|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
Открытое акционерное общество
Научно-исследовательский и конструкторский институт
химического машиностроения ОАО "НИИХИММАШ"
Открытое акционерное общество
Иркутский Научно-исследовательский и конструкторский институт
химического и нефтяного машиностроения
ОАО "ИркутскНИИхиммаш"
СТО 00220256-005-2005
ШВЫ СТЫКОВЫХ, УГЛОВЫХ И
ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ.
МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ.
ОАО "НИИХИММАШ" 2006
|
|
|
||
|
СТО 00220256-005-2005 ШВЫ СТЫКОВЫХ, УГЛОВЫХ И
ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ |
|||
|
|
|
||
|
ОАО "НИИХИММАШ" |
|
||
|
|
|
||
|
Начальник отдела № 23, |
|
В.А. Бобров |
|
|
Начальник сектора КД |
|
Л.В. Орлова |
|
|
Инженер-технолог |
|
В.Д. Мищук |
|
|
Начальник отдела стандартизации |
|
А.В. Смирнов |
|
|
|
|
|
|
|
ОАО "ИркутскНИИхиммаш" |
|
||
|
|
|
||
|
Зам. генерального директора |
|
В.И. Лившиц |
|
|
Завотделом неразрушающих |
|
С.П. Быков |
|
|
Зам зав. отделом неразрушающих |
|
Р.Р. Чемрукова |
|
ПРЕДИСЛОВИЕ
1. Разработан Открытым Акционерным Обществом "Научно-исследовательский и конструкторский институт химического машиностроения" г. Москва,
Открытым Акционерным Обществом "Иркутский научно-исследовательский и конструкторский институт химического и нефтяного машиностроения" г. Иркутск.
2. Взамен ОСТ 26-2044-83.
3. Экспертиза проведена в ТК 260 "Оборудование химическое и нефтегазоперерабатывающее" письмом № 7064-34-8-283а от 30.12.05
СОГЛАСОВАН
РОСТЕХНАДЗОР
Начальник управления В.С. Котельников
Письмо № 09-03/842 от 11.04.2006 г.
Содержание
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Настоящий стандарт устанавливает методику ультразвукового контроля стыковых, угловых и тавровых сварных соединений химической и нефтехимической аппаратуры из углеродистых и низколегированных сталей, порядок его проведения, регистрации дефектов и оценки качества сварных соединений.
Данный стандарт может быть использован как при изготовлении, ремонте, реконструкции, монтаже, так и при эксплуатации (техническом диагностировании и освидетельствовании нефтехимического оборудования).
Стандарт распространяется на доступные для контроля стыковые, угловые и тавровые сварные соединения, выполненные всеми видами автоматической, полуавтоматической, ручной электродуговой и электрошлаковой сварки, изготавливаемые в соответствии с требованиями ПБ 03-576-03, ПБ 03-584-03, ОСТ 26 291, ОСТ 24.201.03, ГОСТ Р 50599.
ОАО "НИИХИММАШ"
Зарегистрировано
№ 244 2006-03-31
Зам. генерального директора, к.т.н.
Доступными для контроля считаются сварные соединения, имеющие околошовную зону, позволяющую перемещать преобразователь в пределах, обеспечивающих прозвучивание всего сечения шва.
Стандарт не распространяется на контроль швов сварных соединений тангенциальных патрубков с корпусом или днищем, угловых сварных швов с укрепляющим кольцом, сварных соединений с конструктивным (остающимся) непроваром между свариваемыми деталями, на контроль швов, выполненных сваркой с одной стороны без подкладных колец (планок).
Стандарт не распространяется на контроль антикоррозийных наплавок и сплошности листового проката и труб.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем документе использованы нормативные ссылки на следующие стандарты, классификаторы, правила и руководящие документы:
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
ПБ 03-584-03 Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных.
ПБ 03-440-02 Правила аттестации персонала в области неразрушающего контроля.
ОСТ 26 291-94 Сосуды и аппараты стальные сварные. Общие технические условия.
ОСТ 24.201.03-90 Сосуды и аппараты стальные высокого давления. Общие технические требования.
ОСТ 26-2079-80 Швы сварных соединений сосудов и аппаратов, работающих под давлением. Выбор методов неразрушающего контроля.
ГОСТ Р 50599 Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации.
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 23829-85 Контроль неразрушающий акустический. Термины и определения.
ГОСТ 20415-82 Контроль неразрушающий. Методы акустические. Общие положения.
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.
ГОСТ 12.1.030-81 ССБТ. Электробезопасность. Защитное заземление. Зануление.
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
ГОСТ 12.1.003 ССБТ. Шум. Общие требования безопасности.
ГОСТ 9140-78 Фрезы шпоночные. Технические условия.
ГОСТ 19906-74 Нитрит натрия технический. Технические условия.
ГОСТ 6259-75 Глицерин. Технические условия.
ПОТ Р М-016-2001, РД 153-34.0-03.150-00 Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок МРТУ 6-05-1098 и 85/500.
3. ОСНОВНЫЕ ПОЛОЖЕНИЯ
3.1 Стандарт устанавливает методику ручного ультразвукового контроля:
- стыковых сварных соединений в изделиях с толщиной стенки от 4 до 250 мм (плоских заготовок, кольцевых швов сосудов и аппаратов, диаметром не менее 200 мм, продольных швов цилиндрических изделий, диаметром не менее 400 мм, кольцевых швов труб, патрубков и других узлов, с наружным диаметром не менее 100 мм с двухсторонней сваркой или с односторонней сваркой с подкладным кольцом);
- угловых и тавровых сварных соединений листовых конструкций, эллиптических и шаровых днищ с толщиной стенки свариваемых элементов (деталей) от 6 до 120 мм, с наружным диаметром корпуса (днища) не менее 400 мм и внутренним диаметром привариваемых люков, штуцеров, лазов и т.п. не менее 100 мм при отношении диаметра патрубка к диаметру корпуса не более 0,6.
3.2 Методика ультразвукового контроля обеспечивает выявление в сварных швах трещин, непроваров, несплавлений, шлаковых включений и газовых пор с эквивалентной площадью не менее нормативных величин дефектов и указанием их количества, координат расположения и условной протяженности без расшифровки характера.
При ультразвуковом контроле не гарантируется выявление дефектов в пределах мертвой зоны преобразователя в соответствии с эксплуатационной документацией на применяемые дефектоскоп и преобразователь, а также дефектов в зоне индикации мешающих сигналов из-за неровности усиления шва, конструктивных элементов свариваемых деталей, структурных неоднородностей и плоскостных дефектов, расположенных параллельно поверхности шва.
3.3 Участки швов, для которых расшифровка результатов ультразвукового контроля и оценка качества затруднительны, должны быть дополнительно проверены просвечиванием рентгеновским лучами или гамма-лучами. При несовпадении результатов контроля в качестве арбитражного метода рекомендуется металлографический метод или послойное вскрытие шва с последующим контролем капиллярным или магнитным методами.
3.4 Необходимость проведения, а также объем контроля определяются требованиями ПБ 03-576-03, ПБ 03-584-03, ОСТ 26 291, ОСТ 24.201.03-90, ОСТ 26-2079, ГОСТ Р 50599 технических условий, чертежей и другой технической документации, утвержденной в установленном порядке.
3.5 При проектировании сосудов и аппаратов, следует руководствоваться требованиями настоящего стандарта по обеспечению дефектоскопичности свариваемых деталей и готовых сварных соединений.
3.6 Применение установок механизированного и автоматизированного ультразвукового контроля допускается при условии согласования методик контроля и используемого оборудования с Ростехнадзором России.
3.7 Стандарт соответствует требованиям ГОСТ 14782, ГОСТ 23829, ГОСТ 20415 и ГОСТ 23667.
3.8 При необходимости, заводами-изготовителями или институтами могут разрабатываться технологические инструкции и стандарты предприятий по ультразвуковому контролю стыковых, угловых и тавровых сварных соединений с учетом требований ОСТ 26 291; ОСТ 24.201-03, чертежей, технических условий на изготовление и настоящего стандарт.
Инструкции и стандарты предприятий должны быть согласованы и утверждены в установленном порядке. Документация на контроль, содержащая отступления от требований настоящего стандарта или включающая новые методики контроля, должна согласовываться с Ростехнадзором России.
3.9 Данный стандарт может быть использован как при изготовлении, ремонте, так и при эксплуатации сосудов и аппаратов.
4 АППАРАТУРА
4.1 ДЕФЕКТОСКОПЫ И ПРЕОБРАЗОВАТЕЛИ
4.1.1 При контроле должны использоваться ультразвуковые импульсные дефектоскопы типов УМУ "Сканер", УД2 - 12 или другие, отвечающие требованиям настоящего стандарта и ГОСТ 14782.
4.1.2 Дефектоскопы должны быть укомплектованы типовыми или специальными наклонными преобразователями с углами ввода 39°, 50°, 65°, 70°, 74°, прямыми и раздельно-совмещенными преобразователями, включая механизированные.
4.1.3 Метрологическая поверка ультразвуковых дефектоскопов в комплекте с преобразователями проводится аккредитованными Госстандартом России метрологическими службами не реже одного раза в год в установленном порядке.
Дефектоскопическая служба организации должна проводить периодический визуальный контроль и проверку технических характеристик дефектоскопа, в том числе, после каждого ремонта, в соответствии с методикой, изложенной в эксплуатационной документации.
4.1.4 Для проверки, наладки в процессе и после ремонта дефектоскопов рекомендуется перечисленная ниже аппаратура и инструмент:
- комплект контрольных образцов и вспомогательных устройств КОУ-2;
- осциллограф универсальный;
- анализатор спектра;
- электронно-счетный частотомер;
- генератор радиоимпульсов;
- аттенюатор.
Необходимо для ремонта иметь набор микросхем, комплект инструмента для радиомонтажа и пр.
Допускается применять другие приборы с аналогичными характеристиками.
4.1.5 Для проведения контроля, обеспечения стабильности параметров контроля в процессе его проведения, облегчения работы дефектоскопистов и т.п., допускается применять различные приспособления, приставки, не изменяющие основные параметры контроля: планшеты с АРД - диаграммами, дефектоскопические линейки, держатели, ограничители перемещения преобразователя, имитаторы дефектов и др.
4.2 СТАНДАРТНЫЕ ОБРАЗЦЫ
4.2.1 В комплект аппаратуры для измерения и проверки основных параметров дефектоскопов (совместно с преобразователями) и их контроля должен входить комплект стандартных образцов СО-1, СО-2, СО-3, СО-4, СО-4А по ГОСТ 14782 и стандартных образцов предприятия (СОП) по настоящему стандарту.
4.2.2 В случае отсутствия настоящих образцов, допускается их изготовление из сталей тех же марок, что и контролируемое изделие, или из стали 20 по ГОСТ 1050 с аттестацией изготовленных образцов в установленном порядке.
4.2.3 Стандартные образцы применяют для проверки и определения основных параметров контроля:
- условной чувствительности;
- разрешающей способности;
- погрешности глубиномера дефектоскопа;
- «мертвой зоны»;
- точки выхода ультразвукового луча;
- стрелы преобразователя n
- угла ввода ультразвукового луча α;
- рабочей частоты f.
4.3 СТАНДАРТНЫЕ ОБРАЗЦЫ ПРЕДПРИЯТИЯ (СОП)
4.3.1 СОП используют для настройки и проверки предельной чувствительности дефектоскопа, а также для настройки глубиномера.
4.3.2 Предельная чувствительность дефектоскопа определяется наименьшей площадью (мм2) отверстия с плоским дном, ориентированным перпендикулярно акустической оси преобразователя, которое обнаруживается на заданной глубине в изделии при данной настройке аппаратуры. Отверстие выполнено в СОП (рисунок 1), изготовленном из металла, аналогичного по акустическим свойствам и шероховатости поверхности металлу контролируемого сварного шва.
Предельную чувствительность дефектоскопа следует выбирать по таблицам 1-3, 5, 6, 8.
Допускается в соответствии с ГОСТ 14782 вместо плоскодонных применять сегментные или плоские угловые отражатели (рисунки 2, 3).
В рекомендуемом приложении А приведены комбинированные СОП с плоскодонными и сегментными отражателями для настройки предельной чувствительности дефектоскопа и оценки величины дефектов в диапазоне контролируемых толщин от 40 до 250 мм, а также даны примеры выбора необходимых отражателей.
Вместо комбинированных СОП допускается применение специализированных образцов (см. рисунки 1-3) для конкретного сварного соединения. Глубина залегания контрольных дефектов в образце должна соответствовать толщине контролируемого сварного соединения и не должна отличаться от нее более чем на ±10 %.
4.3.3 Способы
изготовления сегментных отражателей, а также значения глубины фрезерования
сегмента ![]() или
или ![]() и высоты сегмента
и высоты сегмента ![]() , при которых получается необходимая площадь отражающей
поверхности сегмента в зависимости от угла ввода ультразвукового луча,
приведены в справочном приложении
Б. В этом же приложении даны способы изготовления плоскодонного и плоского
углового отражателей.
, при которых получается необходимая площадь отражающей
поверхности сегмента в зависимости от угла ввода ультразвукового луча,
приведены в справочном приложении
Б. В этом же приложении даны способы изготовления плоскодонного и плоского
углового отражателей.
4.3.4
Соотношение между площадью вертикальной грани плоского углового отражателя
(зарубки) ![]() и площадью плоскодонного отражателя
и площадью плоскодонного отражателя ![]() , дающими сигнал одинаковой амплитуды, определяется
выражением:
, дающими сигнал одинаковой амплитуды, определяется
выражением:
![]()
Значение коэффициента ![]() зависит от угла ввода
ультразвукового луча в металл
зависит от угла ввода
ультразвукового луча в металл ![]() и определяется по
графику (рисунок
4).
и определяется по
графику (рисунок
4).
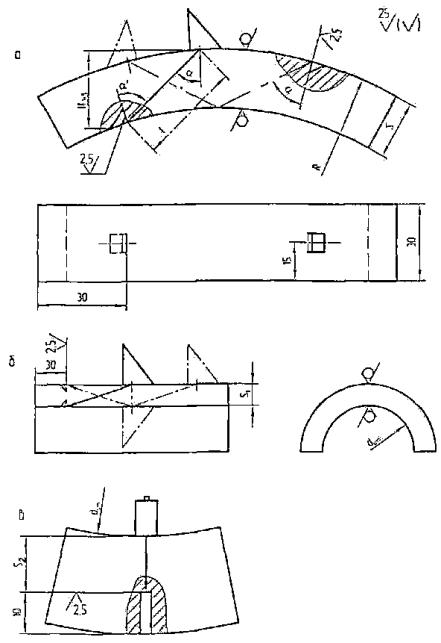
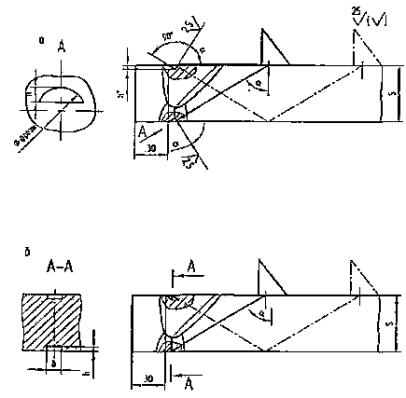
4.3.5 При контроле стыковых и угловых швов сварных соединений аппаратов с наружным диаметром менее 800 мм настройку предельной чувствительности следует производить по СОП, имеющему тот же радиус кривизны, что и контролируемое изделие, или отличающемуся от этого радиуса не более, чем на ±10 % (рисунок 5 а).
Допускается для настройки предельной чувствительности и установления зоны контроля вместо криволинейных использовать плоские образцы.
![]() - глубина фрезерования,
- глубина фрезерования, ![]() - глубина
фрезерования: обозначение зависит от типа образца, например, рис. 2
и рис.
А.7.
- глубина
фрезерования: обозначение зависит от типа образца, например, рис. 2
и рис.
А.7.
а - для наклонных преобразователей, б - для прямых преобразователей
Рисунок 1 - Расположение плоскодонного отражателя в СОП
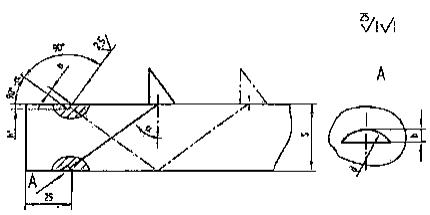
h* - глубина фрезерования,
h - стрела сегмента,
d - диаметр фрезы
Рисунок 2 - Расположение сегментного отражателя в СОП
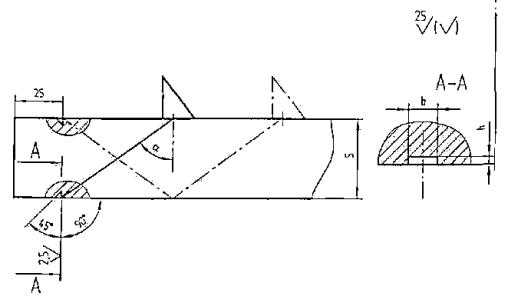
b - ширина бойка
Рисунок 3 - Расположение углового отражателя с СОП
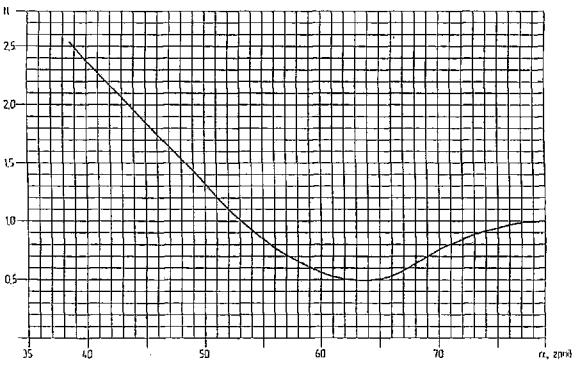
Рисунок 4 - График зависимости коэффициента "N" от угла ввода ультразвукового луча "α"
Глубина залегания искусственного отражателя в плоском образце, эквивалентная глубине залегания искусственного отражателя в криволинейном образце, определяется выражением:
|
|
|
где l - длина пути ультразвукового луча от точки ввода в металл до искусственного отражателя (см. рисунок 5);
R - радиус наружной поверхности корпуса;
s - толщина стенки корпуса.
Протяженность зоны контроля на экране дефектоскопа в этом случае увеличивается по сравнению с плоским сварным соединением на величину:
![]()
Для однократно
отраженного луча принимается поправка ![]() , для двукратно отраженного луча - поправка
, для двукратно отраженного луча - поправка ![]() .
.
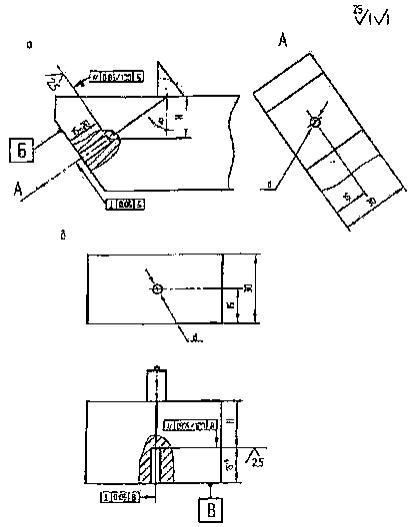
4.3.6 Если было установлено, что относительное затухание ультразвука в стыковом сварном шве по сравнению с затуханием ультразвука в основном металле превышает 3 дБ, то для настройки чувствительности при контроле стыковых и угловых швов должны применяться СОП со швом и с контрольным дефектом, выполненным в металле шва (рисунок 6).
Методика измерения относительного затухания ультразвука в сварном шве дана в обязательном приложении В.
Для
криволинейных образцов рекомендуется использовать плоские угловые отражатели,
отражающая грань которых расположена в радиальной плоскости (см. рисунок
5 а). Площадь углового отражателя должна определяться с учетом коэффициента
N (см. рисунок
4) в зависимости от угла ![]() пересечения
акустической оси преобразователя с плоскостью углового отражателя. Угол
пересечения
акустической оси преобразователя с плоскостью углового отражателя. Угол ![]() определяют из
выражения:
определяют из
выражения:

5 ПОДГОТОВКА К КОНТРОЛЮ
5.1 ОБЩИЕ ПОЛОЖЕНИЯ
5.1.1 Ультразвуковой контроль должен проводиться при температурах окружающего воздуха, согласно паспортным данным по эксплуатации прибора. Температура шва и околошовной зоны при проведении контроля не должна превышать 50ºС.
5.1.2 Окончательный ультразвуковой контроль сварных соединений должен проводиться после их термообработки.
5.1.3 При сканировании по наружной цилиндрической поверхности или по внутренней цилиндрической поверхности, радиусом менее 400 мм, для надежного акустического контакта рабочая поверхность призмы наклонного преобразователя должна соответствовать поверхности изделия. При контроле раздельно-совмещенными и прямыми преобразователями для этой цели должны применяться специальные насадки, обеспечивающие постоянную их ориентацию перпендикулярно к поверхности изделия и постоянство площади акустического контакта.
|
а, б - с угловыми отражателями
при контроле соответственно по корпусу и наружной поверхности штуцера. |
Рисунок 5 - СОП для настройки чувствительности при малых радиусах кривизны поверхности контроля
а - образец с
сегментными отражателями
б - образец с угловыми отражателями
Рисунок 6 - СОП для настройки чувствительности
5.1.4 На изделии во время его контроля не должны проводиться сварка, зачистка и другие механические работы, затрудняющие контроль.
5.1.5 При проведении контроля на открытом месте в дневное время или при сильном искусственном освещении необходимо принимать меры к затемнению экрана индикатора дефектоскопа.
5.1.6 Ультразвуковой контроль сварных соединений может производиться во всех пространственных положениях, при наличии доступа к шву.
При монтаже, техническом диагностировании и ремонте оборудования допускается проведение контроля в потолочном положении с применением более вязкой контактной среды (например, автола, смеси машинного масла с солидолом и др.).
В этом случае настройка дефектоскопа проводится с той же контактной средой.
