|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
OCT 26.260.758-2003
СТАНДАРТ ОТРАСЛИ
КОНСТРУКЦИИ
МЕТАЛЛИЧЕСКИЕ
Общие технические требования
Дата введения 2003-09-01
Предисловие
1 РАЗРАБОТАН Дочерним открытым акционерным обществом «Центральное конструкторское бюро нефтеаппаратуры» (ДОАО ЦКБН) ОАО "ГАЗПРОМ"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Техническим комитетом 260 «Оборудование химическое и нефтеперерабатывающее»
3 ВЗАМЕН ОСТ 26-02-758-79
Содержание
1 Область применения
Настоящий стандарт распространяется на конструкции металлические технологического оборудования, применяемого в газовой, нефтяной и смежных отраслях промышленности, а именно:
- блочно-комплектного (рамы, опоры трубопроводов, площадки обслуживания, лестницы, ограждения и т.д.),
- печей трубчатых и огневых подогревателей прямого нагрева (трубы дымовые, газоходы, воздуховоды, камеры радиации, камеры конвекции, переходники, площадки обслуживания, лестницы и т.п.),
- а также на трубы дымовые огневых подогревателей с промежуточным теплоносителем и огневых испарителей.
Настоящий стандарт устанавливает общие технические требования к проектированию, материалу, изготовлению, приёмке конструкций металлических.
Конструкции металлические предназначены для эксплуатации в условиях макроклиматических районов с температурой воздуха наиболее холодной пятидневки не ниже минус 60°С.
Настоящий стандарт не распространяется на лестницы и площадки, не входящие в комплект поставки блочно-комплектного оборудования, печей трубчатых и подогревателей огневых, и изготавливаемые потребителем или монтажной организацией.
2 Нормативные ссылки
2.1 В настоящем стандарте использованы ссылки на нормативные документы, приведенные в приложении А.
3 Определения
3.1 В настоящем стандарте даны определения, приведённые в приложении Б.
4 Требования к проектированию
4.1 Общие требования
4.1.1 Конструкции металлические (в дальнейшем металлоконструкции) должны рассчитываться на прочность с учетом всех нагрузок, возникающих при монтаже и эксплуатации, расчётных температур.
Конструкции площадок обслуживающих, переходных площадок, лестниц (маршевых, тоннельного типа стремянок, переносных раздвижных стремянок), ограждений, переходных мостиков должны обеспечивать удобство эксплуатации, безопасность обслуживающего персонала и отвечать требованиям: РД 08-200
4.1.2 При проектировании металлоконструкций, следует выполнять условие:
- сопрягаемые поверхности деталей (ребер жесткости, связей, балок и т.п.), в том числе и из профильного проката, должны иметь конфигурацию проката в местах приварки с допустимым зазором под сварку ( по приложению В);
- форма и размеры рёбер жёсткости, и размещение отверстий под болты в прокатных профилях должны выполняться согласно приложению В.
4.1.3 При проектировании металлоконструкций следует учесть:
- транспортабельные для перевозки железнодорожным транспортом металлоконструкции должны поставляться в полностью собранном виде;
нетранспортабельные должны поставляться максимально укрупненными поставочными частями.
Деление нетранспортабельных металлоконструкций на поставочные части предприятие-изготовитель производит в полном соответствии с требованиями конструкторской документации и должно отвечать следующим требованиям:
- сохранять при погрузочно-разгрузочных работах и транспортировании проектные геометрические размеры и форму;
- иметь детали для строповки при разгрузке, погрузке, укрупнённой сборке на монтаже, а также быть укомплектовано деталями для закрепления конструкций в проектном положении
4.1.4 В конструкторской документации металлоконструкций следует указывать места расположения монтажных сварных соединений.
При этом монтажные сварные соединения должны располагаться в местах, удобных для проведения сварочных работ и контроля качества.
4.1.5 При проектировании укрупнённых сборочных единиц металлоконструкций должны быть предусмотрены необходимые временные элементы для их усиления (жёсткости).
