|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛОННЫ ЖЕЛЕЗОБЕТОННЫЕ
ПОД ПАРАБОЛИЧЕСКИЕ ЛОТКИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 23899-79
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
Разработан Министерством мелиорации и водного хозяйства СССР
ИСПОЛНИТЕЛИ
Ю.А. Тевелев (руководитель темы), Г.А. Ивянский, Н.Н. Светликова
Внесен Министерством мелиорации и водного хозяйства СССР
Зам. Министра Б.Г. Штепа
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 12 ноября 1979 г. № 216
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КОЛОННЫ ЖЕЛЕЗОБЕТОННЫЕ ПОД ПАРАБОЛИЧЕСКИЕ ЛОТКИ Технические условия Column reinforced concrete for parabolic shoots. Technical condition |
ГОСТ |
Постановлением Государственного комитета СССР по делам строительства от 12 ноября 1979 г. № 216 срок введения установлен
с 01.01.1981 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на железобетонные колонны, изготовляемые из тяжелого бетона и предназначенные для опирания параболических лотков оросительных систем с расходом воды до 5 м3/ с, сооружаемых во всех климатических районах страны с сейсмичностью до 8 баллов включительно.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Колонны железобетонные под параболические лотки подразделяются на два типа:
СК - свая-колонна;
К - стойка-колонна, заделываемая в фундамент стаканного типа.
1.2. Форма, размеры колонн и расположение монтажных петель должны соответствовать указанным на черт. 1 и 2 и в табл.
Черт. 1
Черт. 2
Таблица 1
Параметры колонн под лотки
Размеры в мм
|
Глубина наполнения лотка |
Ширина b |
Высота h |
Длина L |
Длина острия l3 |
Наголовник |
Привязка закладных деталей |
Справочная масса, кг |
|||||
|
Ширина В |
Высота l1 |
Ширина скосов B1 |
Высота скосов l2 |
l4 |
l5 |
|||||||
|
СК 40.2.5 |
400-800 |
200 |
200 |
4000 |
300 |
450 |
200 |
125 |
125 |
600 |
500 |
410 |
|
СК 60.2.5 |
6000 |
900 |
900 |
710 |
||||||||
|
СК 40.3.7 |
1000 |
250 |
250 |
4000 |
375 |
700 |
225 |
225 |
600 |
425 |
673 |
|
|
СК 60.3.7 |
6000 |
900 |
825 |
985 |
||||||||
|
К 8.2.5 |
400-800 |
150 |
200 |
750 |
- |
450 |
150 |
125 |
125 |
400 |
150 |
78 |
|
К 13.2.5 |
1250 |
400 |
250 |
115 |
||||||||
|
К 18.2.5 |
1750 |
400 |
350 |
150 |
||||||||
|
К 28.2.5 |
200 |
250 |
2750 |
100 |
160 |
410 |
550 |
365 |
||||
|
К 38.2.5 |
3750 |
560 |
750 |
490 |
||||||||
|
К 48.2.5 |
4750 |
710 |
950 |
615 |
||||||||
|
К 12.2.7 |
1000 |
1150 |
700 |
225 |
225 |
400 |
230 |
203 |
||||
|
К 17.2.7 |
1650 |
440 |
330 |
265 |
||||||||
1.3. Марки колонн под лотки обозначаются в соответствии с ГОСТ 23009-78.
1.4. Колонны в зависимости от длины опирающихся на них лотков подразделяют по несущей способности на две группы:
1 - колонны под лотки длиной 6 м;
2 - колонны под лотки длиной 8 м.
Пример условного обозначения колонны типа СК, длиной 4000 мм, шириной 200 мм и шириной наголовника 450 мм, 1-й по несущей способности (под лотки длиной 6 м):
СК 40.2.5-1 ГОСТ 23899-79
1.5. При соответствующем технико-экономическом обосновании допускается изготовлять колонны с технологическим уклоном двух противоположных сторон поперечного сечения, не превышающим 1:15, без изменения площади поперечного сечения. При этом защитный слой бетона должен быть не менее 30 мм.
Поперечное сечение основного каркаса колонн может иметь трапецеидальную форму, каркасы в этом случае следует выполнять по специальным чертежам, утвержденным в установленном порядке.
1.6. Технические показатели и армирование колонн следует принимать по табл. 2 и обязательному приложению 1 к настоящему стандарту.
Таблица 2
Технические показатели колонн под лотки
|
Марка бетона |
Расход материалов |
|||
|
по прочности на сжатие |
по водонепроницаемости |
Бетон, м3 |
Сталь, кг |
|
|
СК 40.2.5 |
М200 |
В2 |
0,164 |
19 23 |
|
СК 60.2.5 |
0,244 |
50 61 |
||
|
СК 40.3.7 |
0,260 |
24 29 |
||
|
СК 60.3.7 |
0,394 |
54 64 |
||
|
К 8.2.5 |
0,031 |
6,2 6,9 |
||
|
К 13.2.5 |
0,046 |
7,4 8,8 |
||
|
К 18.2.5 |
0,060 |
9,1 10,9 |
||
|
К 28.2.5 |
0,146 |
14,8 18,2 |
||
|
К 38.2.5 |
0,196 |
23,8 29,4 |
||
|
К 48.2.5 |
0,246 |
36,5 44,3 |
||
|
К 12.2.7 |
0,081 |
9,5 10,2 |
||
|
К 17.2.7 |
0,106 |
11.1 12,2 |
||
Примечание. В числителе дана масса арматуры колонн под лотки длиной 6 м, а в знаменателе - под лоток длиной 8 м.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Колонны под лотки должны изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Бетон
2.2..1. Материалы, применяемые для приготовления бетона, должны обеспечивать выполнение технических требований, установленных настоящим стандартом, и соответствовать действующим стандартам или техническим условиям на эти материалы.
