|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
МИНИСТЕРСТВО
ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ГЛАВНОЕ ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКОЕ
УПРАВЛЕНИЕ ПО СТРОИТЕЛЬСТВУ
ВСЕСОЮЗНЫЙ
ИНСТИТУТ ПО ПРОЕКТИРОВАНИЮ
ОРГАНИЗАЦИИ ЭНЕРГЕТИЧЕСКОГО СТРОИТЕЛЬСТВА
«ОРГЭНЕРГОСТРОЙ»
Ленинградский филиал
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ
ПО ПРИМЕНЕНИЮ МЕХАНИЗИРОВАННЫХ СПОСОБОВ
СВАРКИ ПОРОШКОВЫМИ ПРОВОЛОКАМИ ПРИ
ИЗГОТОВЛЕНИИ И МОНТАЖЕ МЕТАЛЛОКОНСТРУКЦИЙ
И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ
НА СТРОИТЕЛЬСТВЕ ТЭС
СР 82
УТВЕРЖДЕНО
Решением Главного
производственно-технического
управления по строительству
№ 23 от 26 января 1974 г.
ИНФОРМЭНЕРГО
Москва 1976
Технологические указания составлены с целью оказания технической помощи строительно-монтажным организациям и заводам в деле механизации сварочных работ при изготовлении металлоконструкций КВО и нестандартного оборудования.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Большие масштабы энергетического строительства и индустриализации промышленного строительства в СССР обусловили широкое применение механизированных способов сварки металлоконструкций и нестандартного оборудования.
Одним из ведущих направлений механизации ручной электродуговой сварки в строительстве является способ полуавтоматической сварки садозащитной порошковой проволокой, а в заводских условиях в 1971 г; находит все большее применение сварка порошковой проволокой в среде углекислого газа.
При составлении Технологических указаний был использован опыт Ленинградского филиала института "Оргэнергострой" по внедрении полуавтоматической сварки порошковыми проволоками, модернизации и разработке сварочного оборудования, трестов «Мосэнергомонтаж», «Центроэнергомонтаж», «Спецгидроэнергомонтаж» и других организаций Минэнерго СССР по применению этого способа на строительстве электростанций, а также предприятий Минмонтажспецстроя СССР и УССР.
Технологические указания составлены на основании материалов института электросварки им. Е.О. Патона, действующих технических условий на порошковые проволоки, инструктивных материалов Всесоюзного института сварочного производства. Всесоюзного научно-исследовательского института строительства трубопроводов; в них приведены технологические указания по применению сварки порошковыми проволоками серийных марок при изготовлении и монтаже металлоконструкций и нестандартного оборудования.
В состав Технологических указаний входят: технология сварки самозащитными проволоками рутило-органического и карбонатно-флюоритного типа и технология сварки порошковыми проволоками в среде углекислого газа с указанием рекомендуемых режимов сварки; указания по подготовке и сборке конструкций под сварку, выбору сварочного оборудования и его модернизации; указания по контролю качества и организации сварочных работ на монтаже; технико-экономические показатели полуавтоматической сварки порошковыми проволоками, а также учтены требования новых общесоюзных нормативных документов по строительству и новых общесоюзных стандартов.
Замечания, дополнения и пожелания направлять по адресу: Ленинград, Д-65, набережная р. Мойки, 47, Ленинградский филиал института «Оргэнергострой».
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Технологические указания содержат основные сведения по полуавтоматической электродуговой сварке порошковыми проволоками металлоконструкций и нестандартного оборудования тепловых электростанций и являются руководящим документом для предприятий и организаций Министерства энергетики и электрификации СССР.
1.2. Технологические указания являются обязательными: для проектировщиков, ведущих разработку и проектирование металлоконструкций и нестандартного оборудования; представителей заказчика, осуществляющих технический надзор и приемку готовых изделий; технологов заводов и монтажных организаций, занятых разработкой технологической документации; производственных и контрольных мастеров, ведущих работы по сварке и приемке металлоконструкций и рабочих-сварщиков.
1.3. Технологические указания предусматривают выбор основных сварочных и вспомогательных материалов, требования к сварочному оборудованию, подготовку под сварку, технологию и технику сварки, требования к квалификации сварщиков и мастеров, организацию работ, основные положения по контролю качества сварки и техники безопасности,
1.4. Указания распространяются на сварку типовых соединений по ГОСТ 14771-64 металлоконструкций толщиной от 2 до 50 мм, изготавливаемых в нижнем, наклонном, вертикальном и потолочном положениях.
1.5. При разработке настоящих Указаний использованы материалы, данные в перечне литературы.
2. ОСНОВНЫЕ, СВАРОЧНЫЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
2.1. В качестве основного материала для сварных металлоконструкций в соответствии со СНиП II-В.3-62 применяются стали:
углеродистая обыкновенного качества мартеновская марок ВСт.3сп, ВСт.3пс и ВСт.3кп, поставляемая по группе В ГОСТ 380-71.
конверторная марок ВКСт.3сп, ВКСт.3пс, ВКСт.3кп по ГОСТ 380-71 (для конструкций, не подвергающихся действию динамических и вибрационных нагрузок, из проката толщиной до 30 мм, а также для нерасчетных элементов металлоконструкций);
сталь низколегированная мартеновская, поставляемая по механическим свойствам и химическому составу, предусмотренными ГОСТ 5053-65 или техническими условиями.
2.2. Поступающий на завод или на монтажный участок листовой и фасонный прокат, предназначенный для расчетных конструкций, должен иметь сертификат завода-изготовителя с указанием химического состава и физических свойств.
2.3. Прокатная сталь, применяемая для сварных несущих конструкций, должна удовлетворять требованиям соответствующих стандартов и технических условий. В табл.1, 2, 3 приведены для справок механические свойства и химический состав применяемых марок сталей.
2.4. В качестве электродного металла для полуавтоматической сварки по данному способу применяется порошковая проволока, изготовляемая в соответствии с техническими условиями путем непрерывного сворачивания мягкой стальной ленты, заполненной смесью порошкообразных материалов, и последующего волочения до соответствующего диаметра.
2.5. Порошковая проволока, предназначенная для механизированной сварки низкоуглеродистых и низколегированных сталей, как открытой дугой, так и в среде углекислого газа, поставляется мотками массой не менее 5 и не более 25 кг в специальной герметической таре.
2.6. Каждую партию порошковой проволоки завод-изготовитель снабжает сертификатом, в котором указывается изготовитель, марка проволоки, номер партии, дата изготовления, результаты химического анализа и испытаний механических свойств металла шва и сварного соединения, даются указания по применению проволоки.
2.7. На каждом упаковочном месте должна быть приклеена этикетка с четкой надписью:
марка проволоки;
диаметр, мм;
масса нетто, кг;
завод-изготовитель;
дата изготовления и срок хранения;
предупреждение - "беречь от сырости и перед сваркой прокалить".
Таблица 1
Химический состав некоторых марок низкоуглеродистых и низколегированных сталей
|
№ п/п |
Марка стали |
С |
Si |
Mn |
Cr |
Ni |
Cu |
S |
Р |
|
не более |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
Ст.0 |
0,23 |
- |
- |
- |
- |
- |
0,070 |
0,060 |
|
2 |
Ст;2кп |
0,09-0,15 |
0,07 |
0,25-0,5 |
0,3 |
0,3 |
0,3 |
0,045 |
0,055 |
|
3 |
Ст.2пс |
0,09-0,15 |
0,05-0,15 |
0,25-0,5 |
0,3 |
0,3 |
0,3 |
0,045 |
0,055 |
|
4 |
Ст.2сп |
0,09-0,15 |
0,12-0,3 |
0,25-0,5 |
0,3 |
0,3 |
0,3 |
0,045 |
0,055 |
|
5 |
Ст.3кп |
0,14-0,22 |
0,07 |
0,3-0,6 |
0,3 |
0,3 |
0,3 |
0,045 |
0,055 |
|
6 |
Ст.3пс, Ст.3сп |
0,14-0,22 |
0,05-0,30 |
0,4-0,65 |
0,3 |
0,3 |
0,3 |
0,045 |
0,055 |
|
7 |
14Г |
0,12-0,18 |
0,17-0,37 |
0,7-1,0 |
0,3 |
0,3 |
0,3 |
0,040 |
0,035 |
|
8 |
19Г |
0,16-0,22 |
0,17-0,37 |
0,8-1,15 |
0,3 |
0,3 |
0,3 |
0,040 |
0,035 |
|
9 |
09Г2 |
0,12 |
0,17-0,37 |
1,4-1,8 |
0,3 |
0,3 |
0,3 |
0,040 |
0,035 |
|
10 |
14Г2 |
0,12-0,18 |
0,17-0,37 |
1,2-1,6 |
0,3 |
0,3 |
0,3 |
0,040 |
0,035 |
|
11 |
18Г2 |
0,12-0,20 |
0,25-0,55 |
1,2-1,6 |
0,3 |
0,3 |
0,3 |
0,040 |
0,035 |
|
12 |
12ГС |
0,09-0,15 |
0,5-0,8 |
0,8-1,2 |
0,3 |
0,3 |
0,3 |
0,040 |
0,035 |
|
13 |
16ГС |
0,12-0,18 |
0,4-0,8 |
0,9-1,2 |
0,3 |
0,3 |
0,3 |
0,040 |
0,035 |
|
14 |
09Г2С |
0,12 |
0,5-0,8 |
1,3-1,7 |
0,3 |
0,3 |
0,3 |
0,040 |
0,035 |
|
15 |
10Г2С1 |
0,12 |
0,9-1,2 |
1,3-1,65 |
0,3 |
0,3 |
0,3 |
0,040 |
0,035 |
|
16 |
15ХСНД |
0,12-0,18 |
0,4-0,7 |
0,4-0,7 |
0,6-0,9 |
0,3-0,6 |
0,2-0,4 |
0,040 |
0,035 |
|
17 |
10ХСНД |
0,12 |
0,8-1,1 |
0,5-0,8 |
0,6-0,9 |
0,5-0,8 |
0,4-0,65 |
0,040 |
0,035 |
Таблица 2
Механические свойства углеродистых сталей
|
Марка стали |
Предел текучести по разрядамх) толщины проката, кгс/мм2, не менее σт |
Временное сопротивление, кгс/мм2 σв |
Относительное удлинение, %, не менее |
Ударная вязкость, кгс м/см2, при t°С |
||||||
|
1 |
2 |
3 |
σТ |
σ10 |
σ5 |
+20 |
-20 |
-40 |
||
|
Ст.0 |
- |
- |
- |
32 |
32 |
18 |
22 |
18 |
0,7 |
0,6 |
|
Ст.2кп. |
22 |
20 |
19 |
34-42 |
34-42 |
26 |
31 |
- |
- |
- |
|
Ст.2пс. |
||||||||||
|
Ст.2сп. |
||||||||||
|
Ст.3кп |
24 |
22 |
21 |
38-47 |
38-40 |
23 |
27 |
6 |
2,1 |
1,45 |
|
МСт.3пс, МСт.3сп |
24 |
23 |
22 |
|
41-43 |
22 |
26 |
8,7 |
6,1 |
4,8 |
х) Разряды толщин проката по ГОСТ 380-71 устанавливаются следующие:
1 - на сортовую сталь толщиной до 40 им включительно; фасонную сталь толщиной до 15 мм включительно; листовую и широкополосовую сталь толщиной от 4 до 20 мм включительно;
2 - на сортовую сталь толщиной свыше 40 до 100 мм включительно; фасонную сталь толщиной свыше 15 до 20 мм включительно; листовую и широкополосовую сталь толщиной свыше 20 до 40 мм включительно;
3 - на сортовую сталь толщиной 100-250 мм; фасонную - свыше 20 мм, листовую и широкополосную сталь толщиной 40-60 мм.
Таблица 3
Механические свойства низколегированных сталей
|
Марка стала |
Толщина проката, мм |
Предел прочности, кгс/мм2 |
Предел текучести, кгс/мм2 |
Относительное удлинение % |
Ударная вязкость, кгс м/cм2 при t°С |
||
|
не менее |
+20 |
-40 |
-70 |
||||
|
14Г |
4-10 |
46 |
29 |
21 |
- |
3,5 |
- |
|
19Г |
4-10 |
48 |
32 |
22 |
- |
3,5 |
- |
|
|
4-20 |
45 |
31 |
21 |
7,1 |
5,7 |
4,0 |
|
09 Г2 |
21-32 |
45 |
30 |
21 |
|
4,0 |
|
|
14Г2 |
4-10 |
47 |
34 |
21 |
- |
3,5 |
- |
|
11-32 |
46 |
33 |
21 |
- |
3,0 |
- |
|
|
18Г2 |
8-10 |
52 |
36 |
21 |
- |
4,0 |
- |
|
12ГС |
4-10 |
47 |
32 |
26 |
- |
- |
- |
|
|
4-10 |
50 |
33 |
21 |
- |
4,0 |
3,0 |
|
16ГС |
11-20 |
49 |
32 |
21 |
6,0 |
3,0 |
2,5 |
|
09Г2С |
4-20 |
50-48 |
35-33 |
21 |
6,0 |
3,5 |
3,0 |
|
21-60 |
47-46 |
31-29 |
21 |
6,0 |
3,5 |
3,0 |
|
|
10Г2С1 |
4-20 |
52-51 |
38-36 |
21 |
6,0 |
3,0 |
2,5 |
|
21-60 |
50-48 |
35-34 |
21 |
6,0 |
3,0 |
2,5 |
|
|
15ХСНД |
4-32 |
50 |
35 |
21 |
13-18 |
≥3,0 |
≥3,0 |
|
4-15 |
54 |
40 |
19 |
- |
≥5,0 |
≥3,0 |
|
|
10ХСНД |
16-40 |
54-52 |
40 |
19 |
- |
≥5,0 |
≥3,0 |
2.8. Все сертификаты на поставленную проволоку должны храниться в отделе контроля завода, цеха или в складе - раздаточной монтажного участка.
При отсутствии сертификата или в случае сомнений в качестве проволоки каждая партия ее подвергается, кроме испытания технологических свойств, проверке химического состава и механических свойств наплавленного металла (прил. 1).
2.9. Порошковая проволока должна храниться в специальных сухих отапливаемых помещениях (см. раздел 6 настоящих Технологических указаний).
Срок хранения каждой марки порошковой проволоки должен соответствовать требованиям технических условий; При более длительном сроке хранения следует проверить технологические свойства проволоки согласно соответствующим техническим условиям (легкость зажигания дуги, отделяемость шлака, наличие дефектов - пор и шлаковых включений) при сварке на оптимальных режимах.
2.10. Технические характеристики промышленных марок порошковых проволок приведены в табл. 4.
2.11. При сварке проволоками ПП-АН8, ПП-АН4, ПП-АН9, ПП-АН10 используется сварочная или пищевая углекислота по ГОСТ 8050-64 в жидком состоянии в баллонах емкостью 40 л, под давлением 50-60 кгс/см2. Масса углекислоты в баллоне составляет 25 кг. При испарении ее при 0°С и 760 мм рт. ст; образуется 12600 л газа.
2.12. Жидкая углекислота поставляется также и в танках (специальных контейнерах) емкостью до 9 т, из которых разливается в накопители централизованной магистрали с разводкой по сварочным постам. Такая система более экономична, чем баллонная.
2.13. Состав углекислоты, используемой для сварки, должен соответствовать данным, приведенным в табл. 5. Однако практически содержание воды в углекислоте в свободном состоянии может достигать 2%. Эта вода скапливается на дне баллона, ее необходимо сливать, а также использовать осушитель газа. Использование баллонов, в которых давление углекислоты менее 10 кгс/см2, недопустимо.
2.14. Перед использованием баллонов после заправки рекомендуется первые порции углекислоты выпустить в атмосферу, с целью удаления скапливающегося воздуха.
2.15. Силикагель, применяемый в осушителях, необходимо периодически подвергать прокалке при температуре 200-250°С.
