|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
ГОСТ 22233-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ ПРЕССОВАННЫЕ
ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ ОГРАЖДАЮЩИХ
СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННАЯ НАУЧНО-ТЕХНИЧЕСКАЯ КОМИССИЯ
ПО СТАНДАРТИЗАЦИИ И ТЕХНИЧЕСКОМУ НОРМИРОВАНИЮ
В СТРОИТЕЛЬСТВЕ
Москва
Предисловие
1 РАЗРАБОТАН Институтом ЦНИИпроектлегконструкция Российской Федерации
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве 10 ноября 1993 г.
За принятие проголосовали:
|
Наименование государства |
Наименование органа государственного управления строительством |
|
Республика Армения |
Госупрархитектуры Республики Армения |
|
Республика Беларусь |
Госстрой Республики Беларусь |
|
Киргизская Республика |
Госстрой Кыргызской Республики |
|
Республика Молдова |
Минархстрой Республики Молдова |
|
Российская Федерация |
Госстрой России |
|
Республика Таджикистан |
Госстрой Республики Таджикистан |
|
Республика Узбекистан |
Госкомархитектстрой Республики Узбекистан |
|
Украина |
Минстройархитектуры Украины |
ВВЕДЕН В ДЕЙСТВИЕ с 1 января 1995 г. в качестве государственного стандарта Российской Федерации Постановлением Госстроя России от 28.03.94 № 18-22
3 ВЗАМЕН ГОСТ 22233-83
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ
ПРЕССОВАННЫЕ ИЗ алюминиевых сПЛАВОВ
ДЛЯ ОГРАЖДАЮЩИХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Общие технические условия
Extruded sections of aluminium alloys for enclosure
building structures. General specifications
Дата введения 1995-01-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на прессованные профили постоянного сечения из алюминиевых сплавов марок АД31 и 1915, изготовленные методом горячего прессования и предназначенные для применения в ограждающих строительных конструкциях и изделиях.
Стандарт может быть распространен на прессованные профили, применяемые в изделиях других отраслей промышленности.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.510-93 ЕСЗКС. Полуфабрикаты из алюминия и алюминиевых сплавов. Общие требования к временной противокоррозионной защите, упаковке, транспортированию и хранению
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 4784-74 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-89 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 13616-78 Профили прессованные прямоугольные полосообразного сечения из алюминия и алюминиевых сплавов. Сортамент
ГОСТ 13617-82 Профили прессованные бульбообразные уголкового сечения из алюминия и алюминиевых сплавов. Сортамент
ГОСТ 13618-81 Профили прессованные косоугольные фитингового уголкового сечения из алюминия и алюминиевых сплавов. Сортамент
ГОСТ 13619-81 Профили прессованные прямоугольные фасонного зетового сечения из алюминия и алюминиевых сплавов. Сортамент
ГОСТ 13620-90 Профили прессованные прямоугольные равнополочного зетового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13621-90 Профили прессованные прямоугольные равнополочного двутаврового сечения из алюминиевых и магниевых аллахов. Сортамент
ГОСТ 13622-91 Профили прессованные прямоугольные равнополочного таврового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13623-90 Профили прессованные прямоугольные равнополочного швеллерного сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13624-90 Профили прессованные прямоугольные отбортованного швеллерного сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13737-90 Профили прессованные прямоугольные равнополочного уголкового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13738-91 Профили прессованные прямоугольные неравнополочного уголкового сечения из алюминиевых и магниевых сплавов Сортамент
ГОСТ 14192-77 Маркировка грузов
ГОСТ 17575-90 Профили прессованные прямоугольные таврошвеллерного сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 17576-81 Профили прессованные косоугольные трапециевидного отбортованного сечения из алюминия и алюминиевых сплавов. Сортамент
ГОСТ 19300-86 Профилотрафы-профилометры контактные. Типы и основные параметры
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют следующие термины.
