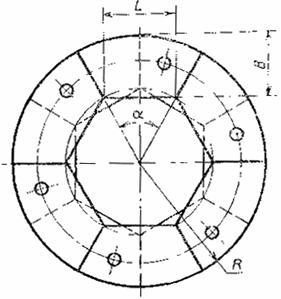
Черт. 3
мм
|
Номер барабана |
D |
а |
А |
|
5-8б |
30 |
40 |
100 |
|
10-12б |
50 |
60 |
150 |
|
14-17а |
70 |
80 |
200 |
|
18-22в |
75-100 |
75-100 |
250 |
|
25-30 |
130 |
120 |
300 |
Выводное отверстие
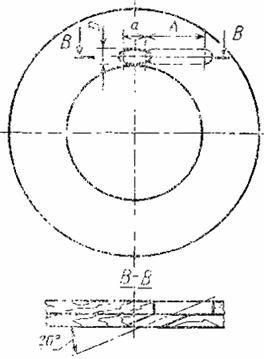
Черт. 4
Таблица 5
мм
|
Номер барабаны |
D |
a |
A |
|
5-8б |
30 |
40 |
100 |
|
10-12б |
50 |
60 |
150 |
|
14-17а |
70 |
80 |
200 |
|
18-22в |
75-100 |
75-100 |
250 |
|
25-30 |
130 |
120 |
300 |
Выводное отверстие
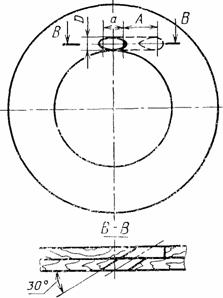
Черт. 5
мм
|
Номер барабана |
D |
а |
A |
|
5-8б |
30 |
40 |
100 |
|
10-126 |
50 |
60 |
150 |
|
14-17а |
70 |
80 |
200 |
|
18-22в |
75-100 |
75-100 |
250 |
|
25- 30 |
130 |
120 |
300 |
Выводное отверстие
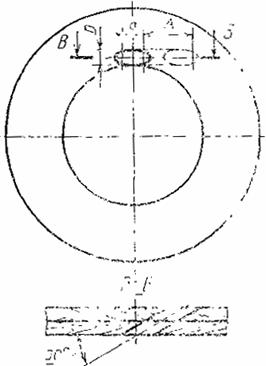
Черт. 6
Улитка
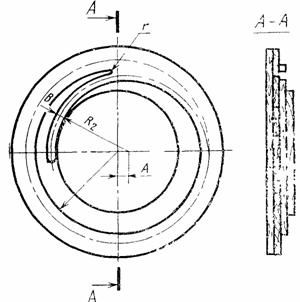
Черт. 7
Таблица 7
мм
|
Номер барабана |
А |
R1 |
R2 |
r |
b |
|
14 |
103 |
580 |
478 |
20 |
70 |
|
14а |
65 |
580 |
515 |
20 |
70 |
|
14б |
30 |
560 |
530 |
20 |
70 |
|
16 |
40 |
680 |
640 |
20 |
70 |
|
17 |
140 |
730 |
590 |
20 |
70 |
|
17а |
130 |
710 |
580 |
20 |
70 |
|
18 |
105 |
770 |
665 |
20 |
80 |
|
18а |
160 |
770 |
610 |
20 |
80 |
|
20 |
128 |
865 |
738 |
20 |
85 |
|
20а |
183 |
865 |
683 |
20 |
85 |
|
20б |
56 |
862 |
806 |
20 |
85 |
|
22 |
148 |
955 |
808 |
30 |
95 |
|
22а |
107 |
955 |
848 |
30 |
95 |
|
22б |
57 |
955 |
898 |
30 |
95 |
|
25 |
170 |
1090 |
920 |
30 |
110 |
|
26 |
203 |
1155 |
952 |
30 |
120 |
|
30 |
210 |
1320 |
1110 |
30 |
130 |
Втулка стальная
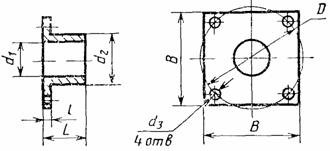
Черт. 8
мм
|
Номер барабана |
d1 |
d2 |
d3 |
D |
B |
L |
l |
|
14в, 16а-20б |
80 |
90 |
17 |
200 |
190 |
85 |
4 |
|
22-22в |
100 |
112 |
17 |
240 |
230 |
95 |
5 |
Втулка
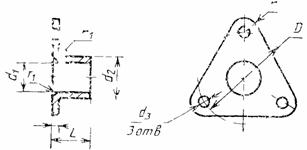
Черт. 9
Таблица 9
мм
|
Номер барабана |
d1 |
d2 |
d3 |
D |
r |
r1 |
L |
l |
|
14в |
70 |
90 |
13 |