Таблица 4
Технические характеристики промышленных марок порошковых проволок
|
№ п/п |
Марка проволоки и диаметр |
Какому типу электродов соответствует по ГОСТ 9467-60 |
Технические условия на изготовление |
Назначена проволоки и область применения |
Коэффициент наплавки г/А·ч |
Производительность наплавки |
Конструкция сердечника |
Тип |
Дополнительные сведения |
Температура прокалки t°С, выдержка, ч |
Срок хранения мес. |
Оптовая цена за I т. руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
1 |
пп-АН1 2,8 |
Э42 Э46 |
ТУ ИЭС № 13-66 |
Сварка низкоуглеродистых сталей Мст.3; Ст.3; М16С 0,8; 10; 15; 20 и др. с содержанием Ст.4 Ст.5 на умеренных режимах с незначительной глубиной провара в нижнем и наклонном положениях. Все типы соединений на изделиях КВО и нестандартного оборудования: лестницы, площадки, карты, газопылевоздуховоды, короба и др. |
II-I3.5 |
5 |
|
Рутилоорганический |
Проволока самозащитная. Допускается сварка на переменном токе по увлажненному и ржавому металлу. может применяться для сварки металла толщиной 3-6 мм, так как глубина проплавления небольшая. Изготовитель: Нижнедмитровскнй завод металлоизделий, г. Днепропетровск |
230-250, 2 |
9 |
487 |
|
2 |
ПП-AH3 2,8 3,0 |
Э50А |
ТУ ИЭС № 24-66 |
Сварка низкоуглеродистых и низколегированных сталей 09Г2, 09Г2С, 10Г2СД, 10XCHД, 09Г2ДТ, 14Г, 14Г2, 30ХГС в нижнем и наклонном положениях (угол наклона к горизонтали 15-20°). Все типы сварных соединений ответственных металлоконструкций КВОиТ: опоры, балки, фермы, колонны (возможна сварка стыков колонн в вертикальном положении). |
14-18 |
7,2-9 |
|
Карбонатнофлюоритный |
Проволока самозащитная. Сварка только на постоянном токе обратной полярности металла толщиной не менее 5 мм по зачищенным кромкам. Обладает высокой проплавлявшей способностью. Выпускается Череповецким сталепрокатным заводом, г. Череповец; Макеевским заводом металлоконструкций, г. Макеевка Донецкой обл. |
200-250; 1,5 |
3 |
595, 625 |
|
3 |
ПП-АН4 2,5 |
Э50А-Ф |
ВТУ ИЭС № 29-66 |
Сварка особо ответственных конструкций с повышенными требованиями к механическим свойствам. Например, металлоконструкций для северного использования и др. в нижнем и наклонном положениях. Угол наклона к горизонтали 15-20°. |
16-20 |
6-11 |
|
Рутилофлюоритный |
Проволока для сварки в СО2 отличается высокой токсичностью, поэтому ее трудно применять в цеховых условиях. С 1973 г. снимается с производства и заменяется ПП-АН9. Изготовитель; Нижнеднепропетровский завод металлоизделий, г. Днепропетровск. |
230-250, 2 |
6 |
493 |
|
4 |
ПП-АН8 2,0 2,2 2,5 3,0 |
Э50а |
Чмту-4-353 71 иэс |
Сварка низкоуглеродистых сталей с содержанием более 0,25% С и низколегированных сталей в нижнем и наклонном (угол наклона 15-20°) положениях ответственных металлоконструкций с повышенными требованиями к товарному виду. Например, экспортная продукция. |
13-22 |
8-12 |
|
Рутиловый |
Проволока для сварки в СО2 на постоянном токе обратной полярности. Допускается сварка на переменном токе. Обладает высокими сварочно-технологическими свойствами и высокой производительностью. Изготовители: Череповецкий сталепрокатный завод; нижнеднепровский завод металлоизделий, г.Днепропетровск. |
230-250, 2 |
9 |
550 |
|
5 |
ПП-АН7 2,0 2,3 |
Э50А |
ТУ ИЭС № 60-68 |
Аналогична проволоке ПП-АН3. Возможна сварка вертикальных и горизонтальных швов на вертикальной плоскости |
10-12 |
4-6 |
|
Карбонатнофлюоритный |
Проволока самозащитная. Отличается большим разбрызгиванием и газовыделением. Изготовитель:- Макеевский завод, г. Макеевка Донецкой обл. |
230-250, 1 |
3 |
611 |
|
6 |
ПП-АН9 2,2-2,5 |
Э50А |
ТУ (МЧМ) 14-4-198-72 взамен ВТУ ИЭС № 75-71 |
Полуавтоматическая и автоматическая сварка низколегированных конструкционных сталей ответственных металлоконструкций, работающих в условиях тяжелого нагружения при низких температурах. |
15-18 |
6-9 |
|
Рутилофлюоритный |
Сварка в СО2 отличается пониженной токсичностью по отношению к ПП-АН4 и повышенными требованиями к чистоте под сварку. Изготовитель: нижнеднепровский завод металлоизделий, г.Днепропетровск. |
230-250, 2 |
9 |
- |
|
7 |
ПП-АН10 2,0 2,3 |
Э50А |
- |
То же что и ПП-АН8, а так же для автоматической сварки. |
|
|
|
Рутиловый |
Сварка в СО2. отличается незначительным разбрызгиванием и более надежной транспортировкой по шлангам. Изготовитель: Череповецкий сталепрокатный завод |
230-250, 2 |
9 |
- |
|
8 |
ПП-АН11 2,0 2,4 |
Э50А |
- |
Полуавтоматическая сварка низкоуглеродистых и низколегированных сталей ответственных металлоконструкций во всех пространственных положениях |
|
|
|
Карбонатнофлюоритный |
Проволока самозащитная |
- |
9 |
- |
|
9 |
ПП-IДСК 2,2 1,8 |
Э46Т |
ТУ ДЗСЭМ |
Полуавтоматическая сварка низкоуглеродистых сталей в нижнем и наклонном положениях. Обшивы котлов, бункеры, кожухи печей, настилы и др. то же в вертикальном положении. |
12 |
5-6 |
|
Рутило-органический |
Проволока самозащитная, сварка на постоянном токе обратной полярности. Изготовитель: Днепропетровский завод сварочных экспериментальных материалов (ДЗЭСМ) Минмонтажспецстроя УССР, г. Днепропетровск, ул. Харьковская, 11 |
100-200, 1,5 |
3 |
611 |
|
10 |
ПП-2ДСК 2,35 |
Э50А |
ТУ ДЗСЭМ |
Полуавтоматическая сварка низкоуглеродистых и низколегированных сталей в нижнем наклонном положениях. Применяется для выполнения заполняющих разделку слоев горизонтальных швов на вертикальной плоскости. Ответственные металлоконструкции: кожух домны, колонны, резервуары, трубопроводы. |
17-20 |
6-10 |
|
Карбонатнофлюоритный |
Самозащитная проволока, сварка выполняется на постоянном токе обратной полярности. Возможна сварка вертикальной плоскости стыков V-образной разделкой путем постоянного заполнения методом снизу вверх. Изготовитель: ДЗЭСМ, г. Днепропетровск, ул. Харьковская, 11 |
150-200, 1,5 |
3 |
611 |
|
11 |
ПВС-IЛ 1,9-2 |
Э46 |
ТУ 212-986-3-71 МРФ РСФСР |
Полуавтоматическая сварка низкоуглеродистых сталей в нижнем и вертикальном положениях. Возможна сварка в потолочном положении |
10-13,5 |
3-4 |
|
Рутилоорганический |
Проволока самозащитная. Сварка выполняется на постоянном токе обратной полярности. Изготовитель: Лимендский судостроительный и судоремонтный завод г. котлас. |
150-200, 1,5 |
6 |
700 |
|
12 |
ПВС-3 1,8 |
350 |
ТУ ВНИИСТ |
Полуавтоматическая сварка низкоуглеродистых и низколегированных сталей во всех производственных положениях. |
15-16 |
6-8 |
То же |
Проволока самозащитная. Особо рекомендуется для сварки корневых швов трубопроводов. Изготовитель: опытное производство ВНИИСТ. |
140-160, 1,5 |
6 |
700 |
|
|
13 |
ЭПС 15/2 2,5 |
Э50А |
ТУ 647-65 ГМСС СССР |
Предназначена для сварки в нижнем, наклонном (до 30° к горизонтали) положениях низкоуглеродистых и низколегированных сталей. |
22-26 |
8-10 |
|
Карбонатнофлюоритный |
Проволока самозащитная. Отличается меньшей в 2,0-2,5 раза проплавляющей способностью, чем ПП2ДСК. Требует строгого соблюдения режимов сварки по напряжению и вылета электрода. |
200-220, 2 |
9 |
- |












Таблица 5
Состав углекислоты, используемой для сварки
|
Углекислота |
Сорт |
Содержание по объему, % |
||
|
двуокиси углерода |
воды растворенной |
воды в свободном состоянии |
||
|
Сварочная |
1 |
99,5 |
0,178 |
- |
|
|
2 |
99,0 |
0,515 |
- |
|
Пищевая |
2 |
98,5 |
- |
0,10 |
2.16. Для снижения давления газа до рабочего давления применяются понижающие редукторы.
2.17. С целью предотвращения замерзания влаги, содержащейся в углекислоте, и закупорки редуктора, следует ставить перед ним подогреватель.
2.18. Расход газа следует контролировать расходомерами поплавкового или дроссельного типа. Правильная и неправильная схемы потока газа показаны на рис.1.
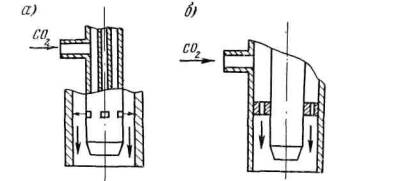
Рис.1. Схема потока газа
а - правильная; б - неправильная.
3. СВАРОЧНОЕ ОБОРУДОВАНИЕ
3.1. Сварочные работы, выполняемые порошковой проволокой, как правило, производятся на постоянном токе обратной полярности с помощью полуавтоматов. В качестве источников питания используются сварочные преобразователи и выпрямители с жесткой характеристикой. Это правило распространяется на все промышленные марки порошковых проволок за исключением проволок ПП-АН1 и ПП-АН8, где возможно применение переменного тока.
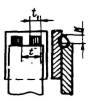
3.2. Для сварки порошковой проволокой используются специализированные и универсальные шланговые полуавтоматы типа А-765, А-1035М и A-1197. При замене держателей (сварочных горелок) и изменении конструкции подающих роликов могут быть использованы полуавтоматы А-537, ПШ5, ПШ54, ПДПГ-500 и др. Для сварки в монтажных условиях следует рекомендовать специализированный полуавтомат ПМП-6, разработанный Ленинградским филиалом института "Оргэнергострой" (рис. 2).
Рис. 2.
Общий вид специализированного полуавтомата ПМП-6 для сварки порошковой проволокой
В случае необходимости применения автоматической сварки порошковой проволокой используются серийные сварочные тракторы и подвесные головки с соответствующей переделкой мундштуков, подающих роликов и кассет (прил. 3).
Характеристики источников питания и сварочных полуавтоматов приведены в табл. 6 и 7.
Таблица 6
Технические характеристики источников питания, применяющихся при сварке порошковой проволокой.
|
№ п/п |
наименование |
Тип источников питания |
||||||||
|
однопостовые |
многопостовые |
|||||||||
|
Постоянного тока |
Постоянного тока |
Переменного тока |
||||||||
|
ПСО-500х) |
ПСГ-500-1 |
ПСУ-500 |
ВС-500 |
ВДУ-504 |
ИДГМ-1001/1601 |
ТСД-1000-4 |
ТСД-2000-2 |
|||
|
ВДГМ-1001 |
ВДГМ-1601 |
|||||||||
|
1 |
Номинальный сварочный ток при ПР-60%, А |
500 |
500 |
500 |
500 |
500 |
1001хх) |
1601хх) |
1000 |
2000 |
|
2 |
Пределы регулирования напряжения, В |
16-80 |
16-40 |
|
20-53 |
Жесткая характеристика 18-50 |
24-28 |
37-43 |
- |
- |
|
Падающая характеристика 24-45 |
||||||||||
|
3 |
Количество сварочных постов, шт. |
1 |
1 |
1 |
1 |
1 |
9 |
9 |
6 |
12 |
|
4 |
Напряжение питающей сети, В |
220 или 380 |
220 или 380 |
220 или 380 |
380 |
220 или 380 |
380 |
380 |
220 или 380 |
380 |
|
5 |
Пределы регулирования сварочного тока, А |
65-500 |
60-500 |
Жесткая характеристика 60-500 |
- |
100-500 |
100-200ххх) |
180-300ххх) |
400-1200 |
800-2200 |
|
Падающая характеристика 120-500 |
||||||||||
|
6 |
Потребляемая мощность, кВА |
30 |
31 |
20 |
|
40 |
- |
- |
78 |
165 |
|
7 |
Коэффициент полезного действия |
0,54 |
0,65 |
0,61 |
0,7 |
0,82 |
0,7хххх) |
0,73хххх) |
- |
- |
|
8 |
Габариты в мм |
1075×1085×650 |
1050×600×1015 |
1055×580×920 |
1150×600×770 |
808×1050×870 |
1035×820×1630 |
950×818×1382 |
||
|
9 |
Масса, кг |
540 |
460 |
540 |
350 |
365 |
520 |
700 |
510 |
675 |
|
10 |
Предприятие - изготовитель |
Ленинградский завод «Электрик», Тбилисский завод электросварочного оборудования |
Вильнюсский завод электросварочного оборудования |
Тбилисский завод электросварочного оборудования |
Завод электроизмерительной аппаратуры, г. Киев |
Ленинградский завод «Электрик» |
Ленинградский завод «Электрик» |
Вильнюсский завод электросварочного оборудования |
||
х) преобразователь ПСО-500 может применяться после переоборудования на жесткую характеристику
хх) номинальный сварочный ток при ПР-100%
ххх) сварочный ток одного поста
хххх) коэффициент мощности
таблица 7
Техническая характеристика шланговых полуавтоматов для сварки порошковой проволокой
|
№ п/п |
Наименование |
Типы полуавтоматов |
||||||
|
Сварка в углекислом газе |
Сварка самозащитными проволоками |
|||||||
|
А-537У |
А-929 |
А-920М |
А-765 |
А-1035М |
А-1197ххх) |
ПМП-6 |
||
|
1 |
Диаметр электродной проволоки, мм |
1,8-2,5 |
1,8-2,2 |
1,8-3,0 |
1,8-3,0 |
1,8-3,0 |
1,8-3,0 |
1,6-3,0 |
|
2 |
Скорость подачи электродной проволоки, м/ч |
81-598 |
I 120-300 |
|
|
|
|
|
|
II 250-620 |
58-582 |
58-582 |
58-582 |
92-926 |
110-450 |
|||
|
3 |
Изменение скорости подачи |
Посредством коробки скоростей |
плавное |
Сменными шестернями |
Сменными шестернями |
Сменными шестернями |
Ступенчатое, сменными шестернями |
Плавно ступенчатое, сменными шестеренчатыми роликами и резистором |
|
4 |
Число ступеней регулировки |
|
20 |
20 |
20 |
20 |
20 |
- |
|
5 |
Максимальный сварочный ток при ПР-60%, А |
500 |
350 |
450 |
450 |
450 |
500 |
500 |
|
6 |
Напряжение питающей трехфазной сети, В |
380 |
380/220 |
220 или 380 |
380 |
380 |
380 |
Непосредственно от источника тока напряжением 24-40 В. |
|
7 |
Масса проволоки в кассете или на фигурке, кг. |
- |
- |
25-30 |
25-30 |
25-30 |
25-30 |
5-7 |
|
8 |
Габаритные размеры в мм: |
|
|
|
|
|
|
|
|
|
тележки с фигуркой механизма подачи |
330×280-325 |
900×660×420 |
900×660×420 |
900×660×420 |
900×660×480 |
900×660×560 |
380×270-230 |
|
|
шкафа управления |
440×350×450 |
|
350×200×320 |
350×200×320 |
350×200×320 |
350×360×200 |
|
|
|
сварочной горелки держателя |
300×100×130 |
350×110×110 |
310×110×150 |
310×110×150 |
310×110×130 |
350×200×320 |
|
|
9 |
Длина шлангового провода (канала), м. |
3,5 |
3,1 |
3,5 |
3,5 |
3,5 |
3,5 |
2,7 |
|
10 |
Масса в кг.: |
|
|
|
|
|
|
|
|
|
тележки с фигуркой |
- |
19,5 |
25,5 |
25,5 |
30 |
35 |
7 |
|
|
механизма подачи |
25 |
- |
- |
- |
- |
- |
- |
|
|
шкафа управления |
35 |
- |
22 |
22 |
22 |
22 |
- |
|
|
сварочной горелких) (держателя) |
0,5 |
0,6 |
0,9 |
0,9 |
0,7 |
0,7 |
0,4 |
|
|
комплекта без проволокихх) |
65 |
25 |
52 |
52 |
57 |
62,7 |
10 |
|
11 |
Предприятие - изготовитель |
Каховский завод электросварочного оборудования |
Опытный завод ИЭС |
Ново-Уткинский завод «Искра» |
Ново-Уткинский завод «Искра» |
Опытный завод ИЭС |
Опытный завод ИЭС |
Опытное производство ЛФОЭС |
|
12 |
Предприятие - разработчик |
ИЭС им. Е.О. Патона |
ИЭС им. Е.О. Патона |
ИЭС им. Е.О. Патона |
ИЭС им. Е.О. Патона |
ИЭС им. Е.О. Патона |
ИЭС им. Е.О. Патона |
Ленинградский филиал института «Оргэнергострой» |
|
13 |
Оптовая цена, руб. |
1025 |
|
|
640 |
640 |
|
|
х) масса горелок дана без сварочных проводов и шлангов
хх) Масса комплекта дана с учетом токоподводящих проводов и шлангов.
ххх) Полуавтоматы унифицированы в группу ПС-5 и поставляются по требованию заказчика для сварки заплавки под слоем флюса, открытой дугой и в среде углекислого газа.
3.3. Для повышения коэффициента использования сварочного оборудования и улучшения организации сварочных работ целесообразно устройство разводок централизованного питания током сварочных постов, для чего рекомендуется применять специализированные сварочные выпрямители типа ИДГМ-1001/1601 в сочетании с балластными реостатами типа РБГ и разделительными дросселями типа ДР301.
3.4. Источники питания сварочной дуги и сварочные полуавтоматы должны быть в полной исправности и оснащены электроизмерительными приборами для контроля режима сварки: амперметрами и вольтметрами соответственного рода тока, классов 1-2,5. Сварка с использованием неисправного оборудования при ненадежных электрических сетях не допускается.