2.2.2. Колонны под лотки должны изготовляться из тяжелого бетона марки не ниже М 200.
2.2.3. Водопоглощение бетона колонн должно быть не более 5%.
2.2.4. Марка бетона колонн по водонепроницаемости должна быть В2.
2.2.5. Марка бетона колонн по морозостойкости должна приниматься в соответствии с требованиями главы СНиП II-21-75 в зависимости от климатических условий района строительства, указанному в заказе на изготовление колонн, но не менее Мрз 100.
2.2.6. Поставка колонн потребителю должна производиться после достижения бетоном отпускной прочности, назначаемой с учетом технологии их изготовления, условий транспортирования и монтажа, срока загружения колонн нагрузкой, а также с учетом возможности дальнейшего нарастания прочности бетона в конструкции в зависимости от климатических условий района строительства и времени года.
Величина отпускной прочности бетона должна быть не менее:
свай-колонн-100% проектной марки бетона по прочности на сжатие;
стоек-колонн-70% проектной марки бетона по прочности на сжатие. Назначение и согласование величины отпускной прочности бетона - по ГОСТ 13015-75.
2.2.7. Бетон, а также материалы для приготовления бетона колонн, предназначенных для работы в условиях воздействия агрессивной среды, должны удовлетворять требованиям главы СНиП II-28-73.
2.3. Арматура и арматурные изделия
2.3.1. Для армирования колонн должна применяться арматурная сталь следующих видов и классов:
рабочая арматура - горячекатаная арматурная сталь периодического профиля класса A-III по ГОСТ 5781-75 и ГОСТ 5.1459-72;
конструктивная арматура - горячекатаная арматурная гладкая сталь класса A-I по ГОСТ 5781-75.
2.3.2. Сварные арматурные изделия должны удовлетворять требованиям ГОСТ 10922-75.
2.3.3. Монтажные петли должны изготавливаться из стержневой горячекатаной гладкой арматуры класса A-I марок ВСтЗпс2, ВСтЗсп2 по ГОСТ 5781-75.
Сталь марки ВСтЗпс2 не допускается применять для монтажных петель, предназначенных для подъема и монтажа колонн при температуре ниже минус 40°С.
2.3.4. Армирование колонн под лотки должно соответствовать обязательному приложению 1.
2.3.5. Толщина защитного слоя бетона для рабочей арматуры должна быть не менее 30 мм.
2.4. Изготовление колонн
2.4.1. Колонны следует изготовлять в стальных формах, удовлетворяющих требованиям ГОСТ 18886-73.
2.4.2. Проектное положение арматурных изделий и толщину защитного слоя бетона следует фиксировать прокладками из плотного цементно-песчаного раствора или пластмассовыми фиксаторами.
Применение стальных фиксаторов не допускается.
2.4.3. Отклонения от проектных размеров колонн, положения арматуры, расположения подъемных петель, а также от проектной толщины защитного слоя бетона не должны превышать в мм:
по длине призматической части и общей длине сваи-колонны …...... ±30
по длине стойки-колонны ....……………………………………...…… ±10
по размерам поперечного сечения ……………………………...……... ± 5
по длине острия сваи-колонны ...…………………………………….... ±30
по смещению острия сваи-колонны от центра поперечного сечения .. 10
по расстоянию от центра подъемных петель до конца колонн ........... ±50
по толщине защитного слоя бетона .…………………………………... ± 5
по шагу спирали и хомутов . . . . . . . …………………………………... ±10
по смещению продольной арматуры .…………………………………. ± 5
по смещению сеток в голове колонны . . . . …………………………... ±10
2.4.4. Отклонения фактической массы колонн при отпуске потребителю не должны превышать ±7% номинальной массы колонн.
2.4.5. Внешний вид и качество поверхностей колонн под лотки должны удовлетворять следующим требованиям:
не допускаются на поверхности колонн раковины диаметром и глубиной более 5 мм;
не допускаются на бетонных поверхностях местные наплывы и впадины высотой и глубиной более 5 мм;
не допускаются местные околы бетона на углах глубиной более 10 мм и общей длиной более 50 мм на 1 пог. м;
не допускаются околы бетона и раковины в торце;
не допускаются трещины, за исключением поверхностных усадочных шириной более 0,1 мм.
2.4.6. Монтажные петли должны быть очищены от наплывов бетона.
3. ПРАВИЛА ПРИЕМКИ
3.1. Колонны под лотки должны быть приняты техническим контролем предприятия-изготовителя.
3.2. Результаты приемочного контроля и испытаний должны быть записаны в журнале ОТК или заводской лаборатории.
3.3. Приемка колонн должна производиться партиями. Размер партии устанавливается в количестве не более 200 колонн одного типоразмера, изготовленных предприятием по одной технологии, из материалов одного вида и качества в течение не более одних суток.
Допускается определять объем партии по соглашению предприятия-изготовителя с потребителем, а также поставлять изделия, отобранные от разных партий.
3.4. Предъявляемую к приемке партию ОТК подвергают контрольной проверке, при этом:
для контрольной проверки размеров колонн и качества их рабочих поверхностей отбирают контрольные образцы в количестве 5% от партии, но не менее двух колонн;
для оценки прочности и трещиностойкости колонн, расположения арматуры и толщины защитного слоя бетона - две колонны от партии.
