|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ ИССЛЕДОВАНИЙ И НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ «ОРГТРАНССTРОЙ»
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА СССР
ТЕХНОЛОГИЧЕСКАЯ КАРТА
УСТРОЙСТВО СБОРНЫХ ПОКРЫТИЙ АЭРОДРОМОВ ИЗ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ПЛИТ ПАГ-XIV
Технологическая карта разработана на основе применения методов научной организации труда и предназначена для использования при разработке проекта производства работ и организации работ и труда на объекте.
Во всех случаях применения технологической карты необходима ее привязка к местным условиям.
I. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВА РАБОТ
Последовательность выполнения работ по устройству сборного покрытия показана на технологической схеме (рис. 1).
До устройства сборного покрытия должны быть выполнены все работы, связанные с устройством водосточно-дренажной сети и цементогрунтового основания, в соответствии с требованиями «Технических условий производства и приемки аэродромостроительных работ» СН 121-60, СНиП III-Д.11-62.
Технологическая схема включает:
установку и перестановку рельс-форм;
устройство выравнивающего слоя из пескоцементной смеси, укладку и обкатку плит гружеными азтомобилями;
сварку стыковых скоб и заделку швов.
Установка и снятие рельс-форм
Монтаж покрытия начинают с маячной полосы шириной в три ряда
плит. Последующие ряды плит укладывают рядом с уложенными ранее. Для установки
рельс-форм маячного ряда по теодолиту провешивают две параллельные линии на
расстоянии

Рис. 1. Технологическая схема устройства сборных покрытий:
1 - автокран К-51; 2-автосамосвал ЗИЛ-585; 3 - профилировщик Д-345; 4 - автомобиль КрАЗ-213 с плитами; 5 - кран К-123; 6 - автомобиль КрАЗ-219; 7 - компрессор; 8 - сварочный агрегат
На цементогрунтовом основании, по
линии установки рельс-форм, укладывают полосу шириной
Доставленные к месту укладки на автомобилях звенья рельс-форм с помощью автокрана К-51 устанавливают вплотную со штырями и соединяют стыковыми замками.
Выровняв рельс-формы в плане, их закрепляют штырями и подштопывают пескоцементной смесью.
Штыри забивают пневматическим бетоноломом со специальным приспособлением.
После установки рельс-формы обкатывают профилировщиком основания Д-345 па транспортной скорости.
Затем производят контрольное нивелирование и рихтовку рельс-форм.
После укладки плит на захватке рельс-формы разбирают, грузят на автомобиль и отвозят на следующую захватку.
При повторной установке выбраковывают искривленные, имеющие сколы в местах стыков, с разбитыми отверстиями звенья рельс-форм.
Устройство выравнивающего слоя из пескоцементной смеси
Выравнивающий слой из пескоцементной смеси устраивают
толщиной 5-
На очищенное цементогрунтовое основание через 7-10 дней после его устройства завозят пескоцементную смесь, приготовленную в бетоносмесительной установке.
Смесь доставляют автомобили-самосвалы и разгружают в местах, указанных мастером, согласно расчету.
Разравнивают и профилируют пескоцементную смесь профилировщиком основания Д-345 за два прохода.
При первом проходе профилировщик на первой передаче распределяет смесь, а при втором, на второй передаче, профилирует и уплотняет ее.
При втором проходе перед отвалом профилировщика должен
образовываться валик смеси высотою 7-
Укладка и обкатка плит
Плиты к месту укладки доставляют автомобилями КрАЗ-219 с приобъектного склада, где они уложены в штабеля по сортам с загрунтованными гранями.
Укладку плит в покрытие начинают не позже чем через 4-5 ч после устройства выравнивающего пескоцементного слоя.
Перед укладкой плит в покрытие производят разбивку полосы покрытия в плане.
Для этого вдоль рельс-форм или края ряда на расстоянии
Разбивку по высоте не делают, но вертикальные отметки и поперечные уклоны покрытия проверяют нивелиром.