3.5. За исправным состоянием сварочного оборудования, надежностью работы, правильными показаниями контрольных приборов, должен следить наладчик цеха (участка) полуавтоматической сварки. В обязанность наладчика вменяется также ведение журнала эксплуатации сварочного оборудования (прил. 2).
3.6. Для обеспечения бесперебойной работы сварочное оборудование должно проходить планово-предупредительный ремонт согласно общему положению с учетом замечаний, отмеченных в журнале (см. прил. 2).
3.7. Не допускается сварка при резких колебаниях напряжения в сети более 5-7% оптимальной величины.
3.8. В целях уменьшения колебаний напряжения сети, влияющих на стабильность процесса сварки, источники тока и сварочные полуавтоматы должны подключаться к самостоятельным электрическим сборкам, питаемым от отдельных фидеров трансформаторных подстанций. Устройство электроснабжения сварочных постов и силового оборудования станочного парка, грузоподъемных механизмов от общих фидеров не допускается.
3.9. При сварке проволокой диаметром 2,2 мм в защитной среде углекислого газа возможно использование оборудования для сварки проволокой сплошного сечения марки CB-08Г2C диаметром 2 мм. При сварке проволокой 2; 5-3 мм полуавтоматы должны быть укомплектованы держателями A-1231 с направляющим каналом 3,8-4,7 мм.
3.10. Допускается применение нестандартных держателей. Ниже приведены оптимальные внутренние диаметры направляющих каналов держателей.
|
Диаметр проволоки, мм |
|
Внутренний диаметр направляющего канала, мм |
|
2-2,2 |
|
3,2 |
|
2,5 |
|
3,8 |
|
3 |
|
4,7 |
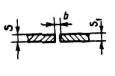
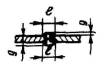
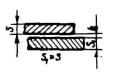
3.11. Допустимые колебания скорости подачи проволоки при изменении сопротивления в шлангах не должны превышать ±5%, Для обеспечения надежной подачи порошковой проволоки по направляющему каналу держателя подающие механизмы полуавтоматов рекомендуется снабжать разъемными роликами с накаткой по рабочей поверхности (рис. 3). Стабильная подача проволоки по шлангу обеспечивается также применением роликов, выполненных в форме зубчатых колес (рис. 4), их целесообразно применять в полуавтоматах, имеющих одну пару роликов. Кроме того, следует тщательно настраивать направляющие втулки, ограничивающие случайные отклонения проволоки из кольцевых канавок подающих роликов.
|
Эскиз подающих роликов |
Диаметр проволоки мм |
Dc4 |
D4 - 0,03 |
B |
|
|
2,0-2,3 |
51,4 |
46,7 |
1,35 |
|
2,5-2,8 |
51,7 |
46,0 |
1,6 |
|
|
3,0-3,5 |
52 |
45,1 |
2,0 |
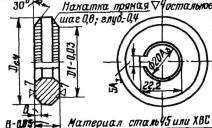
Рис. 3. Подающий ролик
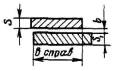
3.12. Для снижения потерь на трение при транспортировке порошковой проволоки по направляющему каналу при использовании шлангов длиной более 2,5 м рекомендуется спираль смазывать порошком дисульфида молибдена (MoS2).
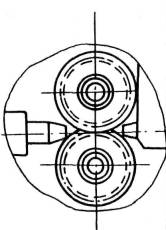
|
Эскиз шестеренчатых подающих роликов |
Диаметр проволоки, мм. |
R |
j |
|
|
2,0 |
0,9 |
50,2 |
|
2,5 |
1,2 |
49,6 |
|
|
3,0 |
1,4 |
49,2 |
Рис. 4. Схема установки роликов, выполненных в форме зубчатых колес
3.18. Организация постов полуавтоматической и автоматической сварки порошковой проволокой с подробным перечнем оборудования, аппаратуры, приспособлений и материалов приведена в прил. 3, 4, 5, 6.
4. ПОДГОТОВКА И СБОРКА КОНСТРУКЦИЙ И ИЗДЕЛИЙ ПОД СВАРКУ
4.1. Изделия подготавливаются под сварку в соответствии с указаниями на чертежах и нормалях, а также с требованиями технических условий и технологии изготовления.
4.2. Подготовка кромок типовых соединений металлоконструкций может производиться ручными и механизированными способами с помощью газовой резки и механической обработки в соответствии с ГОСТ 14771-69.
4.3. Наплывы, грат, шлак, брызги, неровности и заусенцы кромок, образовавшиеся в результате резки и препятствующие качественной сборке, должны быть удалены пневмозубилом или шлифовальной машинкой.
4.4. Свариваемые кромки изделий, узлов конструкций и прилегающие к ним участки на ширине 20 мм должны быть тщательно очищены от грязи, краски, масла и ржавчины. Перед зачисткой рекомендуется обжечь их пламеней газовой горелки.
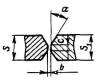
Таблица 8
|
Условное обозначение шва сварного соединения |
Конструктивные элементы |
Размер, мм. |
|||||||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
||||||||||||||||||
|
1 |
2 |
3 |
4 |
||||||||||||||||
|
С7 |
|
|
S=S1 |
в |
е (пред. откл. ± 2°) |
д |
|||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||||
|
3-4 |
|
±0,5 |
6 |
1,5 |
±0,5 |
||||||||||||||
|
5-6 |
|
|
8 |
|
|
||||||||||||||
|
7-8 |
1,5 |
|
11 |
2,0 |
±1,0 |
||||||||||||||
|
9-10 |
|
±1,0 |
12 |
|
|
||||||||||||||
|
С4 |
|
|
S=S1 |
в |
е (пред. откл. ± 2°) |
е1 |
д |
д1 |
|||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||
|
3,0-4,0 |
1 |
±1,0 |
9 |
6 |
±2 |
1,5 |
±0,5 |
1,0 |
±1,0 |
||||||||||
|
2,0 |
|
7 |
1,0 |
||||||||||||||||
|
3,0-4,0 |
|
|
9 |
1,5 |
|
||||||||||||||
|
5,0-6,0 |
|
+2,0 |
10 |
1,5 |
±1,0 |
||||||||||||||
|
7,0-8,0 |
|
12 |
2,0 |
||||||||||||||||
|
С5 |
|
|
S=S1 |
в |
е (пред. откл. ± 2°) |
д |
n, не менее |
||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||||
|
3,0-4,0 |
1 |
±1,0 |
9 |
1,5 |
±0,5 |
3 |
|||||||||||||
|
1,0 |
6 |
|
|||||||||||||||||
|
2,0 |
7 |
1,0 |
|||||||||||||||||
|
3,0-4,0 |
2 |
9 |
1,5 |
±1,0 |
|||||||||||||||
|
5,0-6,0 |
12 |
|
|||||||||||||||||
|
7,0-8,0 |
14 |
2,0 |
|||||||||||||||||
|
С17 |
|
|
S=S1 |
С |
е |
д |
а (пред. откл. ± 2°) |
||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||
|
8-10 |
2,0 |
±1,0 |
10 |
±3 |
2,0 |
|
20° |
||||||||||||
|
12-14 |
13 |
|
|||||||||||||||||
|
16-18 |
16 |
+1,0 |
|||||||||||||||||
|
|
|
-2,0 |
|||||||||||||||||
|
20-22 |
19 |
|
|||||||||||||||||
|
24-26 |
22 |
|
|||||||||||||||||
|
28-30 |
25 |
|
|||||||||||||||||
|
С18 |
|
|
S=S1 |
в |
с |
е |
е1 (пред. откл. ± 2°) |
д |
а (пред. откл. ± 2°) |
||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||
|
8-10 |
2,0 |
±1,0 |
2,0 |
|
12 |
±3 |
8 |
|
|
20° |
|||||||||
|
12-14 |
|
15 |
|
|
|||||||||||||||
|
16-18 |
|
18 |
2,0 |
+1,0 |
|||||||||||||||
|
|
+1,0 |
21 |
|
-2,0 |
|||||||||||||||
|
20-22 |
-2,0 |
|
|
|
|||||||||||||||
|
24-26 |
|
24 |
|
|
|||||||||||||||
|
28-30 |
|
27 |
|
|
|||||||||||||||
|
С11 |
|
|
S |
в |
е |
д |
m |
a (пред. откл. ± 2°) |
|||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||
|
8-10 |
2 |
±1,0 |
13 |
|
2,0 |
|
|
40° |
|||||||||||
|
12-14 |
3 |
|
17 |
|
|
|
|||||||||||||
|
16-18 |
|
21 |
|
+1,0 |
10-20 |
||||||||||||||
|
20-22 |
|
±2 |
25 |
|
-2,0 |
|
|||||||||||||
|
24-26 |
4 |
|
29 |
±3 |
|
|
|||||||||||||
|
28-30 |
|
|
32 |
|
|
|
|||||||||||||
|
С20 |
|
|
S |
в |
с |
е |
д |
m |
а (пред. откл. ± 2°) |
||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||
|
8-10 |
|
±2 |
|
|
12 |
|
|
|
10-20 |
20° |
|||||||||
|
12-14 |
3 |
|
|
16 |
|
|
|
|
|||||||||||
|
16-18 |
|
0 |
+3,0 |
20 |
|
2,0 |
+1,0 |
|
|||||||||||
|
20-22 |
|
|
|
23 |
|
|
-2,0 |
|
|||||||||||
|
24-26 |
4 |
|
|
26 |
±3 |
|
|
|
|||||||||||
|
28-30 |
|
|
|
29 |
|
|
|
|
|||||||||||
|
Т6 |
|
|
S=S1 |
в |
с |
е |
а (пред. откл. + 4°) |
||||||||||||
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||
|
|
8-10 |
|
|
|
|
12 |
±2 |
45° |
|||||||||||
|
|
12-14 |
0 |
|
|
|
16 |
|
||||||||||||
|
Т7 |
16-18 |
|
+2 |
2,0 |
+1,0 |
20 |
|
||||||||||||
|
|
20-22 |
|
|
|
-2,0 |
24 |
±3 |
||||||||||||
|
|
24-26 |
|
|
|
|
28 |
|
||||||||||||
|
|
28-30 |
|
|
|
|
32 |
±4 |
||||||||||||
|
Т8 |
|
|
S=S1 |
с |
е |
д |
а (пред. откл. + 4°) |
||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||||
|
12-16 |
|
|
10 |
|
|
45° |
|||||||||||||
|
18-22 |
|
|
13 |
±2 |
|
||||||||||||||
|
24-28 |
|
|
15 |
|
0,15-0,25 |
||||||||||||||
|
30-34 |
2,0 |
±1,0 |
18 |
|
|
||||||||||||||
|
36-40 |
|
|
20 |
|
|
||||||||||||||
|
42-46 |
|
|
23 |
|
|
||||||||||||||
|
48-52 |
|
|
26 |
|
|
||||||||||||||
|
54-60 |
|
|
28 |
+3 |
|
||||||||||||||
|
У2 |
|
|
S=S1 |
в |
Р |
е |
д |
К1 справ. |
|||||||||||
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||
|
|
3-4 |
|
+1,5 |
0-0,5 |
7 |
±2 |
1,0 |
+1,5 |
3 |
||||||||||
|
У3 |
5-6 |
|
|
9 |
|
||||||||||||||
|
У6 |
|
|
S=S1 |
С |
е |
д |
а (пред. откл. ± 2°) |
||||||||||||
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||
|
|
8-10 |
|
-2 |
10 |
|
|
|
40° |
|||||||||||
|
|
12-14 |
|
|
13 |
|
|
|
||||||||||||
|
|
16-18 |
|
|
17 |
|
|
|
||||||||||||
|
|
20-22 |
|
|
20 |
|
2,0 |
+1,0 |
||||||||||||
|
У7 |
24-26 |
|
|
24 |
±3 |
|
-2,0 |
||||||||||||
|
|
28-30 |
|
|
27 |
|
|
|
||||||||||||
|
Н3 |
|
|
S |
в |
t |
t1 |
K1 не менее |
||||||||||||
|
Номин. |
Пред. откл. |
||||||||||||||||||
|
2-5 |
|
|
40-80 |
20-40 |
|
||||||||||||||
|
6-10 |
0 |
|
60-100 |
30-50 |
4 |
||||||||||||||
|
12-16 |
|
|
|
|
5 |
||||||||||||||
|
18-22 |
|
+3 |
80-200 |
40-100 |
6 |
||||||||||||||
|
24-30 |
|
|
|
|
8 |
||||||||||||||
|
Н4 |
|
|
S |
в |
В справ. |
К1 не менее |
|||||||||||||
|
Номин. |
Пред. откл. |
||||||||||||||||||
|
2-3 |
|
+1,0 |
20 |
|
|||||||||||||||
|
4-5 |
|
|
|
3 |
|||||||||||||||
|
6-7 |
|
|
40 |
|
|||||||||||||||
|
8-9 |
|
|
|
4 |
|||||||||||||||
|
10-14 |
0 |
+1,5 |
|
|
|||||||||||||||
|
10-20 |
|
|
|
5 |
|||||||||||||||
|
22-26 |
|
|
60 |
6 |
|||||||||||||||
|
28-32 |
|
+2,0 |
|
|
|||||||||||||||
|
34-36 |
|
|
|
10 |
|||||||||||||||
|
С25 |
|
|
S=S1 |
в |
с |
е |
д |
а (пред. откл. ± 2°) |
|||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||
|
12-14 |
|
|
|
|
8 |
|
|
|
|
||||||||||
|
16-20 |
|
|
|
|
10 |
|
|
|
|
||||||||||
|
22-28 |
|
|
|
|
13 |
|
|
|
|
||||||||||
|
30-36 |
|
|
|
|
16 |
±3 |
|
|
|
||||||||||
|
38-44 |
|
|
|
|
19 |
|
|
|
|
||||||||||
|
46-52 |
|
|
|
|
22 |
|
|
|
|
||||||||||
|
54-60 |
2 |
+1 |
2,0 |
±1,0 |
25 |
±4 |
2 |
+1 |
20° |
||||||||||
|
62-70 |
|
-2 |
|
|
28 |
|
|
-2 |
|
||||||||||
|
72-80 |
|
|
|
|
32 |
|
|
|
|
||||||||||
|
82-90 |
|
|
|
|
36 |
|
|
|
|
||||||||||
|
92-100 |
|
|
|
|
40 |
±5 |
|
|
|
||||||||||
|
102-110 |
|
|
|
|
44 |
|
|
|
|
||||||||||
|
112-120 |
|
|
|
|
48 |
±6 |
|
|
|
||||||||||












4.5. Сборка металлоконструкций должна производиться на специальных стеллажах, обеспечивающих точность и качество сборки, безопасное производство работ и высокую производительность.
4.6. Конструктивные элементы подготовки кромок должны соответствовать ГОСТ 14771-69; основные из них приведены в табл. 8.
4.7. Прихватки следует выполнять электродами, тип которых по ГОСТ 9467-60 соответствует типу выбранной для сварки порошковой проволоки, или проволокой Св-08Г2С в среде углекислого газа.
4.8. Размер прихваток и их количество, места расположения в зависимости от требований, предъявляемых к сборке изделия, должны оговариваться в инструкционных картах на сборку и сварку. Катет прихватки должен быть равен 2/3 катета будущего шва, с расчетом его перекрытия при сварке, но не более 6 мм. Перед сваркой прихватки тщательно очищается от шлака и загрязнений. Трещины в прихватках не допускаются.
4.9. Требования к качеству прихватки устанавливаются такие же, как и к сварным швам изделий. Прихватки должны выполняться сварщиками, имеющими допуск к сварке этих изделий.
4.10. Приступать к сварочным работам по изготовлению ответственных изделий разрешается только после сдачи и приемки конструкций под сварку мастером по сварке или контрольным мастером с оформлением в специальном журнале (прил. 7).
5. ТЕХНОЛОГИЯ СВАРКИ
5.1. Общие указания
5.1.1. Сварка открытой дугой порошковой проволокой (СОДПП) всех типов, как правило, должна производиться на постоянном токе обратной полярности ("плюс" на электроде).
При сварке порошковыми проволоками ПП-АН1 и ПП-АН8 допускается применение переменного тока.
5.1.2. Параметры режима сварки СОДПП:
величина сварочного тока, А;
напряжение дуги, В;
скорость подачи электродной проволоки, м/ч;
величина вылета электрода, мм;
расход газа (при сварке в углекислом газе), л/мин.
5.1.3. Сварку соединений металлоконструкций разрешается производить только после проверки качества их подготовки и сборки в соответствии с требованиями чертежей и настоящей инструкции, о чем производится соответствующая отметка в сварочном журнале (см. прил. 7).
5.1.4. Перед выполнением сварки необходимо проконтролировать готовность аппаратуры и качество проволоки, а также произвести настройку режима сварки на пробных образцах применительно к свариваемой конструкции.
5.1.5. Режим сварки должен устанавливаться в соответствии с рекомендациями настоящего раздела Указаний с учетом толщины металла, типа соединения, положения шва в пространстве и сварочно-технологическими особенностями каждой марки проволоки.
5.1.6. Настройку режима сварки следует производить в следующей последовательности: установить требуемую скорость подачи проволоки, после чего отрегулировать напряжение холостого хода источника тока так, чтобы в процессе сварки проволока не упиралась в металл. При чрезмерно больном напряжении в швах наблюдаются поры, подрезы и увеличивается разбрызгивание электродного металла.