5.2 ТРЕБОВАНИЯ К ДЕФЕКТОСКОПИСТАМ
5.2.1 К проведению ультразвукового контроля сварных соединений изделий, подконтрольных Ростехнадзору России, должны допускаться дефектоскописты, аттестованные на I-III уровни квалификации, согласно ПБ 03-440-02 «Правилам аттестации персонала в области неразрушающего контроля», утвержденными постановлением Госгортехнадзора России от 23.01.02 г. за № 3.
Оценка качества сварных соединений по результатам ультразвукового контроля должна выполняться дефектоскопистом, имеющим квалификацию не ниже II уровня. Ультразвуковой контроль должен проводиться звеном из двух дефектоскопистов, которые поочередно сменяют друг друга в процессе выполнения работы. Один из дефектоскопистов должен иметь квалификацию не ниже II уровня.
5.2.2 Работа каждого дефектоскописта, выполняемая в производственных условиях, должна проверяться не реже одного раза в неделю путем повторного выборочного ультразвукового контроля не менее 5 % от общей протяженности швов, проверенных за смену. Проверку работы могут проводить старший по смене дефектоскопист, инженер или дефектоскопист более высокой квалификации. При обнаружении пропущенных дефектов сварные швы должны контролироваться повторно другим дефектоскопистом.
При неоднократном обнаружении пропущенных одним и тем же дефектоскопистом дефектов в течение одного месяца лишить его права контроля ультразвуковым методом до проведения внеочередной аттестации после дополнительного обучения и производственной стажировки.
5.3 ТРЕБОВАНИЯ К УЧАСТКУ КОНТРОЛЯ
5.3.1 Ультразвуковой контроль оборудования должен проводиться в цехе при его изготовлении, или на специально оборудованной площадке при его эксплуатации.
5.3.2 Участок ультразвукового контроля должен быть удален от сварочных постов и защищен от прямых лучей источников света. Рекомендуемое удаление участка от постов сварки - не менее 10 м.
5.3.3 На участке ультразвукового контроля в цехе должны быть:
- подвод электропитания напряжением 220 (127) и 36 (42) В, частотой 50 Гц;
- шины заземления оборудования;
- мостки и лестницы, переносные стульчики для дефектоскопистов;
- подставки или тележки для дефектоскопистов;
- стабилизатор напряжения при колебаниях напряжения сети, превышающих на ±5 % или - 10 % номинальное значение.
На участке контроля при эксплуатации оборудования прибор должен иметь автономное питание.
5.3.4 В цехах - изготовителях аппаратуры для хранения дефектоскопического оборудования, СОП, оснастки, инструмента и вспомогательных материалов, а также для проведения подготовительных, наладочных и ремонтных работ должны быть выделены специальные лабораторные помещения ультразвукового контроля (не менее одного на каждый цех), с площадью из расчета не менее 4 м на каждого работающего.
5.3.5 В лабораторном помещении ультразвукового контроля должны быть:
- ультразвуковые дефектоскопы с комплектами типовых преобразователей, стандартных образцов (СО-1, СО-2, СО-3, СО-4) и СОП;
- подвод сети переменного тока, частотой 50 Гц и напряжением 220 (127) и 36 (42) В;
- стабилизатор напряжения при колебаниях напряжения сети, превышающих на +5 или -10 % номинальное значение;
- катушка с переносным сетевым кабелем;
- шина заземления;
- набор слесарного измерительного инструмента;
- контактная среда и обтирочный материал;
- рабочие столы;
- стеллажи и шкафы для хранения оборудования и материалов.
5.3.6 Для дефектоскопа с блоком памяти, автономным питанием и блоком автоматической регистрации результатов контроля (например, УИУ "Сканер") требования настоящего подпункта могут быть ограничены.
5.4 ПОДГОТОВКА ПОВЕРХНОСТИ ПОД КОНТРОЛЬ
5.4.1. Поверхность околошовной зоны вдоль контролируемого шва на расстоянии Д от шва должна быть очищена от брызг металла, отслаивающейся окалины, ржавчины, грязи, краски. Расстояние Д (см. таблицы 1-3).
![]()
где ![]() - протяженность зоны
перемещения преобразователя, мм.
- протяженность зоны
перемещения преобразователя, мм.
Максимальная протяженность зоны перемещения преобразователя при контроле сварных соединений
![]()
где m - число отражений ультразвукового луча от поверхности.
Для криволинейной поверхности с радиусом кривизны от 200 до 750 мм, максимальная зона перемещения для однократно отраженного луча:

Для двукратно
отраженного луча рассчитанное по формуле значение ![]() умножается на
коэффициент 1,5.
умножается на
коэффициент 1,5.
5.4.2 Допускается вести контроль по поверхности проката без механической обработки, при условии удаления брызг металла с поверхности околошовной зоны и по поверхности, имеющей общую или точечную коррозию, глубиной не более 1 мм. Поверхность не должна иметь вмятин, неровностей, забоин, отслаивающейся и вдавленной окалины.
Сильно корродированная поверхность должна подвергаться механической обработке до получения ровной и гладкой поверхности в пределах перемещения преобразователя.
Зачистку околошовной зоны от окалины следует производить до сборки и сварки, затем удалять брызги и флюс.
Для зачистки
поверхности рекомендуется применять металлические щетки, напильники, шаберы,
шлифмашинки с абразивным кругом, иглофрезы. При механической обработке сварного
соединения шероховатость поверхности должна быть не более ![]() мкм по ГОСТ
2789. На участке контроля необходимо иметь образцы подготовки поверхности,
обеспечивающей надежное проведение ультразвукового контроля.
мкм по ГОСТ
2789. На участке контроля необходимо иметь образцы подготовки поверхности,
обеспечивающей надежное проведение ультразвукового контроля.
Подготовку шва и околошовной зоны проверяет специалист II уровня.
Шов должен быть предъявлен дефектоскописту полностью подготовленным к контролю. Зачистка поверхности в обязанности дефектоскописта не входит.
5.4.3 Для достижения необходимого акустического контакта между поверхностью изделия и преобразователем, зону контроля необходимо покрывать контактной средой. Рекомендуется использовать контактные среды, указанные в справочном приложении Г. Допускается использовать трансформаторное или машинное масла с последующим удалением его с поверхности изделия. Для изделий, имеющих большую кривизну поверхности рекомендуется более густая контактная среда, например, автолы различных марок, технический вазелин, глицерин и др.
Таблица 1
Параметры ультразвукового контроля стыковых сварных соединений
|
Толщина сварного соединения, мм |
Максимальная ширина усиления шва, мм |
Угол ввода ультразвукового луча,…º |
Рабочая частота (по паспорту), МГц |
Стрела преобразователя (не более), мм |
Предельная чувствительность, мм2 |
Контроль нижней части шва |
Контроль верхней части шва |
Ширина зоны зачистки от шва, мм |
||||
|
Способ прозвучивания |
Ширина зоны перемещения преобразователя, мм |
Глубина залегания контрольного дефекта, мм |
Способ прозвучивания |
Ширина зоны перемещения преобразователя, мм |
Глубина залегания контрольного дефекта, мм |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
4-5 |
8-10 |
70º |
5,0 |
8 |
0,9 |
Прямой |
0-20 |
4-5 |
Однократно отраженный |
15-35 |
8-10 |
75 |
|
6-7 |
13-16 |
(4,0) |
1,2 |
0-25 |
6-7 |
25-50 |
12-14 |
90 |
||||
|
8 |
16 |
5,0 |
1,6 |
0-25 |
8 |
20-45 |
16 |
75 |
||||
|
10 |
20 |
(4,0) |
0-30 |
10 |
25-55 |
20 |
85 |
|||||
|
12 |
24 |
(2,5) |
2,0 |
0-35 |
12 |
30-65 |
24 |
95 |
||||
|
4-5 |
18 |
5,0 |
0,9 |
Двукратно отраженный |
35-55 |
12-15 |
15-35 |
8-10 |
65 |
|||
|
6-7 |
20 |
(4,0) |
1,2 |
50-75 |
18-21 |
25-50 |
12-14 |
105 |
||||
|
8 |
22 |
5,0 |
1,6 |
45-65 |
24 |
20-45 |
16 |
95 |
||||
|
10 |
26 |
(4,0) |
55-85 |
30 |
25-55 |
20 |
115 |
|||||
|
12 |
28 |
(2,5) |
2,0 |
65-100 |
36 |
30-65 |
24 |
130 |
||||
|
14 |
28 |
2,5 (2,0) |
10 |
2,0 |
Прямой |
0-40 |
14 |
35-75 |
28 |
105 |
||
|
16 |
30 |
0-45 |
16 |
45-90 |
32 |
120 |
||||||
|
18 |
33 |
0-50 |
18 |
50-100 |
36 |
130 |
||||||
|
20 |
35 |
65º |
3,0 |
0-45 |
20 |
40-85 |
40 |
115 |
||||
|
22 |
38 |
0-50 |
22 |
45-95 |
44 |
125 |
||||||
|
24 |
40 |
0-50 |
24 |
50-105 |
48 |
135 |
||||||
|
28 |
44 |
0-60 |
28 |
60-120 |
56 |
150 |
||||||
|
30 |
46 |
0-60 |
30 |
60-120 |
60 |
150 |
||||||
|
32 |
48 |
50º, 65º |
2,5 (2,0) |
10; 12 |
5,0 |
65º - прямой |
0-70 |
32 |
50º - однократно отраженный |
70-140 |
64 |
170 |
|
36 |
50 |
0-75 |
36 |
75-155 |
72 |
185 |
||||||
|
40 |
52 |
0-85 |
40 |
85-170 |
80 |
200 |
||||||
|
Примечания - 1. При контроле сварных соединений толщиной 4-7 мм допускается применение рабочей частоты 4,0 МГц и толщиной 8-12 мм - 2,5 МГц, толщиной 20-40 мм - 2,0 МГц при условии обеспечения требуемой предельной чувствительности (в таблице эти частоты указаны в скобках). 2. Допускается применять преобразователь с углом ввода выше указанных (не более 74º) при обеспечении предельной чувствительности и отсутствии мешающих сигналов. |
||||||||||||
Таблица 2
Параметры ультразвукового контроля мест сопряжения швов
|
Толщина сварного соединения, мм |
Ширина усиления шва, мм |
Способ прозвучивания |
Угол ввода ультразвукового луча |
Рабочая частота (по паспорту), МГц |
Предельная чувствительность, мм2 |
Глубина залегания контрольного отражателя, мм |
Ширина зоны перемещения преобразователя, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
4-5 |
15 |
Однократно и двукратно отраженный |
74º |
5,0 |
0,9 |
8-10, 12-15 |
55 |
|
6-7 |
18 |
70º или 74º |
(4,0) |
1,2 |
12-14, 18-21 |
75 |
|
|
8 |
20 |
70º |
5,0 |
1,6 |
16, 24 |
66 |
|
|
10 |
24 |
(4,0) |
20, 30 |
82 |
|||
|
12 |
26 |
|
2,0 |
24, 36 |
100 |
||
|
14 |
28 |
2,5 |
28, 42 |
115 |
|||
|
16 |
30 |
Прямой и однократно отраженный |
16, 32 |
88 |
|||
|
18 |
34 |
18,36 |
100 |
||||
|
20 |
36 |
65º |
3,0 |
20,40 |
85 |
||
|
22 |
38 |
22,44 |
95 |
||||
|
24 |
38 |
24,48 |
102 |
||||
|
28 |
40 |
28,56 |
120 |
||||
|
30 |
42 |
5,0 |
0,60 |
130 |
|||
|
32 |
45 |
32,64 |
138 |
||||
|
36 |
48 |
36,72 |
155 |
||||
|
40 |
50 |
Прямой с обеих поверхностей сварного соединения |
40 |
86 |
|||
|
44 |
50 |
7,0 |
44 |
95 |
|||
|
50 |
54 |
50 |
108 |
||||
|
58 |
60 |
56 |
120 |
||||
|
60 |
64 |
60 |
130 |
||||
|
Примечание - Для сварных соединений толщиной более 60 мм параметры контроля выбирают по таблице 8 |
|||||||
Таблица 3
|
Толщина корпуса, мм |
Наибольший размер катета шва, мм |
Угол ввода ультразвукового луча |
Рабочая частота (по паспорту), МГц |
Стрела преобразователя (не более), мм |
Способ прозвучивания |
Ширина зоны перемещения преобразователя, мм |
Ширина зоны зачистки, мм |
Предельная чувствительность |
Глубина залегания искусственного отражателя, мм |
||
|
Площадь отражателя, мм2 |
Размеры плоского углового отражателя, мм |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
6 |
4 |
70º |
5,0 |
6º |
Прямой и однократно отраженный по наружной поверхности корпуса |
35 |
65 |
1,2 |
1,5ξ1,2 |
6, |
12 |
|
7 |
6 |
(4,0) |
45 |
75 |
|
|
7, |
14 |
|||
|
8 |
8 |
(2,5) |
50 |
80 |
1,6 |
2,0ξ1,2 |
8, |
16 |
|||
|
10 |
10 |
|
65 |
95 |
|
|
10, |
20 |
|||
|
12 |
12 |
|
75 |
105 |
2,0 |
2,0ξ1,5 |
12, |
24 |
|||
|
14 |
14 |
2,5 |
10º |
80 |
110 |
|
|
16, |
32 |
||
|
16 |
16 |
90 |
120 |
|
|
|
|
||||
|
18 |
18 |
100 |
130 |
|
|
|
|
||||
|
20 |
20 |
65º |
75 |
105 |
3,0 |
3,0ξ2,0 |
20, |
40 |
|||
|
24 |
|
90 |
120 |
|
|
24, |
48 |
||||
|
28 |
24 |
110 |
140 |
|
|
|
|
||||
|
32 |
|
125 |
155 |
5,0 |
4,0×2,5 |
30, |
60 |
||||
|
36 |
30 |
140 |
170 |
5,0 |
4,0×2,5 |
|
|
||||
|
40 |
|
160 |
190 |
|
|
40, |
80 |
||||
|
50 |
|
50º |
110 |
140 |
7,0 |
3,0×1,7 |
50, |
100 |
|||
|
60 |
35 |
130 |
160 |
|
(2,6×2,0) |
60, |
120 |
||||
|
70 |
35 |
75 |
105 |
|
|
70 |
|||||
|
80 |
|
|
|
|
Прямой с двух сторон корпуса или однократно отраженный с одной стороны |
85 |
115 |
|
|
|
|
|
90 |
40 |
2,5 |
100 |
130 |
|
|
90 |
||||
|
91 |
|
(1,8) |
110 |
140 |
|
|
110 |
||||
|
100 |
|
(1,25) |
|
|
|
|
|
||||
|
110 |
50 |
|
120 |
150 |
|
|
|
||||
|
120 |
|
|
135 |
165 |
10,0 |
3,0×2,5 |
|
||||
|
Примечание - при контроле сварных соединений с толщиной стенки корпуса 6-7 мм допускается использование рабочей частоты 4,0 МГц, при контроле соединений с толщиной стенки 8-12 мм - 2,5 МГц, при условии обеспечения требуемой предельной чувствительности |
|||||||||||
5.5 ОСМОТР И МАРКИРОВКА ШВА
5.5.1 Первичный контроль, а таких контроль после устранения дефектов должен осуществляться на основании заявки (рекомендуемое приложение Д) или другой документации, подписанной работниками ОТК завода, а при техническом диагностировании на основе «Программы работ», согласованной с заказчиком. В документе на проведение контроля указывается номер заказа или изделия, материал изделия, толщина стенки изделия, клеймо сварщика или фамилия мастера и порядковый номер сварного шва. Кроме этого, в нем должны быть сделаны записи о соответствии выполнения сварного шва требованиям ОСТ 26 291, ОСТ 24.201.03-90, ПБ 03-584-03, ПБ 03-576-03, чертежа и другой документации, об устранении внешних дефектов шва и подготовки поверхности под контроль.
5.5.2 Перед проведением контроля дефектоскописту следует изучить чертеж, вид шва, материал, размеры шва, установить соответствие состояния поверхности сварного шва и околошовной зоны требованиям настоящего СТО, разделить шов на участки и замаркировать так, чтобы однозначно устанавливать место расположения дефекта по длине шва. Способ маркировки шва устанавливается заводом.
Швы с недопустимыми наружными дефектами и с отклонениями от установленных размеров ультразвуковому контролю не подлежат.
5.6 ВЫБОР СПОСОБОВ И ПАРАМЕТРОВ КОНТРОЛЯ
5.6.1 Выбор способа контроля зависит от толщины стенок сварного соединения, величины усиления или катета шва, характера и расположения возможных дефектов, конструкции сварного соединения и наличия доступа к сварному шву.
Выбранный способ должен обеспечивать контроль всего сечения наплавленного металла.
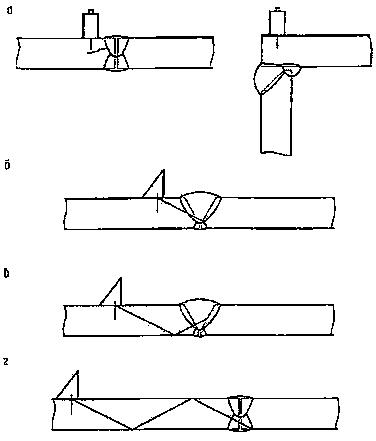
5.6.2 Для сварных соединений применяют следующие способы контроля (рисунок 7):
- прямым или раздельно - совмещенным преобразователем;
- наклонным преобразователем (прямым, одно - и двукратно отраженным лучом).
Контроль прямым или раздельно - совмещенным преобразователем применяют для выявления дефектов, расположенных параллельно внешней поверхности околошовной зоны.
Контроль наклонным преобразователем прямым лучом применяется для выявления дефектов в нижней (корневой) части шва.
|
а - контроль прямым преобразователем на наличие
дефектов в околошовной зоне |
Рисунок 7 - Способы контроля сварных соединений
Контроль однократно отраженным лучом применяется для выявления дефектов в средней и верхней части сварного шва.
Контроль двукратно отраженным лучом применяется для выявления дефектов в средней и нижней части сварного шва при повышенных (верхних) значениях ширины усиления стыкового шва или размера катета углового шва.
5.6.3 Перед ультразвуковым контролем необходимо определить его основные параметры в соответствии с требованиями настоящего СТО.
При этом должны быть выбраны:
- угол наклона акустической оси преобразователя;
- стрела преобразователя;
- рабочая частота;
- предельная чувствительность;
- зона перемещения преобразователя;
- зона зачистки околошовной зоны.
5.6.4 Параметры ультразвукового контроля стыковых сварных соединений должны выбираться по таблицам 1-2 для толщин сварных соединений от 4 до 40 мм и таблица 8 для толщин свыше 40 мм. Параметры контроля на поверхности корпуса угловых и тавровых сварных соединений с плоскими стенками и угловых швов аппаратов (сосудов), должны выбираться по таблицам 3-4, а при контроле по поверхности патрубка - по таблицам 5-6.
Если размер катета сварного шва превышает указанный в таблице 3, то в этом случае должен применяться контроль по внутренней поверхности патрубка (см. таблицу 5).
5.7 ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ КОНТРОЛЯ И НАСТРОЙКА ДЕФЕКТОСКОПА
5.7.1 После выбора основных параметров контроля, проверке подлежат:
- тип и маркировка преобразователя;
- точка выхода О ультразвукового луча и стрелы преобразователя;
- угол наклона β акустической оси преобразователя (угол наклона призмы);
- угол ввода ά ультразвукового луча в металл;
- размеры контрольного дефекта в СОП;
- «мертвая зона»;
- лучевая разрешающая способность эхо - дефектоскопа.
5.7.2 Тип и маркировка преобразователя определяется визуально по шильдику, расположенному на нерабочей поверхности преобразователя.
5.7.3 Точка выхода О ультразвукового луча и стрела ń преобразователя определяются по стандартному образцу СО-3 (ГОСТ 14782). Точка выхода луча расположена против центра полуокружности преобразователя в положение, при котором амплитуда эхо-сигнала от цилиндрической поверхности образца максимальна. Положение точки выхода ультразвукового луча наносится на боковой поверхности преобразователя.