Сплошные прессованные профили - профили, в поперечном сечении которых нет полого замкнутого пространства.
Полые прессованные профили - профили, форма поперечного сечения которых имеет замкнутые и незамкнутые полости (рисунок 1), характеристики которых соответствуют таблице 1.

Рисунок 1
Таблица 1
|
Расстояние между полками а, мм |
Отношение площади полости А к квадрату расстояния между полками а, не более |
|
До 10 включ. Св 10 до 20 включ. » 20 » 30 » » 30 » 50 » » 50 » 80 » » 80 |
3,5 4,5 4,0 3,5 3,0 2,0 |
4 КЛАССИФИКАЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
4.1 Классификация
Прессованные профили классифицируются по состоянию материала, форме сечения и точности геометрических размеров.
4.1.1 По состоянию материала профили подразделяют:
без тepмичecкoй обработки (обозначают маркой алюминиевого сплава без дополнительных знаков);
закаленные и естественно состаренные - Т;
закаленные и искусственно состаренные - Т1;
неполностью закаленные и естественно состаренные - Т4;
неполностью закаленные и искусственно состаренные - Т5.
4.1.2 По форме сечения профили подразделяют на сплошные (С), полые (Д).
4.1.3 По точности геометрических размером профили подразделяют па нормальную (Н), повышенную (П) и особую (высшую - В) точность.
4.2 Основные размеры
4.2.1 Форма и размеры профилей должны соответствовать ГОСТ 13616, ГОСТ 13617, ГОСТ 13618, ГОСТ 13619. ГОСТ 13620, ГОСТ 13621, ГОСТ 13622, ГОСТ 13623, ГОСТ 13624, ГОСТ 13737, ГОСТ 13738, ГОСТ 17575, ГОСТ 17576, а также чертежам предприятия - изготовителя профилей.
4.2.2 Профили изготовляют немерной, мерной или кратной (300 мм) мерной длины. Длина профиля не должна быть менее 2,0 м и более 6,0 м. Поставка профилей другой длины допускается по согласованию изготовителя с потребителем.
Предельные отклонения длины профилей не должны быть более +10 мм Профили должны быть обрезаны под прямым углом. Косина реза не должна быть более 3°.
4.2.3 Номинальная толщина полок и стенок для сплошных и полых профилей должна быть не менее указанных в таблице 2.
Таблица 2
В миллиметрах
|
Диаметр описанной |
Номинальная толщина стенок и полок профилей |
|
|
окружности |
сплошные |
полые |
|
До 30 включ. |
1,0 |
1,5 |
|
Св 30 дo 50 включ. |
1,5 |
1,8 |
|
» 50 » 80 » |
1,7 |
2,0 |
|
» 80 » 120 » |
2,0 |
2,3 |
|
» 120 » 180 » |
2,2 |
2,5 |
|
» 180 » 220 » |
3,2 |
- |
Допускается по согласованию изготовителя с потребителем изготовлять (профили из сплава марки АД31 с номинальной толщиной стенок и полок менее указанных в таблице 2. В этом случае профили следует считать профилями повышенной точности.
4.2.4 Предельные отклонения номинальных размеров толщин полок и стенок t, n и размеров поперечного сечения b и h, охватывающих монолитный металл профилей (рисунки 2-5), не должны быть более значений, указанных в таблице 3.