3.5. Если при проверке отобранных образцов окажется хотя бы одна колонна, не соответствующая требованиям настоящего стандарта, следует отобрать удвоенное количество колонн от той же партии и произвести повторную проверку.
Если при повторной проверке окажется хотя бы одна колонна, не удовлетворяющая требованиям настоящего стандарта, то данная партия колонн подлежит приемке поштучно.
3.6. Морозостойкость и водонепроницаемость бетона следует определять не реже одного раза в шесть месяцев при серийном изготовлении колонн, а также при освоении производства, изменении технологии и вида применяемых материалов.
3.7. Потребитель имеет право производить выборочный или поштучный приемочный контроль колонн под лотки на заводе-изготовителе, соблюдая при этом правила приемки, установленные настоящим стандартом.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры и непрямолинейность колонн, положение закладных изделий, масса, толщина защитного слоя бетона до арматуры, а также качество поверхностей и внешний вид проверяются по ГОСТ 13015-75.
4.2. Марка бетона по водонепроницаемости должна определяться в соответствии со СНиП II-21-75 и ГОСТ 19426-74.
При отсутствии оборудования, предусмотренного указанными нормативными документами, допускается определять марку бетона по водонепроницаемости в соответствии с требованиями ГОСТ 12730.5-78.
4.3. Испытание сварных арматурных соединений и оценка их прочности и качества изготовления производятся по ГОСТ 10922-75.
4.4. Прочность бетона на сжатие определяется по ГОСТ 10180-78. Допускается определять фактическую прочность бетона в опорах ультразвуковым методом по ГОСТ 17624-72.
4.5. Контроль и оценку проектной марки бетона по прочности на сжатие, а также отпускной прочности бетона следует производить по ГОСТ 18165-72 или ГОСТ 21217-75 с учетом однородности прочности бетона.
4.6. Марка бетона по морозостойкости должна контролироваться в соответствии с ГОСТ 10060-76.
4.7. Испытание колонн на прочность проводят по схеме, указанной на черт. 3.
4.8. Нагрузка Р прикладывается ступенями по 0,1 от разрушающей. После каждого этапа делается выдержка 10 мин. Разрушение должно произойти при величине нагрузки не менее указанной в обязательном приложении 2.
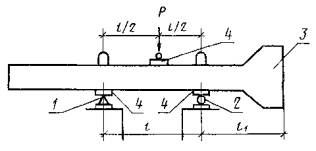
1 - неподвижная опора; 2 - подвижная опора; 3 - испытываемая колонна; 4 - металлические прокладки толщиной 10, длиной 250 и шириной 100 мм (l и l1 - см. обязательное приложение 2).
Черт. 3
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На боковой поверхности колонны на расстоянии 50 см от торца с наголовником или на торце должна быть нанесена несмываемой краской следующая маркировка:
товарный знак предприятия-изготовителя или его краткое наименование;
марка колонны под лотки;
дата изготовления;
штамп ОТК;
отпускная масса колонн в кг - для конструкций, масса которых превышает 500 кг.
5.2. Колонны должны храниться по маркам в штабелях горизонтальными рядами наголовниками в одну сторону.
5.3. Высота штабеля должна быть не более 2,5 м.
5.4. Проходы между штабелями должны быть не менее 1 м.
5.5. Между горизонтальными рядами колонн (складируемых или транспортируемых) должны быть уложены деревянные прокладки высотой 250, шириной 60 и толщиной 110 мм, расположенные рядом с монтажными петлями колонн.
Подкладки под нижние ряды колонн должны укладываться по плотному, тщательно выровненному основанию.
5.6. Прокладки между всеми вышележащими рядами колонн должны быть расположены по вертикали одна над другой.
5.7. Перетаскивание колонн волоком запрещается.
5.8. При транспортировании колонн должны соблюдаться меры, обеспечивающие предохранение их от ударов и механических повреждений.
5.9. Все операции, связанные с погрузкой и разгрузкой колонн, а также с переводом их из горизонтального положения в вертикальное как и кантовка их, должны производиться плавно без рывков и ударов с тем, чтобы исключить возможность повреждения колонн.
5.10. Погрузка и крепление колонн при перевозке их на железнодорожных платформах должны производиться в соответствии с действующими инструкциями МПС по перевозке грузов.
5.11. Количество одновременно транспортируемых колонн должно определяться их массой и габаритами.
5.12. Подъем колонн в вертикальное положение следует осуществлять стропом, закрепленным у наголовника или у верхней подъемной петли.
Строповка колонн при переводе их из горизонтального положения в вертикальное запрещается.
5.13. Изготовитель должен сопровождать каждую принятую техническим контролем партию, часть партии или группу изделий из разных партий паспортом, в котором указывают:
наименование и адрес предприятия-изготовителя;
номер и дату выдачи паспорта;
номер партии;
марки колонн с указанием количества изделий каждой марки;
дату изготовления колонн;
проектную марку бетона по прочности на сжатие;
отпускную прочность бетона колонн в процентах от проектной марки;
марки бетона по морозостойкости и водонепроницаемости;
водопоглощение бетона;
результаты испытаний колонн на разрушение;
обозначение настоящего стандарта.
Паспорт должен быть подписан лицом, ответственным за технический контроль предприятия-изготовителя.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Завод-изготовитель гарантирует соответствие поставляемых изделий требованиям настоящего стандарта при соблюдении потребителем правил транспортировки, условий применения и хранения изделий, установленных настоящим стандартом.
6.2. Некачественные колонны завод-изготовитель обязан заменить в сроки, согласованные с потребителем.