Таблица 4
|
Толщина стенки корпуса, мм |
Угол ввода ультразвукового луча при контроле в зоне |
|||||||||
|
Образующей цилиндра |
Дуги цилиндрического корпуса, диаметром, мм |
|||||||||
|
400-500 |
501-600 |
601-70 |
701-800 |
|||||||
|
Прямым углом |
Однократно отраженным лучом |
Прямым углом |
Однократно отраженным лучом |
Прямым углом |
Однократно отраженным лучом |
Прямым углом |
Однократно отраженным лучом |
Прямым углом |
Однократно отраженным лучом |
|
|
6-14 |
70º |
70º |
70º |
65º |
70º |
65º |
70º |
65º |
70º |
65º |
|
15-18 |
65º |
50º |
65º |
65º |
65º |
|||||
|
19-25 |
65º |
65º |
||||||||
|
26-34 |
50º |
50º |
50º |
|||||||
|
35-40 |
50º |
|||||||||
|
41-45 |
50º |
50º |
50º |
|
||||||
|
46-65 |
|
50º |
||||||||
|
66-75 |
- |
- |
- |
|
- |
- |
||||
|
76-85 |
|
|||||||||
|
86-120 |
39º |
39º |
|
|||||||
|
Примечания - 1 Ширина зоны перемещения преобразователя определяется по формуле, приведенной п. 5.4.1 настоящего стандарта 2 Ширина зачистки определяется согласно 5.4.1 настоящего РД. 3 Прочие параметры ультразвукового контроля указаны в таблице 3 настоящего РД |
||||||||||
Таблица 5
|
Толщина стенки корпуса, мм |
Рабочая частота ультразвуковых колебаний (по паспорту), МГц |
Предельная чувствительность (площадь отражателя), мм2 |
Тип преобразователя и угол ввода ультразвукового луча при толщине патрубка, мм |
||||||||||||||||
|
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
25 |
26-28 |
29-34 |
35-40 |
41-60 |
61-90 |
91-110 |
111-120 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
6 |
5,0 |
1,2 |
|
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
(4,0) |
|
|
|
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
5,0 |
1,6 |
РС |
|
|
|
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
10 |
(4,0) |
|
65º |
РС |
|
|
|
|
- |
- |
|
|
|
|
|
|
|
|
|
|
12 |
(2,5) |
2,0 |
|
65º |
РС |
|
|
|
|
|
- |
- |
|
|
|
|
|
|
|
|
14 |
2,5 |
|
|
65º |
П |
|
|
|
|
|
|
- |
- |
- |
|
|
|
|
|
|
16 |
|
|
|
50º |
П |
|
|
|
|
|
|
|
|
- |
- |
- |
- |
||
|
18 |
|
|
|
|
50º |
П |
|
|
|
|
|
|
|
|
|
|
|
||
|
20 |
3,0 |
|
|
|
|
|
50º |
П |
|
|
|
|
|
|
|
|
|
|
|
|
22 |
|
|
|
|
|
|
50º |
П |
|
|
|
|
|
|
|
|
|
||
|
25 |
|
|
|
|
|
|
|
50º |
П |
|
|
|
|
|
|
|
|
||
|
25-30 |
- |
- |
|
|
|
|
|
|
50º |
|
|
|
|
|
|
|
|
||
|
31-34 |
5,0 |
- |
- |
|
|
|
|
|
|
|
50º |
П |
|
|
|
|
|
|
|
|
35-40 |
|
|
|
|
|
|
- |
|
|
|
50º |
П |
|
|
|
|
|
||
|
41-60 |
7,0 |
|
|
|
|
|
П |
П |
П |
П |
П |
П |
П |
П |
|
|
|
|
|
|
- |
- |
- |
- |
- |
50º |
50º |
50º |
50º |
50º |
50º |
50º |
39º |
|
|
|
|
|||
|
61-90 |
2,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
П |
П |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
39º |
39º |
- |
- |
|||
|
91-110 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
П |
П |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
39º |
39º |
|||
|
111-120 |
(1,8) |
10,0 |
|
|
|
|
|
|
|
|
|
|
|
|
- |
|
|
|
|
|
Примечание - РС, П - раздельно - совмещенный, прямой и наклонный преобразователи соответственно |
|||||||||||||||||||
Таблица 6
Параметры ультразвукового контроля угловых сварных соединений по наружной поверхности патрубка
|
Толщина стенки корпуса, мм |
Рабочая частота ультразвуковых колебаний (по паспорту), МГц |
Предельная чувствительность (площадь отражателя), мм2 |
Угол ввода ультразвукового луча при толщине патрубка, мм |
|
|||||||||||
|
6-8 |
10 |
11 |
12 |
14 |
16 |
18 |
20 |
22 |
25 |
30 |
40 |
|
|||
|
При минимальном вылете патрубка, мм |
|
||||||||||||||
|
130 |
155 |
165 |
170 |
183 |
165 |
175 |
180 |
190 |
200 |
220 |
260 |
|
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
|
6 |
5,0 |
1,2 |
65º |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
(4,0) |
|
|||||||||||||
|
8 |
5,0 |
1,6 |
|
||||||||||||
|
|
(4,0) |
|
|||||||||||||
|
10 |
(2,5) |
65º |
|
||||||||||||
|
12 |
2,5 |
2,0 |
65º |
65º |
|
||||||||||
|
14 |
70º |
65º |
|
||||||||||||
|
16 |
65º |
|
|||||||||||||
|
18 |
65º |
|
|||||||||||||
|
20 |
3,0 |
65º |
|
||||||||||||
|
24 |
50º |
50º |
|||||||||||||
|
28 |
70º |
70º |
50º |
|
|||||||||||
|
32 |
5,0 |
- |
- |
70º |
65º |
|
|||||||||
|
36 |
70º |
65º |
50º |
|
|||||||||||
|
40 |
|||||||||||||||
|
65º |
65º |
||||||||||||||
|
50 |
7,0 |
||||||||||||||
|
|
|||||||||||||||
|
60 |
|
|
|||||||||||||
|
|
|
||||||||||||||
|
80 |
2,5 |
- |
- |
- |
- |
- |
- |
|
|
|
|||||
|
100 |
(1,8) |
|
|
|
|
|
|
|
|
|
|
|
|||
|
120 |
(1,25) |
10,0 |
|
|
|
|
|
|
|
|
- |
|
|
|
|
При износе призмы преобразователя, изменяется положение точки выхода ультразвукового луча. После проверки на преобразователе должно быть нанесено новое найденное положение точки. Это положение не должно отличаться от действительного выхода ультразвукового луча более чем на ±1 мм.
Стрела преобразователя представляет собой расстояние отточки выхода ультразвукового луча до передней грани преобразователя. Проверка стрелы преобразователя производится не реже одного раза в смену.
Определять точку выхода ультразвукового луча и стрелу преобразователя рекомендуется не менее трех раз, после чего принимают среднее значение замеров.
5.7.4 Угол
наклона ![]() акустической оси
преобразователя определяется приближенно с помощью стандартного образца СО-1 (ГОСТ
14782) по соответствующей шкале при отражении луча от цилиндрического
отражателя, диаметром 2 мм.
акустической оси
преобразователя определяется приближенно с помощью стандартного образца СО-1 (ГОСТ
14782) по соответствующей шкале при отражении луча от цилиндрического
отражателя, диаметром 2 мм.
5.7.5 Угол ввода ά ультразвукового луча следует измерять с помощью шкалы стандартного образца СО-2 (ГОСТ 14782).
Соотношение
между углом наклона акустической оси преобразователя ![]() и углом ввода
ультразвукового луча в металл
и углом ввода
ультразвукового луча в металл ![]() указано в таблице 7.
указано в таблице 7.
Таблица 7
Соотношение
между углом наклона акустической оси преобразователя ![]() и углом ввод
ультразвукового луча в металла
и углом ввод
ультразвукового луча в металла
|
Угол наклона
акустической оси преобразователя, |
30º |
40º |
50º |
53º |
55º |
|
Угол ввода
ультразвукового луча, |
(39±1)º |
(50±1)º |
(65±1)º |
(70±1)º |
(74±1)º |
|
Примечание
- Углы ввода, приведенные в таблице, определены при |
|||||
Точку выхода оси, стрелу преобразователя и угол ввода луча для контроля по криволинейной поверхности необходимо определять по стандартным образцам СО-2, СО-3 в соответствии с требованиями ГОСТ 14782.
Для обеспечения падежного акустического контакта рекомендуется применять более густую контактную среду или объемную локальную ванну с высотой стенок 2-3 мм.
Обработку
(притирку) призмы преобразователя по поверхности ввода (см. 5.1.3) необходимо делать в приспособлении, исключающем
перекос преобразователя относительно нормали к поверхности ввода. До притирки
определяют точку выхода луча по стандартному образцу СО-3 и из нее проводят
линию r , перпендикулярную опорной поверхности пьезоэлемента
(рисунок
8). После притирки точка выхода луча будет смешаться по линии r,
при этом точка выхода должна всегда находиться в центре дуги bc (см. рисунок
8, где ![]() ).
).
Проверка угла ввода луча в металл должна проводиться не реже двух раз в смену, так как в связи с износом призмы преобразователя этот угол может изменяться. Принимают среднее значение угла ввода по результатам не менее трех измерений.
5.7.6 Площадь и глубина залегания контрольного (искусственного) отражателя должны соответствовать требованиям таблиц 1, 3, 5, 6, 8.
Стандартные образцы предприятия должны иметь свидетельства об аттестации, выданные изготовителем, лабораторией или специализированной организацией.
В свидетельстве об аттестации СОП и на образце должны быть указаны номер образца, марка стали, толщина, площадь отражателя, угол ввода.
СОП должны проходить повторные аттестации не реже одного раза в 3 года.
Методика определения площади искусственного отражателя изложена в рекомендуемом приложении Е.
Нельзя использовать для настройки предельной чувствительности отражатели, не соответствующие требованиям настоящего стандарта.
5.7.7 При настройке дефектоскопа совместно с преобразователем их необходимо установить и подключить, проверить их работоспособность, выбрать рабочую частоту, настроить глубиномер, установить зону контроля, установить предельную чувствительность и чувствительность поиска, проверить «мертвую зону», проверить разрешающую способность.
5.7.8 Проверка работоспособности дефектоскопа с преобразователем должна производиться в лаборатории, в соответствии с требованиями инструкции по эксплуатации прибора.
5.7.9 В дефектоскопах следует установить рабочую частоту в соответствии с таблицами 1-6, 8.
5.7.10 Настройку глубиномера дефектоскопа для замера координат дефектов следует производить по СОП (см. рисунки 1-3, 5 и рекомендуемое приложение А), при этом координаты искусственных дефектов в образцах и показания глубиномера прибора не должны превышать допустимых отклонений, указанных в паспорте на дефектоскоп.
Настройку или проверку глубиномера по координатам Дх и Ду следует проводить в соответствии с инструкцией по эксплуатации дефектоскопа.
Настройку во всех случаях необходимо вести по двум искусственным отражателям. Начало шкалы настраивают по координатам отражателя, расположенного на глубине, равной S/2. где 8 < 30 мм - толщина контролируемого сварного соединения, или на глубине 16 мм для 5 > 30 мм. Конец шкалы настраивают по координатам искусственного отражателя, расположенного на глубине, соответствующем максимально удаленному дефекту, при контроле конкретного сварного соединения однократно (двукратно) отраженным лучом.
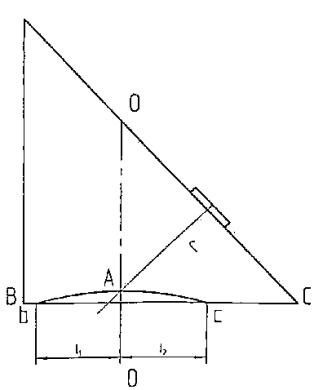
Рисунок 8 - Положение акустической оси ультразвукового луча в преобразователе с притертой поверхностью
5.7.11 Установку зоны контроля дефектоскопа с преобразователем нужно производить с помощью глубиномера, предварительно настроенного, согласно инструкции по эксплуатации.
Допускается устанавливать зоны контроля как по сигналам от искусственных отражателей, выполненных на минимальной и максимальной глубинах расположения дефектов в сварных швах, выявляемых прямым и однократно (двукратно) отраженным лучами в отдельности, так и по координатам глубиномера, соответствующим этим глубинам.
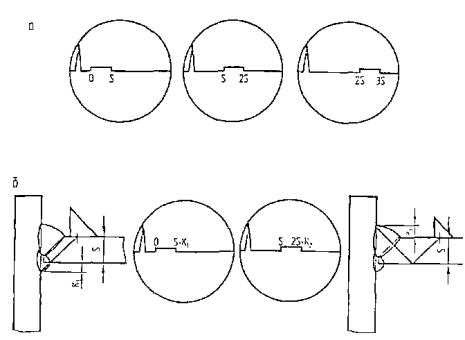
При контроле стыковых сварных соединений прямым лучом передний фронт прямоугольного строб - импульса устанавливают рядом с зондирующим импульсом, а задний фронт строб - импульса устанавливают в положение, соответствующее толщине стенки (рисунок 9 а).
Выделенная на развертке индикатора зона соответствует пути прохождения луча от поверхности ввода до противоположной (донной) поверхности.
При контроле однократно отраженным лучом передний фронт устанавливают в положение S, а задний - в положение 2S. Выделенная зона строб-импульса соответствует пути прохождения луча через шов от нижней (донной) поверхности до поверхности ввода.
При контроле двукратно отраженным лучом, передний фронт строб-импульса устанавливают в положение 2S, а задний - в положение 3S.
При контроле угловых и тавровых сварных соединений прямым лучом (см. рисунок 9 б) передний фронт строб - импульса также устанавливают рядом с зондирующим импульсом, а задний фронт - в положение S + К1, соответствующее пути прохождения луча (по глубине) от поверхности ввода до нижней границы шва (с учетом размера его катета К1).
При контроле однократно отраженным лучом, передний фронт устанавливается в положение S, а задний - в положение 2S + К1, соответствующее пути прохождения луча через шов после отражения от донной поверхности до верхней границы шва (с учетом катета шва К1).
Для оперативной настройки зоны контроля используются СОП с контрольными дефектами.
В этом случае границы строб-импульса подводят к передним фронтам эхо-сигналов Д1 и Д2, полученных от искусственных контрольных отражателей при контроле прямым и однократно отраженным лучами (рисунок 10).
Участок развертки между зондирующим импульсом и эхо-сигналом Д1, соответствует зоне контроля прямым лучом, участок развертки между сигналами Д1 н Д2 - зоне контроля однократно отраженным лучом.
При контроле сварных швов сосудов и аппаратов, диаметр которых менее 800 мм, настройку зоны контроля необходимо производить по искусственным отражателям, выполненным в образце, имеющем ту же толщину и радиус кривизны, что и контролируемое изделие (см. рисунок 5 а). Допускается отклонение по радиусу образца на +10 % от номинального значения.
|
а - при контроле стыковых швов прямым, однократно отраженным
и двукратно отраженным лучом |
Рисунок 9 - Схема установки зоны контроля
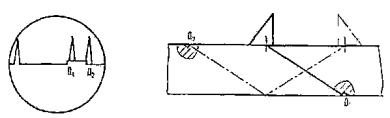
Рисунок 10 - Схема установки зоны контроля
5.7.12 Чувствительность контроля характеризуется предельной и условной чувствительностью. Условную чувствительность определяют в соответствии с ГОСТ 14782 по стандартному образцу СО-1 (в миллиметрах) или по образцу СО-2 (в децибелах). Предельную чувствительность определяют по СОП с искусственными отражателями (см. рисунки 1-3, 5, 6 и рекомендуемое приложение А), в соответствии с рекомендациями настоящего стандарта.
Настройку предельной чувствительности производят следующим образом.
Вначале на дефектоскопе устанавливают режим повышенной чувствительности. Преобразователь перемещают по СОП таким образом, чтобы получить максимальный сигнал от искусственного отражателя. Затем уменьшают чувствительность, пока она не достигнет контрольного уровня, ориентировочно равного 50 %-70 % от высоты экрана дефектоскопа.
Настройку предельной чувствительности проводят по отражателям, выявляемым прямым и однократно отраженным лучами (или одно- и двукратно отраженными лучами - см. таблицы 1, 2), при этом следует использовать ручки установления границ временной регулировки чувствительности (ВРЧ), с целью получения одинаковой амплитуды эхо - сигнала в мм на рабочем участке дефектоскопа. При этих значениях чувствительности производят оценку дефектов, выявленных при контроле для толщин от 4 до 40 мм.
Перед контролем необходимо проверить выявляемость цилиндрического бокового отражателя, диаметром 2 мм, в стандартном образце СО-2, на глубине 3 мм (для углов ввода 65°- 74°) или на глубине 8 мм (для углов ввода 39°-50°). Отражатель должен уверенно выявляться при заданной предельной чувствительности.
При поиске дефектов, чувствительность дефектоскопа необходимо повысить на 6 дБ.
В процессе проведения контроля периодически, не реже одного раза в час, должна проверяться точность настройки предельной чувствительности.
Стабильность исходной предельной чувствительности, следует проверять по соответствующей условной чувствительности, определяемой с использованием стандартных образцов СО-1 или СО-2 (ГОСТ 14782) при температуре окружающего воздуха на участке контроля.
В случае использования планшетов с ЛРД - диаграммой (п. 4.1.5.), наклонных отражателей с прилагаемой диаграммой зависимости амплитуды сигнала от величины дефекта и глубины его залегания, возможность их использования должна быть проверена на стандартных образцах предприятия, рекомендованных настоящим СТО.
Амплитуда сигнала измеренная, например, по АРД - диаграмма не должна отличаться более чем ± 2,0 дБ, от ее величины, полученной экспериментальным путем на образцах для заданных параметров контроля.
5.7.13 «Мертвая зона» при контроле наклонным преобразователем характеризуется минимальной глубиной расположения уверенно выявляемого индикаторами дефектоскопа цилиндрического отражателя, диаметром 2 мм, выполненного в стандартном образце СО-2. «Мертвая зона» не должна превышать 3, 4 и 8 мм для преобразователей, с углами ввода ультразвукового луча 65°, 50°, 39°. При контроле сварных соединений толщиной более 40 мм, «мертвую зону» » не определяют.
«Мертвую зону» проверяют не реже одного раза в смену, а также при замене преобразователя.
5.7.14 Лучевая разрешающая способность эхо - дефектоскопа проверяется по стандартному образцу СО-1 или специальным образцам с искусственными отражателями, расположенными на расстояниях, заданных технической документацией на дефектоскоп. Лучевую разрешающую способность дефектоскопа проверяют при профилактических осмотрах прибора.
5.7.15 Настройка глубиномерного устройства, зоны ЛСД, зоны ВРЧ и предельной чувствительности для дефектоскопов типа УМУ "Сканер" приведена в рекомендуемом приложении Ж.
6 ПРОВЕДЕНИЕ КОНТРОЛЯ
6.1 ОБЩИЕ ПОЛОЖЕНИЯ
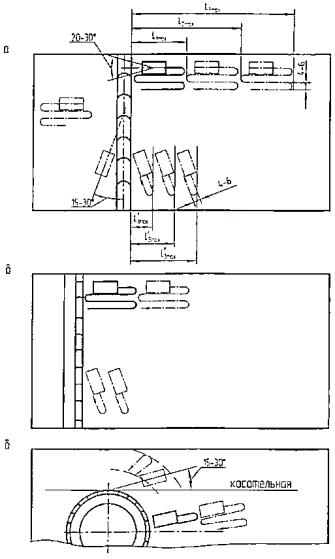
6.1.1 Перед началом контроля на поверхности контролируемого изделия следует нанести зону перемещения преобразователя (фломастером, мелом и т.д.) (рисунок 11). Максимальная протяженность зоны перемещения Lmax в направлении, перпендикулярном оси шва, указана в таблицах 1-3.
При необходимости, Lmax может быть определена по формулам, указанным п. 5.4.1.
6.1.2 Прозвучивание сварных швов следует проводить как по совмещенной, так и по раздельной схеме включения ПЭП. При этом контакт преобразователя с поверхностью контроля обеспечивается через контактную среду. В процессе контроля, преобразователь устанавливают перпендикулярно сварному шву и плавно перемещают вдоль шва, совершая поперечно-продольное сканирование с поворотом преобразователя относительно оси, нормальной к опорной поверхности, на угол 10°-15º влево и вправо (см. рисунок 11). Шаг построчного перемещения преобразователя должен быть не более половины ширины пьезопластины преобразователя, т.е. 4-6 мм для пьезоэлементов, диаметром 8-12 мм. Скорость сканирования-50-75 мм/с.
6.1.3 Для выявления поперечных трешин, сварное соединение следует дополнительно контролировать наклонным преобразователем, преобразователь устанавливают вдоль продольной оси шва под углом 15°-30° (см. рисунок 11), при этом преобразователем производят возвратно-поступательные движения в пределах зоны перемещения.
6.1.4 Трудоемкость ультразвукового контроля сварных соединений в цеховых условиях приведена в справочном приложении И.
|
а - при контроле стыковых сварных соединений |
Рисунок 11 - Схемы перемещения преобразователей при контроле
6.1.5 Контроль околошовной зоны сварного соединения в пределах границ перемещения преобразователя на отсутствие несплошностей следует проводить, если такой контроль предусмотрен нормативно-технической документацией (техническими условиями, технологическим процессом, чертежом и др.) и если он до сварки не проводился. Контроль должен проводиться по инструкции или другой документации, утвержденной в установленном порядке.
Сварные соединения, у которых в околошовной зоне обнаружены несплошности в пределах перемещения преобразователя, ультразвуковому контролю не подлежат. Решение об их использовании должно приниматься в установленном порядке.
6.2 МЕТОДИКА КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ, ТОЛЩИНОЙ ОТ 4 ДО 40 ММ
6.2.1 Контроль стыковых сварных соединений производится преобразователями, с углами ввода ультразвукового луча 50°, 65°, 70° и 74° с двух сторон шва по наружной и внутренней поверхности соединения (см. рисунки 7, 11 таблица 1). Преимущественно, должен использоваться способ контроля по наружной поверхности изделия. По внутренней поверхности допускается контролировать сварные соединения, с внутренним диаметром не менее 1200 мм.
6.2.2 Контроль соединений с разной толщиной свариваемых листов, у одного из которых скошена кромка (рисунок 12), осуществляют следующим образом. Прозвучивание со стороны листа с меньшей толщиной, производят прямым (или двукратно отраженным) и однократно отраженным лучом, а со стороны листа со скосом - только прямым лучом по поверхности, не имеющей скоса (по внутренней или наружной).
При скосе от кромки у обоих листов или скосе с двух сторон листа ультразвуковой контроль не производится.
6.2.3 Допускается проводить ультразвуковой контроль сварных соединений с односторонним доступом к сварному шву, если выявление внутренних дефектов шва невозможно с помощью рентгено-гаммаграфирования или других методов контроля. Прозвучивание, в этом случае, должно производиться прямым (или двукратно отраженным) и однократно отраженным лучом.
6.2.4 Стыковые сварные соединения с подкладным кольцом (планкой или при сварке «взамок» (на «усе») считаются доступными для ультразвукового контроля при ширине кольца (планки), не менее ширины усиления шва или длине «уса», не менее половины усиления шва. В таких соединениях дефекты, типа трещин и непроваров, чаще наблюдаются в корневой части шва и шлаковые и газовые включения могут располагаться в любом слое наплавленного металла. Сигнал от непровара в корне шва при прозвучивании прямым лучом появляется на границе зоны контроля прямым и однократно отраженным лучом (рисунок 13). Координата Ду соответствует толщине стенки, а Дх - указывает расположение отражателя в ближней к преобразователю половине усиления шва или в середине усиления. Преобразователь, при этом, обычно несколько удален от усиления шва.