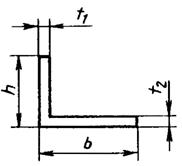
Рисунок 2
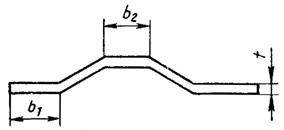
Рисунок 3

Рисунок 4
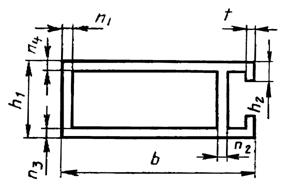
Рисунок 5
Таблица 3
В миллиметрах
|
|
Предельные отклонения |
||||
|
Номинальный размер поперечного сечения профиля t-t3; b-b4; h-h2; n1-n4 |
толщины стенок и полок t- t3 сплошных профилей при диаметре описанной окружности |
толщины стенок n1-n4 полых профилей |
размеров, охватывающих монолитный ме- |
||
|
|
до 50 |
св. 50 до 150 |
св. 150 до 220 |
|
талл профилей b-b4; h-h2 |
|
Нормальная точность |
|||||
|
До 1,5 включ. |
±0,15 |
- |
- |
±0,25 |
±0,15 |
|
Св. 1,5 до 3,0 включ. |
±0,20 |
±0,25 |
±0,30 |
±15% |
±0,20 |
|
Св. 3,0 до 6,0 включ. |
±0,25 |
±0,30 |
±0,35 |
от |
±0,26 |
|
Св. 6,0 до 12,0 включ |
±0,30 |
±0,40 |
±0,45 |
толщины |
±0,35 |
|
Св. 12,0 до 25,0 включ. |
±0,35 |
±0,50 |
±0,55 |
стенки, |
±0,45 |
|
Св. 25,0 до 50,0 включ. |
±0,40 |
±0,55 |
±0,65 |
но не более |
±0,60 |
|
Св. 50,0 до 75,0 включ. |
± |
± |
- |
±1,5 мм |
±0,85 |
|
Св. 75,0 до 100,0 включ. |
- |
- |
- |
|
±0,95 |
|
Св. 100,0 до 150,0 включ. |
- |
- |
- |
|
±1,05 |
|
Св. 150 до 200 включ. |
- |
- |
- |
|
±l,40 |
|
Св. 200 до 220 включ. |
- |
- |
- |
|
±l,70 |
|
Повышенная точность |
|||||
|
До 1,5 включ. |
±0,10 |
- |
- |
±0,20 |
±0,10 |
|
Св. 1,5 до 3,0 включ. |
±0,15 |
±0,20 |
±0,25 |
10% от |
±0,15 |
|
Св 3,0 до 6,0 включ. |
±0,20 |
±0,25 |
±0,30 |
толщины |
±0,20 |
|
Св. 6,0 до 12,0 включ. |
±0,25 |
±0,30 |
±0,36 |
стенки, но не |
±0,25 |
|
Св. 12,0 до 25,0 включ. |
±0,30 |
±0,35 |
±0,40 |
более |
±0,30 |
|
Св. 25,0 до 50,0 включ. |
±0,35 |
±0,40 |
±0,45 |
±1,20 мм |
±0,40 |
|
Св 50,0 до 75,0 включ. |
- |
- |
- |
|
±0,50 |
|
Св 75,0 до 100,0 включ. |
- |
- |
- |
|
±0,65 |
|
Св. 100,0 до 150,0 включ. |
- |
- |
- |
|
±0,85 |
|
Св. 150,0 до 200,0 включ. |
- |
- |
- |
|
±l,10 |
|
Св. 200,0 до 220,0 включ. |
- |
- |
- |
|
±l,30 |
|
Особая точность |
|||||
|
До 1,5 включ. |
- |
- |
- |
- |
- |
|
Св. 1,5 до 3,0 включ. |
- |
- |
- |
- |
- |
|
Св. 3,0 до 6,0 включ. |
- |
- |
- |
- |
±0,15 |
|
Св. 6,0 до 12,0 включ. |
- |
- |
- |
- |
±0,20 |
|
Св. 12,0 до 25,0 включ. |
- |
- |
- |
- |
±0,25 |
|
Св. 25,0 до 50,0 включ. |
- |
- |
- |
- |
+0,30 |
|
Св. 50,0 до 75,0 включ. |
- |
- |
- |
- |
±0,45 |
|
Св. 75,0 до 100,0 включ. |
- |
- |
- |
- |
±0,50 |
|
Св. 100,0 до 150,0 включ. |
- |
- |
- |
- |
±0,60 |
|
Св. 150,0 до 200,0 включ. |
- |
- |
- |
- |
±0,90 |
|
Св. 200,0 до 220,0 включ. |
- |
- |
- |
- |
±l,10 |
4.2.5 Предельные отклонения размера а в швеллерах н других профилях П- и С-образного типа (рисунки 6-11) от номинальных не должны быть больше значений, указанных в таблице 4.