ПРИЛОЖЕНИЕ 1
Обязательное
Армирование колонн типа СК
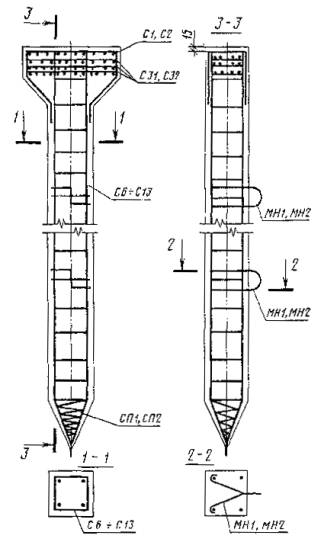
Черт. 1
Армирование колонн типа К
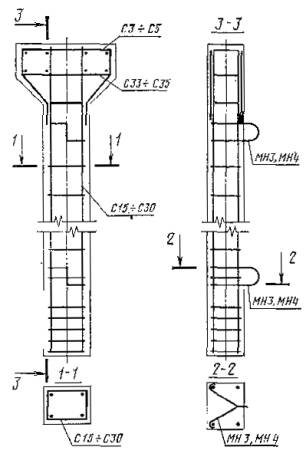
Черт. 2
Таблица 1
Спецификация арматурных изделий и закладных деталей на одну колонну под лотки
|
Марка изделия колонны |
Арматурные изделия и закладные детали |
|
|
Марка |
Количество |
|
|
СК40.2.5-1 |
С1 |
1 |
|
С31 |
3 |
|
|
С6 |
1 |
|
|
СП1 |
1 |
|
|
МН1 |
2 |
|
|
СК40.2.5-2 |
С1 |
1 |
|
С31 |
3 |
|
|
С8 |
1 |
|
|
СП1 |
1 |
|
|
МН1 |
2 |
|
|
СК40.3.7-1 |
С2 |
1 |
|
С32 |
3 |
|
|
С10 |
1 |
|
|
СП2 |
1 |
|
|
МН2 |
2 |
|
|
СК40.3.7-2 |
С2 |
1 |
|
С32 |
3 |
|
|
С12 |
1 |
|
|
СП2 |
1 |
|
|
МН2 |
2 |
|
|
СК60.3.7-1 |
С2 |
1 |
|
С32 |
3 |
|
|
С11 |
1 |
|
|
СП2 |
1 |
|
|
МН2 |
2 |
|
|
СК60.3.7-2 |
С2 |
1 |
|
С32 |
3 |
|
|
С13 |
1 |
|
|
СП2 |
1 |
|
|
МН2 |
2 |
|
|
К.8.2.5-1 |
С3 |
1 |
|
С33 |
1 |
|
|
С15 |
1 |
|
|
МН3 |
2 |
|
|
К.8.2.5-2 |
С3 |
1 |
|
С33 |
1 |
|
|
С18 |
1 |
|
|
МН3 |
2 |
|
|
К.13.2.5-1 |
С3 |
1 |
|
С33 |
1 |
|
|
С16 |
1 |
|
|
МН3 |
2 |
|
|
К.13.2.5-2 |
С3 |
1 |
|
С33 |
1 |
|
|
С19 |
1 |
|
|
МН3 |
2 |
|
|
К.18.2.5-1 |
С3 |
1 |
|
С33 |
1 |
|
|
С17 |
1 |
|
|
МН3 |
2 |
|
|
К.18.2.5-2 |
С3 |
1 |
|
С23 |
1 |
|
|
С20 |
1 |
|
|
МН3 |
2 |
|
|
К.28.2.5-1 |
С4 |
1 |
|
С34 |
1 |
|
|
С21 |
1 |
|
|
МН4 |
2 |
|
|
СК60.2.5-1 |
С1 |
1 |
|
С31 |
3 |
|
|
С7 |
1 |
|
|
СП1 |
1 |
|
|
МН1 |
2 |
|
|
СК60.2.5-2 |
С1 |
1 |
|
С31 |
3 |
|
|
С9 |
1 |
|
|
СП1 |
1 |
|
|
МН1 |
2 |
|
|
К.28.2.5-2 |
С4 |
1 |
|
С34 |
1 |
|
|
С24 |
1 |
|
|
МН4 |
2 |
|
|
К38.2.5-1 |
С4 |
1 |
|
С34 |
1 |
|
|
С22 |
1 |
|
|
МН4 |
2 |
|
|
К38.2.5-2 |
С4 |
1 |
|
С34 |
1 |
|
|
С25 |
1 |
|
|
МН4 |
9 |
|
|
К48.2.5-1 |
С4 |
1 |
|
С34 |
1 |
|
|
С23 |
1 |
|
|
МН4 |
2 |
|
|
К.48.2.5-2 |
С4 |
1 |
|
С34 |
1 |
|
|
С26 |
1 |
|
|
МН4 |
2 |
|
|
К.12.2.7-1 |
С5 |
1 |
|
С35 |
1 |
|
|
С27 |
1 |
|
|
МН4 |
2 |
|
|
К12.2.7-2 |
С5 |
1 |
|
С35 |
1 |
|
|
С29 |
1 |
|
|
МН4 |
2 |
|
|
К17.2.7-1 |
С5 |
1 |
|
С35 |
1 |
|
|
С28 |
1 |
|
|
МН4 |