6.3 МЕТОДИКА КОНТРОЛЯ МЕСТ СОПРЯЖЕНИЯ (ПЕРЕСЕЧЕНИЯ) СТЫКОВЫХ ШВОВ
6.3.1 В связи с конструктивными особенностями участка, вызывающими ограниченный доступ к нему, применяют следующие способы контроля мест сопряжения (пересечения) швов:
- наклонным преобразователем по совмещенной схеме включения;
- наклонным» преобразователями при раздельной схеме их включения. Выбор способа контроля зависит от толщины сварного соединения: ширины усиления шва, характера и расположения возможных дефектов.
Параметры контроля мест сопряжения швов наклонным преобразователем по совмещенной схеме приведены в таблице 2.
6.3.2 Схема перемещения преобразователя при контроле места сопряжения швов наклонным преобразователем приведена на рисунке 14.
При контроле используются преобразователи с повышенными углами ввода (см. таблицу 2) по сравнению с продольными и кольцевыми швами (см. таблицу 1).
Со стороны продольного шва преобразователь следует перемещать относительно места сопряжения веерообразно. Шаг между соседними траекториями движения при максимальном удалении преобразователя не должен превышать 4-6 мм.
С другой стороны кольцевого (поперечного) шва производится поперечно-продольное сканирование места сопряжения с поворотом преобразователя в обе стороны на угол 10°-15°.
Для выявления поперечных трещин на участке кольцевого шва и непровара в конце продольного шва преобразователь устанавливают под углом 10°-30° к оси кольцевого шва и перемешают вдоль шва одновременным возвратно-поступательным движением, с шагом 6 мм, с обеих сторон шва за два прохода (в двух противоположных направлениях).
Для швов толщиной до 40 мм контроль проводят с одной поверхности сварного соединения прямым, однократно и двукратно отраженным лучом (см. таблицу 2), для швов толщиной свыше 40 мм - с обеих сторон поверхностей прямым лучом или с одной стороны однократно-отражённым лучом.
6.3.3 В случае удаления валика усиления шва путем механической обработки, место сопряжения швов контролируют преобразователем с углом ввода ультразвукового луча 65° или 50°. Контроль проводят прямым лучом на одной поверхности сварного соединения с двух сторон продольного и кольцевого швов. Поперечно ориентированные дефекты выявляют, перемещая преобразователь по поверхности шва вдоль оси в двух направлениях.
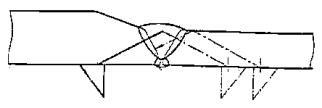
Рисунок 12 - Схема контроля стыкового сварного шва элементов разной толщины
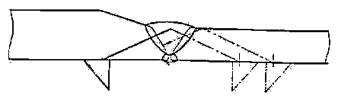
Рисунок 13 - Схема выявления эхо-сигнала от непровара в виде осциллограммы
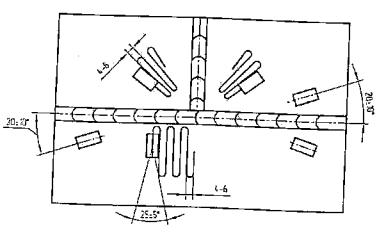
Рисунок 14 - Схема контроля места сопряжения сварных швов
6.3.4 С целью повышения надежности выявления дефектов (в особенности, остающегося непровара в конце продольного шва) рекомендуется проводить дополнительный контроль с раздельной схемой включения наклонных преобразователей или серийных акустических блоков типа АБ 1-130. Для швов, толщиной до 20 мм, применяют преобразователи с одним пьезоэлементом, для швов, толщиной свыше 20 мм - многоэлементные преобразователи и коммутатор, или специальную многоканальную приставку к дефектоскопу. Контроль проводят по специально разработанной методике.
6.3.5 Схема контроля место сопряжения швов способом взаимного поворота акустических осей с применением многоэлементных преобразователей, включенных по раздельной схеме, приведена на рисунке 15.
С помощью специального коммутатора, последовательно включают пьезоэлементы излучающего преобразователя. При наличии дефекта в шве, эхо-сигнал от него поступает на симметрично расположенные пьезоэлементы приемного преобразователя (см. рисунок 15).
Расстояние А между преобразователями определяют по требуемой зоне контроля глубины Н сварного соединения:
![]()
при этом, с целью обеспечения контроля по всей ширине шва, необходимо выполнять дополнительное условие:
![]()
где е - ширина валика усиления шва;
r-радиус опорной поверхности преобразователя.
Устройство с
преобразователями устанавливают на сварном соединении таким образом, чтобы
кольцевой шов был расположен между преобразователями (см. рисунок 15).
Устройство удерживают за рукоятку и перемещают поперек оси кольцевого шва в
двух направлениях (до касания его корпусом преобразователя) с одновременным
удалением от продольного шва на расстояние ![]() . Кроме того, производят дополнительное сканирование места
сопряжения шва путем поворота всего преобразовательного устройства с целью
выявления различно ориентированных дефектов. Затем устройство устанавливают с
противоположной границы продольного шва и производят аналогичные перемещения.
. Кроме того, производят дополнительное сканирование места
сопряжения шва путем поворота всего преобразовательного устройства с целью
выявления различно ориентированных дефектов. Затем устройство устанавливают с
противоположной границы продольного шва и производят аналогичные перемещения.
6.4 МЕТОДИКА КОНТРОЛЯ УГЛОВЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ
6.4.1 При контроле угловых (рисунок 16) и тавровых (рисунок 17) соединений могут применяться следующие схемы контроля:
- по наружной или внутренней поверхностям стенки углового соединения;
- по поверхностям полки или стенки таврового соединения.
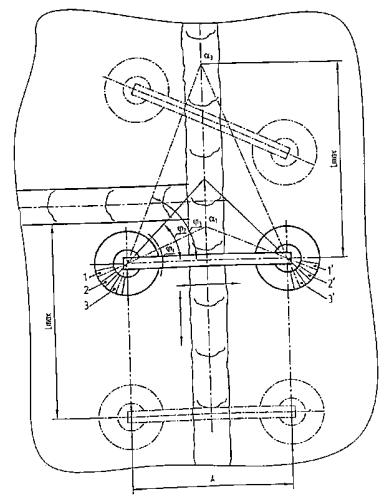
Рисунок 15 - Схема контроля устройством с несколькими преобразователями
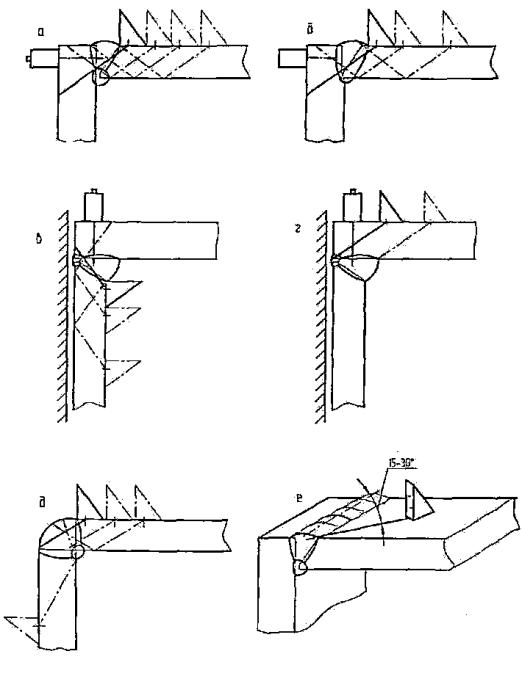
Рисунок 16 - Схема контроля угловых сварных соединений
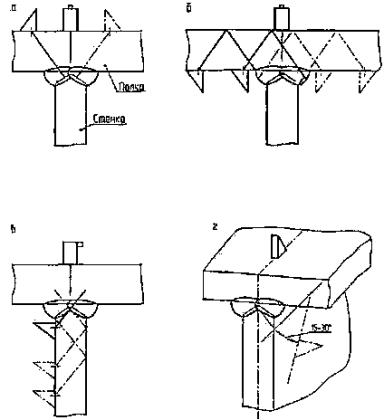
Рисунок 17 - Схема контроля тавровых сварных соединений
Угловые и тавровые соединения цилиндрических сосудов и аппаратов, и днищ, следует контролировать, как правило, по наружной поверхности корпуса, преобразователь при этом перемещают вокруг патрубка. Допускается проводить контроль по внутренней поверхности корпуса.
Контроль по поверхности патрубка (штуцера, люка и т.п.) должен применяться в тех случаях, когда невозможно выполнять контроль по поверхности корпуса из-за конструктивных особенностей сварного соединения, при этом, как правило, должен применяться контроль по внутренней поверхности патрубка.
6.4.2 Схема контроля выбирается в зависимости от расположения возможных дефектов, условия полного прозвучивания наплавленного металла шва и условий доступности контроля. Преимущественным должен быть контроль по наружной поверхности углового соединения (см. рисунок 16 а, б, г, д) и по наружной поверхности полки таврового соединения (см. рисунок 17 а).
6.4.3 Контроль угловых и тавровых сварных соединений с плоскими стенками производится нормальными, раздельно-совмещенными и наклонными преобразователями, с углами ввода ультразвукового луча 39°, 50°, 65° или 70°.
Контроль углового и таврового соединения, если есть к ним доступ, производится в два приема: прямым преобразователем со стороны детали без скоса кромки и наклонным преобразователем прямым и однократно отраженным лучами (см. рисунки 16, 17).
6.5 МЕТОДИКА КОНТРОЛЯ УГЛОВЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ С ПОЛНЫМ ПРОВАРОМ ПО ПОВЕРХНОСТИ КОРПУСА
6.5.1 Контроль указанных соединений с конструктивным непроваром не допускается.
6.5.2 При толщине стенки корпуса до 60 мм контроль должен проводиться по наружной или внутреннем поверхности корпуса прямым и однократно отраженным лучами (см. таблицы 3, 4).
При диаметрах корпуса от 400 до 800 мм из-за переменной кривизны поверхности корпуса контроль шва проводят по четырем секторам с углом 90° (рисунок 18):
- в зонах образующей цилиндрической поверхности (2 сектор);
- в зонах дуги цилиндрической поверхности (2 сектора).
Для контроля всего сечения шва в каждой паре секторов выбирают преобразователи с равным углом ввода ультразвукового луча (см. таблицу 4),
При диаметре корпуса свыше 800 мм контроль проводится одним преобразователем без деления шва на секторы.
6.5.3 Контроль по поверхности корпуса рекомендуется проводить в два приема: нижнюю (корневую) часть шва контролировать прямым лучом, верхнюю - однократно отраженным лучом (см. рисунок 10).
|
а - схема прозвучивания |
6.5.1 При толщине стенки корпуса свыше 60 мм, контроль проводят по наружной и внутренней поверхности корпуса только прямым лучом (рисунок 19).
При условии обеспечения предельной чувствительности контроля, допускается прозвучивание с одной поверхности корпуса прямым и однократно отраженным лучом за два прохода.
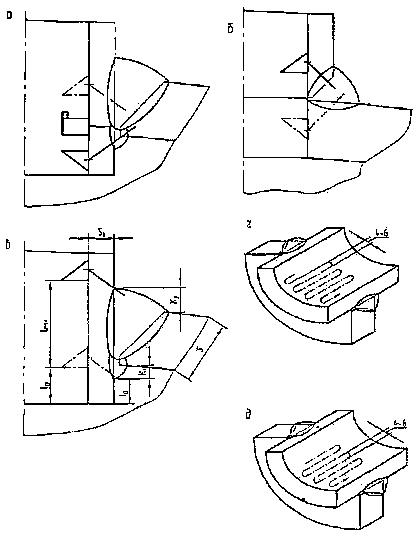
6.6 МЕТОДИКА КОНТРОЛЯ УГЛОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ ПО ВНУТРЕННЕЙ ПОВЕРХНОСТИ ПАТРУБКА
6.6.1 Контролю по внутренней поверхности патрубка могут подвергаться угловые сварные соединения при внутреннем диаметре патрубка не менее 100 мм и при наличии доступа к месту контроля.
При диаметре патрубка менее 150 мм рекомендуется применение специального держателя преобразователя.
6.6.2 Контроль следует проводить в два приема: преобразователем, с углом ввода ультразвукового луча 39°, 50° или 65° прямым лучом за два прохода (с разворотом преобразователя на 180°) и прямым или раздельно-совмещенным преобразователем для обнаружения непровара. Сканирование проводят вдоль образующей цилиндра, с шагом перемещения в кольцевом направлении 4-6 мм. Для больших толщин выбирают преобразователи с меньшим углом наклона. Параметры контроля приведены в таблице 5. Способы контроля и протяженность зоны перемещения преобразователя показаны на рисунке 20.
6.6.3 Протяженность зоны перемещения преобразователя следует определять по формуле:
![]()
Начальное расстояние от преобразователя до торца патрубка:
![]() ,
,
где К1 - катет шва, прилегающего к патрубку (штуцеру) внутри корпуса (рисунок 20 в), мм;
К2 - катет шва, прилегающего к патрубку (штуцеру) снаружи корпуса, мм;
S1 - толщина cтенки патрубка, мм;
l0 - расстояние от торца патрубка до границы сварного шва, мм;
α - угол ввода ультразвукового луча, град.
6.6.4 Определение наличия непровара и его границ следует производить: раздельно-совмещенным преобразователем на рабочем частоте 5 МГц, при толщине патрубка 6-10 мм, прямым или раздельно-совмещенным преобразователем на рабочей частоте 2,5 МГц. при толщине патрубка свыше 10 мм. Схема сканирования показана на рисунке 20 г, д. Преобразователь перемещают над швом вдоль оси штуцера до появления донного сигнала от стенки штуцера.
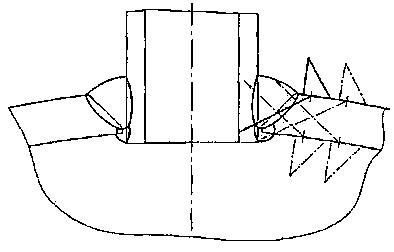
Рисунок 19 - Схема контроля сварных соединений прямым лучом с двух поверхностей корпуса
|
а, б - схемы контроля |
Рисунок 20 - Схема контроля угловых и тавровых сварных соединений по внутренней поверхности патрубка
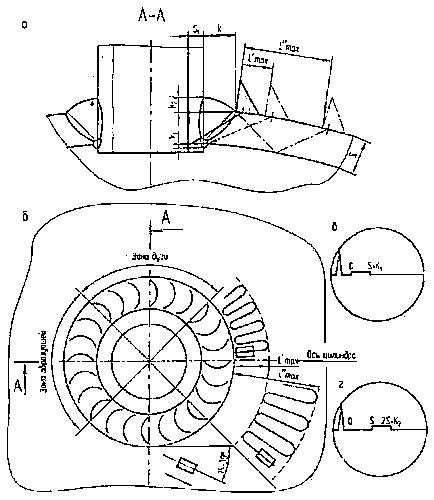
6.7 МЕТОДИКА КОНТРОЛЯ УГЛОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ ПО НАРУЖНОЙ ПОВЕРХНОСТИ ПАТРУБКА
6.7.1 Контролю по наружной поверхности патрубка (штуцера, люка) должны подвергаться угловые и тавровые сварные соединения при внутреннем диаметре патрубка не менее 100 мм и при вылете патрубка не менее указанного в табл. 6 в тех случаях, когда невозможно выполнить контроль по поверхности корпуса (например, при завышенной величине катета сварного шва). Параметры ультразвукового контроля приведены в таблице 6. Контроль производится однократно отраженным лучом за один проход (рисунок 21 а) или прямым и однократно отраженным лучами (рисунок 21 б).
Преобразователь перемешают по поверхности патрубка вдоль его оси, совершая при этом возвратно-поступательные движения относительно линии шва с шагом 4-6 мм.
6.7.2 Протяженность зоны перемещения преобразователя определяется по формуле:
![]() ,
,
где ![]()
6.8 МЕТОДИКА КОНТРОЛЯ УГЛОВЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ С УКРЕПЛЯЮЩИМИ КОЛЬЦАМИ
6.8.1 Контроль угловых сварных швов приварки патрубка (штуцера, люка и т.п.) к корпусу должен проводиться по поверхности корпуса до припарки укрепляющего кольца согласно методике (см. 6.5) при Z > 100 мм (рисунок 22 а) или по внутренней поверхности патрубка (см. 6.6) при Z < 100 мм с подгонкой (притиркой) поверхности преобразователя по поверхности патрубка или с применением сменных насадок.
6.8.2 После термообработки и при ревизиях в эксплуатационных условиях допускается проводить контроль углового шва патрубка при наличии укрепляющего кольца или по внутренней поверхности патрубка прямым и наклонным преобразователем (рисунок 22 б) пли по внутренней поверхности корпуса прямым и однократно отраженным лучами (рисунок 22 в). Параметры ультразвукового контроля выбирают согласно таблиц 3 и 5.
6.9 МЕТОДИКА КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ, ТОЛЩИНОЙ ОТ 40 ДО 250 ММ
6.9.1 Параметры ультразвукового контроля следует выбирать по таблице 8. Схемы ультразвукового контроля стыковых сварных соединений толщиной 40-250 мм приведены на рисунке 23. Средняя и нижняя часть шва наклонными преобразователями с углом ввода ультразвукового луча 65°, 50°, 39° по совмещенной схеме.
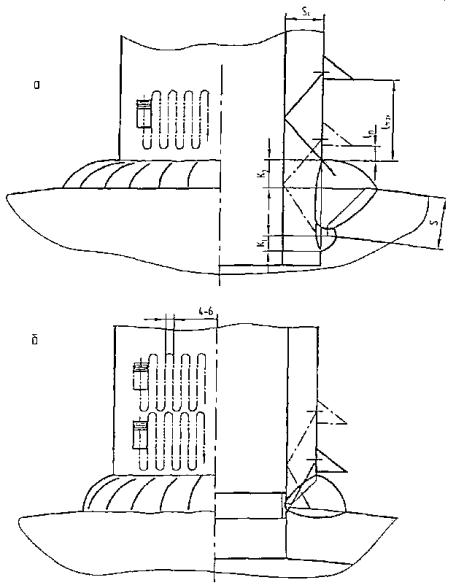
|
а - с двусторонней
сваркой |
Рисунок 21 - Схема контроля угловых и тавровых сварных соединений по наружной поверхности патрубка
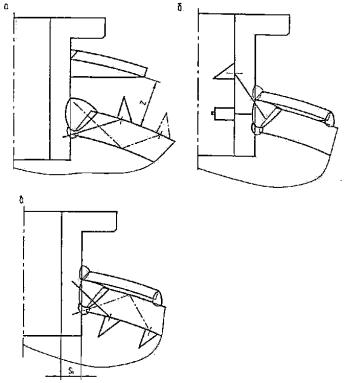
|
а - схема контроля по поверхности корпуса |
Рисунок 22 - Схема контроля сварных соединении с укрепляющим кольцом
При наличии доступа к внутренней поверхности изделия, контроль рекомендуется проводить по наружной и внутренней поверхностям (рисунок 23 в).
Сварные швы без усиления следует контролировать прямым лучом (рисунок 23 а). Сварные швы с усилением с толщиной стенки до 60 мм, следует контролировать прямым и однократно отраженным лучом (рисунок 23 б).
6.9.2 Контроль верхней части сварных соединений толщиной свыше 60 мм при отсутствии доступа к внутренней поверхности следует проводить с обеих сторон сварного шва преобразователями с углом ввода ультразвукового луча 65° (рисунок 23 г).
6.9.3 Основные параметры контроля представлены в таблице 8. В случае невозможности обеспечения дефектоскопом требуемой предельной чувствительности на частоте 2,5 МГц при мешающих сигналах, вызванных структурными шумами, контроль следует проводить на частотах 1,25-2,0 МГц (в зависимости от типа дефектоскопа).
6.9.4 В соединениях толщиной свыше 40 мм, затухание ультразвука в швах может существенно отличаться от затухания в основном металле. Поэтому перед настройкой чувствительности прибора необходимо оценить его относительную величину зеркально-теневым способом с помощью двух наклонных преобразователей, направленных навстречу друг другу (см. обязательное приложение В).
Если максимальная разница амплитуд, прошедших через шов и основной металл, не превышает 3 дБ, то СОП для настройки предельной чувствительности прибора выполняется без шва. В этом случае рекомендуется использование треугольного СОП с искусственными дефектами типа плоскодонных отверстий (рисунок 24).
6.9.5 Ультразвуковой контроль сварных швов, выполненных электрошлаковой сваркой, проводится после термообработки. Контроль до термообработки может выполняться факультативно с целью выявления крупных дефектов.
6.9.6 В сварных соединениях могут быть дефекты, дающие зеркальное отражение ультразвуковых колебаний от своей поверхности (например, соединения, выполненные электрошлаковой сваркой при плазменной подготовке кромок). Контроль упомянутых сварных соединений необходимо проводить преобразователем типа «тандем» (справочное приложение К).
6.9.7 Зеркальный эхо - метод рекомендуется также применять для разделения дефектов на плоскостные и объемные в соответствии с признаками дефекта, указанными по ГОСТ 14782 (приложение И).
6.9.8 Ультразвуковой контроль сварных швов фланцев производится прямым лучом с четырех сторон шва (рисунок 25). Длина сварных швов фланцев имеет ограниченные размеры (от 50 до 200 мм), вследствие этого на торцах шва могут быть недовары. подрезы и несоосность стыков. Вес указанные дефекты регистрируются и оцениваются, как любые другие дефекты сварного шва.