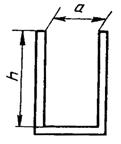
Рисунок 6
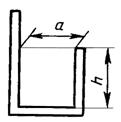
Рисунок 7
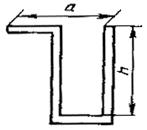
Рисунок 8

Рисунок 9
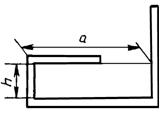
Рисунок 10
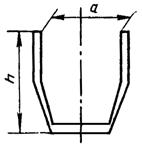
Рисунок 11
Таблица 4
В миллиметрах
|
|
Предельные отклонения размера а на расстоянии h |
|||||||
|
Номинальный размер а |
до 6 bkлюч. |
св. 6 до 12 включ. |
св. 12 до 25 включ. |
св. 25 до 50 включ. |
св. 50 до 75 включ. |
св. 75 до 100 включ. |
св. 100 до 150 включ. |
св. 150 |
|
Нормальная точность |
||||||||
|
До 6 включ. |
±0,25 |
±0,35 |
±0,46 |
±0,50 |
- |
- |
- |
- |
|
Св. 6 до 12 включ. |
±0,30 |
±0,45 |
±0,55 |
±0,65 |
±0,75 |
±0,90 |
- |
- |
|
» 12 » 25 » |
±0,60 |
±0,65 |
±0,75 |
±0,90 |
±l,00 |
±1,20 |
±l,60 |
- |
|
» 25 » 50 » |
±0,70 |
±0,80 |
±0,90 |
±l,10 |
±1,20 |
±l,60 |
±1,85 |
±1,95 |
|
» 50 » 75 » |
±0,80 |
±0,95 |
±1,10 |
±1,30 |
±l,60 |
±l,90 |
±2,10 |
±2,30 |
|
» 75 » 100 » |
±l,00 |
±l,10 |
±l,20 |
±1,50 |
±l,80 |
±2,20 |
±2,60 |
±2,80 |
|
» 100 » 150 » |
±l,20 |
±1,35 |
±1,60 |
±l,90 |
±2,20 |
±2,50 |
±3,00 |
- |
|
» 150 |
±l,50 |
±1,70 |
±l,95 |
±2,10 |
±2,60 |
±3,00 |
- |
- |
|
Повышенная точность |
||||||||
|
До 6 включ. |
±0,20 |
±0,25 |
±0,35 |
±0,40 |
- |
- |
- |
- |
|
Св. 6 до 12 включ. |
±0,25 |
±0,36 |
±0,40 |
±0,50 |
±0,65 |
±0,70 |
- |
- |
|
» 12 » 25 » |
±0,45 |
±0,50 |
±0,65 |
±0,70 |
±0,85 |
±1,00 |
±l,40 |
- |
|
» 25 » 50 » |
±0,55 |
±0,60 |
±0,70 |
±0,85 |
±0,90 |
±l,20 |
±l,56 |
±l,65 |
|
» 50 » 75 » |
±0,60 |
±0,75 |
±0,80 |
±l,00 |
±1,20 |
±l,40 |
±l,70 |
±l,80 |
|
» 75 » 100 » |
±0,75 |
±0,80 |
±0,90 |
±1,15 |
±l,40 |
±l,70 |
±2,20 |
±2,80 |
|
» 100 » 150 » |
±0,80 |
±1,00 |
±l,20 |