2 |
|
|
К17.2.7-2 |
С5 |
1 |
|
С35 |
1 |
|
|
С30 |
1 |
|
|
МН4 |
2 |
|
С1 ¸ С5
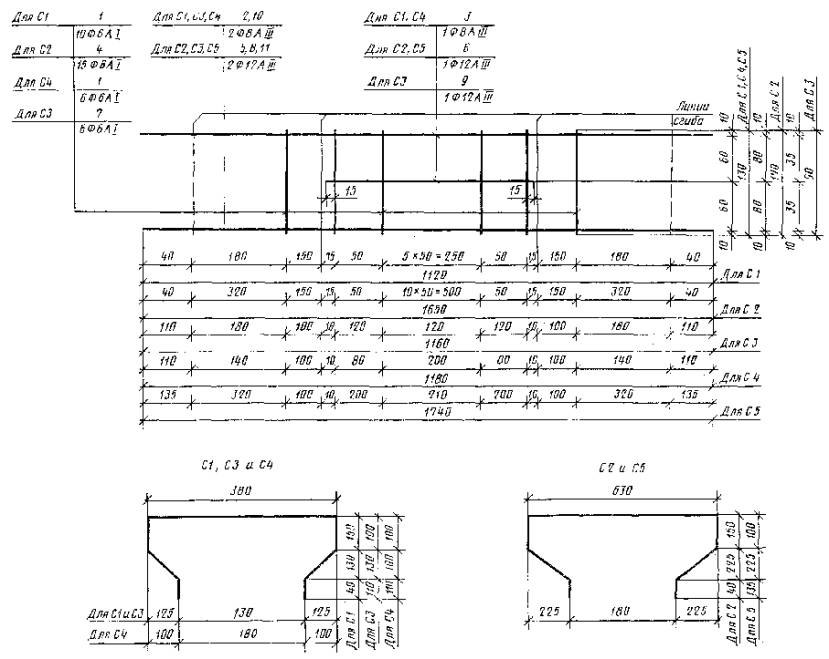
Черт. 3
С6 ¸ С13
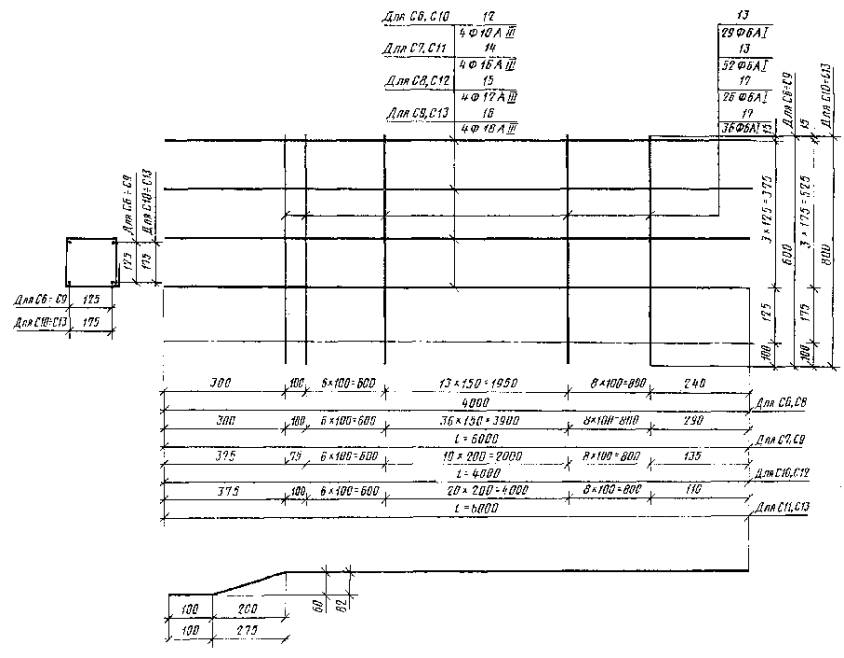
Черт. 4
С15 ¸ С30
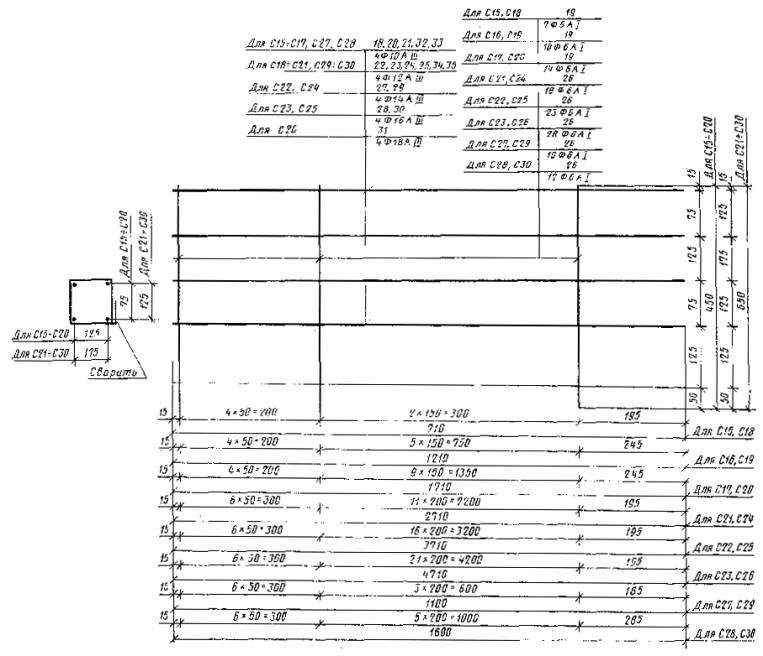
Черт. 5
С31¸С32
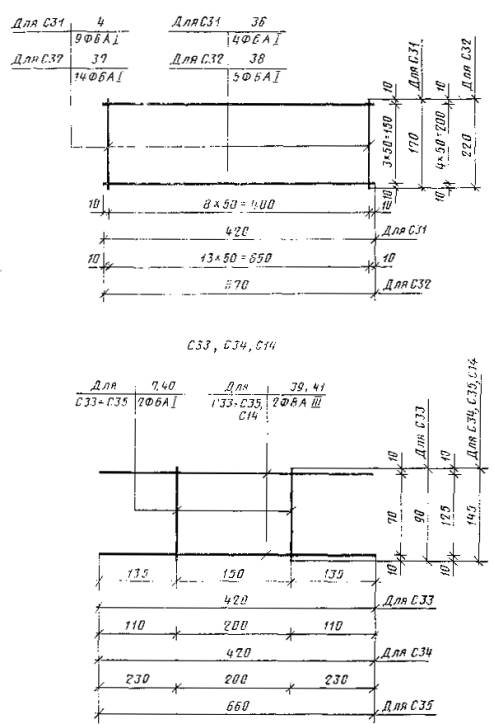
Черт. 6
МН1¸МН4
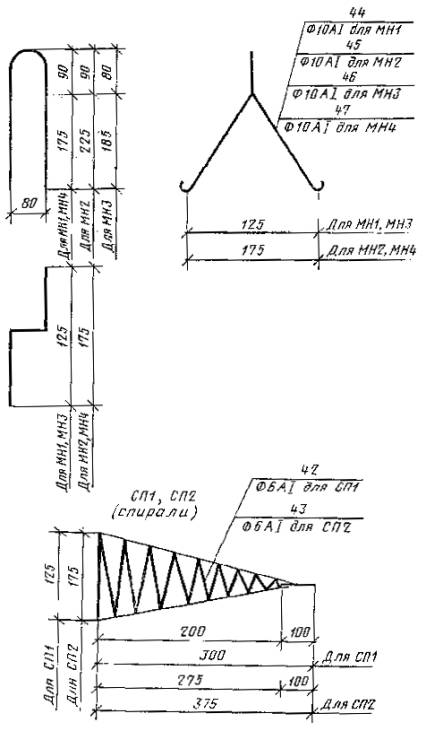
Черт. 7
Таблица 2
Спецификация и выборка стали на одно арматурное изделие и закладные детали
|
Марка изделия |
Позиция |
Диаметр, |
Длина, |
Количество |
Масса одной позиции, кг |
Выборка стали |
|||
|
Диаметр, |
Длина, м |
Общая масса изделия, кг |
|||||||
|
С1 |
1 |
6AI |
130 |
10 |
0,28 |
6AI 8AIII |
1,30 2,62 |
1,31 |
|
|
2 |
8AIII |
1120 |
2 |
0,88 |
|||||
|
3 |
8AIII |
380 |
1 |
0,15 |
|||||
|
С2 |
4 |
6AI |
170 |
15 |
0,56 |
6AI 12AIII |
2,56 3,93 |
4,05 |
|
|
5 |
12AIII |
1650 |
2 |
2,93 |
|||||
|
6 |
12AIII |
630 |
1 |
0,56 |
|||||
|
С3 |
7 |
6AI |
90 |
6 |
0,12 |
6AI 12AIII |
5,4 2,7 |
2,53 |
|
|
8 |
12AIII |
1160 |
2 |
2,06 |
|||||
|
9 |
12AIII |
380 |
1 |
0,35 |
|||||
|
С4 |
1 |
6AI |
130 |
6 |
0,17 |
6AI 8AIII |
0,78 2,74 |
1,25 |
|
|
10 |
8AIII |
1180 |
2 |
0,93 |
|||||
|
3 |
8AIII |
380 |
1 |
0,15 |
|||||
|
С5 |
1 |
6AI |
130 |
6 |
0,17 |
6AI 12AIII |
0,78 4,11 |
3,83 |
|
|
11 |
12AIII |
1740 |
2 |
3,09 |
|||||
|
6 |
12AIII |
630 |
1 |
0,57 |
|||||
|
С6 |
12 |
10AIII |
4000 |
4 |
9,88 |
10AIII 6AI |
16,00 17,40 |
13,74 |
|
|
13 |
6AI |
600 |
29 |
3,86 |
|||||
|
С7 |
14 |
16AIII |
6000 |
4 |
37,92 |
16АIII 6AI |
24,00 31,20 |
44,85 |
|
|
13 |
6AI |
600 |
52 |
6,93 |
|||||
|
С8 |
15 |
6AI |
4000 |
4 |
14,21 |
12AIII |
16,00 |
18,07 |
|
|
13 |
600 |
29 |
3,86 |
6AI |
17,40 |
||||
|
С9 |
16 |
18AIII |
6000 |
4 |
48,00 |
18AIII |
24,00 |
54,93 |
|
|
13 |
6AI |
600 |
52 |
6,93 |
6AI |
31,20 |
|||
|
С10 |
12 |
10AIII |
4000 |
4 |
9,87 |
10AIII |
16,00 |
14,42 |
|
|
17 |
6AI |
800 |
26 |
4,61 |
6AI |
20,80 |
|||
|
С11 |
14 |
16AIII |
6000 |
4 |
37,92 |
16AIII |
24,00 |
44,31 |
|
|
17 |
6AI |