Таблица 8
Параметры ультразвукового контроля стыковых сварных соединений от 40 до 250 мм
|
Толщина сварного соединения, мм |
Угол ввода ультразвукового луча |
Рабочая частота, МГц |
Стрела преобразователя (не более), мм |
Предельная чувствительность, мм2 по |
Способ прозвучивания |
Ширина зоны перемещения преобразователя, мм |
Ширина зоны зачистки от шва, мм |
Глубина залегания контрольного отражателя, мм |
|
|
ОСТ 24.201-03-90 |
ОСТ 26 291 |
||||||||
|
от 40 до 60 |
65° |
2,5 |
10 |
7 |
7 |
Прямой |
0-130 |
160 |
Эталонные отражатели изготавливаются на глубине, равной толщине изделия ±10 % |
|
50° |
Прямой и однократно отраженный |
0-150 |
170 |
||||||
|
от 61 до 90 |
50° |
Прямой |
0-110 |
130 |
|||||
|
от 91 до 110 |
50°, 39° |
2,5 (1,8), (1,25) |
0-135 |
155 |
|||||
|
от 111 до 150 |
10 |
10 |
0-180 |
200 |
|||||
|
от 151 до 200 |
0-240 |
260 |
|||||||
|
от 201 до 250 |
20 |
0-300 |
320 |
||||||
|
Примечание - Преобразователь с углом ввода 39° рекомендуется использовать при контроле материалов с большим относительным затуханием УЗК. |
|||||||||
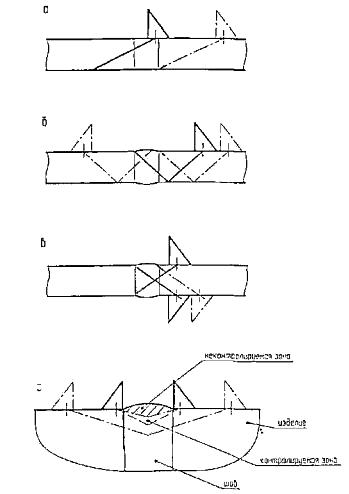
|
а - прямым лучом |
Рисунок 23 - Схема контроля стыковых сварных соединений толщиной свыше 40 мм
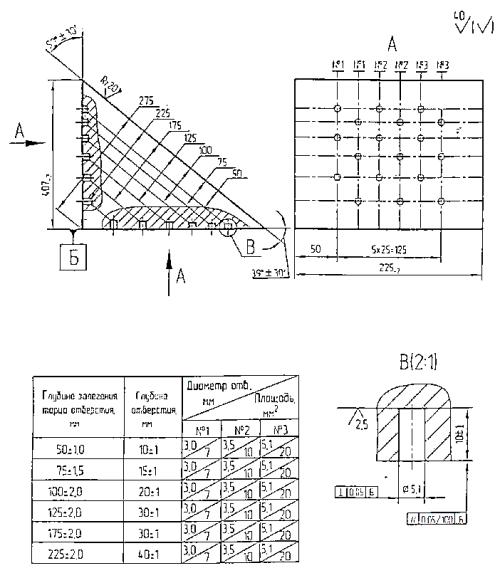
Рисунок 24 - СОП с плоскодонным отражателем для настройки чувствительности и оценки величины дефектов
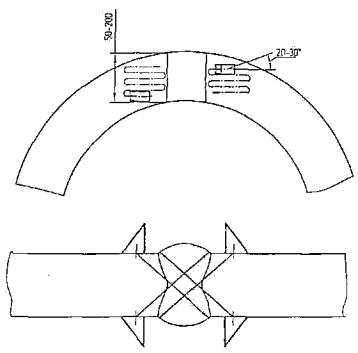
Рисунок 25 - Контроль сварных соединений фланцев
6.10 КЛАССИФИКАЦИЯ И РЕГИСТРАЦИЯ ДЕФЕКТОВ
6.10.1 Регистрация и классификация дефектов должны проводиться в соответствии с требованиями ГОСТ 14782 и настоящего стандарта.
6.10.2 При появлении эхо-сигналов в зоне контроля на экране дефектоскопа необходимо убедиться, что они не являются мешающими.
Причинами появления мешающих сигналов могут быть:
- неровности поверхности сварного шва;
- неровности поверхности изделия в околошовной зоне;
- избыток контактной среды;
- двугранный угол призмы (при малой стреле преобразователя);
- появление воздушной прослойки под преобразователем;
- износ преобразователя и появление поверхностной волны;
- наличие валика усиления шва (рисунок 26 а);
- смещение кромок свариваемых листов по высоте (рисунок 26 б);
- зазоры и кромки детален в соединениях с подкладным кольцом и «взамок» (рисунок 26 в, г)
- выступающие углы патрубка и др. (рисунок 27);
- структурные шумы.
6.10.3 Сигналы от избытка контактной среды возникают чаще всего при приближении преобразователя к сварному шву.
Мешающий сигнал от угла преобразователя и помехи дефектоскопа различают следующим образом: мешающий сигнал не перемещается вдоль линии развертки на экране индикатора дефектоскопа при перемещении преобразователя по поверхности ввода.
6.10.4 Мешающие эхо-сигналы от валика усиления шва различают по координатам Дх и Ду.
При отражении от валика усиления шва координата Ду примерно равна толщине сварного соединения: одном для прямого луча или удвоенной для однократно отраженного, Координата Дх показывает местоположение отражателя ближе к дальней границе усиления шва или за ней (см. рисунок 26 а).
Местоположение эхо-сигнала от границы верхнего валика усиления шва (при контроле однократно отраженным лучом) можно определить путем демпфирования предполагаемого места отражения ультразвука от поверхности шва звукопоглощающим предметом (куском войлока, резины), в результате чего происходит уменьшение амплитуды эхо-сигнала на индикаторе дефектоскопа.
Если координата Дх отражателя соответствует ближней к преобразователю половине усиления шва, то отражатель фиксируется как дефект (например, подрез, наружный непровар, трещина и др.). Если эхо-сигнал фиксируется только от противоположной границы усиления, т.е. не подтверждается при контроле с двух сторон шва, то он является мешающим (ложным).
При смещении кромок свариваемых листов по высоте в районе метки глубиномера «S», появляется эхо-сигнал 2 от наклонной поверхности шва (см. рисунок 26 б) только при контроле с одной стороны шва, а местоположение отражателя соответствует средней части валика усиления.
6.10.5. При контроле сварных соединений с подкладным кольцом или «взамок» могут появляться мешающие сигналы (рисунок 26 в, г):
- от зазора между стенкой сварного соединения к подкладным кольцом или «усом» при соединении «взамок» (эхо-сигнал 3);
- от заплыва металла или шлака под подкладное кольцо или «ус» (эхо-сигнал 3 );
- от углов подкладного кольца или «уса» (эхо-сигнал 4);
- от границы валика усиления шва (эхо-сигнал 1).
Эхо-сигналы 3 и 31 от зазора или заплыва металла (шлака) под кольцо при измерении координаты Дх, соответствуют дальней от преобразователя половине усиления шва, причем преобразователь расположен вплотную к усилению шва. Величина координаты Ду, при этом, соответствует толщине стенки или несколько больше (на 2-3 мм). Местоположение указанных отражателей не подтверждается при прозвучивании с противоположной стороны усиления шва, что отличает их от трещин и непроваров в корне шва.
Эхо-сигнал от углов подкладного кольца или «уса», как правило, появляется при прозвучивании сварного шва по всей длине стыка и располагается в определенном месте строб-импульса (в зоне контроля однократно отраженным лучом), при этом координата соответствует отражателю, расположенному в районе дальней от преобразователя границы усиления шва.
Если в корне шва есть непровар (несплавление), сигнал от подкладного кольца резко уменьшается или совсем отсутствует.
Эхо-сигнал 1 от границы усиления шва появляется в районе заднего фронта строб-импульса (отметка 2 S) при контроле верхней части шва однократно отраженным лучом, причем координата Ду соответствует двойной толщине стенки или несколько больше ее, а координата Дх указывает дальнюю границу усиления шва. При прозвучивании с противоположной стороны усиления шва, местоположение отражателя не подтверждается, и он фиксируется как мешающий.
6.10.6 При контроле угловых и тавровых сварных соединений штуцеров (люков) с корпусом, эхо-сигналы от выступающих углов патрубка различаются путем измерения координат Дх и Ду и определения положения отражателя (см. рисунок 27 а, в). Стабильность появления эхо-сигналов по всему периметру шва, является дополнительным фактором, указывающим на наличие отражателей.
При контроле по поверхности патрубка (см. рисунок 27 а), ультразвуковой луч 3, если есть непровар, зеркально отражается от поверхности патрубка, а затем от угла, что может косвенно свидетельствовать о наличии дефекта.
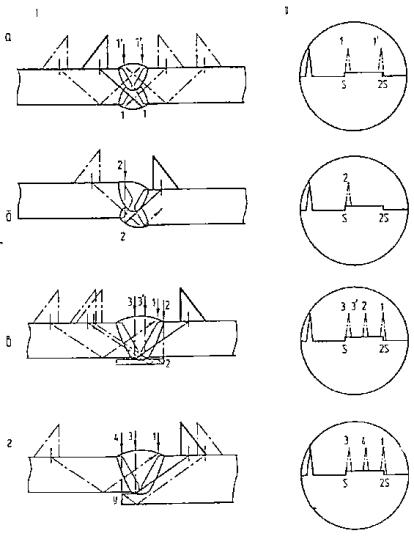
|
I - схема, II - осцилограмма |
Рисунок 26 - Схемы образования мешающих сигналов и вид осциллограмм при контроле стыковых сварных соединений
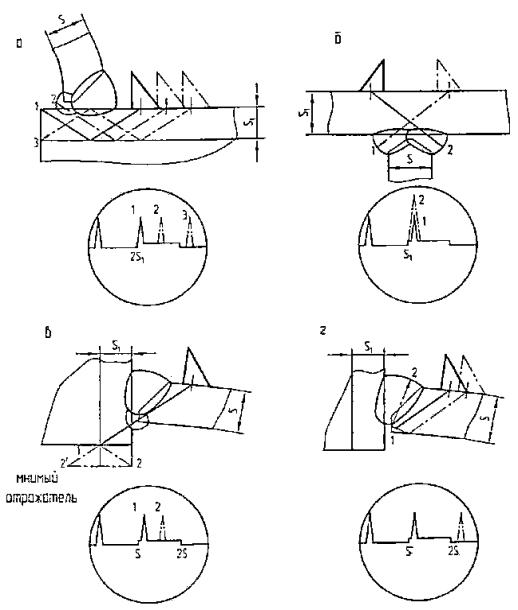
|
а - от угла патрубка
(луч 1) и от поверхности шва (луч 2) |
Рисунок 27 - Схемы образования мешающих сигналов и вид осциллограмм при контроле угловых и тавровых сварных соединений
6.10.7 Амплитуда эхо-сигнала от дефектов на индикаторе дефектоскопа должна превышать амплитуду структурных шумов не менее, чем на 6 дБ. При невыполнении этого условия, следует уменьшить рабочую частоту.
6.10.8 При обнаружении дефектов, должны измеряться следующие характеристики:
- координаты расположения отражателя Дх и Ду;
- амплитуда отраженного сигнала;
- условная протяженность дефекта;
- условная высота и условная ширина дефекта.
Указанные характеристики определяются при настройке дефектоскопа на предельную чувствительность.
Координаты Дх и Ду измеряются с помощью глубиномера.
Амплитуда отраженного от дефекта сигнала определяется по шкале экрана (в миллиметрах) и сравнивается с амплитудой сигнала от искусственного отражателя в СОП, расположенного на той же глубине или отличающейся не более чем на ±10 %.
Условная протяженность дефекта измеряется длиной зоны перемещения преобразователя вдоль шва в обе стороны, в пределах которой эхо-сигнал от дефекта изменяется от максимального значения до уровня 10 мм или по ГОСТ 14782. Условная высота и условная ширина определяются по ГОСТ 14782.
6.10.9 При ультразвуковом контроле по настоящему стандарту различают точечные, протяженные дефекты и цепочку дефектов.
К точечным относятся дефекты, условная протяженность которых не превышает условную протяженность искусственного отражателя в испытательном образце (см. таблицы 1-3), определяемого на глубине, соответствующей глубине залегания дефекта в сварном шве изделия.
К протяженным относятся дефекты, условная протяженность которых превышает условную протяженность искусственного отражателя в СОП, определяемого на глубине, соответствующей глубине залегания дефекта в сварном шве изделия.
К цепочке дефектов относятся такие, расстояние между которыми не превышает условную протяженность точечного дефекта.
Для толщин сварных соединений свыше 40 мм определение эквивалентной площади выявленного дефекта и глубины его расположения рекомендуется использовать АРД или SKH-диаграммы. АРД-диаграммы для конкретного случая с заданными параметрами преобразователя, с методикой настройки дефектоскопа и оценкой дефектов поставляется ОАО «ИркутскНИИхиммаш» по отдельному запросу.
6.10.10 Для определения типа дефектов (объемные или плоскостные), следует использовать признаки различных дефектов, определяемых по ГОСТ 14782 (Приложение И).
6.10.11 При контроле швов, фиксируются все протяженные и точечные дефекты, амплитуда отраженных сигналов от которых равна половине заданного уровня.
Расположение обнаруженных дефектов отмечают на поверхности сварного шва с указанием глубины их расположения.
7 ОЦЕНКА КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
7.1 Оценку качества сварных соединений по результатам ультразвукового контроля, производят в соответствии с требованиями ПБ 03-576-03 «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», ОСТ 26 291, ГОСТ Р 50599, ГОСТ 14782, ПБ 03-584-03 «Правил проектирования и приемки сосудов и аппаратов стальных сварных» и другой действующей в отрасли нормативно-технической документации.
7.2 Для изделий, изготовленных в соответствии с ОСТ 26 291, к недопустимым дефектам сварных швов по результатам ультразвукового контроля относят (при настройке на предельную чувствительность):
- точечные, амплитуда сигналов от которых равна или более амплитуды сигнала от искусственного отражателя в СОП;
- протяженные, амплитуда сигналов от которых более 0,5 амплитуды эхо-сигнала от искусственного отражателя;
- цепочка точечных дефектов, амплитуда сигналов от которых равна более 0,5 амплитуды сигнала от искусственного отражателя и условная суммарная протяженность которых превышает более чем в 1,5 раза толщину шва на участке, равном по длине десятикратной толщине шва.
7.3 Для ковано-сварных сосудов и аппаратов, предназначенных, в соответствии с ОСТ 24.201.03-90, для работы при давлениях от 9,81 до 98,1 МПа (100-1000 кгс/см3), недопустимые дефекты сварных швов определяются по действующей нормативно-технической документации.
7.4 На основании результатов ультразвукового контроля, в соответствии с требованиями настоящего стандарта, дается заключение о качестве сварного шва по двухбалльной системе: «годен» или «негоден».
8 ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
8.1 Результаты ультразвукового контроля регистрируют в журнале контроля, в протоколе или заключении (рекомендуемое приложение Л), в случае необходимости, в карте контроля (рекомендуемое приложение М). Пример оформления карт контроля при ультразвуковой диагностике представлен в рекомендуемом приложении Н.
8.2 В журнале контроля должны быть указаны:
- номер изделия (заказа), тип сварного соединения, номер сварного шва;
- длина проконтролированного шва и объем контроля;
- тип дефектоскопа;
- рабочая частота;
- тип и инвентарный номер СОП;
- угол ввода ультразвукового луча;
- предельная чувствительность с указанием глубины контрольного отражателя;
- результаты контроля качества шва;
- участки шва, которые не контролировались из-за отсутствия доступа к шву или по другим причинам;
- дата контроля и подпись дефектоскописта.
8.3 При сокращенном описании результатов контроля, каждый дефект указывается отдельно и обозначается в такой последовательности:
- буквой, определяющей качественно признак оценки допустимого дефекта по эквивалентной площади (амплитуде эхо-сигнала) или условной протяженности;
- буквой, определяющей качественно условную протяженность дефекта, если она установлена;
- цифрой, указывающей наибольшую глубину залегания дефекта, мм;
- цифрой, указывающей условную протяженность дефекта, мм;
- цифрой, определяющей условную ширину, мм;
- цифрой, определяющей условную высоту, мм.
Примечание - Допускается перед буквенными обозначениями дефектов указывать цифрой количество дефектов с одинаковыми признаками и координатами, при этом единица не пишется.
8.4 Для сокращенного обозначения дефектов, следует пользоваться ГОСТ 14782:
- А - дефект, эквивалентная площадь (амплитуда эхо-сигнала) и условная протяженность которого равны или менее допустимых значений;
- Б - дефект, условная протяженность которого превышает допустимое значение;
- Д - дефект, эквивалентная площадь (амплитуда эхо-сигнала) которого превышает допустимое значение;
- В - группа дефектов, отстоящих друг от друга на расстоянии, не более установленной величины условной протяженности точечного дефекта;
- Т - дефект, который обнаруживается при расположении преобразователя под углом к оси шва и не обнаруживается при расположении преобразователя перпендикулярно оси шва.
8.5 Участки сварных швов, признанные неудовлетворительными в результате контроля, отмечаются на изделии, подлежат исправлению к повторному контролю, о чем производится соответствующая запись в журнале контроля.
8.6 Сварные соединения, проверенные ультразвуком, маркируются клеймом дефектоскописта. Исправленные дефектные участки после контроля клеймятся дополнительно.
9 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
9.1 При проведении работ по ультразвуковому контролю, на дефектоскописта возможно воздействие следующих опасных н вредных производственных факторов:
- тока, подводимого для питания ультразвукового дефектоскопа;
- проникающие в кисть руки ультразвуковые колебания, при ее соприкосновении с преобразователем дефектоскопа;
- высокий уровень цеховых шумов и повышенная яркость света при сварке.
9.2 Электробезопасность при ультразвуковом контроле обеспечивается выполнением требований «Межотраслевых правил по охране труда (правила безопасности) при эксплуатации электроустановок» ПОТ Р М-016-2001, РД 153-34.0-03.150-00.
9.3 К работе по ультразвуковому контролю допускаются лица, прошедшие инструктаж по правилам техники безопасности, о чем должна быть занесена запись в журнал, имеющие удостоверение о проверке знаний «Межотраслевых правил по охране труда (правила безопасности) при эксплуатации электроустановок», производственных инструкций предприятия.
9.4 Подключение дефектоскопа к сети питания и отключение его производит дежурный электрик. На специально оборудованных постах подключение дефектоскопа может производить дефектоскопист. Дефектоскопы необходимо подключать к малонагруженным электрическим (осветительным) линиям. Если это невозможно, дефектоскоп следует подключать через стабилизатор напряжения.
9.5 Перед каждым включением дефектоскопа оператор должен убедиться в надежности его заземления. Заземление дефектоскопа в цехе должно выполняться в соответствии с требованиями ГОСТ 12.1.030. «ССБТ. Электробезопасность, Защитное заземление, зануление» и СН к Ш/33-76, «Электротехнические устройства» (п. 11, стр. 181),
Заземление ультразвуковых дефектоскопов должно осуществляться специальной жилой переносного провода, которая не должна одновременно служить проводником рабочего тока. В качестве заземляющего проводника, следует использовать отдельную жилу в общей оболочке с фазным проводом, которая должна иметь одинаковое с ним сечение. Использовать нулевой провод для заземления запрещается. Жилы проводов и кабелей для заземления должны быть медными, гибкими, сечением не менее 2,5 мм2.
9.6 Запрещается вскрывать дефектоскоп и производить его ремонт во время контроля.
9.7 Контроль внутри сосудов (емкостей) должен проводиться только дефектоскопами, с напряжением питания до 12 В, звеном из двух дефектоскопистов.
9.8 Штепсельные розетки для переносных электроприборов должны быть снабжены специальными контактами для присоединения заземляющего проводника. При этом конструкция штепсельного соединения должна исключать возможность использования токоведущих контактов в качестве заземляющих. Соединение заземляющих контактов штепселя и розетки должно осуществляться до того, как войдут в соприкосновение токоведущие контакты, порядок отключения должен быть обратным.
9.9 Для предотвращения воздействия на дефектоскописта ультразвуковых колебаний при ультразвуковом контроле следует руководствоваться «Правилами безопасности и производственной санитарии для операторов ультразвуковой дефектоскопии», разработанными Московским научно-исследовательским институтом им. М.Ф. Владимирского, утвержденными Минздравом СССР 29 декабря 1980 г.
Параметры ультразвука, воздействующего на оператора, должны соответствовать ГОСТ 12.1.005.
9.10 В шумных цехах необходимо использовать индивидуальные средства защиты. Уровень шума, создаваемого на рабочем месте оператора, не должен превышать допустимый по ГОС Р 12.1.003.
9.11 По возможности, рабочие места дефектоскопистов должны быть фиксированы, Если на расстоянии менее 10 м от места контроля производится сварка или другая работа, связанная с ярким освещением, необходимо установить ограничительные щиты.
9.12 Перед проведением дефектоскопии на высоте, в труднодоступных местах или внутри металлоконструкций дефектоскопист должен пройти дополнительный инструктаж по технике безопасности работы в этих условиях, а его работа должна контролироваться службой техники безопасности.
9.13 На рабочем месте, расположенном на высоте, например, в полевых условиях при выполнении работ по диагностике, должны быть сооружены мостики или леса, обеспечивающие дефектоскописту удобный доступ к любому участку контролируемого изделия, при этом, дефектоскопист должен пользоваться предохранительным поясом.
9.14 Категорически запрещается работа дефектоскопистов под подъемным» механизмами, на неустойчивых, шатких конструкциях и в местах, где возможно повреждение проводки электропитания.
9.15 Нарушавший правила техники безопасности дефектоскопист, должен быть отстранен от работы и вновь допущен к ней только после дополнительного инструктажа по технике безопасности.
9.16 Принадлежности, используемые дефектоскопистом: масленки, обтирочные материалы, ветошь и бумага, должны храниться в металлических ящиках.
9.17 Специалист по ультразвуковому контролю, поступающий на работу, должен пройти обязательный медицинский осмотр. Принятый на работу персонал должен проходить периодические (один раз в год) медицинские осмотры, в соответствии с приказом Минздрава СССР № 400 от 30 мая 1969 г. и «Лечебно-профилактическими мероприятиями по улучшению состояния здоровья и условий труда операторов ультразвуковой дефектоскопии», утвержденными Минздравом СССР 15 марта 1976 г.