5.1.7. Запрещается производить сварку при изношенном мундштуке (наконечнике) и неисправном токоподводе держателя полуавтомата.
5.1.8. При настройке полуавтомата следует подбирать направляющие каналы сварочной головки (держателя) в зависимости от диаметра порошковой проволоки. Для проволоки диаметром до 2,2 мм используется направляющий канал марки КНУ-3,2 с внутренним диаметром 3,2 мм. Для проволоки диаметром 2,3-3,0 мм применяется направляющий канал марки КН-4,7 с внутренним диаметром 4,7 мм.
5.1.9. В процессе сварки не допускаются резкие перегибы направляющего канала.
5.1.10. Диаметр отверстия мундштука (наконечника) держателя должен быть больше диаметра применяемой проволоки на 0,3-0,5 мм, что обеспечивает оптимальные условия для электрического контакта и продвижения проволоки через наконечник.
5.1.11. При случайном обрыве дуги или нарушении подачи проволоки возбуждать дугу следует на расстоянии 10-15 мм от места обрыва и после зажигания перенести ее на незаплавленный кратер (рис. 5).

Рис. 5. Схема возбуждения дуги при ее случайном обрыве
5.1.12. Заварку кратера следует производить быстрыми поперечными колебаниями конца электродной проволоки, а затем резко оборвать дугу.
5.1.13. Необходимо предотвращать любую возможную причину колебания режима сварки: неравномерную подачу проволоке по шлангу полуавтомата, неправильное манипулирование электродом, значительное колебание сетевого напряжения и т.д.
5.2. Сварка самозащитными проволоками рутило-органического типа (ПП-AH1, ПП-1ДСК, ПВС-1Л и ПВС-3)
5.2.1. Перед началом сварки следует установить вылет проволоки 15-25 мм. При большем вылете проволока перегревается, ухудшается защита сварочной ванны и в металле шва появляются поры. Сварка с укороченным вылетом проволоки вызывает усиленное загрязнение мундштука брызгами и так же приводит к образованию пор в металле шва.
Примечание. Сварка проволокой ПП-1ДСК должна выполняться на несколько большем вылете - 20-30 мм.
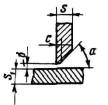
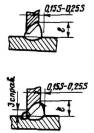
5.2.2. При сварке стыковых швов в нижнем положении проволока должна быть перпендикулярна к плоскости свариваемого шва. Допускается сварка "углом назад", в этом случае отклонение проволоки от вертикали в направлении сварки не должно превышать 15° (рис. 6).
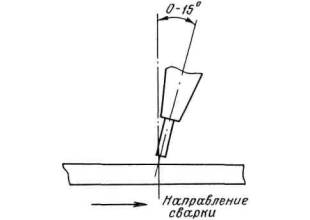
Рис. 6. Направление электрода при сварке стыковых соединений
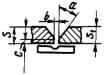
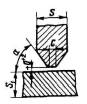
5.2.3. При сварке угловых швов в нижнем положения проволоку следует располагать относительно направления сварки так же, как и в предыдущем случае. Дуга при этом должна быть направлена на ванну, а угол между проволокой и горизонтальной плоскостью должен составлять 50-70° (рис. 7).
5.2.4. При сварке тавровых соединений с зазором между свариваемыми элементами дугу следует направлять не в вершину угла, образованного этими элементами, а на нижнюю полку. В противном случае возможно образование пор в корне шва.
5.2.5. Сварка швов на вертикальной плоскости может выполняться проволоками диаметром не более 2,2 мм.
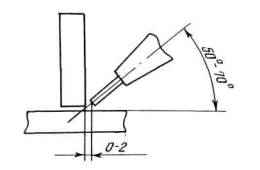
Рис. 7. Направление электрода при сварке тавровых и угловых соединений
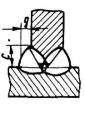
5.2.6. Сварка вертикальных швов угловых, нахлесточных и стыковых соединений с зазором (корней швов) калибром менее 5 мм должна выполняться способом "сверху вниз". Сварка вертикальных швов калибром более 5 мм должна выполняться способом "снизу вверх" при перемещении конца электродной проволоки "треугольником" (рис. 8).
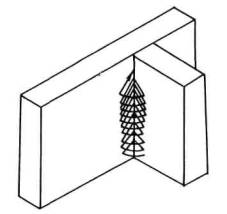
Рис. 8. Схема перемещения конца электродной проволоки при сварке угловых швов калибром более 5 мм
5.2.7. Сварка угловых швов в потолочном положении при соединении внахлестку может выполняться проволоками диаметром 1,6-2,0 мм.
5.2.8. Режимы сварки порошковыми проволоками рутило-органического типа должны выбираться в соответствии с табл. 9, 10, 11 и 12.
Таблица 9
Рекомендуемые режимы сварки порошковой проволокой ПП-АН1 диаметром 2,8 мм
|
Толщина металла или катет шва, мм |
Вид соединения |
Количество проходов |
Режимы сварки |
||
|
Сварочный ток, А |
Напряжение, В |
Скорость подачи проволоки, м/ч |
|||
|
5-8 |
Стыковое, угловое, внахлестку |
1 |
240-300 |
22-24 |
112-126 |
|
10-12 |
Стыковое (без разделки кромок). |
2 |
320-340 |
25-26 |
142-159 |
|
|
Тавровое и угловое. |
1 |
340-360 |
26-27 |
159-178 |
|
14-16 |
Стыковое |
2-4 |
280-300 |
24-25 |
126-142 |
|
|
Тавровое и угловое |
2 |
320-340 |
25-26 |
142-159 |
|
18-20 |
Стыковое |
4 |
340-360 |
26-27 |
159-178 |
Примечания: 1. Скорость подачи порошковой проволоки дана применительно к полуавтомату А-765.
2. Пространственное положение швов - нижнее.
5.3. Сварка самозащитными проволоками карбонатно-флюоритного типа (ПП-АН3, ПП-АН7, ПП-2ДСК, ЭПС-15/2)
5.3.1. Перед началом сварки следует установить оптимальную величину вылета для данной марки проволоки. Величина вылета проволоки ПП-АН3 устанавливается в пределах 30-40 мм, проволоки ПП-АН7 - 20-30 мм, проволоки ПП-2ДСК - 40-60 мм, проволоки ЭПС-15/2 - 40-50 мм.
В процессе сварки вылет проволоки необходимо поддерживать постоянным.
Таблица 10
Рекомендуемые режимы сварки порошковой проволокой ПП-1ДСК диаметром 2,2 мм
|
Толщина металла или катет шва, мм. |
Вид соединения |
Количество проходов |
Режим сварки |
Положение шва в пространстве |
||
|
Сварочный ток, А |
Напряжение, В |
Скорость подачи проволоки, м/ч |
||||
|
3-5 |
Тавровое, угловое и внахлестку |
1 |
180-200 |
23-24 |
99,5-112 |
Вертикальное |
|
6-8 |
То же |
1 |
200-220 |
23-24 |
159-178 |
Нижнее |
|
8-12 |
Стыковое с разделкой кромок |
1-2 |
220-240 |
24-25 |
178-210 |
То же |
|
10-16 |
Тавровое, угловое |
2-4 |
220-240 |
24-25 |
178-210 |
-"- |
|
14-18 |
Стыковое с разделкой кромок |
3-4 |
220-240 |
24-25 |
178-210 |
-"- |
|
|
260-280 |
25-26 |
235-265 |
|||
|
20-30 |
Стыковое с разделкой кромок |
4-6 |
220-240 |
24-25 |
178-210 |
-"- |
|
|
260-280 |
25-26 |
235-265 |
|||
Примечание. Скорость подачи проволоки дана применительно к полуавтомату А-765.
Таблица 11
Рекомендуемые режима сварки порошковой проволокой ПВС-1Л диаметром 1,9-2,0 мм
|
Толщина металла или катет шва, мм |
Вид соединения |
Количество проходов |
Режим сварки |
Положение шва в пространстве |
||
|
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
||||
|
2 |
Внахлестку, тавровое, угловое |
1 |
100-110 |
18-20 |
88 |
Нижнее |
|
|
|
|
|
|
вертикальное |
|
|
3 |
Стиховое, тавровое, угловое, внахлестку |
1 |
120-140 |
21-23 |
99,5-112 |
Нижнее |
|
|
115-125 |
21-22 |
99,5 |
Горизонтальное |
||
|
|
|
|
|
Вертикальное |
||
|
4-6 |
То же |
1 |
200-240 |
24-25 |
178-188 |
Нижнее |
|
|
150-180 |
22-23 |
126-142 |
Вертикальное |
||
|
|
150-160 |
21-22 |
112-126 |
Потолочное |
||
|
8-10 |
Стыковое с разделкой кромок |
2 |
220-240 |
24-25 |
188 |
Нижнее |
|
|
150-160 |
23-24 |
126 |
Горизонтальное |
||
|
|
|
|
|
Вертикальное |
||
|
|
Тавровое, угловое, внахлестку |
1-2 |
220-240 |
24-25 |
188 |
Нижнее |
|
|
150-160 |
23-24 |
126 |
Вертикальное |
||
|
|
|
|
|
Потолочное |
||
Примечания:
1. Скорость подачи проволоки дана применительно к полуавтомату А-765.
2. Сварка вертикальных швов выполняется способом "сверху - вниз".
3. При толщине металла 2-3 мм сварка ведется без поперечных колебаний: при большей толщине швы стыковых соединений выполняются с поперечными колебаниями, а тавровых и угловых - с небольшими поперечными колебаниями или без них, потолочные швы тавровых и угловых соединений выполняется без поперечных колебаний.
Таблица 12
Рекомендуемые режимы сварки порошковой проволокой ПВС-3 диаметром 1,8 мм
|
Толщина металла или катет шва, мм. |
Вид соединения |
Режим сварки |
Пространственное положение сварного шва |
||
|
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
|||
|
3-6 |
Стыковое без разделки кромок, тавровое, угловое, внахлестку |
200-220 |
22-23 |
220-230 |
Нижнее |
|
180-200 |
21-22 |
170-180 |
Вертикальное |
||
|
150-170 |
21-22 |
130-140 |
Потолочное |
||
|
8-10 |
Стыковое с разделкой кромок, тавровое, угловое |
220-240 |
23-24 |
240-250 |
Нижнее |
|
200-220 |
22-23 |
170-180 |
Вертикальное |
||
|
160-180 |
21-22 |
140-150 |
Потолочное |
||
Примечания:
1. Сварка вертикальных швов выполняется способом "сверху - вниз" без поперечных колебаний электрода,
2. Сварка стыковых соединений металла толщиной белее 6 мм выполняется с небольшими поперечными колебаниями электрода.
5.3.2. Для предотвращения образования шлаковых включений сварку всех видов соединений в нижней положении необходимо выполнить "углом назад", не допуская затекания шлака впереди сварочной ванны. Порошковая проволока в этой случае должна располагаться под углом 15° от вертикали, с наклоном в сторону направления сварки (см. рис. 6).
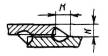
5.3.3. При сварке тавровых и угловых соединений угол между горизонтальной плоскостью порошковой проволокой должен быть в пределах 45-60° (рис. 9).
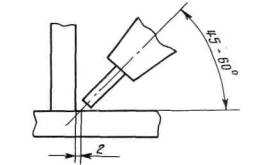
Рис. 9. Направление электрода при сварке тавровых и угловых соединений
5.3.4. При сварке порошковыми проволоками ПП-АН3 и ЭПС-15/2 рекомендуется выполнять за один проход швы калибром не более 10-12 мм, при сварке проволоками ПН-АН7 и ПП-2ДСК - не более 8-10 мм.
5.3.5. При сварке стыковых соединений в нижнем положении колебательное перемещение конца электродной проволоки такое же, как и при ручной сварке (рис. 10).

рис. 10. Колебательные перемещения конца электродной проволока при сварке стыковых соединений в нижнем положении
5.3.6. Сварные швы на вертикальной плоскости рекомендуется выполнять порошковыми проволоками диаметром не более 2,3 мм.
5.3.7. Сварка вертикальных швов должна производиться способом "снизу вверх". манипулирование электродной проволокой при этом обязательно. Способы манипулирования электродной проволокой при сварке вертикальных швов приведены на рис. 11.
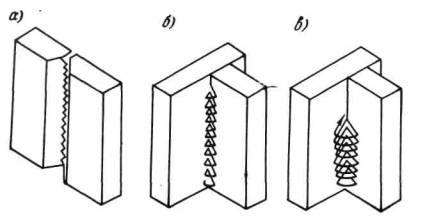
Рис. 11. Схема манипулирования электродной проволокой при сварке вертикальных швов
а - корневой шов стыкового соединения; б - угловой шов малого калибра ≤ 10 мм; в - угловой шов большого калибра ≥ 12 мм.
5.3.8. Режимы сварки порошковыми проволоками карбонатно-флюоритного типа должны выбираться в соответствии с табл. 13, 14, 15, 16.
5.4. Сварка порошковыми проволоками в среде углекислого газа.
5.4.1. Перед началом сварки необходимо установить для данных диаметров проволоки, толщины металла и типа сварного соединения режим сварки. По выбранному режиму отрегулировать расход газа; выждать несколько секунд для полного удаления воздуха из шлангов. Установить вылет проволоки 35-40 мм с таким расчетом, чтобы расстояние от конца проволоки до среза сопла было в пределах 15-25 мм (рис. 12).
Таблица 13
Рекомендуемые режимы сварки порошковой проволокой ПП-АН3 диаметром 3,0 мм
|
Толщина металла или катет шва, мм |
Вид соединения |
Количество проходов |
Режим сварки |
||
|
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
|||
|
5-8 |
Стыковое, без разделки кромок, тавровое, угловое, внахлестку |
1 |
320-350 |
24-25 |
120-140 |
|
8-14 |
Стыковое с разделкой кромок, тавровое, угловое |
2-3 |
350-380 |
25-26 |
180-190 |
|
16-30 |
Стыковое с разделкой кромок, тавровое в положении "в лодочку" |
3-6 |
450-480 |
27-28 |
210-270 |
Примечание. Пространственное положение швов - нижнее.
Таблица 14
Рекомендуемые режимы сварки порошковой проволокой ПП-АН7 диаметром 2,3 мм
|
Толщина металла или катет шва, мм. |
Вид соединения |
Положение шва в пространстве |
Количество проходов |
Режим сварки |
||
|
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
||||
|
3-6 |
Стыковое без разделки кромок, угловое, тавровое, внахлестку |
Нижнее |
1-2 |
180-220 |
22-24 |
120-140 |
|
8-10 |
Стыковое с разделкой кромок, угловое, тавровое |
То же |
2-3 |
230-270 |
23-25 |
160-190 |
|
12-25 |
То же |
-"- |
3-6 |
250-300 |
24-26 |
210-260 |
|
10-20 |
-"- |
Вертикальное |
1 |
140-160 |
21-23 |
90-100 |
|
10-30 |
Стыковое с разделкой кромок |
Горизонтальное |
Заполняющие швы |
220-260 |
22-24 |
190-210 |
|
|
|
На вертикальной плоскости |
Облицовочные швы |
200-240 |
21-23 |
140-160 |
Примечание. При сварке проволокой диаметром 2,0 мм сварочный ток и напряжение снижается в среднем, соответственно на 10 и 5%.
Таблица 15
Рекомендуемые режимы сварки порошковой проволокой ПП-2ДСК диаметром 2,3 мм
|
Толщина металла или катет шва, мм. |
Вид соединения |
Положение шва в пространстве |
Количество проходов |
Режим сварки |
||
|
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
||||
|
3-4 |
Стыковое без разделки кромок, тавровое, угловое, внахлестку |
Нижнее |
1 |
220-240 |
24-26 |
180-190 |
|
5-6 |
То же |
То же |
1 |
240-260 |
26-28 |
200-210 |
|
8-12 |
Стыковое с разделкой кромок, тавровое, угловое |
-"- |
1-2 |
280-300 |
26-28 |
260-270 |
|
14-30 |
Стыковое с разделкой кромок, угловое, тавровое в положении "в лодочку" |
-"- |
3-6 |
300-320 |
28-30 |
290-300 |
|
10-14 |
Стыковое с односторонней разделкой кромок |
Горизонтальное на вертикальной плоскости |
2 |
240-260 |
23-25 |
210-230 |
|
16-18 |
Стыковое с двухсторонней разделкой кромок |
То же |
4 |
260-280 |
24-26 |
230-260 |
|
20-30 |
То же |
-"- |
4-6 |
280-300 |
25-27 |
260-290 |
Примечание. Сварка горизонтальных швов на вертикальной плоскости выполняется при увеличенном вылете электродной проволоки 50-60 мм.
Таблица 16
Рекомендуемые режимы сварки порошковой проволокой ЭПС-15/2 диаметром 2,5 мм
|
Толщина металла или катет шва, мм |
Вид соединения |
Количество проходов |
Режим сварки |
||
|
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
|||
|
3-6 |
Тавровое, угловое, внахлестку |
1 |
220-260 |
24-27 |
188-236 |
|
8-10 |
Стыковое с разделкой кромок |
2 |
240-260х) |
25-27х) |
210-236 |
|
|
340-360 |
30-32 |
337-382 |
||
|
8-10 |
Тавровое, угловое |
1 |
340-360 |
30-32 |
337-382 |
|
8-24 |
Тавровое в положении "в лодочку" |
1-4 |
380-400 |
30-32 |
382-435 |
|
12-16 |
Стыковое с разделкой кромок, тавровое |
2-3 |
240-260х) |
25-27х) |
210-236 |
|
|
|
380-400 |
30-32 |
382-435 |
|
|
18-24 |
Стыковое с двухсторонней разделкой кромок, тавровое |
3-5 |
240-260х) |
25-27х) |
210-236 |
|
380-400 |
30-32 |
382-435 |
|||
х) Первый проход при сварке стыковых, соединений и тавровых соединений с зазором выполняется на пониженных режимах.