4.1.6 Все изменения конструкторской документации, в которых возникает необходимость при изготовлении, монтаже и эксплуатации металлоконструкций, должны осуществляться организациями - разработчиками указанной документации в установленном порядке.
4.2 Требования к проектированию металлоконструкций блока
4.2.1 Проектирование и расчёт металлоконструкций блока, то есть площадок обслуживания, переходных площадок, лестниц (маршевых, стремянок, тоннельного типа, переносных лестниц-стремянок), ограждений, переходных мостиков, рам, опор трубопроводов, следует выполнять в соответствии с требованиями: ГОСТ 12.2.044, ГОСТ 12.2.062, ГОСТ 23120, РД 24.031.17, РД 26-18-7, СНиП 2.01.07, СНиП 3.03.01, СНиП II-23, СНиП 21-01, настоящего стандарта и действующей нормативной документации.
Конструкции рам, опор, обслуживающих и грузовых площадок, лестниц должны рассчитывать на все нагрузки, возникающие при монтаже и эксплуатации.
4.2.2 Металлоконструкции должны обеспечивать удобное обслуживание (осмотр, ремонт, демонтаж) блочно-комплектного оборудования.
Количество площадок обслуживания и их габариты должны быть минимальными.
4.2.3 Площадки обслуживания расположенные на высоте более 750 мм должны иметь ограждение высотой 1250 мм с продольными планками, расположенными на расстоянии не более 400 мм друг от друга, а также борт по низу из листовой стали высотой не менее 150 мм, образующий с настилом зазор для стока жидкости не более 10 мм.
4.2.4 Расстояние между стойками ограждения должно быть не более 2000 мм.
4.2.5 Ширина рабочего прохода на площадках обслуживания должна быть не менее 500 мм.
По всей высоте лестниц (маршевых, стремянок) должны быть переходные площадки, установленные на расстоянии не более 6 000 мм одна от другой.
Ширина переходных площадок должна быть не менее ширины лестниц. Вход на переходную площадку должен быть смещён относительно выхода с неё.
4.2.6 Площадки обслуживания должны оборудоваться лестницами. При этом:
- площадки, расположенные на высоте до 750 мм, следует оборудовать ступенями;
- если к устройствам блочно-комплектного оборудования при эксплуатации требуется доступ каждую смену, то площадки расположенные на высоте более 750 мм, следует оборудовать маршевыми лестницами с ограждениями;
- если доступ к люкам необходим при ремонте или освидетельствовании аппаратов, и к задвижкам через большие промежутки времени, а также для обслуживания аппаратов колонного типа, допускается площадки, расположенные на высоте более 750 мм, оборудовать стремянками.
- при расстоянии между площадками более 2000 мм необходимо предусмотреть крепление стремянок к аппарату косынками толщиной не менее 8 мм.
4.2.7 Маршевые лестницы должны иметь уклон не более 60° к горизонтали. Ширина маршевых лестниц должна быть не менее 650 мм, рекомендуемая величина 700 мм.
4.2.8 Расстояние между ступенями по высоте маршевых лестниц должно быть не более 250 мм. Ступени должны иметь уклон вовнутрь 2-5°.
С обеих сторон ступени должны иметь боковые планки или бортовую обшивку высотой не менее 150 мм, исключающие возможность проскальзывания ног человека.
Лестницы с двух сторон должны быть оборудованы ограждениями высотой 1000 мм.
4.2.9 Лестницы-стремянки, как правило, должны располагаться вертикально или иметь уклон не менее 75° к горизонтали.
Ширина лестниц-стремянок должна быть не менее 600 мм.
4.2.10 Лестницы-стремянки (тоннельного типа), начиная с высоты 2100 мм от пола или переходной площадки, должны иметь ограждения в виде дуг радиусом 350-400 мм.
Расстояние от самой удалённой точки дуги до ступеней должно быть в пределах 700-800 мм.
Дуги следует располагать на расстоянии не более 800 мм, одна от другой и соединять их не менее, чем тремя продольными полосами. При этом концы полос не должны выступать за пределы крайних дуг.