800 |
36 |
6,39 |
6AI |
28,80 |
|||
|
С12 |
15 |
12AIII |
4000 |
4 |
14,21 |
12AIII |
16,00 |
18,76 |
|
|
17 |
6AI |
800 |
26 |
4,61 |
6AI |
20,8 |
|||
|
С13 |
16 |
18AIII |
6000 |
4 |
48,00 |
18AIII |
24 |
54,39 |
|
|
17 |
6AI |
800 |
36 |
6,39 |
6AI |
28,80 |
|||
|
С15 |
18 |
10AIII |
710 |
4 |
1,75 |
10AIII |
28,40 |
2,45 |
|
|
19 |
6AI |
450 |
7 |
0,70 |
6AI |
3,15 |
|||
|
С16 |
20 |
10AIII |
1210 |
4 |
2,99 |
10AIII |
4,84 |
3,99 |
|
|
6AI |
450 |
10 |
1,00 |
6AI |
4,5 |
||||
|
C17 |
21 |
10AIII |
1710 |
4 |
4,22 |
10AIII |
6,84 |
5,62 |
|
|
19 |
6AI |
450 |
14 |
1,39 |
6AI |
6,30 |
|||
|
С18 |
22 |
12AIII |
710 |
4 |
2,52 |
12AIII |
2,84 |
3,22 |
|
|
19 |
6AI |
450 |
7 |
0,70 |
6AI |
3.15 |
|||
|
С19 |
23 |
12АIII |
1210 |
4 |
4,30 |
12AIII |
4,84 |
5,30 |
|
|
9 |
6AI |
450 |
10 |
1,00 |
6AI |
4,5 |
|||
|
С20 |
24 |
12AIII |
1710 |
4 |
6,07 |
12AIII |
6,84 |
7,46 |
|
|
19 |
6AI |
450 |
14 |
1,39 |
6AI |
6,30 |
|||
|
С21 |
25 |
12AIII |
2710 |
4 |
9,62 |
12AIII |
10,84 |
12,22 |
|
|
26 |
6AI |
650 |
18 |
2,59 |
6AI |
11,7 |
|||
|
С22 |
27 |
14AIII |
3710 |
4 |
17,96 |
14AIII |
14,84 |
21,27 |
|
|
26 |
6AI |
630 |
23 |
3,32 |
6AI |
14,95 |
|||
|
С23 |
28 |
16AIII |
4710 |
4 |
29,77 |
16AIII |
30,84 |
33,81 |
|
|
26 |
6AI |
650 |
28 |
4,04 |
6AI |
18,20 |
|||
|
С24 |
29 |
14AIII |
2710 |
4 |
13,00 |
14AIII |
10,84 |
15,60 |
|
|
26 |
6AI |
650 |
18 |
2,60 |
6AI |
11,70 |
|||
|
С25 |
30 26 |
16AIII 6AI |
3710 650 |
4 23 |
23,45 3,32 |
16AIII 6AI |
14,84 14,95 |
26,77 |
|
|
С26 |
31 26 |
18AIII 6AI |
4710 650 |
4 28 |
37,68 4,04 |
18AIII 6AI |
18,84 18,20 |
41,72 |
|
|
С27 |
32 26 |
10AIII 6AI |
1100 650 |
4 10 |
2,74 1,44 |
10AIII 6AI |
4,40 6,50 |
4,16 |
|
|
С28 |
33 26 |
10AIII 6AI |
1600 650 |
4 12 |
3,95 1,73 |
10AIII 6AI |
68,00 7,80 |
5,68 |
|
|
С29 |
31 26 |
12AIII 6AI |
1100 650 |
4 10 |
3,91 1,44 |
12AIII 6AI |
4,40 6,50 |
5,34 |
|
|
С30 |
35 26 |
12AIII 6AI |
1600 650 |
4 12 |
5,68 1,73 |
12AIII 6AI |
6,4 7,80 |
7,41 |
|
|