9.18 При работе на нефтехимических комбинатах, необходимо выполнять требования по технике безопасности, установленные для данного предприятия.
ПРИЛОЖЕНИЕ
А
(рекомендуемое)
Комбинированные
стандартные образцы предприятия
С целью сокращения количества СОП рекомендуется применять, комбинированные образцы, в которых имеется ряд искусственных отражателей для настройки предельной чувствительности.
Комбинированные СОП с плоскодонными отражателями (рисунки А.1-А.3) предназначены для настройки предельной чувствительности и оценки величины дефектов при контроле преобразователями с углом ввода 65° и 50° угловых и тавровых сварных соединений с толщиной стенки от 20 до 120 мм, а сегментными отражателями (рисунки А.4-А.7) - для преобразователей с углом ввода 39°, 50° и 65° и диапазона толщин 20-120 мм. Вид применяемого в каждом конкретном случае комбинированного СОП определяет завод.
Примеры выбора СОП.
А.1 Для контроля стыкового сварного соединения с толщиной стенки 28 мм
(см. таблицу 1 настоящего стандарта) применяется преобразователь с углом ввода 65° при заданной предельной чувствительности 3 мм2.
Для настройки чувствительности следует выбрать СОП с плоскодонным отражателем диаметром 2 мм (см. рисунок А.1) или с сегментным отражателем площадью 3 мм (см. рисунок А.4), причем для контроля прямым лучом настройка производится по отражателю, расположенному на глубине 30 мм, а для контроля однократно отраженным лучом - на глубине 60 мм.
А.2 Для контроля углового сварного соединения с толщиной стенки 28 мм при диаметре корпуса 600 мм (см. таблицу 4 настоящего стандарта) применяются два преобразователя с углом ввода 50° и 65° при заданной предельной чувствительности 3 мм.
Настройку чувствительности дефектоскопа для контроля шва в зонах образующей цилиндра (см. рисунок 18 настоящего стандарта) следует производить преобразователем с углом ввода 65° по образцам (см. рисунок А.1) так же, как в примере 1.
Для контроля шва в зонах дуги цилиндра (см. рисунок 18 настоящего стандарта) необходимо предварительно определить глубину расположения отражателей в образцах по формуле (см. разделы 4, 5, 7).
При контроле
прямым лучом (угол ввода 65°, R = 300 мм, s = 28
мм, α = 65°) ![]() мм, а при контроле
однократно отраженным лучом (угол ввода преобразователя 50° (см. таблицу 4
настоящего стандарта, α = 50°)
мм, а при контроле
однократно отраженным лучом (угол ввода преобразователя 50° (см. таблицу 4
настоящего стандарта, α = 50°) ![]() мм.
мм.
Следовательно, в
этом случае для настройки чувствительности при прозвучивании шва
преобразователем с углом ввода 65° следует применять СОП с плоскодонным
отражателем диаметром 2 мм (см. рисунок
А.1, отверстие 12) или с сегментным отражателем площадью 3 мм (см. рисунок
А.4, сегмент 5), в которых указанные отражатели расположены на глубине 50
мм, соответствующей ![]()
При контроле
преобразователем с углом ввода 50° следует применять СОП с плоскодонным
отражателем (см. рисунок
А.2, отверстие 13) или с сегментным отражателем (см. рисунок
А.5, сегмент 6), в которых отражатели расположены на глубине 60 мм,
соответствующей ![]() .
.
А.3 Для контроля углового сварного соединения с толщиной стенки корпуса 60 мм при толщине стенки патрубка 30 мм (см. таблицу 6 настоящего стандарта) применяют преобразователь с углом ввода 50°, причем контроль проводят по наружной поверхности патрубка при заданной предельной чувствительности 7 мм. Контроль проводят однократно отраженным лучом, причем общая глубина прозвучивания:
![]() мм
мм
В этом случае следует применять СОП с плоскодонным отражателем диаметром 3 мм (см. рисунок А.3, отверстие 8) или с сегментным отражателем (см. рисунок А.6, сегмент 8), в которых отражатели расположены на глубине 90 мм.
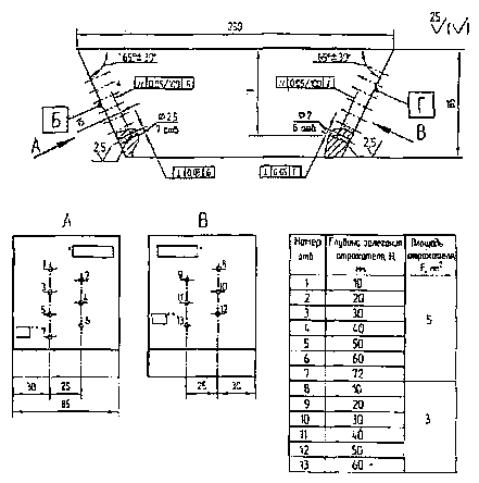
|
1 *Маркировать угол ввода ультразвукового луча |
Рисунок А.1 - Образец с плоскодонными отражателями для настройки чувствительности
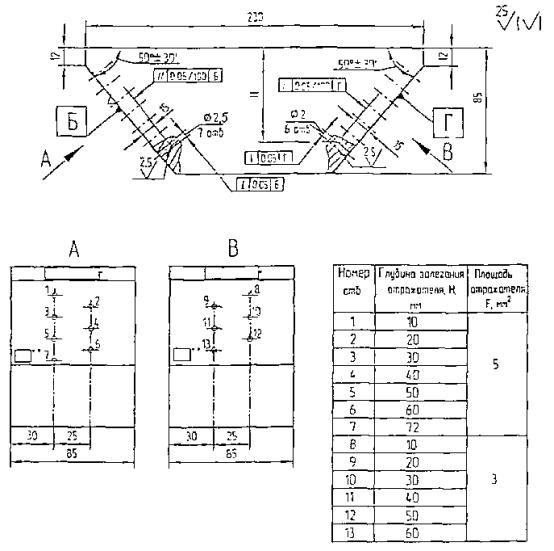
|
1 *Маркировать угол ввода ультразвукового луча |
Рисунок А.2 - Образец с плоскодонными отражателями для настройки чувствительности
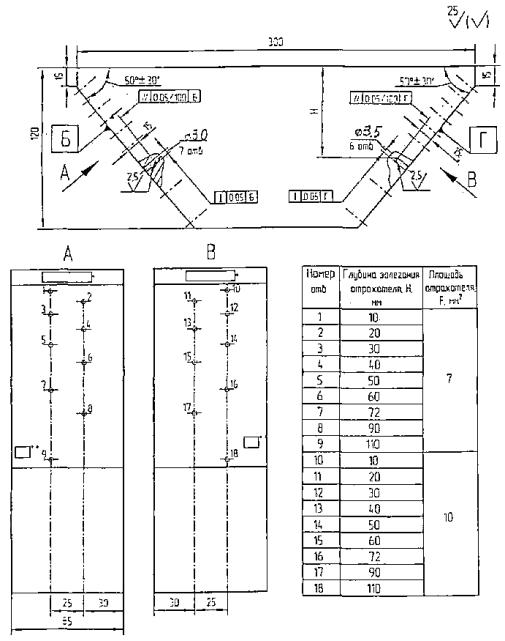
|
1 *Маркировать угол ввода ультразвукового луча |
Рисунок А.3 - Образец с плоскодонными отражателями для настройки чувствительности
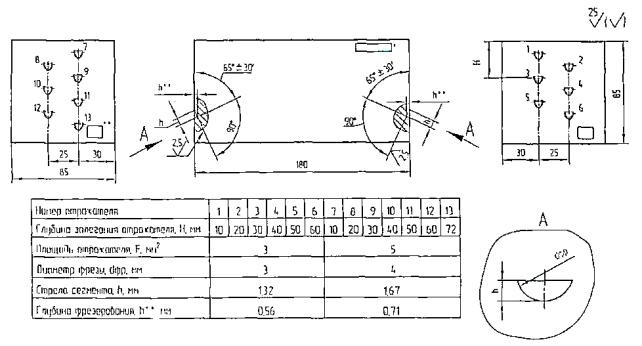
|
1 *Маркировать угол ввода ультразвукового луча |
Рисунок А.4 - Образец с сегментными отражателями для настройки чувствительности
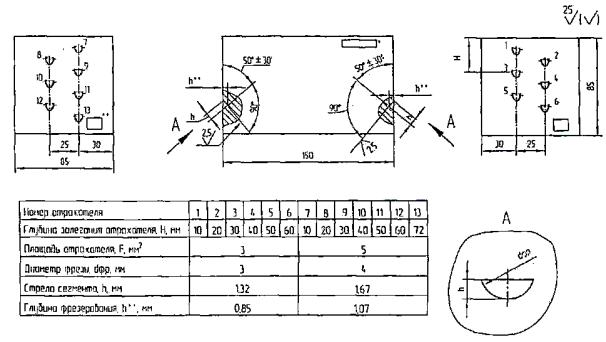
|
1 *Маркировать угол ввода ультразвукового луча |
Рисунок А.5 - Образец с сегментными отражателями для настройки чувствительности
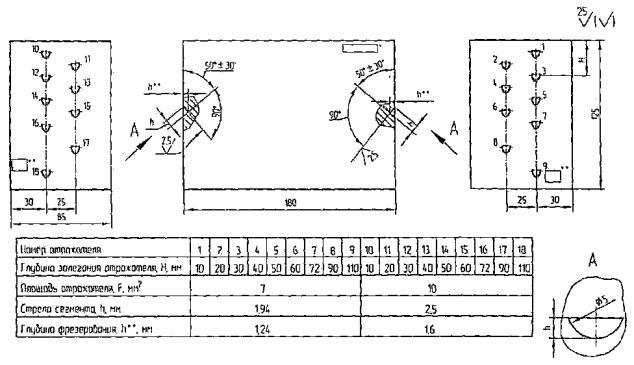
|
1 *Маркировать угол ввода ультразвукового луча |
Рисунок А.6 - Образец с сегментными отражателями для настройки чувствительности
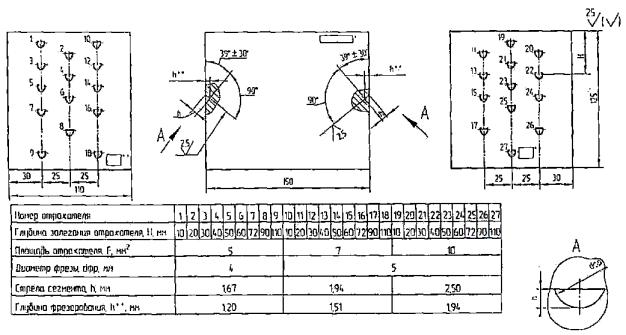
|
1 *Маркировать угол ввода
ультразвукового луча |
Примечание: Образец предназначен для настройки чувствительности и оценки величины дефектов при контроле по внутренней поверхности патрубка преобразователем с углом ввода 39°
Рисунок А.7 - Образец с сегментными отражателями для настройки чувствительности
ПРИЛОЖЕНИЕ Б
(справочное)
Способы
изготовления сегментных, плоскодонных и плоских угловых отражателей
Сегментные отражатели изготовляют путем фрезерования на координатно-расточном станке по схеме, указанной на рисунке Б.1.
Глубину фрезерования h* или h** и высоту сегментного отражателя h определяют по таблице Б.1.:
![]() ,
,
![]() ,
,
где h*, h** - глубина фрезерования сегмента, расположенного соответственно на горизонтальной и боковой (вертикальной) поверхности образца;
α - угол наклона фрезы, равный углу ввода ультразвукового луча.
Допускается изготовление сегментных отражателей на фрезерных станках с обязательным измерением глубины фрезерования индикатором часового типа с игольчатым нутромером с ценой деления 0,01 мм.
Площадь изготовленного сегментного отражателя можно определить по таблице элементов сегмента кругах согласно значению высоты сегмента (стрелы).
Зависимости стрелы сегментного отражателя h и глубины фрезерования h* или h** от площади сегмента для преобразователей с углом ввода α = 39°, 50°, 65°, 70°, 74° указаны в таблице Б.1.
|
Площадь, мм2 |
Высота, мм |
Диаметр фрезы, мм |
Глубина фрезерования для углов ввода ультразвукового луча, мм |
|||||||||
|
39° |
50° |
65° |
70° |
74° |
||||||||
|
h* |
h** |
h* |
h** |
h* |
h** |
h* |
h** |
h* |
h** |
|||
|
0,9 |
0,66 |
2,0 |
- |
- |
- |
- |
- |
- |
0,62 |
0,22 |
0,51 |
0,14 |
|
1,2 |
0,82 |
2,0 |
- |
- |
- |
- |
- |
- |
0,77 |
0,28 |
0,63 |
0,18 |
|
1,6 |
1,00 |
2,0 |
- |
- |
0,77 |
0,69 |
0,92 |
0,41 |
0,94 |
0,34 |
0,79 |
0,23 |
|
2,0 |
1,22 |
2,0 |
- |
- |
0,93 |
0,78 |
1,11 |
0,52 |
1,15 |
0,42 |
- |
- |
|
3,0 |
1,32 |
3,0 |
- |
- |
1,01 |
0,85 |
1,20 |
0,56 |
- |
- |
- |
- |
|
5,0 |
1,67 |
4,0 |
1,05 |
1,20 |
1,28 |
1,07 |
1,51 |
0,71 |
- |
- |
- |
- |
|
7,0 |
1,94 |
5,0 |
1,22 |
1,51 |
1,49 |
1,24 |
- |
- |
- |
- |
- |
- |
|
10,0 |
2,50 |
5,0 |
1,57 |
1,94 |
1,91 |
1,60 |
- |
- |
- |
- |
- |
- |
х Бронштейн И.Н., Семендяев К.А. Справочник по математике для инженеров и учащихся ВТУЗов - М., Наука, 1964
Для изготовления сегментных отражателей следует применять шпоночные фрезы по ГОСТ 9140.
Вместо шпоночных фрез диаметром 2,0 мм допускается применять фиссурные зубные цилиндрические боры диаметром 2,32 мм (с заточкой торца под углом 90° к оси). В этом случае значения h, h* и h** должны быть пересчитаны.
При изготовлении отражателя типа отверстие с плоским дном, вначале, сверлом заданного диаметра выполняется отверстие глубиной на 2-3 мм меньше, чем это предусмотрено чертежом. Затем сверлом типа «перо» производят доводку дна отверстия.
Для изготовления плоского углового отражателя используют специальный боек и станочные параллельные тиски. Образец помещают у одной из губок, а между внутренней поверхностью образца и внутренней губкой тисков помещают боек так, чтобы его передняя грань была перпендикулярна к внутренней поверхности образца. Боек вдавливается на необходимую глубину с помощью ходового винта тисков. Выдавленный при выполнении отражателя металл удаляют заподлицо с поверхностью образца.
Стандартные образцы целесообразно заказывать в специализированной организации или у разработчиков настоящего СТО.
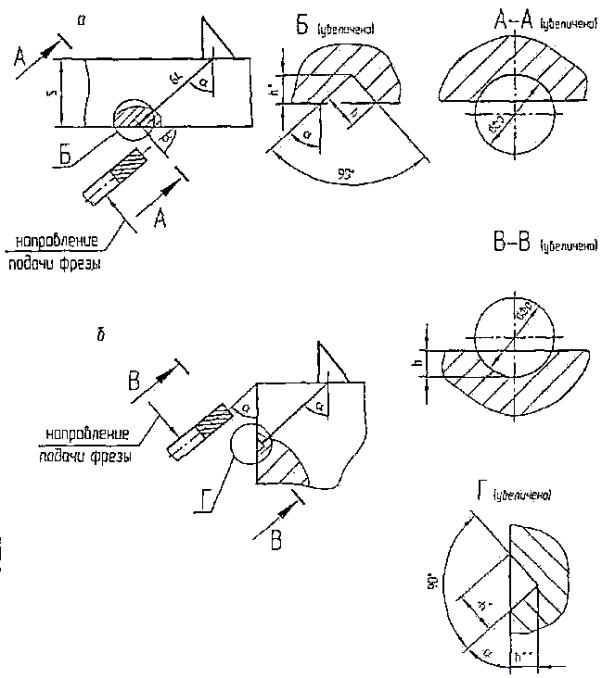
|
а - с расположением сегмента на поверхности листа |
Рисунок Б.1 - Варианты исполнения сегментных отражателей
ПРИЛОЖЕНИЕ В
(обязательное)
Определение
относительного затухания ультразвуковых колебаний
Определение относительного затухания ультразвуковых колебаний в сварных швах производится зеркально-теневым методом (см. рисунок В.1) двумя преобразователями, имеющими угол наклона акустической оси и частоту колебаний для данной толщины металла, указанные в таблицах 1, 8 СТО 00220256-005-2005
Структурное состояние металла шва и околошовной зоны оценивается по формуле:
![]() ,
,
где ![]() - относительное
затухание, дБ;
- относительное
затухание, дБ;
![]() - амплитуды сигналов при
прохождении ультразвуковых колебаний соответственно в основном металле и
металле шва.
- амплитуды сигналов при
прохождении ультразвуковых колебаний соответственно в основном металле и
металле шва.
При прозвучивании преобразователи необходимо установить так, чтобы, получить на экране электронно-лучевой трубки сигнал максимальной амплитуды. Расстояние между преобразователями
![]() ,
,
где ![]() - толщина металла,
мм;
- толщина металла,
мм;
![]() - угол ввода луча, ...°.
- угол ввода луча, ...°.
Если разность амплитуд сигналов А не более 3 дБ, то искусственный отражатель в образце для настройки чувствительности контроля изготавливается в основном металле.
При разности амплитуд сигналов выше 3 дБ искусственный отражатель наносится на сварной шов.
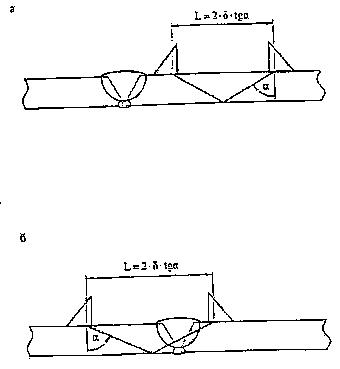
|
а - в основном металле |
Рисунок В.1 - Схема контроля для определения величины относительного затухания ультразвуковых колебаний.
ПРИЛОЖЕНИЕ Г
(справочное)
Виды
контактных сред
Г.1 Контактная среда на основе полиакриламида
Контактная среда представляет собой водный раствор полиакриламида и нитрита натрия (ГОСТ 19906), % :
|
полиакриламид |
от 0,8 до 2,0 |
|
нитрит натрия |
от 0,4 до 1,0 |
|
вода |
от 98,8 до 97,0 |
Г.1.1 Способ приготовления
В емкость (около 10 л), снабженную мешалкой с угловой скоростью 800-900 об/мин, наливают 4 л воды и 1,5 кг 8 %-ного технического полиакриламида, перемешивают в течение 10-15 мин до получения однородного раствора. Затем прибавляют 600 мл 100 %-ного раствора нитрита натрия.
Г.2 Контактная среда на основе карбоксиметилцеллюлозы (КМЦ):
|
мыла синтетических жирных кислот фракций С5-С6 или С10-С13 (25%-ный раствор) |
от 7,0 до 15,0 |
|
КМЦ |
от 3,0 до 5,0 |
|
глицерин |
от 1,0 до 8,0 |
|
вода |
остальное |
Промышленность выпускает КМЦ марок 85/250, 85/350 и другие по МРТУ 6-05-1098 и 85/500 по ГОСТ 5588 - в мелкозернистом, волокнистом и порошкообразном состояниях.
Контактную жидкость получают путем размешивания КМЦ в воде. Порядок ее приготовления следующий: в стальной бачок или мешалку попивают воду, загружают КМЦ. глицерин (ГОСТ 6259) и мыло и смесь размешивают в течение 5-10 мин, затем раствор выдерживают 5-6 ч до полного растворения КМЦ.
Срок хранения контактной среды на основе КМЦ - 2 мес. При загустении контактной жидкости нужную вязкость восстанавливают путем добавления воды и размешивания раствора.
Примечание - Расход контактной среды любого вида составляет примерно 0,3 кг на 1 м околошовной зоны, что может быть принято в качестве исходной величины при определении потребности материалов для приготовления контактных сред.
После окончания ультразвукового контроля в течение 0,5-1 ч контактная среда должна быть смыта теплым содовым раствором. Способ смывания покрытия определяет завод в зависимости от объема ультразвуковой дефектоскопии.
Смывание контактной среды в обязанности дефектоскописта не входит.
ПРИЛОЖЕНИЕ
Д
(рекомендуемое)
Пример
оформления заявки на проведение ультразвукового контроля
|
Завод |
|
В лабораторию НМК |
|||
|
|
|
||||
|
|
|
||||
|
|
|||||
|
|
|||||
|
ЗАЯВКА |
|||||
|
на проведение ультразвукового контроля |
|||||
|
от цеха №___________________ |
|||||
|
|
|||||
|
от « »_______________20_____г. |
|||||
|
|
|||||
|
Номер заказа___________________ |
|||||
|
Наименование изделия_______________________________________________________ |
|||||
|
Номер чертежа_____________________________________________________________ |
|||||
|
Аппарат изготовлен бригадой мастера (бригадира) |
|||||
|
_____________________________________ |
|
_____________________________ |
|||
|
(фамилия) |
|
(подпись, клеймо) |
|||
|
|
|||||
|
Объем контроля сварных швов, %_____________________________________________ |
|||||
|
|
|||||
|
Диаметр_________________и толщина стенки корпуса S =_________________и штуцера |
|||||
|
S1=___________ |
|||||
|
Материал________________________________________________________________ |
|||||
|
Внешний вид и качество сварных швов по наружному осмотру приняты. |
|||||
|
|
|||||
|
Контрольный мастер________________________________________________________ |
|||||
|
|
(фамилия, подпись и клеймо) |
||||
|
|
|||||
ПРИЛОЖЕНИЕ
Е
(рекомендуемое)
Определение
размеров искусственных отражателей
Для измерения размеров сегментных отражателем l, h* или h** , с (рисунок Е.1) используют индикатор часового типа с иеной деления 0,01 мм со специальным наконечником (например, метчиком с резьбой МЗ, заточенным в виде наклонной иглы), а также микроскоп отсчетный типа МПБ-2 с ценой деления 0,05 мм.