Укладку начинают от верхнего края покрытия.
В покрытие укладывают плиты с прогрунтованными битумом гранями, длинной стороной параллельно оси полосы покрытия.
Плиты укладывают кранами на пневматическом ходу К-123 или К-124 с установкой их на аутригеры.
Краны должны быть оборудованы траверсами, снабженными тросами или цепями с четырьмя крюками.
Укладку ведут, совмещая операции выгрузки и укладки.
Поворотом крана стрелу устанавливают над плитой на автомобиле и стропуют ее, продевая крюки четырехпетлевого захвата, подвешенного на кране в монтажные петли плиты.
Машинист краном переносит плиту на место укладки, удерживая
ее на высоте
Монтажники, стоя по четырем углам плиты, баграми длиной 1,5-
Затем машинист крана опускает плиту так, чтобы ее нижняя
плоскость не доходила до поверхности выравнивающего слоя на 7-
Оттягивая плиту на себя, монтажники смещают ее до упора в торец уложенного покрытия, и машинист крана опускает ее на выравнивающий слой.
В этот момент двое монтажников ломиками-шаблонами
контролируют ширину продольного и поперечного швов, которая не должна превышать
8-
Горизонтально передвигать плиту после ее укладки нельзя, чтобы не повредить выравнивающий слой.
Когда плита уложена, рейку длиной
Если зазор под рейкой превышает
После укладки плит производят их обкатку за 2-3 прохода гружеными автомобилями КрАЗ-219.
Обкатка плит должна быть закончена к концу смены.
При продольной укладке плит кран с одной стоянки укладывает 3 плиты по ходу движения, наезжая на ранее уложенные плиты (рис. 2а).

Рис. 2. Схемы укладки плит в покрытие:
а - продольная укладка; б - укладка
с ранее уложенного ряда;
1 - плиты, уложенные с данной стоянки крана; 2 - кран К-123; 3 - автомобиль KpA3-219 с плитами
Укладка плит с ранее уложенного ряда ведется тоже в направлении продольной оси покрытия, но кран движется параллельно укладываемым плитам и укладывает с одной стоянки 6 плит (рис. 2б).
Сварка стыковых скоб и заделка швов
После обкатки и выравнивания покрытия плиты скрепляют сваркой восьми стыковых скоб, которые должны быть предварительно очищены стальными щетками и скребками с продувкой сжатым воздухом.
Сварку производят сварочными агрегатами типа САК-2Г с
применением электродов диаметром 4-
При зазоре между скобами до
При зазоре больше
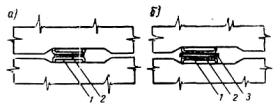
Рис. 3. Схемы сварки стыковых скоб:
а - при зазоре между скобами менее
1 - стыковая скоба; 2 - сварной шов; 3 - дополнительный
стержень
Сварку производят двумя параллельными швами по обеим сторонам стержня.
Для образования швов расширения через каждые 3-4 плиты по
длине ряда (18-
Все швы (кроме швов расширения) заделывают пескоцементной смесью, а затем заливают мастикой (только не в зимнее время).
Сначала швы заполняют сухой пескоцементной смесью (1:4) на 2/3 глубины шва и увлажняют поливкой из поливо-моечной машины.
После заделки швов пескоцементной смесью пазы очищают п
заливают мастикой «Изол» И-1, И-2 или ЦН-2, разогретой до температуры 200 °С с
помощью леек или воронок из расчета
Швы заполняют в два приема: за первый мастику заливают заподлицо с покрытием, а после того как мастика остынет и просядет (через 1-1,5 ч), заливают швы вторично с небольшим переполнением (на усадку).
Избытки мастики после ее остывания срезают горячей лопатой и используют для дальнейшей работы.
Мастика «Изол» выпускается промышленностью, а ЦН-2 приготовляется на месте по следующему рецепту:
|
Битум БН-3 |
24 % |
|
Сплав БМ |
56 % |
|
Асбест 7 сорта |
6 % |
|
Песок мелкий |
14 % |
Для приготовления мастики битум разогревают до температуры 100-140 °С, вносят в него сплав В-1 и подогревают до температуры 160-180 °С при постоянном перемешивании.