±1,50 |
±l,70 |
±l,90 |
±2,50 |
- |
|
» 150 |
±1,20 |
±1,30 |
±l,50 |
±l,65 |
±2,00 |
±2,25 |
- |
- |
|
Особая точность |
||||||||
|
До 6 включ. |
±0,15 |
±0,15 |
±0,20 |
±0,20 |
- |
- |
- |
- |
|
Св. 6 до 12 включ. |
±0,20 |
±0,20 |
±0,25 |
±0,30 |
±0,35 |
±0,40 |
- |
- |
|
» 12 » 25 » |
±0,25 |
±0,25 |
±0,30 |
±0,35 |
±0,40 |
±0,4l5 |
- |
- |
|
» 25 » 50 » |
±0,30 |
±0,35 |
±0,40 |
±0,45 |
±0,50 |
±0,55 |
±0,60 |
±0,70 |
|
» 50 » 75 » |
±0,45 |
±0,50 |
±0,50 |
±0,55 |
±0,60 |
±0,65 |
±0,75 |
±0,90 |
|
» 75 » 100 » |
±0,50 |
±0,55 |
±0,60 |
±0,65 |
±0,70 |
±0,75 |
±0,85 |
±l,20 |
|
» 100 » 150 » |
±0,60 |
±0,65 |
±0,70 |
±0,75 |
±0,85 |
±0,95 |
±l,20 |
- |
|
» 150 |
±0,90 |
±0,95 |
±l,20 |
±l,25 |
±l,30 |
±l,35 |
- |
- |
4.2.6 Предельные отклонения угловых размеров b; b1; b2 ( поперечного сечения профилей (рисунок 12), если значения углов указаны на чертежах, не должны быть более:
±2,0° - для профилей нормальной точности;
±1,5° - для профилей повышенной точности;
±1,0° - для профилей особой точности.
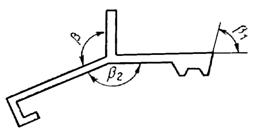
Рисунок 12
4.2.7 Поперечная кривизна К (рисунки 13-16) профилей в процентах от ширины b не должны быть более значений, указанных в таблице 5.
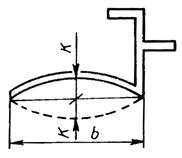
Рисунок 13
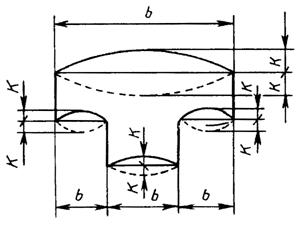
Рисунок 14
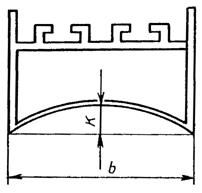
Рисунок 15
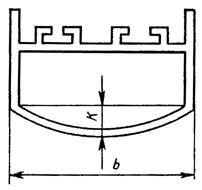
Рисунок 16
Таблица 5
|
Ширина b, |
Поперечная кривизна К для профилей, проценты от b |
||
|
мм |
нормальной точности |
повышенной точности |
особой точности |
|
До 200 |
1,5 |
1,0 |
0,5 |
4.2.8 Угол скручивания a профилей вокруг продольной оси (рисунок 17) не должен быть более значений, указанных в таблице 6.