Индикатор закрепляют в штатив с основанием.
Угол наклона сегментного отражателя и, высоту сегмента h, радиус r, центральный угол γ и площадь сегмента F определяют расчетом, используя геометрические зависимости между измеренными параметрами.
Определение параметров сегментных отражателей производят в следующем порядке:
- измеряют глубину фрезерования сегментного отражателя h* или h** с помощью индикатора (рисунок Е.2);
- измеряют размеры l, l1, с с помощью микроскопа типа МПБ-2 (рисунок Е.3);
- определяют
угол ![]() из зависимости:
из зависимости:
![]() ,
,
Здесь возможны два варианта:
|
при |
|
|
где ![]() - соответственно
расчетное и фактическое значение угла;
- соответственно
расчетное и фактическое значение угла;
- определяют фактическую высоту сегмента:
![]() ;
;
- определяют радиус сегмента:
![]()
Следует иметь в виду, что в результате биения фрезы возможны отклонения радиуса от номинального значения;
- рассчитывают значение центрального угла сегмента:
|
|
|
- определяют площадь сегментного отражателя с помощью справочника по математике или расчетов:
![]()
Значение угла ![]() подставляют в формулу
в радианной мере:
подставляют в формулу
в радианной мере:
![]()
Расстояние сегмента от поверхности измеряют с помощью штангенциркуля с ценой деления 0,1 мм или масштабной линейкой.
Определение параметров плоскодонных отражателей производится следующим образом:
- оптическим прибором измеряют средний диаметр входного отверстия сверления;
- индикатором часового типа измеряют глубину этого отверстия;
- вставив в отверстие до упора металлический стержень, оптическим способом определяют угол наклона стержня или проверяют его перпендикулярность относительно торца плоскости входного отверстия;
- размягчают торец пластмассовой палочки соответствующего диаметра и быстро вводят до упора в отверстие исследуемого отражателя на испытательном образце. Через 2-3 мин осторожно вынимают пластмассовую палочку и осматривают слепок, на котором не должно быть задиров, вмятин;
- слепок должен быть ровным, допускаются едва заметные концентрические окружности. Оптическим способом измеряют средний диаметр торца слепка;
- по измеренным диаметрам вычисляют площадь плоскодонного отражателя, а по измеренному углу и с учетом геометрии испытательного образца вычисляют угол наклона оси отражателя относительно перпендикуляра к плоскости ввода ультразвука;
- если торцевое отверстие выполнено под углом к плоскости торца входного отверстия или это отверстие расположено на криволинейной поверхности, то достаточно оптическим способом измерить длину и ширину эллиптического входного торца отверстия, а угол наклона оси плоскодонного отражателя можно вычислить по формулам:
![]() - для отражателя на выпуклой
поверхности;
- для отражателя на выпуклой
поверхности;
![]() - для отражателя на вогнутой
поверхности;
- для отражателя на вогнутой
поверхности;
![]() - для отражателя на плоской
поверхности,
- для отражателя на плоской
поверхности,
где ![]() - угол наклона оси
плоскодонного отражателя относительно перпендикуляра к плоскости сканирования
преобразователя;
- угол наклона оси
плоскодонного отражателя относительно перпендикуляра к плоскости сканирования
преобразователя;
![]() . Здесь d - ширина эллипсного отверстия; с - длина
эллипсного отверстия; R - наружный радиус кривизны
образца; r - внутренний радиус кривизны образца.
. Здесь d - ширина эллипсного отверстия; с - длина
эллипсного отверстия; R - наружный радиус кривизны
образца; r - внутренний радиус кривизны образца.
Определение параметров плоских угловых отражателей, изготовленных бойком с двумя гранями, одно из которых параллельна оси бойка, а вторая расположена под углом 45° к ней, производится следующим образом:
- оптическим способом измеряется длина канавки и ширина отражателя;
- индикатором часового типа с игольчатым наконечником измеряется высота углового отражателя:
- по измеренным значениям проверяется перпендикулярность рабочей поверхности грани к поверхности плоского образца при условии:
- длина канавки должна быть равна высоте отражателя;
- используя полученные значения, проверяется перпендикулярность отражающей грани к криволинейной поверхности по формулам:
![]() - для отражателя, выполненного
на выпуклой поверхности образца;
- для отражателя, выполненного
на выпуклой поверхности образца;
![]() - для отражателя, выполненного
на вогнутой поверхности образца,
- для отражателя, выполненного
на вогнутой поверхности образца,
где ![]() - наружный и
внутренний радиус кривизны цилиндрического образца соответственно;
- наружный и
внутренний радиус кривизны цилиндрического образца соответственно;
![]() -угол между рабочей гранью
отражателя и секущей плоскостью, проведенной через основание отражателя и
вершину канавки;
-угол между рабочей гранью
отражателя и секущей плоскостью, проведенной через основание отражателя и
вершину канавки;
h - высота плоского углового отражателя.
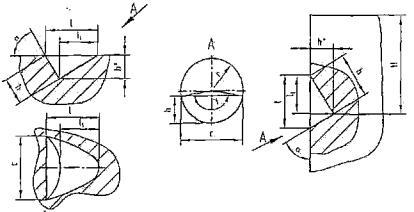
Рисунок Е.1 - Размеры сегментных отражателей
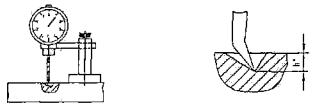
Рисунок Е.2 - Схема намерения глубины фрезерования сегмента
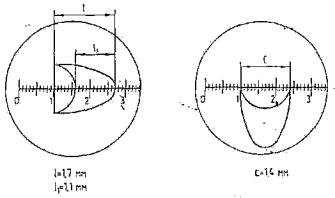
Рисунок Е.З - Схема измерения размеров сегментных отражателей
ПРИЛОЖЕНИЕ Ж
(рекомендуемое)
Настройка
дефектоскопа типа УНУ «Сканер»
Ж.1 Подготовка к контролю
Ж.1.1 Перед проведением контроля в лаборатории необходимо проверить соответствие основных параметров контроля согласно настоящего стандарта и настроить дефектоскоп.
Ж.1.2 Основными параметрами контроля для преобразователя П 121-5,0-70S, являются:
а) С - значение скорости распространения поперечной ультразвуковой волны в контролируемом изделии в десятках метров в сек,;
б) ![]() - значение угла ввода
ультразвуковой волны в контролируемое изделие в градусах;
- значение угла ввода
ультразвуковой волны в контролируемое изделие в градусах;
в) ![]() - значение времени
задержки в призме в МКС;
- значение времени
задержки в призме в МКС;
г) s - предельная чувствительность в мм2.
Ж.1.3 Стандартный образец предприятия с сегментным отражателем используется для настройки глубиномерного устройства, предельной чувствительности, зоны ВРЧ и зоны контроля.
Схемы настройки глубиномерного устройства, предельной чувствительности, зоны ВРЧ и зоны контроля представлены на рисунке Ж.4.
Ж.1.4 При настройке дефектоскопа совместно с используемым преобразователем необходимо:
- установить и включить дефектоскоп с преобразователем, проверить их работоспособность;
- настроить глубиномерное устройство;
- установить зону контроля;
- установить предельную чувствительность.
Ж.1.5 Проверка работоспособности дефектоскопа с преобразователем и его настройка проводится в лаборатории.
При работе от сети (220 В, 50 Гц) разъем электропитания на 9 В вставить в соответствующим разъем «2» на задней панели дефектоскопа (рисунок Ж.2), а блок питания вставить в сетевую розетку.
На задней панели корпуса при нажатии тумблера «ВКЛ» (рисунок Ж.2) загорается светодиод - желтый на передней панели дефектоскопа, а на экране появится заставка основного меню.
При работе с аккумуляторами нажать клавишу «7» на передней панели дефектоскопа (рисунок Ж.1) и посмотреть значение заряда. При значениях 6,0...6,2 В и меньше необходимо выключить дефектоскоп и заменить разряженные аккумуляторы. Снова включить прибор, посмотреть сообщение о емкости оставшейся памяти: при значениях 5 % и меньше необходимо распечатать информацию, хранящуюся в памяти, после чего провести очистку памяти.
Для изменения яркости изображения на экране дефектоскопа, необходимо нажать клавишу «Shift» и, не отпуская ее, периодически нажимать па клавишу «8» для увеличения яркости или на клавишу «2» для уменьшения яркости.
Ж.1.6 Подготовка дефектоскопа к работе с ПЭП типа «П - 121».
Ж.1.6.1 Настройка глубиномерного устройства (координат «X», «У»), установка зоны контроля и предельной чувствительности.
Ж.1.6.1.1 При включении прибора тумблером «ВКЛ», расположенного из задней панели корпуса, загорится желтый светодиод, который находится на передней панели прибора, а на экране прибора появится заставка основного меню.
Ж.1.6.1.2 При нажатии клавиши «1» прибор переключается в режим ручного контроля с разверткой типа «А» на экране.
Ж.1.6.1.3 Подключить ПЭП типа «П - 121» к нижнему разъему на передней панели.
Ж.1.6.1.4. В правой части экрана дефектоскопа на панели находится колонка обозначений, а на экране численные значения параметров (рисунок Ж.3).
Ж.1.6.1.5 Нажать клавишу «О», при этом, в правом верхнем углу экрана появится обозначение «С», соответствующее совмещенному режиму работы ПЭП - 121, а при повторном нажатии на клавишу «О» появится обозначение «Р», соответствующее раздельному режиму работы.
Ж.1.6.1.6 Ввести параметры контроля (например, для ПЭП «24»).
Для ввода параметров контроля, необходимо из основного меню войти в режим ввода данных, т.е. нажать клавишу «4», затем нажать клавишу «6», при этом на экране может появиться, например, сообщение:
|
параметры 002 |
т.е. это параметры преобразователя, идущего под № 2, а не под № 24.
Ж.1.6.1.7 Маркер «_» курсора стоит на номере файла. Если номер файла не соответствует необходимому номеру ПЭП, необходимо ввести другой «024» с помощью клавиатуры, при этом появится сообщение:
|
параметры 024 |
После этого нажать «Enter», на экране появится сообщение :
|
1-С . |
325 |
|
2-α |
069 |
|
3-Тпр |
045 |
|
4-№ ПЭП |
024 |
что соответствует:
1 - С - значение скорости распространения поперечной ультразвуковой волны в контролируемом изделии (325), что соответствует скорости (С = 3250 м/с);
2 - ![]() - значение угла ввода (в градусах) ультразвуковой волны и
контролируемом изделии (69°);
- значение угла ввода (в градусах) ультразвуковой волны и
контролируемом изделии (69°);
3 - ![]() - значение времени
задержки в призме (в микросекундах) - целым числам соответствуют первые две
цифры и десятым долям третья цифра, т.е. (4,5 МКС);
- значение времени
задержки в призме (в микросекундах) - целым числам соответствуют первые две
цифры и десятым долям третья цифра, т.е. (4,5 МКС);
4 - № ПЭП - порядковый номер преобразователя (24).
Ж.1.6.1.8 Для изменения значения, например, скорости распространения ультразвуковой волны, необходимо нажать клавишу «1», появится строка:
|
С |
325 |
при этом маркер курсора стоит на первой цифре; если значение скорости, например, поперечной волны другое, условно 3230 м/с - необходимо с помощью клавиатуры набрать число «323» и нажать «Enter», после чего появится заставка по Ж.1.6.1.7 При необходимости можно аналогично поменять значение угла ввода и время задержки в призме, нажав клавиши «2» и «3», соответственно, а также порядковый номер ПЭП (в пределах от 0 до 255), нажав на клавишу «4».
Ж.1.6.1.9 После введения параметров контроля нажать клавишу «Enter» два раза, войти в основное меню. Нажав на клавишу «1», снова войти в режим дефектоскопа общего назначения.
Ж.1.6.1.10 Поставить ПЭП на СОП, предварительно нанеся контактную смазку (рисунок Ж.4 а). Переместить курсор с помощью ручки «3» пли клавиши «8» в режим «dВ» на передней панели дефектоскопа и повысить чувствительность с помощью клавиши «6 » или вращением ручки «3» до появления эхо-сигнала от сегментного отражателя, максимальная амплитуда которого должна превышать 60 % на экране дефектоскопа.
Ж.1.6.1.11
Переместить «_» в курсор в режим ![]() - длительность задержки строб-импульса и с помощью клавиши
«←4» или ручки «3» переместить строб-импульс до пересечения с
эхо-сигналом от сегментного отражателя, как показано на рисунке Ж.4 б.
- длительность задержки строб-импульса и с помощью клавиши
«←4» или ручки «3» переместить строб-импульс до пересечения с
эхо-сигналом от сегментного отражателя, как показано на рисунке Ж.4 б.
Ж.1.6.1.12
Переместить «_» в курсор в режим ![]() - порог срабатывания АСД в % и с помощью клавиши «8↑» или
ручки «3» установить порог срабатывания, равный 50 %.
- порог срабатывания АСД в % и с помощью клавиши «8↑» или
ручки «3» установить порог срабатывания, равный 50 %.
Перемещая ПЭП,
найти максимальный эхо-сигнал от искусственного отражателя, при этом на экране
дефектоскопа должны появиться показания глубины залегания искусственного
отражателя «![]() » и расстояния до него - «
» и расстояния до него - «![]() ». Если показания прибора «
». Если показания прибора «![]() » и «
» и «![]() » не соответствуют истинным значениям, необходимо изменить
показания «
» не соответствуют истинным значениям, необходимо изменить
показания «![]() » на 0,1 МКС: прибавить - 0,1 МКС, если показания «Y»
больше и отнять 0,1 МКС если показания меньше фактического значения, или
уточнить угол ввода
» на 0,1 МКС: прибавить - 0,1 МКС, если показания «Y»
больше и отнять 0,1 МКС если показания меньше фактического значения, или
уточнить угол ввода ![]() , для чего необходимо нажать клавишу «Enter» и повторить действия по Ж.1.6.1.6 - Ж.1.6.1.10 - до получения показаний истинных значении
«
, для чего необходимо нажать клавишу «Enter» и повторить действия по Ж.1.6.1.6 - Ж.1.6.1.10 - до получения показаний истинных значении
«![]() » и «
» и «![]() ».
».
Ж.1.6.1.13
Поставить ПЭП на СОП (рисунокЖ.4 в) так, чтобы расстояние «![]() » от точки ввода ПЭП до отражателя составило «X2» = «2X1». Появится эхо-сигнал «3» от
искусственного отражателя.
» от точки ввода ПЭП до отражателя составило «X2» = «2X1». Появится эхо-сигнал «3» от
искусственного отражателя.
Ж.1.6.1.14
Переместить «_» курсор в режим ![]() - длительность строб-импульса
и с помощью клавиш «←4» или «6→» или ручки «3» установить зону
контроля, переместив задний фронт над эхо-сигналом «3» от искусственного
отражателя.
- длительность строб-импульса
и с помощью клавиш «←4» или «6→» или ручки «3» установить зону
контроля, переместив задний фронт над эхо-сигналом «3» от искусственного
отражателя.
Ж. 1.6.1.15
Переместить «_» курсор в режим ![]() - длительность развертки и с помощью клавиш «←4» или
«6→» или ручки «3» установить длительность развертки, удобную для
проведения контроля.
- длительность развертки и с помощью клавиш «←4» или
«6→» или ручки «3» установить длительность развертки, удобную для
проведения контроля.
Ж.1.6.1.16 При нажатии клавиши «9» появится строка «ВРЧ» и при повторном нажатии клавиши «9» появится строка «ВРЧ УСТ».
Ж.1.6.1.17 Кривая «ВРЧ» строится по трем точкам в режиме «ВРЧ УСТ». Левая точка соответствует началу строб-импульса, средняя - концу строб-импульса, а правая - находится за строб - импульсом (рисунок Ж.4 г).
Вторую
правую точку, в которой находится маркер «+» нажатием на клавишу «6→»
переместить за строб-импульс. Нажатием на клавишу «1» переместить маркер «+» в
левую первую точку. Одновременным нажатием на клавиши «Shift» и «5» образовать среднюю
точку (маркер «+» переместится вправо на одно деление). Нажатием на клавишу
«6→» маркер «+» переместить над эхо-сигналом от искусственного
отражателя. Нажатием на клавишу «8↑» переместить среднюю точку вверх,
повышая амплитуду эхо-сигнала от искусственного отражателя, которая должна
составить 60 % на экране дефектоскопа, при этом, на экране дефектоскопа
появятся показания глубины залегания искусственного отражателя - «![]() », равное «Y2» = «2Y2» и расстояние до него - «
», равное «Y2» = «2Y2» и расстояние до него - «![]() », которые должны соответствовать истинным значениям. При
нажатии клавиши «9» появится заставка «ВРЧ» (рисунок Ж.4 д),
а при нажатии клавиши «Enter» - сообщение:
», которые должны соответствовать истинным значениям. При
нажатии клавиши «9» появится заставка «ВРЧ» (рисунок Ж.4 д),
а при нажатии клавиши «Enter» - сообщение:
|
запомнить настройку: Да (1), Нет (0) |
При нажатии клавиши «1» происходит запоминание настройки прибора с ПЭП под номером «24». Далее нажать клавишу «Enter» - на экране появится основное меню, прибор отключить.
Ж.1.6.1.18 Контроль сварных швов проводится в режиме «ВРЧ», для чего необходимо включить прибор. Появится основное меню на экране дефектоскопа. Нажатием на клавишу «1» войти в режим дефектоскопа общего назначения с заставкой «ВРЧ» и приступить к контролю.
Ж.1.7 Запоминание изображения экрана дефектоскопа.
Ж.1.7.1 В процессе контроля, при обнаружении дефекта и при необходимости, можно «заморозить» и запомнить изображение на экране дефектоскопа, после чего можно распечатать на принтере заполненную эхограмму с выводом на печать параметров настройки и координат расположения дефекта.
Ж.1.7.2 При обнаружении дефекта, добиться от него максимальной амплитуды сигнала, нажать клавишу «5», при этом изображение «заморозится» и появится строка:
|
Записать? Да - 1, Нет - 0 |
При нажатии на клавишу «1» «замороженная» эхограмма заносится в память дефектоскопа под своим номером.
Ж.1.8 Распечатка эхограмм, запомненных изображений экрана дефектоскопа.
Ж.1.8.1 К дефектоскопу подключить принтер через разъем «←4» на задней панели дефектоскопа.
Ж.1.8.2 При необходимости распечатать эхограмму из режима основного меню, нажав клавишу «5», войти в меню просмотра результатов УЗК, появится сообщение:
|
просмотр |
|
|
►- дефектоскоп |
- 3 |
|
автомат |
- 0 |
|
а. толщиномер |
- 0 |
|
** ВЫХОД ** |
|
Перевести «►» курсор в режим «дефектоскоп» и нажать «Enter», при этом появится следующая заставка
|
Просмотр дефектоскоп |
||||
|
1 - 21.12.98 |
|
14 - 27 : 07 |
||
|
2 - " - |
- " - |
|
- " - |
- " - |
|
3 - " - |
- " - |
|
- " - |
- " - |
Выбрать нужную эхограмму, перемещая «►» курсор с помощью клавиш «8↑» или «2↓». Нажать клавишу «Enter», появится запомненная эхограмма, нажать клавишу «5», при этом появится строка:
|
Распечатать? Да - (1), Нет - (0) |
Нажав клавишу «1», принтер распечатает протокол с эхограммой и параметрами контроля. Три раза нажать на клавишу «0» и выйти в основное меню.
Ж.1.8.3 Вручную дополнить распечатку необходимой информацией.
Расписаться на распечатке.
Ж. 1.8.4. Дополнительную информацию о приборе можно получить в прилагаемой к нему документации.
|
Протокол №_____________ |
|||
|
|
|||
|
УИУ «СКАНЕР» № 000214 |
Дата 03.09.2001 г. Нач. в 12 ч 11 м 27 с |
||
|
|
|||
|
Объект____________________________________________________________________ |
|||
|
|
|||
|
№ ПЭП 32 |
Температура: плюс 21°С |
|
|
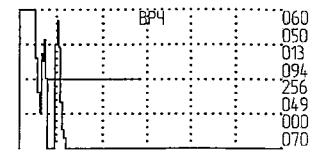
Усиление: 60 dВ. Схема включения: совмещенная
Координаты дефекта: Y = 5,0 мм, Х = 13,7 мм.
Параметры строба: Начало: 9,4 мкс. Длит.: 25,6 мкс. Порог: 49 %.
Угол ввода: 70 град. С-3260 м/с. Задержка в призме: 4,0 мкс.
Параметры развертки: Начало: 0,0 мкс. Длит.: 70.0 мкс.