Затем в смесь добавляют подогретый до температуры смеси тесок .и (перемешивают до получения однородной массы и немедленно заливают в швы.
При производстве работ по устройству сборных покрытий необходимо руководствоваться следующей технической литературой:
1. Строительные нормы и правила (СНиП III-Д.11-62), часть III, раздел Д, глава 11. Сооружение аэродромов. Правила организации строительства, производства и приемки работ. Госстройиздат, 1964.
2. Технические условия производства и приемки аэродромостроительных работ. СН 121-60, Госстройиздат, 1961.
3. Правила безопасности при работе на дорожных машинах. Автотрансиздат, 1958.
II. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Работы по устройству сборных покрытий ведутся в две смены поточным методом.
Участок работ делят на следующие 4 сменные захватки:
установка рельс-форм;
устройство выравнивающего слоя из пескоцементной смеси;
укладка и обкатка плит;
сварка стыковых скоб и заделка швов.
Длина каждой захватки назначается по сменной
производительности ведущей машины-крана К-123 (К-124), работающего на укладке
плит. Ориентировочно длина сменной захватки принимается 81 плита или
Для .выполнения работ организуется комплексная бригада, состоящая из четырех звеньев.
Машинист каждой машины обязан в течение смены проверить готовность машины к работе, устранить мелкие неисправности, произвести заправку машины горючим и водой, в процессе работы управлять машиной, а в конце смены очистить машину от грязи и, в случае необходимости, сообщить механику о неисправности машины.
Звено по установке и разборке рельс-форм
|
Машинист автокрана |
4 разр. - |
1 |
|
Такелажник |
2 разр. - |
1 |
|
Дорожные рабочие: |
4 разр. - |
1 |
|
» |
3 разр. - |
1 |
|
» |
2 разр. - |
1 |
Машинист автокрана вместе с такелажником выгружает рельс-формы вдоль линии установки, снимает их после укладки плит и погружает на автомобиль для перевозки на другую захватку.
Дорожные рабочие 4 и 3 разр. производят разбивочные работы для установки рельс-форм, подготовляют основание под них, устанавливают, крепят и рихтуют рельс-формы.
Дорожный рабочий 2 разр. подштопывает рельс-формы и: уплотняет основание под них механической трамбовкой, помогает такелажнику при выгрузке и погрузке рельс-форм и вместе с дорожным рабочим 4 разр. после установки рельс-форм производит разбивочные работы для укладки плит в покрытие.
Звено по устройству выравнивающего слоя
|
Машинист профилировщика |
5 разр.- |
1 |
|
Дорожный рабочий |
2 разр. - |
1 |
Машинист профилировщика обкатывает рельс-формы, разравнивает и профилирует пескоцементную смесь.
Дорожный рабочий 2 разр. находится перед отвалом профилировщика и перебрасывает смесь для ее равномерного распределения. После прохода профилировщика он убирает образовавшиеся валики омеси по краям ряда.
Звено по укладке плит в покрытие
|
Машинист крана |
6 разр.- |
1 |
|
Монтажники: |
4 разр.- |
1 |
|
» |
3 разр.- |
1 |
|
» |
2 разр.- |
2 |
Машинист автокрана по указанию монтажника 4 разр. подает плиты к месту укладки.
Монтажники 3 и 2 разр. под руководством монтажника 4 разр. стропуют плиты перед укладкой и помогают машинисту уложить плиты в покрытие, придерживая и направляя их баграми.
После укладки монтажники расстроповывают плиты.
Обкатку плит покрытия по указанию мастера производит шофер одного из автомобилей КрАЗ-219, занятых на доставке; плит к месту укладки.