Рисунок 17
Таблица 6
|
Диаметр |
Угол скручивания a для профилей |
|||||
|
описанной |
нормальной точности |
повышенной точности |
особой точности |
|||
|
окружности, мм |
на 1 м длины |
на всю длину L |
на 1 м длины |
на всю длину L |
на 1 м длины |
на всю длину L |
|
До 30 включ. |
2,0° |
2,0°´L, но не более 8,0° |
1,5° |
1,5°´L, но не более 5,0° |
1,0° |
1,0°´L, но не более 4,0° |
|
Св. 30 до 50 включ. |
2,0° |
2,0°´L, но не более 7,0° |
1,5° |
1,5°´L, но не более 4,0° |
1,0° |
1,0°´L, но не более 3,0° |
|
» 50 » 100 » |
2,0° |
2,0°´L, но не более 6,0° |
1,0° |
1,0°´L, но не более 3,0° |
1,0° |
1,0°´L, но не более 2,5° |
|
От 100 до 150 включ |
1,0° |
1,0°´L, но не более 4,0° |
1,0° |
1,0°´L, но не более 2,0° |
0,5° |
0,5°´L, но не более 1,5° |
|
» 150 |
1,0° |
1,0°´L, но не более 3,0° |
0,5° |
0,5°´L, но не более 2,0° |
0,5° |
0,5°´L, но не более 1,0° |
4.2.9 Продольное плавное отклонение от прямолинейности относительно любой плоскости (рисунок 18) не должно быть более значений, указанных в таблице 7.
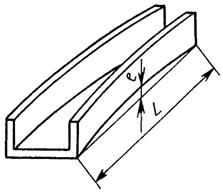
Рисунок 18
Таблица 7
В миллиметрах
|
Максимальная |
Продольное отклонение от прямолинейности |
|||||
|
толщина стенки, |
нормальная точность |
повышенная точность |
особая точность |
|||
|
полки |
на 1 м длины |
на всю длину L |
на 1 м длины |
на всю длину L |
на 1 м длины |
на всю длину L |
|
До 2,0 включ. |
Любое, устраняемое давлением груза массой 5 кг |
|||||
|
Св. 2,0 |
2,0 |
2,0 ´ L |
1,0 |
1,0 ´ L |
0,5 |
0,5 ´ L |
4.2.10 Волнистость полок и стенок не должна быть более 1 мм для профилей нормальной точности, 0,5 мм для профилей повышенной точности и 0,25 мм для профилей особой точности. Шаг волны должен быть не менее 1 м. При значении волнистости до 0,2 мм включ. шаг не лимитируется.
4.2.11 Условное обозначение марки профиля следует принимать по схеме.
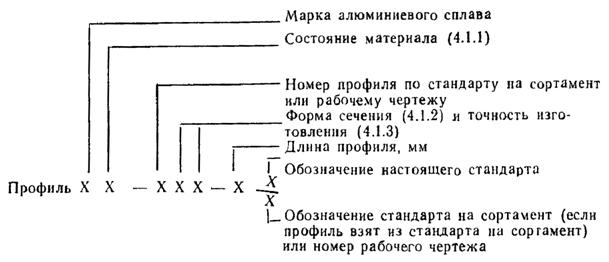
Примеры условного обозначения
Марка профиля из алюминиевого сплава марки АД31 в закаленном и естественно состаренном состоянии (Т), сплошного сечения (С), повышенной точности (П), номера 441166 по ГОСТ 13624, длиной 5000 мм:
Профиль
АД31Т-441166СП-5000 ![]()
То же, в неполностью закаленном и искусственно состаренном состоянии (Т5), полого сечения (Д), нормальной точности (Н), номера 50 по рабочему чертежу № 605, длиной 4500 мм:
Профиль
АД31Т5-50ДН-4500 ![]()
5 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
5.1 Профили должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам предприятия - изготовителя с соблюдением установленного технологического регламента.
5.2 Профили изготовляют из алюминиевых сплавов марок АД31 и 1915 с химическим составом в соответствии с ГОСТ 4784.
5.3 На поверхности профилей не должно быть трещин, расслоений, неметаллических включений, коррозионных пятен и раковин.
5.4 На лицевой поверхности профиля нормальной и повышенной точности, указываемой на его чертеже, не допускаются механические повреждения, плены, пузыри глубиной более 0,07 мм, продольные следы от матрицы глубиной более 0,03 мм, а также поперечные следы от матрицы, образующиеся при остановке пресса.
На остальной поверхности профиля не допускаются механические повреждения, плены, пузыри глубиной, превышающей половину минусового допуска на толщину полок и стенок; продольные следы от матрицы глубиной более 0,15 мм.