Примечания:
1. Пространственное положение швов - нижнее:
2. Скорость подачи проволоки дана применительно к полуавтомату А-765.

Рис. 12. Положение горелки относительно изделия при сварке порошковыми проволоками в углекислом газе.
5.4.2. При выполнении сварки порошковыми проволоками в углекислом газе необходимо помнить, что от положения и перемещения горелки относительно свариваемого соединения зависят в значительной степени устойчивость горения дуги, надежность газовой защиты зоны дуги от воздуха, скорость охлаждения металла, форма шва, интенсивность забрызгивания сопла и наконечника горелки, возможность наблюдения за зоной сварки.
Приближение горелки к свариваемому шву затрудняет наблюдение за процессом сварки и приводит к чрезмерному разбрызгиванию сопла и наконечника, а удаление на расстояние более 25 мм может привести к дефектам в швах вследствие снижения эффективности защиты металла углекислым газом.
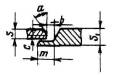
5.4.3. Сварку стыковых соединений в нижнем положении, а также угловых в положении "в лодочку" рекомендуется выполнять при расположении конца электродной проволоки "углом назад". Угол наклона проволоки относительно вертикальной плоскости, перпендикулярной к оси шва, должен составлять 5-15° (рис. 13). При сварке "углом назад" достигается наибольшая глубина проплавления, ширина шва уменьшается, обеспечивается более надежная защита металла сварочной ванны и улучшается обзор зоны плавления металла.
Примечание. Допускается сварка способом "углом вперед". Однако необходимо учитывать, что сварка "углом вперед" характеризуется малой глубиной проплавления и большой шириной шва.
5.4.4. При сварке однослойных швов горелка перемещается поступательно без поперечных колебаний, либо возвратно-поступательно, по вытянутой спирали (рис. 14,а).
В случае сварки многослойных швов первый слой выполняется без поперечных колебаний электрода, а последующие слои с поперечными колебаниями по вытянутой спирали "змейкой" (рис. 14,б).
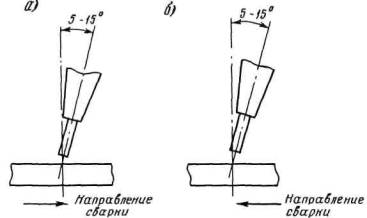
Рис.13. Положение электродной проволоки относительно изделия при сварке стыковых соединений
а - "углом назад"; б - "углом вперед".

Рис. 14. Схема движения электрода
а - по вытянутой спирали; б - "змейкой.
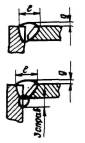
5.4.5. Сварка стыковых соединений с глубокой разделкой должна осуществляться горелкой с удлиненным наконечником, выступающим из сопла на 10-15 мм.
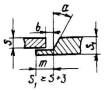
5.4.6. Сварку угловых швов в нижнем положении рекомендуется производить "углом назад" (угол наклона проволоки по направлению сварки такой же, как и при сварке стыковых соединений - 5-15°). При этом проволока должна располагаться относительно плоскости вертикальной стенки под углом 30-45° (рис. 15). Поступательное перемещение электрода относительно свариваемого шва может осуществляться без поперечных колебаний или с ними (по форме вытянутой спирали (см. рис. 14)).
Примечание. На повышенных токах (свыше 450 А) сварку угловых швов рекомендуется выполнять "углом вперед".

Рис. 15. Положение электродной проволоки относительно плоскости вертикальной стенки при сварке угловых швов
5.4.1. Сварку угловых швов в нижнем положении катетом более 10 мм не рекомендуется выполнять за один проход.
5.4.8. После окончания сварки не рекомендуется прекращать подачу газа и отводить горелку от сварочной ванны до полной кристаллизации металла.
5.4.9. При остановках процесса сварки и необходимости выполнения непрерывных швов кратер предыдущего слоя должен быть переплавлен.
5.1.10. Рекомендуемые режимы сварки порошковыми проволоками в углекислом газе приведены в табл. 17, 18, 19, 20.
Таблица 17
Рекомендуешь режимы сварки порошковой проволокой ПП-АН8 диаметром 2,2 мм.
|
Толщина металла или катет шва, мм. |
Вид соединения |
Количество проходов |
Режим сварки |
|||
|
Сварочный ток, А |
Напряжение дуги, Б |
Скорость подачи проволоки, м/ч. |
Расход СО2, л/мин |
|||
|
4-6 |
Стыковое без разделки кромок, тавровое, угловое, внахлестку |
1 |
280-300 |
25-20 |
200-220 |
8-10 |
|
8-14 |
Стыковое с разделкой кромок, тавровое, угловое |
1-3 |
340-360 |
28-30 |
250-270 |
10-12 |
|
16-25 |
Стыковое с разделкой кромок, тавровое и угловое в положении "в лодочку" |
3-4 |
360-380 |
30-32 |
330-350 |
14-16 |
|
Свыше 25 |
Стыковое с разделкой кромок |
6 и более |
450-500 |
32-36 |
460-480 |
16-18 |
Примечания:
1. Ток постоянный обратной полярности;
2. Положение швов в пространстве - нижнее.
Таблица 18
Рекомендуемые режимы сварки порошковой проволокой ПП-АН8 диаметром 3,0 мм
|
Толщина металла или катет шва, мм |
Вид соединения |
Количество проходов |
Режим сварки |
|||
|
Сварочный ток, А |
Напряжение дуга, В |
Скорость подачи проволоки, м/ч |
Расход СО2, л/мин |
|||
|
5-6 |
Стыковое без разделка кромок, тавровое, угловое, внахлестку |
1 |
300-350 |
25-27 |
140-150 |
12-14 |
|
8-12 |
Стыковое с разделкой кромок, тавровое, угловое |
2 |
350-400 |
27-30 |
200-210 |
14-16 |
|
14-25 |
Стыковое с разделкой кромок, тавровое и угловое в положении "в лодочку" |
4-6 |
400-450 |
30-34 |
260-270 |
16-18 |
|
Свыше 25 |
Стыковое с разделкой кромок |
6 и более |
450-500 |
32-36 |
290-300 |
18-20 |
Примечания:
1. Ток постоянный обратной полярности,
2. Положение швов в пространстве - нижнее.
3. При сварке проволокой диаметром 2,5 мм сварочный ток должен быть соответственно уменьшен на 5-10% при неизменном напряжении дуги, скорость подачи проволоки увеличивается на 10-15%, расход углекислого газа остается неизменным.
Таблица 19
Рекомендуемые режимы сварки порошковой проволокой ПП-АН9 диаметром 2,2 мм
|
Толщина металла или катет шва, мм |
Вид соединения |
Количество проходов |
Режим сварки |
|||
|
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Расход СО2, л/мин |
|||
|
4-6 |
Стыковое без разделки кромок, тавровое, угловое, внахлестку |
1 |
260-280 |
25-27 |
260-280 |
12-14 |
|
8-14 |
Стыковое с разделкой кромок, тавровое, угловое |
1-3 |
340-360 |
27-29 |
300-320 |
14-16 |
|
16-25 |
Стыковое с разделкой кромок, тавровое, угловое в положении "в лодочку" |
3 |
360-380 |
28-30 |
340-360 |
14-16 |
|
Свыше 25 |
Стыковое с разделкой кромок |
6 и более |
400-420 |
32-34 |
430-440 |
16-18 |
Примечания:
1. Положение швов в пространстве - нижнее.
2. При сварке проволокой диаметром 2,5 мм сварочный ток должен быть соответственно увеличен на 10-15% при неизменном напряжении дуги, скорость подачи проволоки уменьшается на 10%, расход углекислого газа остается неизменным.
Таблица 20
Рекомендуемые режимы сварки порошковой проволокой ПП-АН10 диаметром 2,3 мм
|
Толщина металла или катет шва, мм |
Вид соединения |
Количество проходов |
Режим сварки |
Положение шва в пространстве |
|||
|
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Расход СО2, л/мин |
||||
|
4-6 |
Стыковое без разделки кромок, тавровое, угловое, внахлестку |
1 |
220-250 |
24-28 |
180-190 |
10-12 |
Нижнее |
|
8-12 |
Стыковое с разделкой кромок, тавровое, угловое |
1-2 |
280-300 |
25-30 |
230-240 |
12-14 |
Нижнее и "в лодочку" |
|
14-25 |
Стыковое с разделкой кромок, тавровое, угловое |
3-4 |
320-350 |
26-32 |
330-340 |
14-16 |
Нижнее и "в лодочку" |
|
180-200 |
23-26 |
140-150 |
6-8 |
Горизонтальное на вертикальной плоскости |
|||
|
Свыше 25 |
Стыковое с разделкой кромок |
6 |
400-430 |
30-34 |
430-440 |
16-18 |
Нижнее |
|
и более |
200-220 |
24-26 |
150-160 |
8-10 |
Горизонтальное на вертикальной плоскости |
||
Примечание. При сварке проволокой диаметром 2,0 мм сварочный ток должен быть соответственно уменьшен на 10-15% при неизменном напряжении дуги, скорость подачи увеличивается на 10-20%, расход углекислого газа остается неизменным.
6. ОРГАНИЗАЦИЯ СВАРОЧНЫХ РАБОТ
6.1. Строительно-монтажные организации и заводы должны правильно планировать получение порошковой проволоки, ее распределение, использование в зависимости от допускаемого срока хранения (см. табл. 4), а также организовать хранение ее в сухом отапливаемом складе - раздаточной (прил. 8).
6.2. В помещении склада - раздаточной должны быть вывешены инструкции по приемке и выдаче материалов, таблицы режимов сварки и назначение материалов.
6.3. Выдача порошковой проволоки со склада должна производиться в соответствии с ее сменной потребностью. Остатки проволоки должны быть возвращены на склад. Подготовка проволоки перед сваркой должна заключаться в разделении бухт, оценке ее качества, проверке наличия сертификатов и в прокалке согласно режимам, указанным в табл. 4.
6.4. Работы по приемке, хранению и выдаче проволоки должны производиться персоналом, имеющим специальную подготовку.
6.5. Ответственность за организацию складского хозяйства технологии и качество сварочных работ при изготовлении и монтаже металлоконструкций КВОиТ и нестандартного оборудования несет руководитель сварочных работ монтажного участка или начальник цеха, в соответствии с утвержденным положением;
6.6. В целях улучшения организации производства сварочных работ и повышения их качества рекомендуется монтажно-строительным организациям и заводам при определении структуры монтажных участков и цехов предусматривать, чтобы на каждого инженерно-технического работника, руководящего сварочными работами, приходилось не более 20 сварщиков. По штатному расписанию обязательно предусмотреть 1-2 квалифицированных наладчиков сварочного оборудования.
6.7. Для полуавтоматической сварки металлоконструкций в условиях открытой площадки оборудование сварочного поста необходимо размещать в переносных контейнерах (рис. 16), которые можно транспортировать с помощью крана к месту производства сварочных работ.
В контейнере помимо сварочного оборудования следует также поместить сварочные материалы, приспособления и инструмент сварщиков. Каркас контейнера следует изготавливать из угловой стали 60×60×3 мм; В контейнере должны быть предусмотрены вентиляционные решетки (жалюзи) с общей площадью не менее 1,2 м2. Контейнер и подъемные петля необходимо испытать.

Рис. 16. Эскиз переносного контейнера и схема размещения оборудования
1 - сварочный полуавтомат; 2 - термостат для хранения сменного запаса проволоки; 3 - источник сварочного тока; 4 - стеллажи для хранения инструмента и приспособлений.
7. ТРЕБОВАНИЯ К КВАЛИФИКАЦИИ СВАРЩИКОВ И МАСТЕРОВ
7.1. К руководству сварочными работами, контролю за соблюдением технологии сварки при изготовлении и монтаже металлоконструкций, контролю качества сварки готовых изделий допускаются производственные и контрольные мастера, имеющие специальное сварочное образование и изучившие настоящие Указания и технологический процесс сварки порошковыми проволоками.
7.2. К выполнению работ по сварке металлоконструкций и нестандартного оборудования допускаются сварщики не ниже 5-го разряда ("Единый тарифно-квалификационный справочник работ и профессий рабочих", 1969 г.), прошедшие специальное обучение и сдавшие теоретические экзамены по сварке и практические контрольные испытания (теоретические и практические экзамены проводятся в соответствии с Правилами испытания электросварщиков и газосварщиков Госгортехнадзора СССР).
7.3. Для сдачи практических экзаменов сварщик должен сварить контрольные образцы в соответствии с требованиями, указанными в "Правилах аттестации сварщиков" от 22 июня 1971 г.
Контрольные образцы сваривают из стали максимальной толщины, применяемой на данном объекте.
В исключительных случаях (при отсутствии разрывных машин достаточной мощности) допускается сварка контрольных образцов из соответствующей марки стали меньшей толщины.
7.4. Сварщик считается выдержавшим испытание, если при испытании на разрыв все сваренные им в определенном положении контрольные образцы разрушились при нагрузках не ниже контрольных. В этом случае сварщик получает удостоверение с правом допуска к сварке металлоконструкций толщиной от 3 до 50 мм в соответствующем положении.
7.5. Если хотя бы один из трех стыков, сваренных в вертикальном положении, не отвечает требованиям п.7.4, результаты практических испытаний по сварке в вертикальном положении считаются неудовлетворительными. Однако сварщику, успешно сдавшему контрольные испытания на образцах, сваренных в горизонтальном положении, может быть выдано удостоверение на сварку только горизонтально расположенных стыков.
7.6. Сварщик, получивший неудовлетворительную оценку по одному из экзаменов (теоретическому или практическому) имеет право сдать его вторично в сроки, устанавливаемые квалификационной комиссией (но не ранее чем через 10 дней).
При неудовлетворительных оценках по теории и практике сварщики могут быть допущены к повторным испытаниям не ранее чем через месяц.
7.7. Результаты испытаний и решения квалификационной комиссии должны быть оформлены протоколом за подписью председателя и членов комиссии (прил. 9).
7.8. В протоколе и удостоверении должно быть указано, к сварке каких марок сталей и толщин, и в каких пространственных положениях допускается сварщик.
7.9. Каждый сварщик независимо от стажа должен проходить испытания по сварке не реже одного раза в год.
Сварщики, имеющие перерыв в работе свыше трех месяцев, проходят испытания досрочно.
7.10. Сварщик, систематически допускающий брак, отстраняется от работы.
7.11. Производственные мастера должны допускать к выполнению работ по сварке металлоконструкций только тех сварщиков, которые имеют соответствующее удостоверение.
8. КОНТРОЛЬ КАЧЕСТВА СВАРКИ
8.1. В процессе изготовления и монтажа металлоконструкций КВО и нестандартного оборудования должен осуществляться систематический контроль за качеством производства сварочных работ и выполнением требований настоящих Указаний.
8.2. Контроль качества сварки должен производиться в три этапа:
контроль качества материалов и оборудования;
пооперационный контроль в процессе изготовления и монтажа (текущий контроль);
приемочный контроль качества сварных соединений.
8.3. Контроль качества материалов и оборудования включает в себя проверку:
соответствия основных и сварочных материалов требованиям ГОСТ и технических условий; наличия сертификатов или ярлыков;
исправности и правильности настройки аппаратуры на заданный режим сварки;
подготовки инструмента, приспособлений и оснащения сварщика.
8.4. Текущий контроль должен производиться на всех этапах выполнения сварных соединений в соответствии с разделами 5 и 6 настоящих Указаний и включает проверку:
качества подготовки и точности сборки элементов под сварку в соответствии с ГОСТ 14771-69 (см. табл. 8.), указаниями чертежей и соответствующих инструкционных карт.
Результаты проверки качества подготовки и сборки должны регистрироваться в журнале сварочных работ (см. прил. 7);
правильности применяемого режима сварки и соблюдения постоянных значений заданных параметров режима сварки;
качества сварных швов в процессе их выполнения.
8.5. Приемочный контроль качества сварных соединений производится по мере их выполнения и включает в себя внешний осмотр и измерения, испытания образцов на механические свойства (по ГОСТ 6996-66), физические методы контроля (ультразвуковую дефектоскопию или просвечивание проникающим излучением), испытание на плотность и герметичность.
8.6. Контроль качества материалов, оборудования и инструментов, а также текущий контроль качества сварки должны осуществлять специально выделенные прорабы по сварке или контрольные мастера с привлечением сварочной лаборатории. Приемочный контроль должны осуществлять органы технической инспекции организации изготовителя и заказчика.