Звено для сварки стыковых скоб и заделки швов
|
Электросварщики |
4 разр.- |
2 |
|
Дорожные рабочие |
3 разр.- |
4 |
Дорожные рабочие очищают стыковые скобы металлическими щетками и скребками, заполняют швы пескоцементной смесью, очищают и продувают швы сжатым воздухом, разогревают битумную мастику и заполняют ею швы.
Электросварщики подготавливают электросварочный агрегат и производят сварку стыковых скоб.
III.
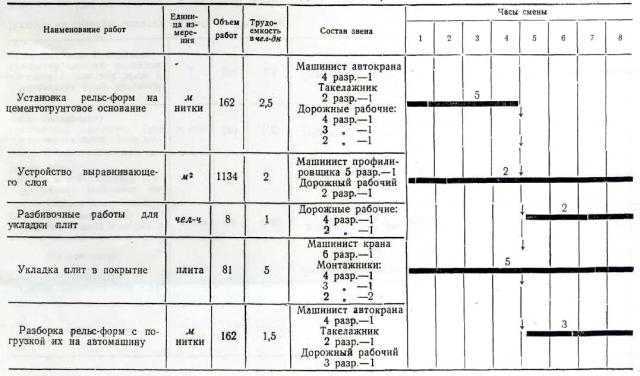
ГРАФИК ПРОИЗВОДСТВА РАБОТ НА ОДНУ СМЕНУ (972
м2
ПОКРЫТИЯ ИЛИ 81 ПЛИТУ)

Итого на сменную захватку (
Итого на
IV.
КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА УСТРОЙСТВО 972
м2 СБОРНЫХ
ПОКРЫТИЙ
|
№ пп |
Шифр норм |
Наименование работ |
Состав звена |
Единица измерения |
Объем работ |
Норма затрат труда на единицу измерения. чел-ч |
Расценка, руб.-коп. |
Количество чел-ч на полный объем работ |
Стоимость затрат труда на полный объем работ, руб.- коп. |
|
1 |
ЕНиР, § 17-14, п. 2 |
Установить рельс-формы на цементогрунтовом основании с помощью автокрана с планировкой -песчаного основания под рельс-формами, уплотнением песчаного основания, установкой подкладок под стыки, выгрузкой рельс-форм вдоль линии установки, подштопкой и рихтовкой, проверкой и повторной подштопкой и рихтовкой, закреплением рельс-форм штырями |
Машинист автокрана 4 разр.-1 Такелажник 2 разр. -1 Дорожные рабочие: 4 разр. -2 3 разр -2 2 разр -1 |
нитки |
1,62 |
18,2 (2,6) |
10-32 |
29,48 |
16-72 |
|
2 |
В-4 «Строительство аэродромов» |
Спрофилировать выравнивающий слой профилировщиком Д-345 с уборкой лишней и подсыпкой недостающей пескоцементной смеси перед отвалом профилировщика |
Машинист профилировщика 5 разр. - 1 Дорожные рабочие 2 разр. - 2 |
|
11,34 |
2,37 (0,79) |
1-33 |
26,88 |
15-08 |
|
3 |
Повременно |
Произвести разбивочные работы перед укладкой плит |
Дорожные рабочие: 4 разр. - 1. 2 разр. - 1 |
чел-ч |
8 |
|
0-55,9 |
8 |
4-47 |
|
4 |
В-4 «Строительство аэродромов» |
Уложить плиты в покрытие самоходным краном со строповкой и расстроповкой их и перемещением самоходного крана с одной стоянки на другую |
Машинист крана 6 разр. - 1 Монтажники: 4 разр. - 1 3 разр. - 1 2 разр. - 2 |
100 плит |
0,81 |
52 (10,4) |
30-74 |
42,12 |
24-90 |
|
5 |
ЕНиР, § 17-14, п. 3 |
Разобрать рельс-формы с извлечением штырей и клиньев, очисткой рельс-форм, погрузкой рельс-форм, штырей и клиньев в транспортные средства |
Машинист автокрана 4 разр. - 1 Такелажник 2 разр. - 1 Дорожный рабочий 3 разр.- 1 |
|
1,62 |
7,5 (2,5) |
4-18 |
12,15 |
6-77 |
|
6 |
В-4 «Строительство аэродромов» |
Сварить стыковые скобы и заделать швы покрытия в том числе: |