С31 |
4 36 |
6AI 6AI |
170 420 |
9 4 |
0,33 0,37 |
6AI |
3,21 |
2,13 |
|
|
С32 |
37 38 |
6AI 6AI |
220 670 |
14 5 |
0,68 0,74 |
6AI |
6,43 |
4,26 |
|
|
СЗЗ |
7 39 |
6AI 8AIII |
90 420 |
2 2 |
0,04 0,33 |
6AI 8AIII |
0,18 0,84 |
0,37 |
|
|
С34 |
40 39 |
6AI 8AIII |
145 420 |
2 2 |
0,06 0,33 |
6AI 8AIII |
0,29 0,84 |
1,25 |
|
|
С35 |
40 41 |
6AI 8AIII |
145 660 |
2 2 |
0,06 0,52 |
6AI 8AIII |
0,29 1,32 |
0,58 |
|
|
СП1 |
42 |
6AI |
3000 |
1 |
0,67 |
6AI |
3,00 |
0,67 |
|
|
СП2 |
43 |
6AI |
3800 |
1 |
0,84 |
6AI |
3,80 |
0,84 |
|
|
МН1 |
44 |
10AI |
730 |
1 |
0,45 |
10AI |
0,73 |
0,45 |
|
|
МН2 |
45 |
10AI |
850 |
1 |
0,52 |
10AI |
0,85 |
0,52 |
|
|
МН3 |
46 |
10AI |
655 |
1 |
0,40 |
10AI |
0,65 |
0,40 |
|
|
МН4 |
47 |
10AI |
780 |
1 |
0,48 |
10AI |
0,78 |
0,48 |
|
Таблица 3
Выборка стали на одну колонну под параболические лотки
кг
|
Марка колонны |
Арматурные изделия |
Закладная деталь |
Всего |
|||||||||||
|
Арматурная сталь |
Итого |
Арматурная сталь |
Итого |
|||||||||||
|
Класс A-III |
Класс А-1 по ГОСТ 5781-75 |
Класс А-1 по ГОСТ 5781-75 |
||||||||||||
|
по ГОСТ 5781-75 |
по ГОСТ 5.1459-72 |
Итого |
||||||||||||
|
Диаметр, мм |
Диаметр 6 мм |
Итого |
Диаметр, мм, |
|||||||||||
|
8 |
10 |
12 |
14 |
16 |
18 |
6 |
10 |
|||||||
|
СК 40.2.5-1 |
1,03 |
9,88 |
- |
- |
- |
- |
10,91 |
6,30 |
6,30 |
17,21 |
0,67 |
0,9 |
1,57 |
18,78 |
|
СК 40.2.5-2 |
- |
14,21 |
- |
- |
15,24 |
21,54 |
23,11 |
|||||||
|
СК 60.2.5-1 |
- |
- |
37,92 |
- |
38,95 |
9,35 |
9,35 |
48,30 |
49,87 |
|||||
|
СК 60.2.5-2 |
- |
- |
- |
48,00 |
49,03 |
58,38 |
59,95 |
|||||||
|
СК 40.3.7-1 |
- |
9,88 |
3,49 |
- |
- |
- |
13,37 |
9,47 |
9,47 |
22,84 |
0,84 |
1,04 |
1,98 |
24,82 |
|
СК 40.3.7-2 |
- |
17,70 |
- |
19,90 |
27,17 |
29,15 |
||||||||
|
СК 60.3.7-1 |
- |
|
37,92 |
41.41 |
11,24 |
11,24 |
52,65 |
54,63 |
||||||
|
СК 60.3.7-2 |
- |
3,49 |
48,10 |
51,49 |
62,73 |
64,71 |
||||||||
|
К 8.2.5-1 |
0,33 |
1,75 |
2,41 |
- |
- |
- |
4,49 |
0,86 |
0,86 |
5,35 |
- |
0,8 |
0,8 |