160 |
30 |
10 |
100 |
10 |
|
16а-20б |
80 |
100 |
17 |
200 |
20 |
5 |
90 |
10 |
|
22-22в |
100 |
125 |
17 |
240 |
25 |
8 |
100 |
12 |
Втулка
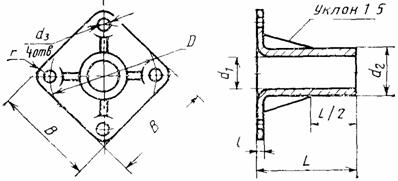
Черт. 10
мм
|
Номер барабана |
d1 |
d2 |
d3 |
D |
B |
r |
L |
l |
|
25-26 |
120 |
160 |
21 |
260 |
260 |
35 |
120 |
15 |
|
30-30а |
150 |
190 |
25 |
350 |
350 |
50 |
170 |
20 |
Втулка
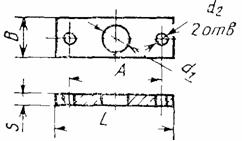
Черт. 11
мм
|
Номер барабана |
d1 |
d2 |
А |
L |
В |
s |
|
14, 14а, 14б, 14г, 16 |
70 |
13 |
250 |
300 |
100 |
6 |
Шпилька
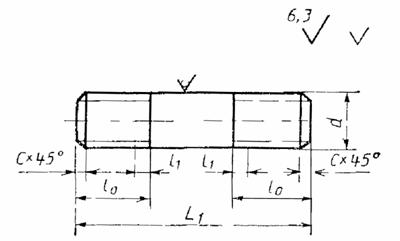
мм
|
Номер барабана |
d2 |
11 |
l |
C |
Количество шпилек, шт. |
|
5 |
12 |
350 |
30 |
1,8 |
3 |
|
б |
12 |
370 |
30 |
1,8 |
3 |
|
8 |
12 |
350 |
30 |
1,8 |
4 |
|
8а |
12 |
520 |
30 |
1,8 |
4 |
|
8б |
12 |
620 |
30 |
1,8 |
4 |
|
10 |
12 |
646 |
30 |
1,8 |
4 |
|
10а |
16 |
864 |
40 |
2,0 |
4 |
|
12 |
12 |
650 |
30 |
2,0 |
4 |
|
12а |
16 |
864 |
40 |
2,0 |
4 |
|
12б |
12 |
746 |
30 |
2,0 |
4 |
|
14 |
16 |
875 |
40 |
2,0 |
6 |
|
14а |
16 |
665 |
30 |
2,0 |
6 |
|
14б |
16 |
770 |
30 |
2,0 |
6 |
|
14в |
16 |
904 |
40 |
2,0 |
6 |
|
14г |
16 |
1065 |
40 |
2,0 |
6 |
|
16 |
16 |
770 |
40 |
2,0 |
6 |
|
16а |
16 |
970 |
40 |
2,0 |
6 |
|
17 |
16 |
944 |
40 |
2,0 |
6 |
|
17а |
16 |
1094 |
40 |
2,0 |
6 |
|
18 |
20 |
1120 |
50 |
2,5 |
6 |
|
18а |
20 |
1120 |
50 |
2,5 |
6 |
|
18б |
20 |
1320 |
50 |
2,5 |
6 |
|
18в |
20 |
1350 |
50 |
2,5 |
6 |
|
20 |
20 |
1250 |
50 |
2,5 |
6 |
|
20а |
20 |
1302 |
50 |
2,5 |
6 |
|
20б |
20 |
1242 |
50 |
2,5 |
6 |
|
22 |
20 |
1298 |
50 |
2,5 |
8 |
|
22а |
20 |
1348 |
50 |
2,5 |
8 |
|
22б |
20 |
1398 |
50 |
2,5 |
8 |
|
22в |
20 |
1446 |
50 |
2,5 |
8 |
|
25 |
24 |
1630 |
60 |
3,0 |
8 |
|
26 |
24 |
1850 |
60 |
3,0 |
8 |
|
30 |
24 |
2230 |
60 |
3,0 |
10 |
|
30а |
24 |
1962 |
60 |
3,0 |
10 |
Примечания:
1. При применении метода накатки допускается изготовлять резьбу без фаски.