8.7. Визуальному осмотру и измерению подвергаются все сварные соединения. Внешний осмотр сварных швов может производиться невооруженным глазом с обязательным применением переносного источника света, специального мерительного инструмента. С целью лучшего выявления дефектов и проверки сомнительных мест следует применять лупы 5-10 - кратного увеличения. При визуальном осмотре качество сварного соединения оценивается по форме и размерам сварного шва (см. табл. 8) и по наличию внешних дефектов. Дефекты при соответствии проволоки техническим условиям, как правило, вызываются нарушением технологии сборки и сварки изделий. Дефекты, выявляемые при внешнем осмотре сварных швов, допускаемые величины этих дефектов, причины возникновения, и способы их устранения приведены в табл. 21, 22, 23, 24.
Таблица 21
Дефекты сварных соединений, выявляемые при внешнем осмотре
|
№ п.п. |
Дефект |
Допустимая величина дефекта |
Способ устранения дефекта |
|
1 |
2 |
3 |
|
|
1 |
Отступления от нормальных размеров шва |
На величину допуска, указанного в ГОСТ 14771-69 (см. табл. 8) |
Чрезмерные усиления должны сниматься механическим способом, а недостаточные усиления должны исправляться подваркой |
|
2 |
Наплывы |
Не допускаются |
Снять механическим способом, в случае необходимости подварить |
|
3 |
Свищи и раковины |
То же |
Подварить, зачистить |
|
4 |
Трещины любых направлений, выходящие на поверхность шва или расположенные в зоне термического влияния |
-"- |
Удалить механическим способом, конец засверлить, подварить электродным металлом или проволокой соответствующего типа (табл. 4) |
|
5 |
Поверхностная пористость, незаплавленные кратеры, перерывы и сужения в швах |
-"- |
Возможна выплавка дефектов методом РВД с последующей обработкой на глубину 2 мм |
|
6 |
Непровары |
По нормам СНиП и ТУ |
Исправление возможно с разрешения мастера или контрольного мастера и с обязательным оформлением в журнале или паспорте изделия |
|
7 |
Подрезы |
То же |
Недопустимые подрезы зачистить и подварить |
|
8 |
Отклонения от прямолинейности сварного стыка на ответственных изделиях |
По нормам Правил Госгортехнадзора |
Вырезать стенки, состыковать, заварить вновь |
Таблица 22
Возможные дефекты при сварке самозащитными проволоками ПП-АН1, ПВС1Л, ПП-1ДСК, ПВС-3 и способы их устранения
|
Дефекты т |
Причины возникновения |
Способы устранения |
|
1 |
2 |
3 |
|
Поры |
Нарушен режим сварки; большая скорость подачи проволоки; большой вылет проволоки; низкое напряжение дуги; высокая скорость сварки; количество слоев в шве превышает допустимое |
|
|
То же |
В свариваемом металле повышенное содержание углерода, кремния и других примесей |
Проверить химический состав основного металла. При высоком содержании углерода и кремния нужно уменьшить глубину провара путем снижения скорости подачи проволоки, увеличить напряжение холостого хода источника питания, плавно удлинять дугу при прекращении процесса |
|
-"- |
Перегрев металла, возникающий при сварке тонкого металла на повышенных режимах |
Уменьшить скорость подачи проволоки |
|
-"- |
Изношен наконечник держателя |
Заменить наконечник или повернуть его на такой угол, чтобы проволока касалась неизношенной части наконечника |
|
-"- |
Большие зазоры между свариваемыми деталями |
Устранить зазор или уменьшить скорость подачи проволоки |
|
Поры |
Основное металл и проволока чрезмерно загрязнены ржавчиной, влагой или органическими материалами и т.п. |
Очистить кромки свариваемых изделий; загрязненную проволоку очистить; не допускать применения ржавой проволока |
|
Шлаковые включения |
Сварка выполнялась очень короткой дугой; плохо очищен от шлаковой корки предыдущий слой шва |
Увеличить напряжение холостого хода; Тщательно удалить шлаковую корку. |
|
Кристаллизационные трещины |
Высокое напряжение дуги, чрезмерно большая сила тока |
Снизить напряжение холостого хода. Уменьшить скорость подачи проволоки |
|
То же |
В основном металле содержится повышенное количество углерода, серы и других вредных примесей |
Проверить химический состав основного металла, некондиционный металл варить на умеренном или низком токе |
|
Непровары |
Малый сварочный ток, большая скорость сварки |
Отрегулировать режим сварки в соответствии с рекомендациями настоящей инструкции |
|
Подрезы |
Чрезмерно высокое напряжение дуги; неправильное положение электрода относительно свариваемого изделия |
Отрегулировать режим сварки, соблюдать указания по технике сварки |
|
Шлаковые включения, непровары |
Низкое напряжение на дуге, малая скорость сварки; натекание шлака под дугу |
Привести режимы сварки в соответствие с рекомендацией, увеличить скорость сварки |
|
То же |
Не очищен или плохо очищен от шлака предыдущий слой шва |
Тщательно удалить шлаковую корку |
Таблица 23
Возможные дефекты при сварке самозащитными проволоками ПП-АН3, ПП-АН7, ПП-2ДСК и способы их устранения
|
Дефекты |
Причина возникновения дефекта |
Способы устранения дефекта |
|
Поры |
Высокое напряжение на дуге |
Привести режим сварки в соответствие с рекомендациями, данными в табл. 13, 14,15; снизить напряжение холостого хода источника питания |
|
То же |
Поверхность металла покрыта ржавчиной, окалиной, органическими загрязнениями |
Очистить металл |
|
-"- |
Нестабильная подача проволоки, износ наконечника |
Произвести настройку подающего механизма полуавтомата: добиться равномерной подачи проволоки с заданной скоростью. Заменить наконечник |
|
-"- |
Перегрев сварочной ванны при сварке тонкого металла на повышенных режимах |
Привести режимы сварки в соответствие с рекомендациями, данными в табл. 13, 14 15 16. |
|
-"- |
Использование неподготовленной к сварке проволоки; применение отсыревшей, ржавой или неравномерно заполненной пихтой проволоки |
Произвести подготовку проволоки по рекомендации; заменить проволоку. ржавая или неравномерно заполненная проволока к применению не допускаете. |
|
Кристаллизационные трещины |
Высокое напряжение на дуге |
Снизить напряжение холостого хода источника питания |
|
То же |
Основной металл детали содержит повышенное количество углерода, серы и других вредных примесей |
Проверить химический состав основного металла; не допускать сварки порошковой проволокой стали с повышенным содержанием вредных примесей. |
|
Подрезы |
Завышено напряжение на дуге |
|
|
Шлаковые включения |
Не удален шлак с предыдущих слоев |
При многослойной сварке необходимо тщательно удалить шлак |
Таблица 24
Возможные дефекты при сварке порошковыми проволоками ПП-АН4, ПП-АН8, ПП-АН9 и ПП-АН10 в углекислом газе и способы их устранения
|
Дефекты |
Причина возникновения дефекта |
Способы устранения дефекта |
|
1 |
2 |
3 |
|
Поры |
Завышенное напряжение на дуге |
Снизить напряжение холостого хода источника питания, установить согласно табл. 17, 18, 19, 20. |
|
То же |
В углекислоте содержится много азота, влаги |
Запенить углекислоту, слить воду, установить осушитель, заменить силикагель в осушителе |
|
-"- |
Избыточное количество защитного газа, завихрения и подсос воздуха |
Установить расход газа в соответствии с нормами |
|
-"- |
Сварка производилась по сильнозагрязненному ржавому металлу или по незащищенных прихваткам |
Очистить металл перед сваркой от загрязнений и ржавчины |
|
-"- |
Проволока не соответствует ТУ |
Заменить проволоку |
|
-"- |
Сварка производилась на большом вылете |
Установить вылет согласно рекомендациям раздела 5 |
|
Трещины |
Свариваемый металл содержит большое количество углерода, серы |
Проверить химический состав свариваемого металла |
|
То же |
Завышено напряжение на дуге |
Установить напряжение в пределах, рекомендуемых настоящими Указаниями |
|
На поверхности шва поры |
На поверхности проволоки толстый слой технологической смазки. Сердечник проволоки содержит большое количество влаги. Утечка газа. Засорился или вышел из строя распылитель газа |
Прокалить проволоку согласно указаний табл. 4. Проверить аппаратуру |
|
Непровары |
Малый сварочный ток, большая скорость сварки |
Отрегулировать режим сварки в соответствии с табл. 17, 18, 19, 20 выполнять требования технологии |
|
Подрезы |
Повышенное напряжение дуги, неправильная техника сварки |
То же |
|
Шлаковые включения |
Низкое напряжение на дуге, малая скорость сварки, затекание шлака под дугу. Плохо очищен от шлаковой корки предыдущий слой шва |
Привести режим сварки в соответствии с табл. 17, 18, 19, 20. Увеличить скорость сварки. Тщательно удалить шлак |
8.8. Сварные соединения несущих металлоконструкций каркаса котла, а также другие соединения, подведомственные Госгортехнадзору, должны подвергаться следующим видам механических испытаний: на растяжение, на изгиб, на ударную вязкость (с надрезом по центру шва).
8.9. Проверка механических свойств сварных соединений производится на образцах, изготовленных из контрольных стыков образцов-свидетелей или из производственных стыков, вырезанных из изделия.
6.10. Контрольные стыки должны свариваться в начальный период сварочных работ на данном узле в условиях, аналогичных производственным, с применением тех же основных и сварочных материалов и режимов сварки, какие применяются при сварке производственных стыков.
Контрольные стыки должны испытываться систематически в процессе производства сварочных работ с целью учета качества выполняемых работ и принятия необходимых мер по его повышению.
8.11. Из каждого контрольного стыка должны быть вырезаны:
два образца для испытания на растяжение;
два образца для испытания на загиб;
три образца для испытания на ударную вязкость.
8.12. Для проверки механических свойств сварных соединений должно быть сварено не менее одного контрольного стыка на все однотипные производственные стыки, независимо от числа сварщиков, участвовавших в их выполнении.
8.13. Объем и нормы контроля ультразвуковой дефектоскопией определяются специальными техническими условиями или проектом конструкции.
8.14. Контроль рентгено - или гамма-просвечиванием применяется в случае, если такой контроль предусмотрен проектом, или при необходимости уточнения результатов ультразвуковой дефектоскопии.
8.15. Проверка на плотность сварных швов может производиться:
смачиванием керосином. При этом сварные швы покрывают мелом, разведенным водой, с той стороны, которая более доступна для устранения выявленных дефектов. После высыхания мелового раствора швы с обратной стороны тщательно и обильно обмазывают керосином. Швы выдерживается под действием керосина от 15 до 3 ч, в зависимости от толщины металла. Если на поверхности швов, окрашенных меловым раствором, в течение установленного времени не появляются жирные пятна керосина, то швы считаются выполненными качественно. При температуре воздуха ниже 0 °с длительность испытания увеличивается на 8 ч;
наполнением изделий водой или гидравлическим испытанием давлением, на которое эти изделия рассчитаны.
9. ТЕХНИКА БЕЗОПАСНОСТИ
9.1. При выполнении работ по сварке металлоконструкций и нестандартного оборудования необходимо строго соблюдать требования "Инструкции по технике безопасности при производстве сварочных работ в энергостроительстве".
В связи с высокой производительностью сварки порошковой проволокой необходимо:
при сварке в закрытых помещениях обеспечить усиленную вентиляцию рабочего места, применяя специальные местные отсосы вредных газов;
на сварочных щитках рекомендуется устанавливать трубки сдува (конструкции Института электросварки им. Е.О. Патона), питающиеся от заводской сети сжатого воздуха;
общеобменная вентиляция должна обеспечивать воздухообмен в цехах не менее 8000 м3 воздуха на 1 кг расходуемой проволоки;
при организации и проектировании вентиляции необходимо руководствоваться "Санитарными правилами при сварке и резке металлов" № 725-67 Министерства здравоохранения СССР.
9.2. Мастер по сварке или прораб, руководящий сварочными работами, должен заранее знать условия и безопасное состояние рабочих мест при распределении сварщиков по рабочим местам.
9.3. В соответствии с действующими нормами и характером выполняемой работы необходимо обеспечивать электросварщиков спецодеждой и спецобувью соответствующих размеров, а также средствами индивидуальной защиты.
Лица, не имеющие соответствующей спецодежды, спецобуви и индивидуальной защиты, к работе не допускаются.
9.4. Для защиты глаз и лица от действия лучей электрической дуги необходимо применять исправные щитки, шлемы и маски, закрывающие лицо со всех сторон. Отверстия для наблюдения за горением дуги должны быть закрыты светофильтром, удовлетворяющим требованиям ТУ В-2-293-53.
9.5. Для выполнения сварочных работ на высоте, сварщик должен иметь проверенный предохранительный пояс, сумку под инструмент, откидную шлем-маску. До начала работ необходимо проверить состояние и надежность монтажных лестниц, временных переходов и площадок.
9.6. Чтобы избежать поражения электрическим током, следует соблюдать следующие основные требований техники безопасности:
источник питания сварочной дуги должен быть надежно изолирован в соответствии с "правилами устройства электроустановок промышленных предприятий";
провода от силовой цепи к источнику питания сварочной дуги, а также сварочные кабели должны иметь надежную изоляцию по всей длине.
9.7. Сварщик не должен самостоятельно подключать источник питания к силовой сети. Эти работы должны выполнять электрики.
9.8. Сварочное оборудование в процессе эксплуатации должно быть надежно заземлено. Посты для сварки должны иметь рубильники или пускатели.
9.9. При совместной работе нескольких сварщиков, особенно в ночную и вечернюю смены, мастер обязан назначить из числа работающих старшего, а также организовать взаимоконтроль среди работающих.
9.10. При гололедице и ветре 6 баллов и более выполнять работы на высоте не разрешается.
9.11. Выполнение каких-либо сварочных работ на расстоянии менее 10 м от легковоспламеняющихся или взрывоопасных материалов запрещается.
9.12. При работе на высоте сварщик-полуавтоматчик должен до начала работ надежно закрепить подающий механизм полуавтомата на балке, ригеле или конструкции.
9.13. Сварочные работы, связанные с повышенной опасностью и производимые в стесненных условиях, должны выполняться при наличии оформленного допуска-наряда.
9.14. До начала работ и при переходе на другое рабочее место электросварщик должен получить у руководителя работ, в соответствии с настоящими Указаниями, инструктаж по технике безопасности на данном рабочем месте.
9.15. Ответственность за соблюдение правил техники безопасности, а также производственной санитарии возлагается на администрацию монтажных участков и цехов.
10. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПОРОШКОВЫМИ ПРОВОЛОКАМИ
10.1. Краткая характеристика и эталон для сравнения
В 1971-1972 гг. Ленинградский филиал института "Оргэнергострой" совместно с участком № 9 треста "Мосэнергомонтаж" внедрил на строительстве ТЭЦ-22 Мосэнерго сварку порошковыми проволоками ПВС-1Л диаметром 2 мм при монтаже обшивы котла ТПП-210А, ПП-АН3 диаметром 3 мм и ПП-2ДСК диаметром 2,3 мм, при укрупнении колонн каркаса того же котла с помощью портативных сварочных полуавтоматов, модернизированных для этих целей институтом.
На основании результатов этого внедрения можно сделать вывод, что эффективный высокопроизводительный способ сварки открытой дугой порошковой проволокой (метод СОдПП) найдет широкое применение при изготовлении и монтаже металлоконструкций, KBО и нестандартного оборудования как в условиях строительно-монтажных площадок вновь строящихся и расширяющихся ТЭС, так и в заводских условиях. В последнем случае наиболее эффективным является способ полуавтоматической сварки порошковой проволокой в углекислом газе.
По сравнению с ручной электродуговой сваркой сменная производительность при сварке обшивы котла с помощью полуавтоматов А-1114М порошковой проволокой ПВС-1JI диаметром 2 мм увеличивается более чем в 2 раза и составляет порядка 90 пог. м швов (против 42-43 пог.м при ручной сварке).
Себестоимость 1 кг наплавленного металла при сварке обшивы (табл. 25) составляет при ручной электродуговой сварке электродами МРЗ 1,75 руб., при полуавтоматической сварке порошковой проволокой ПВС-1Л - 1,58 руб.
При сварке металлоконструкций каркаса котла порошковыми проволоками карбонатно-флюоритного типа (ПП-АН3, ПП-2ДСК) при калибре швов более 12 мм производительность труда сварщиков увеличивается более чем в 3 раза, по сравнению с ручной электродуговой сваркой электродами УОНИ 13/55. При этом себестоимость 1 кг наплавленного металла (см. табл. 25) составляет: при ручной электродуговой сварке электродами УОНИ 13/55 - 1,9 руб.; при полуавтоматической сварке порошковой проволокой ПП-2ДСК - 1,22 руб.
Ниже приводится расчет годового экономического эффекта внедрения одного поста полуавтоматической сварки при применении различных марок порошковых проволок.
10.2. Расчет годовой производительности
Годовая производительность (масса наплавленного металла) одного полуавтомата для сварки порошковой проволокой определяется:
![]()
где GH - годовая производительность полуавтомата, кг;
Fс - действительный годовой фонд времени оборудования при двухсменной работе (п. 10.1) равен 2765 ч/гс
tн - время наплавки 1 кг металла шва, ч (см. п. 10.1).