5.5 На лицевой поверхности профиля особой точности, указываемой на его чертеже, не допускаются механические повреждения, плены, пузыри глубиной более 0,01 мм, продольные следы от матрицы глубиной более 0,005 мм, а также поперечные следы от матрицы, образующиеся при остановке пресса.
Требования к качеству остальной поверхности - по 5.4.
5.6 Механические свойства прессованных профилей при испытании на растяжение должны быть не меньше величин, указанных в таблице 8, и гарантируются заводом - изготовителем для сплава марки АД31 соблюдением технологических режимов прессования и контрольными испытаниями по заводской технической документации.
Таблица 8
|
Обозначение марки и состояния материала профиля |
Состояние материала профиля |
Толщина стенки или полки профиля, мм |
Временное сопротивление sв, МПа (кгс/мм2) |
Предел текучести s0,2 МПа (кгс/мм2) |
Относительное удлинение, s, % |
|
АД31 |
Без термической обработки |
Все размеры |
78(8) |
- |
16 |
|
АД31Т |
Закаленные и естественно состаренные |
То же |
127(13) |
69(7) |
13 |
|
АД31Т1 |
Закаленные и искусственно состаренные |
» |
196(20) |
147(15) |
8 |
|
АД31Т4 |
Неполностью закаленные и естественно состаренные |
До 10 включ. |
108(11) |
59(6) |
15 |
|
АД31Т5 |
Неполностью закаленные и искусственно состаренные |
То же |
157(16) |
118(12) |
8 |
|
1915 |
Без термической обработки с естественным старением в течение 30-35 сут. |
До 12 включ. |
314(32) |
196(20) |
10 |
Для профилей, имеющих толщину стенки или полки большую, чем указано в таблице 8, механические свойства устанавливаются по согласованию изготовителя с потребителем.
5.7 Точность геометрических размеров профилей (4.1.3) должна быть указана потребителем в чертежах и в заказе на профили.
5.8 Комплектность
5.8.1 В комплект поставки должны входить профили одной марки и документ о качестве на отгружаемые профили. Допускается в комплект поставки включать профили нескольких марок в соответствии со спецификацией потребителя.
5.8.2 Документ о, качестве должен содержать:
- наименование или товарный знак предприятия - изготовителя;
- наименование потребителя;
- условное обозначение профиля;
- номер заказа (номер партии);
- число и номера упаковочных мест с указанием массы,
- результаты испытаний (для механических свойств указать максимальные и минимальные значения);
- штамп технического контролера предприятия - изготовителя.
5.9 Маркировка
Транспортная маркировка и маркировка профилей наносятся на ярлыки, прикрепленные к упаковочному месту. Содержание транспортной маркировки и требования к ее выполнению и к ярлыкам - по ГОСТ 14192. Маркировка профилей должна содержать: условное обозначение профиля и номер заказа (партии).
5.10 Упаковка
5.10.1 Временная противокоррозионная защита, упаковка по ГОСТ 9.510
5.10.2 Упакованные профили укладывают в тару, изготовленную по рабочим чертежам предприятия - изготовителя.
Упаковка должна обеспечивать сохранность профилей и их поверхности от механических повреждений.
5.10.3 Масса нетто упаковочного места не должна превышать 1000 кг.
6 ПРИЕМКА
6.1 Профили принимает технический контроль предприятия - изготовителя партиями. Партия должна состоять из профилей одной марки алюминиевого сплава, одного состояния материала, одной плавки и садки термической обработки, одного размера.
Допускается составлять партии из термообработанных профилей, изготовленных из алюминиевого сплава нескольких плавок или садок при условии, что качество профилей соответствует требованиям настоящего стандарта.
Размер партии не должен превышать массы профилей, изготовленных в течение одной смены.
6.2 Проверке качества поверхности подлежит каждый профиль.