|
|
|
|
|
|
|
|
|
То же |
Подготовить плиты к сварке с очисткой стыковых скоб от ржавчины и бетона металлическими щетками |
Дорожный рабочий 2 разр. - 1 |
100 плит |
0,81 |
4,5 |
2-22 |
3,65 |
1-80 |
|
|
То же |
Произвести электросварку стыковых скоб электросварочным аппаратом с подготовкой агрегата к работе |
Электросварщик 4 разр. - 1 |
100 плит |
0,81 |
16,2 |
10-13 |
13,12 |
8-21 |
|
|
Повременно |
Произвести сварку стыковых скоб с дополнительными 'Промежуточными стержнями |
Электросварщик 4 разр. - 1 |
чел-ч |
4 |
- |
0-62,5 |
4 |
2-50 |
|
|
В-4 «Строительство аэродромов» |
Заполнить швы сухой пескоцементной смесью с подноской смеси |
Дорожный рабочий 3 разр. - 1 |
шва |
5,64 |
2,1 |
1-17 |
11-84 |
6-60 |
|
|
То же |
Заполнить швы битумной мастикой с очисткой швов металлическими щетками и продувкой сжатым воздухом |
Дорожные рабочие 3 разр .- 4 |
|
5,64 |
4,5 |
2-50 |
25,38 |
14-10 |
|
|
|
Итого на сменную захватку |
|
|
|
|
|
176,62 |
101-15 |
|
|
|
Итого на |
|
|
|
|
|
181,7 |
104-06 |
Примечание. Обкатка плит покрытия и работа машиниста компрессора нормами не учтены и оплачиваются особо.
V. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Единица измерения |
По калькуляции |
По графику |
На сколько процентов показатель по графику больше (+1 или меньше i-), чем по калькуляции |
|
Затраты труда на |
чел-дн |
22,71 |
18,52 |
-18,5 |
|
Средний разряд рабочих |
разряд |
3,14 |
3,28 |
+4,5 |
|
Выработка одного рабочего в смену |
м2 покрытия |
44,0 |
54,0 |
+22,7 |
Коэффициенты использования машин |
|
|
Автокран К-51 |
0,87 |
|
Кран К-10Э . |
0,85 |
|
Профилировщик основания Д-3145 |
0,9 |
VI. Материально-технические ресурсы
|
а) Основные изделия на
|
|
|
Плиты ПАГ-XIV, шт. |
83 |
|
Пескоцементная смесь для выравнивающего слоя, м3 |
60 |
|
Пескоцементная смесь для заполнения швов, м3 |
0,15 |
|
Мастика для заливки швов, т |
0,96 |
|
б) Машины, оборудование, инструмент |
|
|
Профилировщик основания Д-3145 с комплектом |
|
|
рельс-форм |
1 |
|
Автокран К-51 |
1 |
|
Кран К-123 (К-124) |
1 |
|
Электросварочные агрегаты САК-2Г |
2 |
|
Компрессор ЗИФ ВКС-5 |
I |
|
Вибраторы поверхностные C-413 |
2 |
|
Котел битумный емкостью |
1 |
|
Автомобили |
по расчету |
|
Укороченные багры |
4 |
|
Теодолит |
1 |
|
Нивелир |
1 |
|
Ватерпас |
1 |
|
Вешки |
5 |
|
Рейки нивелирные |
2 |
|
Визирки |
1 комплект |
|
Трассировочный шнур |
1 |
|
Мерная лента |
1 |
|
Рулетка металлическая |
1 |
|
Лейки для заливки мастики |
4 |
|
Ведра |
2 |
|
Кувалды |
2 |
|
Лом-лапа |
1 |
|
Лопаты совковые |
2 |
|
Лопаты штыковые |
2 |
|
|