Таблица 25
Расчет стоимости 1 кг наплавленного металла по сравниваемым вариантам
|
№ п.п. |
Показатели |
Сравниваемые варианты |
Обоснование |
||||||||
|
Ручная электродуговая сварка электродами |
Полуавтоматическая сварка открытой дугой порошковыми проволоками |
||||||||||
|
АНО-4 Ø 5 мм |
МР-3 Ø 5 мм. |
УОНИ 13/55 Ø 5 мм. |
ПП-АН1Ø2,8 мм. |
ПП-1ДСК Ø 2,3 мм |
ПВС-1Л Ø 2 мм. |
ПП-АНЗ Ø 3,0 мм |
ПП-2ДСК Ø 2,3 мм. |
в СО2 ПП-АН8 Ø 2,2 мм. |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
1 |
Сварочный ток, А |
230 |
230 |
220 |
350 |
260 |
220 |
400 |
300 |
380 |
Раздел 6 Указаний для полуавтоматической сварки ЕНиР, Сб.22 и Каталог электродов для ручной сварки ИЭС Е.О. им. Патона, Киев |
|
2 |
Напряжение дуга, В |
28 |
25 |
26 |
26 |
25 |
24 |
26 |
28 |
30 |
|
|
3 |
Коэффициент наплавки, г/А·ч |
8,5 |
8,5 |
9,0 |
13,5 |
14,0 |
13,5 |
16 |
18 |
19 |
|
|
4 |
Коэффициент расхода электродного материала |
1,7 |
1,7 |
1,7 |
1,35 |
1,2 |
1,3 |
1,3 |
1,3 |
1,2 |
Паспортные данные |
|
5 |
Коэффициент, учитывающий время горения дуги в объем времени сварки |
0,4 |
0,4 |
0,4 |
0,6 |
0,6 |
0,6 |
0,6 |
0,6 |
0,6 |
Методы определения экономической эффективности внедрения новой техники в сварочное производство. ИЭС им. Е.О. Патона, Киев, 1967 |
|
6 |
КПД сварочного оборудования |
0,85 |
0,85 |
0,54 |
0,85 |
0,65 |
0,65 |
0,65 |
0,65 |
0,65 |
Паспортные данные |
|
7 |
Плановый годовой фонд рабочего времени при 8-часовой продолжительности рабочего дня, ч |
2079 |
2079 |
2079 |
2079 |
207? |
2079 |
2079 |
2079 |
2079 |
Табель-календарь 1972 г. |
|
8 |
Количество рабочих смен сут. |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
|
9 |
Коэффициент, учитывающий потери рабочего времени на плановый ремонт оборудования |
0,95 |
0,95 |
0,95 |
0,95 |
0,95 |
0,95 |
0,95 |
0,95 |
0,95 |
Методы определения экономической эффективности. ИЭС им. Е.О. Патона, Киев, 1967 |
|
10 |
Коэффициент использования планового годового фонда рабочего времени оборудования, учитывающий его просто по технологическим и организационным условиям |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
Методы определения экономической эффективности. ИЭС им. Е.О. Патона, Киев, 1967 |
|
11 |
Действительны годовой фонд времен оборудования при двухсменном режиме работы, ч |
2765 |
2765 |
2765 |
2765 |
2765 |
2765 |
2765 |
2765 |
2765 |
2079×2×0,95×0,7 |
|
12 |
Источники сварочного тока |
ТД-500 |
ТД-500 |
ПСО-500 |
ПСГ-500 |
ПСГ-500 |
ПСГ-500 |
ПСГ-500 |
ПСГ-500 |
ТД-500 |
|
|
13 |
стоимость источника сварочного тока с учетом транспортных и других расходов, руб. |
348 |
348 |
616 |
574 |
574 |
574 |
574 |
574 |
348 |
Номенклатурный справочник «Электросварочное оборудование» 1972-1973 гг. Информэлектро, Москва. (С поправочными коэффициентами: |
|
для трансформаторов - 1,6 |
|||||||||||
|
для преобразователей ПСО-500 - 1,12 |
|||||||||||
|
для преобразователей ПСГ-500 - 1,16.) |
|||||||||||
|
14 |
Полуавтомата для сварки порошковой проволокой |
- |
- |
- |
А-765 |
А-765 |
А-765 |
А-765 |
А-765 |
А-765 |
|
|
15 |
Стоимость сварочных полуавтоматов с учетом транспортных и других расходов, руб. |
- |
- |
- |
716 |
716 |
716 |
716 |
716 |
716 |
Номенклатурный справочник. Информэлектро, М., 1972 (с поправочным коэффициентом, учитывающим транспортные и другие расходы - 1, 12) |
|
16 |
Стоимость 1 кг электродного материала, руб. |
0,275 |
0,273 |
0,285 |
0,487 |
0,611 |
0,700 |
0,595 |
0,611 |
0,493 |
Прейскурант № 01-05 |
|
17 |
Стоимость 1 кг углекислого газа (сжиженного), руб. |
- |
- |
- |
- |
- |
- |
- |
- |
0,1 |
|
|
18 |
Стоимость электроэнергии, руб./кВт-ч |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
0,02 |
Указания по применению единых районных единичных расценок за строительные работы. ЕРЕР-69, М., 1968 |
|
19 |
Тарифный разряд сварщика |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
Тарифно-квалификационный справочник работ и профессии рабочих, занятых в строительстве и на ремонтно-строительных работах, М., 1969 |
|
20 |
Тарифная часовая ставка сварщика, руб. |
0,675 |
0,675 |
0,675 |
0,675 |
0,675 |
0,675 |
0,675 |
0,675 |
0,675 |
ЕНиР. Общая часть. М., 1969 |
|
21 |
Время наплавки 1 кг металла шва, ч |
1,28 |
1,28 |
1,26 |
0,35 |
0,46 |
0,56 |
0,26 |
0,33 |
0,23 |
Методы определения экономической эффективности. ИЭС им. Е.О. Патона, Киев, 1967 |
|
22 |
Основная зарплата сварщика, руб. |
0,864 |
0,864 |
0,850 |
0,236 |
0,31 |
0,378 |
0,176 |
0,223 |
0,155 |
То же |
|
23 |
Дополнительная зарплата сварщика - 10% от основной, руб. |
0,086 |
0,086 |
0,085 |
0,024 |
0,031 |
0,038 |
0,018 |
0,022 |
0,016 |
-"- |
|
24 |
Отчисление на социальное страхование - 7,7% от суммы основной и дополнительной зарплаты, руб. |
0,073 |
0,073 |
0,072 |
0,020 |
0,026 |
0,032 |
0,015 |
0,019 |
0,013 |
-"- |
|
25 |
Затраты на электродные материалы, руб. |
0,468 |
0,464 |
0,485 |
0,657 |
0,733 |
0,910 |
0,774 |
0,794 |
0,592 |
-"- |
|
26 |
Затрат на углекислый газ, руб. |
- |
- |
- |
- |
- |
- |
- |
- |
0,05 |
-"- |
|
27 |
Затраты на электроэнергии, руб. |
0,188 |
0,173 |
0,268 |
0,073 |
0,092 |
0,091 |
0,083 |
0,081 |
0,080 |
-"- |
|
28 |
Амортизационные отчисления (при норме отчислений для марочных трансформаторов 34,2% для сварочных агрегатов 31,2%), руб. |
0,055 |
0,055 |
0,088 |
0,051 |
0,067 |
0,082 |
0,037 |
0,048 |
0,031 |
-"- |
|
29 |
Расходы по текущему обслуживания и ремонту оборудования - 20% его стоимости, руб. |
0,032 |
0,032 |
0,056 |
0,033 |
0,043 |
0,052 |
0,024 |
0,031I |
0,018 |
методы определения экономической эффективности. ИЭС им. Патона, Киев, 1967 |
|
|
Итого стоимость 1 кг наплавленного металла, pyб. |
1,77 |
1,75 |
1,90 |
1,09 |
1,30 |
1,58 |
1,13 |
1,22 |
0,96 |
|
Для различных марок порошковых проводок время наплавки соответственно изменяется, ч:
проволока ПП-АH1 диаметром 2,8 мм - ![]()
то же ПП-1ДСК диаметром 2,3 мм - ![]()
-"- ПВС-1Л диаметром 2,0 мм - ![]()
-"- ППАН3 диаметром 3,0 мм - ![]()
-"- ПП-2ДСК диаметром 2,3 мм - ![]()
-"- ПП-АН8 диаметром 2,2 мм - ![]() .
.
Годовая производительность полуавтомата при сварке указанными выше проволоками соответственно равна, тыс. кг:
![]()
![]()
![]()
![]()
![]()
![]()
10.3. Расчет себестоимости годового объема сварочных работ
Себестоимость годового объема сварочных работ:
С=с·GH ,
где C - себестоимость годового объема сварочных работ, тыс. руб./год;
с - себестоимость 1 кг наплавленного металла, руб. (см. п.10.1).
При ручной электродуговой сварке электродами MP-3 диаметром 5 мм, при сравнении с вариантами их замены проволоками ПП-АН1, ПП-1ДСК и ПВС-1JI, себестоимость годового объема работ составляет соответственно, тыс. руб.:
1,75×7,9 = 13,8
1,75×6,0 = 10,2
1,75×5,0 = 8,8.
Себестоимость годового объема работ при сварке порошковыми проволоками ПП-АН1, ПП-1ДСК и ПВС-1JI соответственно равна, тыс. руб.
1,09×7,9 = 8,6
1,30×6,0 = 7,8
1,58×5,0 = 7,9.
Себестоимость годового объема работ, выполняемых ручной электродуговой сваркой электродами УОНИ 13/55 диаметром 5 мм при сравнении с вариантами их замены проволоками ПП-АН3 диаметром 3 мм ПП-2ДСК диаметром 2,3 мм соответственно составляет, тыс. руб.:
1,9×10,6 = 20,6
1,9×8,1 = 16,0.
Себестоимость годового объема работ, выполняемых полуавтоматической сваркой порошковыми проволоками ПП-АН3 и ПП-2ДСК, соответственно равна, тыс. руб.:
1,13×10,6 = 12,0
1,22×8,4 = 10,8.
Себестоимость годового объема работ, выполняемых ручной электродуговой сваркой электродами АНО-4 диаметром 5 мм, при сравнении с вариантом их замены проволокой ПП-АН8 диаметром 2,2 мм составляет, тыс. руб.:
1,77×12,0-21,2.
Себестоимость годового объема работ, выполняемых полуавтоматической сваркой порошковой проволокой ПП-АН8, равна, тыс. руб.:
0,96×12,0-11,5.
10.4. Расчет капитальных вложений
Количество постов на рассчитываемый годовой объем всех способов сварки определяется
![]()
При ручной электродуговой сварке электродами МР-3 количество постов равно:
при сравнении о проволоке ПП-АН1
![]()
при сравнении с проволокой ПП-1ДСК
![]()
при сравнении с проволокой ПВС-1Л
![]()
при сравнении с проволокой ПBC-1Л
![]()
Капитальные затраты при ручной сварке (см. п. 10.1) электродами МP-3 соответственно равны, руб.:
348×4 =1392;
348×3 = 1044;
348×3 = 1044.
При ручной электродуговой сварке электродами УОНИ 13/55 количество постов равно:
при сравнении с проволокой ПП-АНЗ
![]()
при сравнении с проволокой ПП-2ДСК
![]()
Капитальные затраты при ручной сварке (см. п. 10.1) электродами УОНИ 13/55 соответственно равны, руб.:
616×5 = 3080;
616×4 = 2464.
При ручной электродуговой сварке электродами АНО-4 количество постов, при сравнении с проволокой ПП-АН8, равно:
![]()
Капитальные затраты при ручной сварке электродами АНО-4 (см. п. 10.1) составляют, руб.:
348×6 = 2088.
Капитальные вложения при полуавтоматической сварке порошковыми проволоками в расчете на 1 пост составляют, руб.:
а) при применении порошковых проволок ПП-АН1, ПП-1ДСК, ПВС-1Л, ПП-2ДСК и ПП-АН3, руб.;
574+716 = 1290;
б) при применении порошковой проволоки ПП-АН8, руб.:
348+716 = 1064.
10.5. Расчет годового экономического эффекта
Годовой экономический эффект внедрения сварки порошковыми проволоками взамен ручной электродуговой сварки в расчете на 1 пост определяется:
Э = (С1-С2)±Ен(К2-К1),
где Э - годовой экономический аффект, тыс. руб.;
С1 иС2 - годовые текучие затраты по сравниваемым вариантам;
К1 и К2 - капитальные вложения по сравниваемым вариантам;
Ен - нормативный коэффициент эффективности,
Ен принимается равным 0,12.
Годовой экономический эффект, получаемый в результате внедрения полуавтоматической сварки различными порошковыми проволоками в расчете на 1 пост, составляет, тыс. руб.:
а) при сварке проволокой ПП-АН1 диаметром 2,8 мм, заменяющей электроды МР-8 диаметром 5 мм
Э1 = (13,8-8,6)-0,12(1,29-1,39) = 5,2;
б) при сварке проволокой ПП-1ДСК диаметром 2,3 мм, заменяющей электроды МР-3 диаметром 5 мм
Э2 = (10,2-7,8)-0,12(1,29-1,04) = 2,4;
в) при сварке проволокой ПВС1Л диаметром 2,0 мм, заменяющей электроды МР-3 диаметром 5 мм
Э3 = (8,8-7,9)-0,12(1,29-1,04) = 0,9;
г) при сварке проволокой ПП-АН8 диаметром 3,0 мм, заменяющей электроды УОНИ 13/55 диаметром 5 мм
Э4 = (20,6-12,0)+0,12(3,08-1,29) = 8,8;
д) при сварке проволокой ПП-2ДСК диаметром 2,3 мм, заменяющей электроды УОНИ 13/55 диаметром 5 мм
Э5 = (16,0-10,3)+0,12(2,46-1,29) = 5,8;
е) при сварке проволокой ПП-АН8 диаметром 2,2 мм, заменяющей электроды АНО-4 диаметром 5 мм
Э6 = (21,2-11,5)+0,12(2,09-1,06) = 9,8.
Приложение 1
Химический состав и механические свойства металла шва и сварного соединения,
выполненного промышленными марками порошковых проволок.
|
№ п/п |
Марка проволоки |
Марка стали |
Толщина свариваемого металла, мм. |
Содержание элементов, % |
Предел прочности, кг/мм2 |
Относительное удлинение, % |
Ударная вязкость, кгс. м/см2 при t°C |
Угол загиба, град. |
|||||||
|
С не более |
Mn |
Si |
S |
Р |
N |
||||||||||
|
Не более |
|||||||||||||||
|
1 |
ПП-АН1 |
Ст.3 |
5-20 |
0,10 |
0,6-0,8 |
0,15 |
0,035 |
0,035 |
0,04 |
46 |
18 |
8 |
- |
- |
120 |
|
2 |
ПП-1ДСК |
Ст.3 |
≥3 |
0,12 |
0,6-1,0 |
0,10-0,16 |
0,035 |
0,035 |
0,04 |
46 |
18 |
8 |
- |
- |
120 |
|
3 |
ПВС-1Л |
Ст.3 |
≥2 |
0,06-0,12 |
0,5-0,9 |
0,05-0,14 |
0,03 |
0,03 |
- |
45-52 |
18-24 |
8-13 |
5-10 |
- |
- |
|
4 |
ПВС-3 |
Ст.3 |
≥3 |
0,08-0,12 |
0,5-0,7 |
0,05-0,08 |
0,04 |
0,04 |
- |
50 |
18 |
8 |
- |
- |
160 |
|
5 |
ПП-АН3 |
09Г2 |
≥5 |
0,07-0,12 |
0,7-1,3 |
0,2-0,45 |
0,03 |
0,03 |
0,03 |
59,1 |
27,6 |
19,0 |
9,4 |
- |
150 |
|
|
|
14Г2 |
≥5 |
0,07-0,12 |
0,7-1,3 |
0,2-0,45 |
0,03 |
0,03 |
0,03 |
56,0 |
28,7 |
26,6 |
12,0 |
- |
150 |
|
6 |
ПП-АН7 |
10ХСНД |
≥3 |
0,06-0,13 |
0,7-1,3 |
0,2-0,5 |
0,03 |
0,03 |
0,03 |
54,0 |
28,0 |
17,0 |
8,9 |
- |
- |
|
7 |
ПП-2ДСК |
09Г2 |
≥3 |
0,14 |
0,7-0,9 |
0,12-0,25 |
0,03 |
0,03 |
- |
50,0 |
20,0 |
18,0 |
10,3 |
5,2 |
150 |
|
8 |
ЭПС-15/2 |
16ГС |
≥5 |
0,08-0,10 |
0,05-0,85 |
0,07-0,15 |
0,022-0,028 |
0,018-0,03 |
- |
52-58 |
22-26 |
14-18 |
9,7 |
- |
- |
|
9 |
ПП-АН4 |
09Г2 |
≥4 |
0,07-0,10 |
0,8-1,3 |
0,2-0,5 |
0,03 |
003 |
0,008 |
50,8 |
28,3 |
17,2 |
14,1 |
11,2 |
150 |
|
|
|
МСт.3сп. |
≥4 |
0,07-0,10 |
0,8-1,3 |
0,2-0,5 |
0,03 |
0,03 |
0,008 |
53,2-57,3 |
28,4-23,5 |
18,1 |
14,2 |
12,9 |
150 |
|
10 |
ПП-АН8 |
10Г2С1 |
≥4 |
0,04-0,06 |
0,7-1,1 |
0,17 |
0,03 |
0,03 |
0,008 |
56,2 |
28,7 |
19,0 |
11,8 |
11,7 |
180 |
|
|
|
Ст.3сп |
≥4 |
0,04-0,06 |
0,7-1,1 |
0,24 |
0,03 |
0,03 |
0,008 |
51,2 |
29,3 |
15,1 |
11,8 |
5,8 |
180 |
|
11 |
ПП-АН9 |
10Г2С1 |
≥4 |
0,7-0,12 |
0,9-1,6 |
0,25-0,45 |
0,03 |
0,03 |
0,011 |
56,8 |
29,7 |
20,4 |
13,2 |
10,8 |
180 |
|
12 |
ПП-АН10 |
10ХСНД |
≥4 |
0,04-0,06 |
0,7-1,1 |
0,24 |
0,03 |
0,03 |
0,008 |
57,2 |
27,8 |
17,6 |
12,2 |
9,9 |
180 |
Приложение 2
Форма журнала по эксплуатации сварочного оборудования
|
№ п/п |
Наименование оборудования |
Установлен и подключен на объекте |
Движение сварочного оборудования в эксплуатации |
Отметки о проведенных ремонтах и доработках |
Отметки рекламационного характера |
|||||||||
|
тип |
Дата выпуска |
Дата |
Присвоен инв. № |
Фамилия и подпись ответственного за подключение |
Фамилия и подпись принявшего оборудование |
Проведенные работы |
Основания для проведения работ |
Фамилия лица проводившего работы |
Подпись заполнившего журнал |
|||||
|
Число смен до отключения |
Причина отключения |
Дата |
Наименование |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. К журналу прилагаются паспорта, описания и электрические схемы сварочного оборудования.