6.3 Для контроля геометрических размеров профилей (4.2- 4.10) отбирают 2% профилей от каждой партии, но не менее двух профилей.
6.4 При получении неудовлетворительных результатов проверки геометрических размеров по ним проводят контроль каждого профиля этой партии.
6.5 Для контроля механических свойств профилей из сплава марки 1915 отбирают образцы продукции длиной 200 мм от 5% профилей каждой партии, но не менее трех.
Приемочными испытаниями сплава марки 1915 являются испытания, проведенные после 4 сут естественного старения. При этом механические свойства должны быть не менее:
265 МПа (27 кгс/мм2) - временное сопротивление разрыву;
167 МПа (17 кгс/мм2) - предел текучести:
10 % - относительное удлинение.
При получении неудовлетворительных результатов испытаний хотя бы одного из показателей механических свойств проводят повторные испытания механических свойств на удвоенном числе образцов, взятых от тех же партий. При получении неудовлетворительных результатов испытания хотя бы по одному показателю партию подвергают сплошному контролю или бракуют.
6.6 Партию считают принятой, если показатели качества профилей соответствуют требованиям настоящего стандарта
6.7 Потребитель имеет право проводить контрольную проверку соответствия профилей требованиям настоящего стандарта, соблюдая при этом приведенный порядок отбора профилей и применяя указанные методы контроля.
7 МЕТОДЫ КОНТРОЛЯ
7.1 Химический состав алюминиевых сплавов должен быть удостоверен документом о качестве (сертификатом) предприятия - изготовителя слитков или данными заводской лаборатории предприятия - изготовителя профилей.
7.2 Качество поверхности профилей определяют визуально. Глубину дефектов, при необходимости, определяют контрольной зачисткой или с помощью профилометра по ГОСТ 19300
7.3 Геометрические размеры поперечного сечения профилей контролируют микрометром по ГОСТ 6507, штангенциркулем по ГОСТ 166 или другим инструментом, обеспечивающим необходимую точность.
Геометрические размеры (за исключением длины) и параметры профилей, для которых в рабочих чертежах не указана точность изготовления (нормальная, повышенная или особая), контролю не подлежат, а их точность обеспечивается технологией изготовления профилей.
7.4 Волнистость и абсолютное значение поперечной кривизны профилей определяют наложением поверочной линейки по ГОСТ-8025 на контролируемую поверхность и измерением максимальной высоты отклонения профиля от линейки.
7.5 Для проверки угла скручивания (4.8) профиль укладывают на контрольную плоскую плиту и прижимают в трех точках: в двух с одного конца профиля и в одной - с другого конца. Отношение высоты подъема четвертой точки от контрольной плиты к ширине профиля равно синусу угла скручивания a.
Угол скручивания на 1 м длины равен отношению полученного угла a к длине профиля L в метрах.
7.6 Для проверки отклонения от прямолинейности (4.9) профиль укладывают на контрольную плоскую плиту и измеряют наибольшее расстояние до вогнутой стороны профиля.
Допускается измерять отклонение от прямолинейности путем наложения металлической линейки длиной 1 м по ГОСТ 427 на контролируемую плоскость.
7.7 Измерение высоты подъема четвертой точки (7.5) и наибольшее расстояние от контрольной плоскости или линейки до профиля (7.4 и 7.5.5) проводят набором щупов по нормативно-технической документации или штангенциркулем с глубиномером по ГОСТ 166.
7.8 Длину профилей проверяют рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427.
Допускается производить измерение другими способами, обеспечивающими необходимую точность.
7.9 Косину реза профилей проверяют угольником по ГОСТ 3749 и линейкой по ГОСТ 427.
7.10 Механические свойства профилей на растяжение проверяют на коротких образцах по ГОСТ 1497 или методом неразрушающего контроля по нормативно-технической документации.
8 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 9.510.
Ключевые слова: профили прессованные, сплавы алюминиевые, конструкции ограждающие строительные, общие технические условия
|
|