2. При применении наружного слоя из сегментов для барабанов 17-20б длина шпилек уменьшается на толщину сегментов.
(Измененная редакция, Изм. № 1, 2)
ПРИЛОЖЕНИЕ 2
Обязательное
Коды ОКП и объем пиломатериалов в чистоте
|
Номер барабана |
Код ОКП |
Объем пиломатериалов в чистоте, м3 |
||
|
барабана без обшивки |
деталей обшивки |
деталей мата на 1 м длины |
||
|
5 |
53 7332 0001 |
0,0179 |
0,0077 |
0,00224 |
|
6 |
53 7332 0002 |
0,0249 |
0,0098 |
0,00224 |
|
8 |
53 7332 0003 |
0,0506 |
0 0123 |
0,00224 |
|
8а |
53 7332 0001 |
0,0547 |
0,0191 |
0,00392 |
|
8б |
53 7332 0005 |
0,0572 |
0,0232 |
0,00599 |
|
10 |
53 7332 0006 |
0,1057 |
0,0358 |
0,00599 |
|
10а |
53 7332 0026 |
0,1090 |
0,0483 |
0,00865 |
|
12 |
53 7332 0007 |
0,1521 |
0,0437 |
0,09599 |
|
12а |
53 7332 0008 |
0,1609 |
0,0590 |
0,00865 |
|
12б |
53 7332 0027 |
0,1520 |
0,0510 |
0,00732 |
|
14 |
53 7332 0009 |
0,2407 |
0,0690 |
0,00865 |
|
14а |
53 7332 0010 |
0,2369 |
0,0515 |
0,00599 |
|
14б |
53 7332 0011 |
0,2633 |
0,0787 |
0,00732 |
|
14в |
53 7332 0028 |
0,2776 |
0,0710 |
0,00865 |
|
14г |
53 7332 0034 |
0,2523 |
0,0850 |
0,00998 |
|
16 |
53 7332 0012 |
0,3628 |
0,0899 |
0,00732 |
|
16а |
53 7332 0029 |
0,3164 |
0,1151 |
0,00998 |
|
17 |
53 7332 0013 |
0,4090 |
0,1188 |
0,00931 |
|
17а |
53 7332 0014 |
0,4202 |
0,1388 |
0,01232 |
|
18 |
53 7332 0015 |
0,6176 |
0,1498 |
0,01232 |
|
18а |
53 7332 0016 |
0,5745 |
0,1780 |
0,0154 |
|
18б |
53 7332 0030 |
0,6407 |
0,1780 |
0,0154 |
|
18в |
53 7332 0031 |
0,6466 |
0,1823 |
0,0154 |
|
20 |
53 7332 0017 |
0,8502 |
0,2371 |
0,01386 |
|
20а |
53 7332 0018 |
0,7778 |
0,2492 |
0,0154 |
|
20б |
53 7332 0019 |
0,9667 |
0,2371 |
0,01386 |
|
22 |
53 7332 0020 |
1,1013 |
0,2732 |
0,01386 |
|
22а |
53 7332 0021 |
1,1835 |
0,2842 |
0,0154 |
|
22б |
53 7332 0022 |
1,2955 |
0,2953 |
0,0154 |
|
22в |
53 7332 0032 |
1,1280 |
0,3064 |
0,0154 |
|
25 |
53 7332 0023 |
1,6831 |
0,4898 |
0,01848 |
|
26 |
53 7332 0024 |
1,9715 |
0,5925 |
0,02156 |
|
30 |
53 7332 0025 |
3,1990 |
0,8139 |
0,02618 |
|
30а |
53 7332 0033 |
2,4030 |
0,7130 |
- |
(Введено дополнительно, Изм. № 1, 2).
|
|