Приложение 3
Схема автоматической и полуавтоматической сварки порошковой проволокой.
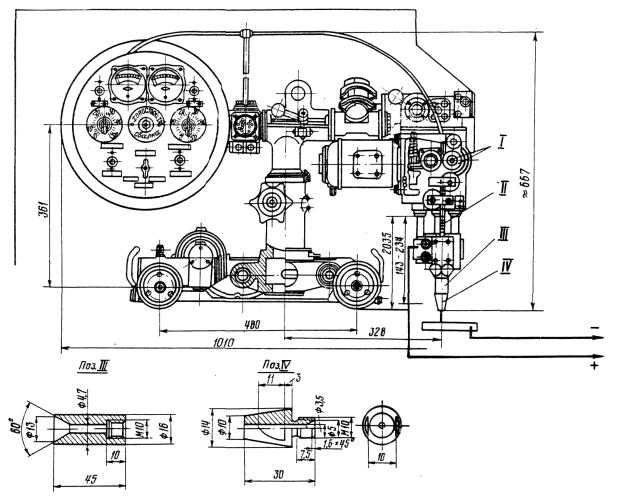
К ПСГ - 500
ВС - 500
ВС - 600
общий вид автомата АДС-1000-2, модернизированного для сварки порошковой проволокой.
I - падающие ролики; II - направляющий канал; III - вкладыш; IV - наконечник; V - кассета.
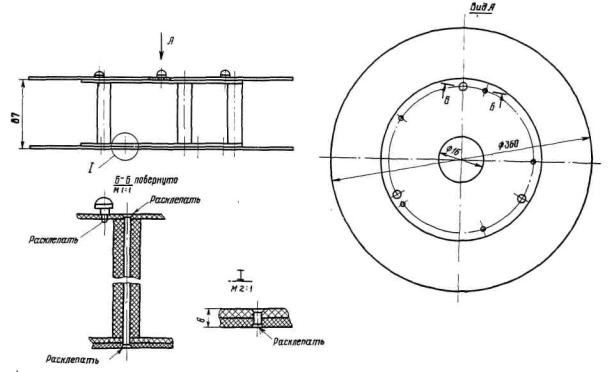
V - Кассета (к АДС-1000-2)
|
|
Модуль |
m |
1,0 |
|
Число зубьев |
z |
3,6 |
|
|
Исходный контур |
|
ГОСТ 13755-68 |
|
|
Степень точности во ГОСТ 1643-56 |
- |
Ст7-х |
|
|
Диаметр делительной окружности |
dд |
50 |
|
|
Толщине зуба по дуге делительной окружности |
sd |
2,35 |
|
|
Диаметр окружности выступов |
De |
52 |
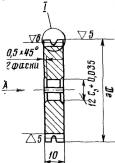

I - падающий ролик (к АДС-1000-2)
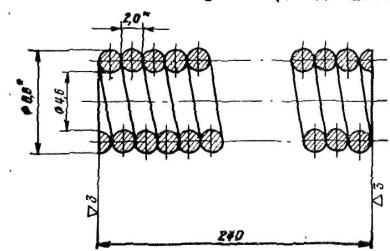
длина развернутой проволоки - 2250 мм.
II - Направляющий канал (к АДС-1000-2)
Приложение 4
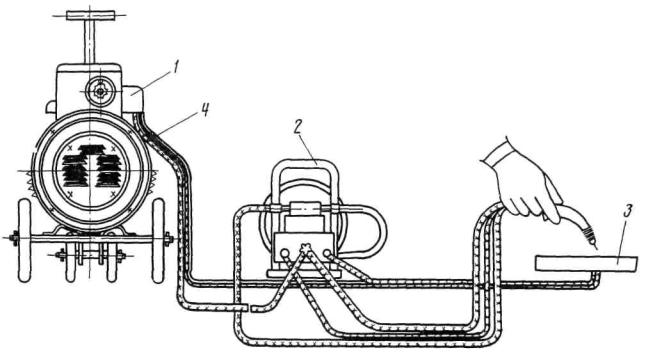
Общая схема поста для полуавтоматической сварки
I - сварочный преобразователь; 2 - сварочный полуавтомат; 3 - свариваемое изделие; 4 - сварочный провод КРПН сечением 50 мм2, l - 50 м.
Приложение 5
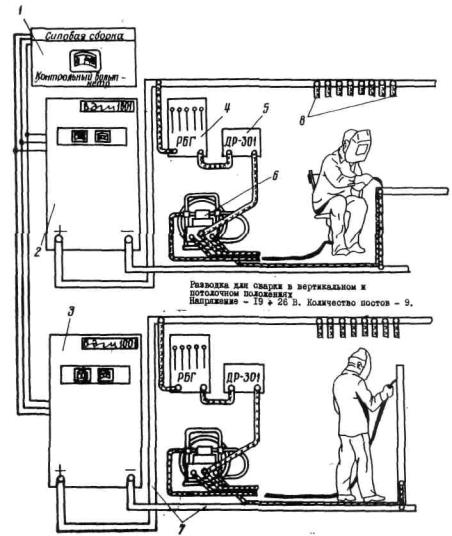
Схема многопостовой полуавтоматической сварки порошковой проволокой
1 - силовая сборка; 2 - ВДГМ 1601 - выпрямитель многопостовой сварочный; 3 - ВДГМ 1001 - выпрямитель многопостовой сварочный; 4 - РБГ - реостат балластный; 5 - ДP-301 - дроссель разделительный; 6 - A-1114M - сварочный полуавтомат модернизированный для сварки порошковой проволокой: 7 - шина алюминиевая сечением 210-250 мм2; 8 - кабель марки КРПТ ГОСТ 13497-68 сечением 35-50 мм2.
Приложение 6
Схема переоборудованного преобразователя ПСО-500 на жесткую характеристику
Для осуществления перемонтажа (рис. 1, а) необходимо выполнить следующее: от полюсовых щеток генератора после измерительного пунта, необходимо сделать вывод на доску зажимов генератора и присоединить его к болту с обозначением (+), считая его впредь болтом для подключения одного из проводов при работе с жесткое характеристикой (целесообразно сделать об этом пометку на доске зажимов генератора). Перемычку на доске зажимов, служившую для включения генератора на режим 300 А или 500 А, изъять. Болты с обозначением 300 и 500 впредь использовать для включения одного из проводов во время работы преобразователя только в режиме с падающей характеристикой со сварочным током до 300 и 500 к соответственно. Болт с обозначением (-) является общим минусом генератора для обоих вариантов и предусматривается для подключения второго провода при использовании преобразователя как в режиме с жесткой, так и с падающей характеристиками.
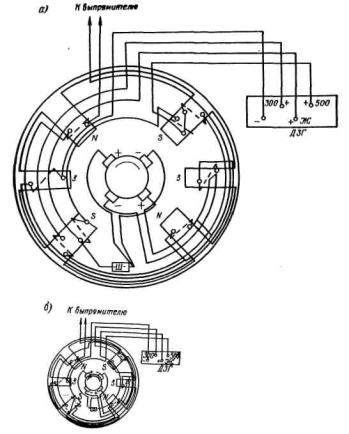
Рис. 1. Схема переоборудованного преобразователя ПСО-500 на жесткую характеристику
а - схема генератора с падающей и жесткой характеристиками (I вариант); б - схема генератора с падающей и жесткой характеристиками (2 вариант)
Дальнейшие работы по изменению внутреннего монтажа схемы генератора должны производиться в соответствии со схемой (см. рис. 1,а). При этом необходимо тщательно следить за сохранением полярности полюсов всей последовательной цепи генератора в соответствии с исходной схемой (рис. 2). Независимую обмотку возбуждения необходимо оставить без изменения. Внутренний монтаж генератора может быть произведен, если это окажется более удобным для потребителя; а по варианту, изображенному на рис. 1,б. Получаемые при этом внешние характеристики (рис. 2) удовлетворяют требованиям, предъявляемым к источникам для сварки в среде защитных газов по жесткости характеристик, и обеспечивают качественную сварку.
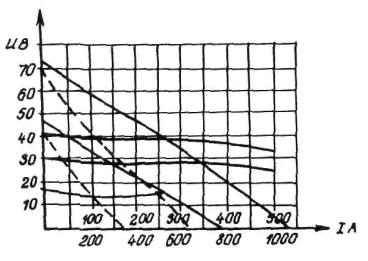
рис. 2. Внешние характеристики генератора с падающей и жесткой характеристиками.
Если требуется сделать внешнюю характеристику абсолютно горизонтальной или слегка возрастающей, рекомендуется сдвинуть траверсу с щетками (предварительно отвернув стопорный болт) в направлении против вращения генератора на несколько миллиметров и затем завернуть стопорный болт.
Для работы в режиме с жесткой характеристикой в цепь обмотки возбуждения (с существующим реостатом) последовательно необходимо включить добавочное сопротивление порядка 60 Ом, чтобы получить минимальное напряжение 16 В. Работа в режиме с падающей характеристикой требует указанное добавочное сопротивление вывести или зашунтировать.
Целесообразность вышеуказанных переделок для расширения возможности использования преобразователя ПСО-500 у потребителей очевидна; при этом как источник с падающей характеристикой он сохраняет все свои исходные данные, имеющиеся до переделки. Таким образом, предлагаемая переделка преобразователя предусматривает использовать его не только для ручной электродуговой, автоматической и полуавтоматической сварки под слоем флюса, а также, при переключении на жесткую характеристику, дает возможность применить его в качестве источника для однопостовой полуавтоматической и автоматической сварки в среде защитных газов и порошковой проволокой.
Приложение 7
Форма журнала контроля технологии сборки и сварки
Организация, выполнившая работы______________________________________
Объект строительства _________________________________________________
|
Дата выполнения работ |
Наименование основного металла и № сертификата |
Подготовка под сварку |
№ сертификата присадочных материалов и марки материалов |
Род тока и полярность |
Атмосферные условия при сварке (t, воздуха, осадки, скорость ветра) на монтажной площадке |
Фамилия и инициалы сварщика, № удостоверения и клеймо |
Результаты использования образцов. Обнаруженные дефекты. |
Фамилия и инициалы ответственного за сварочные работа |
Подпись сварщика |
Замечания по контролю рентгено- и гамма-скопии |
|||
|
Величина зазора, мм. |
Смещение кромок, мм. |
Отмети о приемке и сдаче узла под сварку |
|||||||||||
|
подпись |
|||||||||||||
|
сдал |
принял |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Руководитель сварочных работ
Контрольный мастер
Примечание. К журналу прилагаются чертеж, формуляры технологии сборки, инвентарные карты на сварку.
Приложение 8
Хранение электродов и порошковой проволоки в
специальном складе - раздаточной
Рис. 1. Склад - раздаточная для хранения сварочных материалов
Риc. 2. Складирование сварочных материалов
Рис. 3. Электропечи для прокалки
Рис. 4. Шкафы-термостаты
Примечание 9
ПРОТОКОЛ
заседания постоянно действующей комиссии______________________________________________________
наименование предприятия (организации)
по аттестации, произведенной в соответствии с Правилами аттестации сварщиков
от «___» ____________________197___ г.
|
№ пп |
Фамилия имя отчество сварщика |
Год рождения |
Образование |
Стаж работы по сварке |
Клеймо присвоенное сварщику при проверке |
Способ сварки |
Материалы образцов |
Сварочные материалы |
Положение шва при сварке |
Режим предварительного и сопутствующего подогрева |
|||||
|
Пластина, труба или др. |
Марка металла |
Толщина, мм, диаметр, мм. |
Предел прочности по ТУ или ГОСТу кгс/мм2 |
Электрод или присадочная проволока, марка и тип |
Марка флюса |
Защитный газ |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
Режим термообработки |
Результаты испытания сварных образцов |
Другие методы испытания |
Оценка практической проверки (отлично, хорошо, удовлетворительно) |
Оценка теоретических знаний (отлично, хорошо, удовлетворительно) |
Заключение комиссии (указать работы, к выполнению которых допускается сварщик) |
|||||
|
Внешний осмотр и измерение |
Физические исследования |
Металлографические исследования |
Предел прочности, кгс/мм2 (место разрыва) |
Угол загиба, град. |
Ударная вязкость кгс·м/см2 |
|||||
|
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
Председатель комиссии _____________________________________________(подпись)
Члены комиссии:
1. ____________________________ (подпись)
(должность)
2. ____________________________ (подпись)
3. ____________________________ (подпись)
ЛИТЕРАТУРА
Гудков С.И. Механические свойства стали при низких температурах, М., "Металлургия", 1967.
Гололобов Б.А., Николаев К.Г, Трещины при сварке корпусных сталей; Л., "Судостроение", 1969.
Инструкция по сварке порошковой проволокой марки ЭПС-15. МСН 148-67 ММСС СССР. М., 1967.
Мельников Н.П., Зелятров В.Н. Выбор сталей для строительных металлических конструкций. М., Стройиздат, 1967.
Походня И.К., Суптель A.М., Шлепаков В.Н. Сварка порошковой проволокой. Киев, "Наукова Думка", 1972.
Порошковая проволока ПП-AH10 для сварки в углекислом газе. Информационное письмо № 38 (697) 1971 г., ИЭС им. Е.О. Патона, Киев.
Технологическая инструкция по сварке порошковой проволокой ПП-АН9. ИЭС им. Е.О. Патона, Киев, 1971.
Указания по сварке порошковыми проволоками ПП-1ДСК, ПП-2ДСК, ПП-АН3 и ПП-АН4, Минмонтажспецстрой УССР, Киев, 1968.
Технологическая инструкция по применению порошковых проволок для сварки металлоконструкций. ВИСП, Минстанкопром СССР. Киев, 1969.
Технологические указания по выполнению полуавтоматической сварки порошковой проволокой ПВС-1Л. ЛИВТ МРФ РСФСР. Л.,1971.
Технологическая инструкция по сварке порошковой проволокой ПП-АН8. ИЭС им. Е.О. Патона, Киев, 1970.
ГОСТ 380-71 - Сталь углеродистая обыкновенного качества.
ГОСТ 5058-65 - Сталь низколегированная конструкционная. Марки и общетехнические требования.
ГОСТ 5520-69 - Сталь листовая углеродистая и низколегированная для котлостроения и сосудов, работающих под давлением. Технические требования.
ГОСТ 6996-66 - Сварные соединения. Методы определения механических свойств.
ГОСТ 14771-69 - Швы сварных соединений. Электродуговая сварка в защитных газах. Основные типы и конструктивные элементы.
ГОСТ 9467-60 - Электроды металлические для дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
СНиП II-В.3-62 - Стальные конструкции. Нормы проектирования. Правила аттестации сварщиков. М., "Металлургия", 1971.
Порошковая проволока с внутренней защитой для механизированной марки ПП-АН1. ТУ № 13-66. ИЭС им. Е.О. Патона.
Порошковая проволока с внутренней защитой для механизированной сварки марки ПП-АН3. ТУ № 24-66. ИЭС им. Е.О. Патона.
Порошковая проволока для механизированной сварки в среде углекислого газа марки ПП-АН4.ВТУ № 29-66. ИЭС им. Е.О. Патона.
Порошковая проволока с внутренней защитой для механизированной сварки марки ПП-АН7. ТУ № 60-68. ИЭС им. Е.О. Патона.
Порошковая проволока ПП-АН8 для механизированной сварки в углекислом газе. ЧМТУ-4-353-71.
Порошковая проволока ПП-АН9 для механизированной сварки в углекислом газе. ТУ (МЧМ) УССР 14-4-198-72.
Проволока порошковая ПВС-1Л. МРФ РСФСР ТУ212-986-3-71.
Порошковая проволока марки ЭПС15/2. ТУ647-65 ГМСС СССР.
Технические характеристики порошковой проволоки ПВС-3, информационное письмо ВНИИСТ № 2589-13ЛС от 23 мая 1972 г.
|
|