4.2.11 При выходе на площадки тетивы стремянок, служащие поручнями, и предохранительные дуги должны заканчиваться на высоте ограждения площадки.
4.2.12 Расстояние между ступенями по высоте лестниц-стремянок и лестниц тоннельного типа должно быть не более 350 мм.
4.2.13 Площадки (обслуживания, переходные), рамы и ступени маршевых лестниц должны иметь металлический настил с поверхностью, исключающей возможность скольжения.
Настил должен быть выполнен из просечно-вытяжного листа марки ПВ 506 по ТУ 36.26.11-5.
Для площадок, располагаемых в помещении, допускается настил выполнять из рифлёного листа по ГОСТ 8568.
4.2.14 Вырезы в настиле площадок обслуживания из просечно-вытяжного листа под люки, штуцеры, трубопроводы и т.п. должны быть обрамлены для скрытия острых краёв уголком 50´50´5 из стали Ст3пс.
4.2.15 Ступени из просечно-вытяжного листа по переднему обрезу должны быть обрамлены уголком 50´50´5 из стали Ст3пс.
4.2.16 Площадки, лестницы и ограждения должны выдерживать следующие нагрузки:
- площадки обслуживания - 408 кгс/м2;
- лестницы (маршевые и стремянки) - не более 250 кг;
- ограждения - боковую нагрузку 31 кгс/м2.
На площадки допускается передавать равномерно распределённую нагрузку от обвязочных трубопроводов 75 кгс/м2.
4.2.17 Прямоугольные площадки длиной более 3600 мм должны устанавливать на трёх кронштейнах.
4.2.18 Подкладной лист под опору (кронштейн) должен иметь форму прямоугольника с размерами на 120 мм больше размера опоры.
4.2.19 Сборку секторных площадок с опорами следует производить с помощью болтового соединения.
На монтаже после сборки, секторные площадки должны быть приварены к опорам секторных площадок катетом сварного шва не менее 4 мм, а также между собой с помощью листов размером 150 мм ´ 100 мм. Необходимость приварки площадок следует отразить в технических требованиях чертежа.
Настил площадок секторных, примыкающих к аппарату, приваривается на монтаже после приварки площадок к опорам.
4.2.20 В местах прохода людей над трубопроводами, расположенными над поверхностью площадки или пола, должны быть устроены переходные мостики шириной не менее 600 мм.
Мостики с двух сторон должны иметь лестницы с ограждениями. Требования к настилу и ограждению мостиков те же, что и для площадок.
4.2.21 В местах примыкания головки болта или гайки к наклонным плоскостям (швеллеры и др.) ставятся косые шайбы по ГОСТ 10906 или специальные планки.
4.2.22 Для периодического обслуживания оборудования, расположенного в блок-боксах, допускается применение переносных раздвижных лестниц- стремянок, изготовленных в искробезопасном исполнении. Лестницы-стремянки должны иметь устройства, исключающее их самопроизвольное раздвигание. Переносные лестницы-стремянки должны включаться в комплект поставки блок-боксов.
4.2.23 Опоры трубопроводов блоков должны быть рассчитаны на вертикальные нагрузки от массы трубопровода с транспортируемой средой и изоляции, а также на нагрузки, возникающие при термическом расширении трубопровода. Проектирование опор трубопроводов следует выполнять с учётом требований ГОСТ 22130.
4.2.24 Опоры трубопроводов блоков транспортирующих сероводородные среды должны проектироваться, как правило, хомутовые. Применение приварных опор к трубопроводу не допускается.
4.3. Требования к проектированию металлоконструкций печей, подогревателей огневых
4.3.1 При проектировании и расчете металлоконструкций печей трубчатых (камер радиации, камер конвекции, переходников, трубы дымовой, стоек-опор и т.д.) и подогревателей огневых необходимо руководствоваться следующей документацией: ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 14249, СНиП II-23 и настоящего стандарта.