Дефектоскопист______________________________
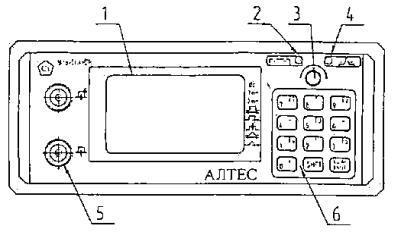
|
1 - экран |
Рисунок Ж.1 - Передняя панель дефектоскопа
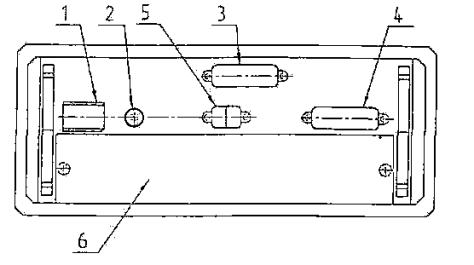
|
1 - тумблер включение/выключение |
Рисунок Ж.2 - Задняя панель дефектоскопа
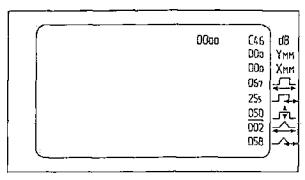
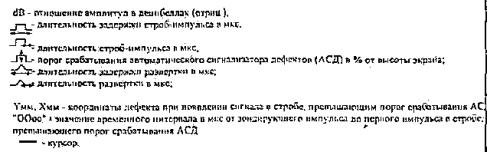
Рисунок Ж.3 - Расшифровка условных обозначений на переднем панели дефектоскопа
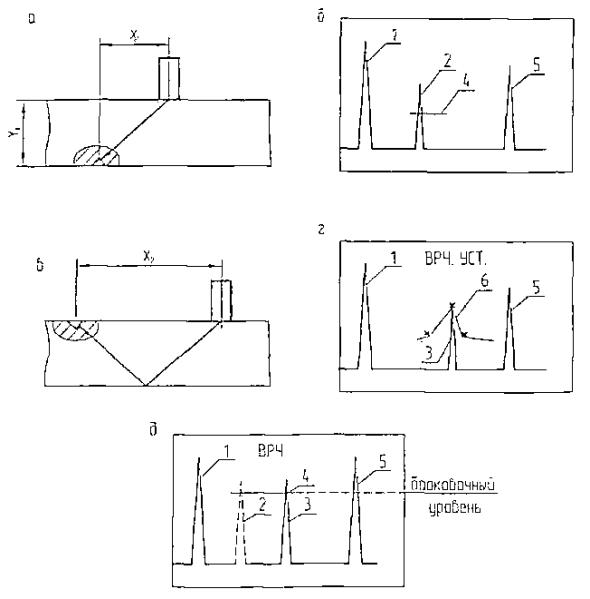
|
1 -
зондирующий импульс а) и в) - схемы настройки дефектоскопа б) и г) - осциллографы д) - изображение на экране дефектоскопа после настройки |
Рисунок Ж.4 - Общий вид сигналов на экране при настройке дефектоскопа
ПРИЛОЖЕНИЕ И
(Справочное)
Трудоемкость
ультразвукового контроля (УЗК) сварных соединений для установления
нормированного задания при изготовлении сосудов и аппаратов на
машиностроительных заводах
Трудоемкость УЗК сварных швов зависит от толщины контролируемого сварного соединения, расположения контролируемого изделия, его формы и размеров.
Трудоемкость УЗК необходимо рассчитывать, согласно таблиц И.1-И.3.
Таблица И.1
Объем контроля, приходящийся на одного дефектоскописта в 1 смену (480 мин)
|
Толщина сварного соединения, мм |
Норма обслуживания Н0 м, в производстве |
|
|
единичном, мелкосерийном, серийном |
крупносерийном, массовом |
|
|
5-10 |
25 |
27 |
|
12-20 |
18 |
20 |
|
22-40 |
15 |
16 |
|
42-80 |
10 |
11 |
|
82-100 |
8 |
9 |
|
102-160 |
6 |
7 |
|
162-200 |
3 |
3 |
Таблица И.2
Коэффициент Ксл сложности проведения контроля изделий
|
Положение сварного шва при контроле |
Коэффициент |
|
На полу |
1,15 |
|
На высоте, мм : |
|
|
до 1 |
1,00 |
|
до 3 |
1,10 |
|
более 3 |
1,15 |
|
Внутри сосуда или емкости |
1,15 |
Таблица И.3
Коэффициент Кр размещения изделий, подлежащих контролю
|
Размещение изделий |
Коэффициент |
|
В одном здании |
1,00 |
|
Удалены друг от друга на расстояние, м: |
|
|
до 200 |
1,10 |
|
Более 200 |
1,15 |
Фактическую норму обслуживания с учетом расположения контролируемого изделия:
![]() ,
,
Трудоемкость контроля 1 м шва:
![]() ,
,
где 8 - продолжительность смены, ч;
![]() - фактическое количество
специалистов, обслуживающих один дефектоскоп;
- фактическое количество
специалистов, обслуживающих один дефектоскоп;
![]() - коэффициент для расчета при
контроле угловых швов.
- коэффициент для расчета при
контроле угловых швов.
ПРИЛОЖЕНИЕ
К
(справочное)
Методика
проведения ультразвукового контроля, типа «Тандем»
К.1 При контроле используется ультразвуковой дефектоскоп с аттенюатором.
К.2 Контроль производят с помощью специального приспособления согласованным сканированием преобразователей, направленных перпендикулярно шву и продвигающихся вдоль шва определенным шагом (рисунок К.1). Преобразователи включаются по раздельной схеме, причем ближний к шву подключается к выходу генератора.
К.3 Приспособление устанавливается на поверхность изделия, покрытую контактной средой. Перемещая преобразователи, установленные навстречу друг другу, и поворачивая их, находят такое положение, при котором амплитуда донного сигнала максимальна,
К.4 Поверхность контроля, по которой перемешаются преобразователи, и обратная (нижняя) поверхность, от которой происходит отражение ультразвукового сигнала, не должна иметь вмятин и неровностей. Ширина зоны сканирования определяется из таблицы К.1.
Таблица К.1
Ширина зоны сканирования преобразователей
|
Толщина шва, мм |
Ширина сканирования, мм |
|
Угол ввода луча 50° |
|
|
40 |
116 |
|
60 |
164 |
|
80 |
210 |
|
100 |
240 |
|
120 |
305 |
|
Угол ввода луча 0° |
|
|
140 |
245 |
|
160 |
220 |
|
130 |
310 |
|
200 |
340 |
|
225 |
380 |
|
250 |
420 |
К.5 Подбираются две призмы с одинаковым углом наклона акустической оси. С помощью измерительного инструмента подбираются одинаковые по толщине, диаметру и материалу две пьезоэлектрические пластины. Толщина пластин должна отличаться не более чем на 0,02 мм.
Для преобразователей выбираются демпферы из одного и того же материала одинаковой толщины.
1 - преобразователь; 2 - полоз; 3 - штанга; 4 - колесо
Рисунок К. 1 - Схема преобразователя, типа "Тандем", для ультразвукового контроля
К.6 После сборки преобразователей производится гидроизоляция во избежание шунтирования пъезопластины попавшей внутрь преобразователя контактной жидкостью.
Углы ввода должны различаться не более чем на 1°.
К.7 Угол ввода во избежание трансформации ультразвуковых колебаний при отражении от дефекта выбирается в пределах от 35° до 55°, что соответствует углу наклона акустической оси преобразователя от 28° до 42°. При этом для меньших толщин выбираются большие углы ввода УЗК и для больших толщин - меньшие (см. таблицу К.1).
К.8. Проверяется работоспособность преобразователей с дефектоскопом, для этого преобразователи устанавливаются на поверхности изделия, подлежащего контролю, друг против друга и перемещаются относительно друг друга с поворотами до получения максимальной амплитуды донного сигнала (Ад). Для обеспечения указанной чувствительности контроля показания аттенюатора дефектоскопа должны быть не ниже значений, приведенных в таблице К.2.
К.9 Настройка дефектоскопа осуществляется при максимальной амплитуде донного сигнала. Задержка сигналов от дефектов не зависит от глубины их залегания и равна задержке донного сигнала.
|
Толщина шва, мм |
Амплитуда донного сигнала, дБ для наклонных преобразователей при предельной чувствительности, мм2 |
||||
|
3 |
5 |
7 |
10 |
20 |
|
|
40 |
32 |
27 |
24 |
21 |
15 |
|
60 |
35 |
30 |
27 |
24 |
18 |
|
50 |
37 |
32 |
29 |
26 |
20 |
|
100 |
39 |
34 |
31 |
25 |
22 |
|
120 |
39 |
34 |
31 |
29 |
23 |
|
140 |
41 |
36 |
33 |
30 |
24 |
|
160 |
42 |
37 |
34 |
31 |
25 |
|
150 |
43 |
35 |
35 |
32 |
26 |
|
200 |
44 |
39 |
36 |
33 |
27 |
|
225 |
45 |
40 |
37 |
34 |
25 |
|
250 |
46 |
41 |
38 |
35 |
29 |
К.10 Настройка чувствительности дефектоскопа осуществляется с помощью специальной дефектоскопической линейки «тандем». Допускается настройка с помощью таблицы 2.
К.11 Специальная дефектоскопическая линейка «тандем», разработанная ИркутскНИИхиммашем, выполнена по принципу круговой логарифмической линейки и служит для определения предельной чувствительности дефектоскопа с преобразователями и определения эквивалентной площади выявленных дефектов (рисунок К.2).
Линейка состоит из неподвижного диска с нанесенными шкалами эквивалентных площадей дефектов S и амплитуд сигналов от дефектов Аз, из подвижного диска с нанесенными на нем шкалами амплитуд донного сигнала Ад глубины Н, параметров преобразователей и подвижной стрелки.
К.11.1 Эквивалентная площадь выявленного дефекта определяется расчетным путем. Для этого необходимо выполнить следующие операции на дефектоскопической линейке «тандем»:
- против знамения амплитуды сигнала от дефекта на неподвижной шкале Аз вращением диска установить значение амплитуды донного сигнала подвижной шкалы Ад;
- стрелку установить против значения глубины залегания дефекта h по шкале Н;
- вращением диска против стрелки установить значение толщины изделия по той же шкале Н;
- стрелку установить против значения (2Н - h) по той же шкале;
- вращением диска против стрелки установить значение параметров преобразователя (частоты ультразвуковых колебаний f и угла ввода α) по шкале f;
- стрелку установить на 0 шкалы Ад и по шкале S произвести отсчет искомой эквивалентной площади дефекта.
Пример: при контроле сварного соединения толщиной 300 мм па глубине 70 мм обнаружен дефект, амплитуда эхо-сигнала от которого 20 дБ. Амплитуда донного сигнала 45 дБ. Контроль проводился преобразователем с углом ввода 39° на частоте 2,5 МГц. Произведя действия с линейкой по К.11.1, т.е. установив против деления 20 дБ неподвижной шкалы 45 дБ подвижной шкалы, совместить стрелку со значением 70 шкалы Н. Значение 300 шкалы Н установить против стрелки. Стрелку совместить со значением 530 (2Н - h ). Значение 2,5 МГц шкалы f(f, α) установить против стрелки, против 0 шкалы Ад находим, что эквивалентная площадь выявленного дефекта составляет 10 мм.
К.11.2 Контроль проводится согласованным сканированием преобразователей, направленных перпендикулярно шву, с шагом вдоль шва 6 мм, осуществляемым специальным устройством.
Настройка чувствительности дефектоскопа производится в соответствии с таблицей К.2. Для этого необходимо из значения амплитуды полученного донного сигнала вычесть значение амплитуды, соответствующее контролируемой толщине при заданной предельной чувствительности.
Пример: измеренная амплитуда донного сигнала составила - 40 дБ при толщине шва 160 мм. Заданная предельная чувствительность 7 мм2 . По таблице К.2 при S = 7 мм2 для толщины 160 мм находится значение 34 дБ. Таким образом, при проведении контроля аттенюатор дефектоскопа необходимо установить в положение 6 дБ.
|
1 - шкала эквивалентных площадей (S); |
} на неподвижном диске |
|
} на подвижном диске |
|
|
|
В первую очередь прозвучиваются полости с дефектами, выявленными эхо-импульсным методом, с целью уточнения их формы и эквивалентных размеров.
Определение координат выявленных дефектов производится следующим образом. Координату (расстояние от точки ввода ультразвуковых колебаний до проекции дефекта на поверхность изделия) считываются со шкалы приспособления. Глубину залегания дефекта h определяют также, как при эхо-импульсном способе контроля. (Для этого могут быть использованы линейки, входящие в комплект дефектоскопов, дефектоскопические планшеты, дефектоскопические линейки из комплекта КЭУ и т.д.)
Определение координат дефектов производится при задержке эхо-зеркального сигнала от дефекта, равной задержке донного сигнала. Одинаковой величины задержек добиваются перемещением приспособления перпендикулярно шву.
Эквивалентные размеры дефекта определяются расчетным путем с помощью дефектоскопической линейки «тандем».
Проведение дефектоскопии для выявления дефектов, не обнаруженных эхо-импульсным методом, проводится за два прохода. При этом зона максимальной чувствительности выбирается в плоскости сначала одной из сваренных кромок, затем другой.
Для этого необходимо установить приспособление на поверхности изделия так, чтобы при положении указателя смещений на 0 шкалы приспособления точка выхода излучающего преобразователя находилась на контролируемой границе шва.
При появлении импульса на экране дефектоскопа перемещениями преобразователей добиваются максимальной его амплитуды. После этого определяют координаты дефекта и его эквивалентную площадь. Результаты заносятся на карту контроля.
При больших объемах контроля сварных швов по описанной методике рекомендуется использовать серийные образцы преобразователей, типа «тандем» и другие, специального типа, которые могут быть изготовлены, например, ЗАО «Конструкция» (г. Москва).
Приложение
Л
(рекомендуемое)
Пример
оформления эскиза сосуда со схемой расположения сварных шпон Заключение по
качеству сварных швов
|
Заказ №________________________ |
|
"____"_____________200 г. |
|
|
|
|
|
|
|
Изделие___________________________________________________________ |
|||
|
|
Наименование изделия |
||
Таблица Л.1
|
Номер шва |
Условное обозначение шва |
Государственный стандарт на сварной шов или вид сварки |
Материал |
Фамилия сварщика, номер его клейма |
Объем контроля, % |
Длина контролируемого шва, мм |
Метод контроля |
Результат контроля |
Фамилия дефектоскописта, номер его клейма |
Метод повторного контроля |
Результат повторного контроля |
Фамилия дефектоскописта, номер его клейма |
|
1 |
С13 |
1730- |
Сталь 20 |
Иванов, 16 |
100 |
2000 |
УЗК + радиографический |
Годен |
Фролов, 72 |
|
|
|
|
2 |
|
|
|
|
|
|
Федоров, 34 |
|
|
|
||
|
3 |
|
|
|
|
|
5024 |
УЗК |
|
Фролов, 72 |
|
|
|
|
4 |
С18 |
5264- |
|
Петров, 12 |
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
Т10 |
|
|
Николаев, 15 |
|
1884 |
|
Д-16 |
Попов, 76 |
УЗК |
Годен |
Попов, 76 |
|
Б-20-40 |
||||||||||||
|
7 |
|
|
|
|
|
1570 |
|
годен |
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
Приложение
М
(рекомендуемое)
Карта
контроля
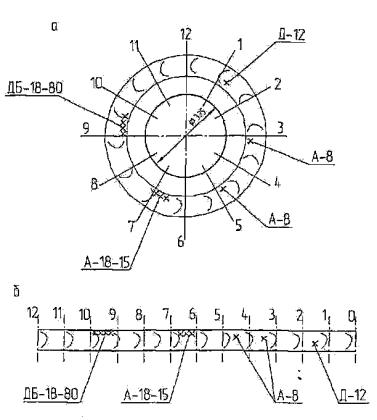
|
а - вид ша по оси штуцера |
Рисунок М.1
ПРИЛОЖЕНИЕ Н
(рекомендуемое)
Пример
оформления карт контроля при ультразвуковой диагностике
|
Зав. № |
Рег. № |
Завод-изготовитель |
СТО 00220256-005-2005 НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ |
|
||||||||
|
|
|
|
|
|||||||||
|
|
|
|
||||||||||
|
|
Сведения по обследуемому аппарату |
|
||||||||||
|
Марка материала |
Ст3сп |
|
||||||||||
|
Габариты |
L(Н), мм |
D, мм |
|
|||||||||
|
2166 |
Обеч.: 584 Днище: 606 |
|
||||||||||
|
Номинальная толщина стенки, мм |
Обечайка |
Днище (крышка) |
Патрубок |
|
||||||||
|
8 |
12 |
|
|
|||||||||
|
|
Трубное пространство |
Межтрубное пространство |
|
|||||||||
|
Давление Р, МПа |
|
|
|
|||||||||
|
Температура, °С |
|
|
|
|||||||||
|
Среда |
|
|
|
|||||||||
|
Положение аппарата |
|
|
|
|||||||||
|
Место установки, производство |
|
|
|
|||||||||
|
Дата изготовления |
|
|
|
|||||||||
|
Дата ввода в эксплуатацию |
|
|
|
|||||||||
|
Режим работы |
|
|
|
|||||||||
|
Дата обследования |
|
|
|
|||||||||
|
Эксперт_______________________
|
|
|||||||||||
|
|
УЗТ |
|||||||||||
|
Тип толщиномера, заводской № |
ТУЗ-2 |
|||||||||||
|
Тип преобразователя |
П112-5-10/2-Т-003 |
|||||||||||
|
Рабочая частота, МГц |
5,0 |
|||||||||||
|
Н.Т.Д. |
Руководство по эксплуатации |
|||||||||||
|
УЗД |
||||||||||||
|
Тип дефектоскопа, заводской № |
УИУ «Сканер» |
|||||||||||
|
Тип преобразователя |
П121-5-70S |
|||||||||||
|
Рабочая частота, МГц |
5,0 |
|||||||||||
|
Угол ввода, град. |
70 |
|||||||||||
|
Предельная чувствительность, мм2 |
1,6 |
|||||||||||
|
Н.Т.Д. |
СТО 00220256-005-2005 |
|||||||||||
|
МАСЛООТДЕЛИТЕЛЬ ОММ-150, |
СТО 00220256-005-2005 Карта результатов ультразвуковой толщинометрии |
||||||||
|
рег. № |
зав. № |
||||||||
|
|
№ точки |
R или X, мм |
Y, мм |
Z, мм |
Толщина S, мм |
||||
|
Днище 1 |
|||||||||
|
1 |
100 |
- |
- |
10,3 |
|||||
|
2 |
100 |
- |
- |
10,3 |
|||||
|
3 |
100 |
- |
- |
10,2 |
|||||
|
4 |
100 |
- |
- |
10,0 |
|||||
|
Обечайка |
|||||||||
|
5 |
320 |
- |
- |
7,9 |
|||||
|
6 |
320 |
580 |
- |
7,9 |
|||||
|
7 |
320 |
1160 |
- |
7,8 |
|||||
|
8 |
320 |
- |
530 |
8,0 |
|||||
|
9 |
1040 |
- |
- |
8,0 |
|||||
|
10 |
1040 |
580 |
- |
8,0 |
|||||
|
11 |
1040 |
1160 |
- |
7,9 |
|||||
|
12 |
1040 |
- |
530 |
8,0 |
|||||
|
13 |
1750 |
- |
- |
7,5 |
|||||
|
14 |
1750 |
580 |
- |
7,5 |
|||||
|
15 |
1750 |
1160 |
- |
7,4 |
|||||
|
16 |
1750 |
- |
530 |
8,0 |
|||||
|
Днище II |
|||||||||
|
17 |
180 |
- |
- |
9,5 |
|||||
|
18 |
180 |
- |
- |
9,7 |
|||||
|
19 |
180 |
- |
- |
9,5 |
|||||
|
20 |
180 |
- |
- |
9,4 |
|||||
|
Патрубки, люк |
|||||||||
|
21 |
- |
- |
- |
5,1 |
|||||
|
22 |
- |
- |
- |
5,2 |
|||||
|
23 |
- |
- |
- |
5,0 |
|||||
|
Крышка люка |
|||||||||
|
24 |
- |
- |
- |
28,2 |
|||||
|
|
|||||||||
|
Контроль |
Должность |
Ф.И.О. |
Подпись, дата |
||||||
|
Проводил |
специалист II уровня квалификации удостов. № |
|
|
||||||
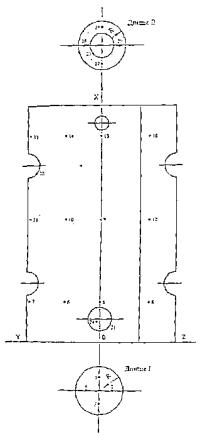
|
МАСЛООТДЕЛИТЕЛЬ ОММ-150, |
СТО 00220256-005-2005 Карта результатов ультразвуковой дефектоскопии |
||||
|
рег. № |
зав. № |
||||
|
В результате проведенного контроля продольного и кольцевых швов в продольном шве (I пр.) обнаружен точечный дефект. В остальных швах недопустимые дефекты не обнаружены |
|||||
|
Контроль |
Должность |
Ф.И.О. |
Подпись, дата |
||
|
Проводил |
специалист II уровня квалификации удостов. № |
|
|
||
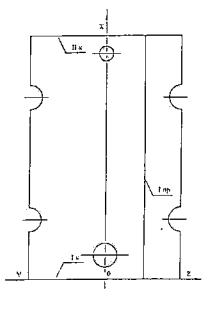
|
МАСЛООТДЕЛИТЕЛЬ ОММ-150, |
СТО 00220256-005-2005 Карта результатов ультразвуковой дефектоскопии |
||||
|
рег. № |
зав. № |
||||
|
В продольном шве (I пр) обнаружен точечный дефект на глубине Н = 6,0 мм, условной
высотой |
|||||
|
Контроль |
Должность |
Ф.И.О. |
Подпись, дата |
||
|
Проводил |
специалист II уровня квалификации удостов. № |
|
|
||
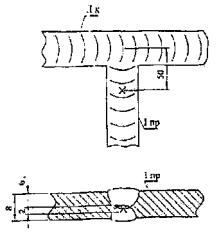
Библиография
1. «Правила безопасности и производственноq санитарии для операторов ультразвуковом дефектоскопии». НИИ им. Владимирского М.Ф., 1980 г.
2. «Лечебно-профилактические мероприятия по улучшению состояния здоровья и условий труда операторов ультразвуковой дефектоскопии»., утв. Минздравом СССР от 15.03.76 г.
3. Бронштейн И.Н., Семендяев К.А. «Справочник по математике для инженеров и учащихся ВУЗов», М. Наука., 1986 г.
4. Ермолов И.Н. «Сопоставление европейских и российских стандартов на УЗК сварных соединений». Доклад на Международной конференции «Неразрушающий контроль и техническая диагностика в промышленности». Москва, апрель 2003 г.
|
|