6,15 |
|
К 8.2.5-2 |
- |
4,93 |
5,26 |
6,12 |
6,92 |
|||||||||
|
К 13.2.5-1 |
2,99 |
2,41 |
5,73 |
1,16 |
1,16 |
6,89 |
7,69 |
|||||||
|
К 13.2.5-2 |
- |
6,71 |
7,04 |
8,20 |
9,00 |
|||||||||
|
К 18.2.5-1 |
4,22 |
2,41 |
6,96 |
1 |
1,55 |
8,51 |
9,31 |
|||||||
|
К 18.2.5-2 |
- |
8,48 |
8,81 |
10,36 |
11,16 |
|||||||||
|
К 28.2.5-1 |
1,41 |
- |
9,62 |
- |
- |
- |
1,03 |
2,82 |
2,82 |
13,85 |
0,96 |
0,96 |
14,81 |
|
|
К 28.2.5-2 |
- |
13,0 |
- |
- |
14,41 |
17,23 |
18,19 |
|||||||
|
К 38.2.5-1 |
- |
17,96 |
- |
- |
19,37 |
3,54 |
3,54 |
22,91 |
23,37 |
|||||
|
К 38.2.5-2 |
- |
- |
23,45 |
- |
24,86 |
28,40 |
29,36 |
|||||||
|
К 48.2.5-1 |
- |
- |
29,77 |
- |
31,18 |
4,26 |
4,26 |
35,44 |
36,40 |
|||||
|
К 48.2.5-2 |
- |
- |
- |
37,688 |
39,09 |
43,35 |
44,31 |
|||||||
|
К 12.2.7-1 |
0,52 |
2,71 |
3,66 |
- |
- |
- |
6,89 |
1,67 |
1,67 |
8,56 |
9,51 |
|||
|
К 12.2.7-2 |
- |
7,57 |
8,09 |
9,57 |
10,53 |
|||||||||
|
К 17.2.7-1 |
3,95 |
3,66 |
8,13 |
1,97 |
1,97 |
10,10 |
11,06 |
|||||||
|
К 17.2.7-2 |
- |
9,34 |
9,86 |
11,83 |
12,79 |
|||||||||
ПРИЛОЖЕНИЕ 2
Обязательное
Таблица 1
Расстояния между опорами при испытании колонн на контрольную нагрузку
|
Типоразмер колонны |
Расстояние до конца с оголовником l1 |
Расстояние между опорами l |
|
СК40.2.5 |
600 |
2600 |
|
СК60.2.5 |
900 |
3900 |
|
СК40.3.7 |
600 |
2600 |
|
СК60.3.7 |
900 |
3900 |
|
К28.2.5 |
410 |
1790 |
|
К38.2.5 |
560 |
2440 |
|
К48.2.5 |
710 |
3090 |
Таблица 2
Величины контрольных нагрузок на колонны по проверке прочности
|
Марка колонны |
Разрушающая нагрузка, кН (кгс) |
Марка колонны |
Разрушающая нагрузка, кН (кгс) |
|
СК40.2.5-1 |
15 (1500) |
СК60.3.7-2 |
38 (3800) |
|
СК40.2.5-2 |
23 (2300) |
К28.2.5-1 |
30 (3000) |
|
СК60.2.5-1 |
22 (2200) |
К28.2.5-2 |
39 (3900) |
|
СК60.2.5-2 |
26 (2600) |
К38.2.5-1 |
28 (2800) |
|
СК40.3.7-1 |
20 (2000) |
К38.2.5-2 |
35 (3500) |
|
СК40.3.7-2 |
28 (2800) |
К48.2.5-1 |
28 (2800) |
|
СК60.3.7-1 |
31 (3100) |
К48.2.5-2 |
34 (3400) |
СОДЕРЖАНИЕ
|
|