4.3.2 Подогреватели огневые, печи должны быть снабжены люками или гляделками (смотровыми окнами), штуцерами и т.п., обеспечивающими осмотр, очистку, безопасность работ, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль. Для крышек люков массой более 20кг в технической документации должны быть предусмотрены приспособления: для их открывания и закрывания, а также предохраняющие от сдвига.
4.3.3 При проектировании камер конвекции и радиации следует учитывать требования ремонтопригодности и при необходимости должны быть предусмотрены съёмные щиты, люки-лазы и т.п.
4.3.4 Проектирование лестниц, площадок обслуживания, стремянок, ограждений и т.п. металлоконструкций печи следует выполнять в соответствии с требованиями п.4.2.1.
4.3.5 Проектирование и расчёт конструкции футеровки промышленных печей, тепловых агрегатов следует выполнять в соответствии с требованиями «Инструкции по проектированию футеровок промышленных печей из огнеупорных волокнистых материалов» ВСН 429, «Руководство по возведению тепловых агрегатов из жаростойкого бетона» и другой нормативной документации, утверждённой в установленном порядке.
4.3.6 Конструкции и размеры деталей крепления футеровки (анкеров) определяют на основе теплотехнического расчёта температур для установившегося теплового потока при заданной проектом температуре рабочего пространства.
4.3.7 Конструкция и длина металлических деталей крепления футеровки (анкеров), зависит от максимально допустимой температуры их нагрева, толщины и материала футеровок, типа футеровки, способов монтажа футеровок.
Для крепления огнеупорной, волокнистой футеровки к металлическому корпусу печи следует применять скрытые металлические анкеры в виде штырей. Крепление футеровки выполняется при помощи шайб приваренных к штырям.
Армирующими элементами бетонной футеровки служат Y-образные шпильки, изготовленные из полосы шириной 15 мм.
Шпильки и анкеры приваривают к корпусу печи. Марки электродов приведены в приложении Д.
5 Требования к материалам
5.1 Общие требования
5.1.1 Материалы, применяемые для изготовления металлоконструкций, должны обеспечивать их надёжную работу в течение расчётного срока службы с учётом заданных условий эксплуатации и влияния температуры окружающего воздуха.
Выбор основных и сварочных материалов производится по обязательному Приложению Г и Д.
5.1.2 При выборе материала используемого в металлоконструкциях необходимо учитывать температуру воздуха наиболее холодной пятидневки района установки, согласно СНиП 23-01 при этом категория углеродистых и низколегированных сталей должна быть не ниже рекомендуемых в приложении Г, сварочных материалов - в приложении Д.
5.1.3 На предприятии-изготовителе металлоконструкций материалы до запуска в производство должны приниматься техническим контролем При этом проверяется: соответствие материалов требованиям чертежа, настоящего стандарта и стандартов на материалы
5.1.4 По химическому составу и механическим свойствам материалы должны удовлетворять требованиям государственных стандартов, технических условий.
5.1.5 Качество и свойства основных и сварочных материалов, поступающих на предприятие-изготовитель металлоконструкций должны быть подтверждены сертификатами заводов-поставщиков.
5.1.6 При неполноте или отсутствии сертификатных данных применение материалов допускается только после проведения предприятием-изготовителем металлоконструкций необходимых испытаний и исследований, подтверждающих полное соответствие материалов требованиям стандартов или технических условий.
5.2 Основные материалы
5.2.1 Материалы для деталей, привариваемых к корпусам сосудов и аппаратов выбираются по ОСТ 26 291.
5.2.2 Допускается применять профили гнутые по ГОСТ 11474 из тех же материалов и с теми же требованиями, что и сталь фасонных профилей по таблице приложения Г.
5.2.3 Допускается взамен листов ГОСТ 14637 применять стальную полосу по ГОСТ 535 из тех же материалов с той же толщиной.
5.2.4 При заказе следует оговаривать содержание мышьяка не более 0,08% в сталях марки Ст3 (кп, пс, сп всех категорий) по ГОСТ 380 и стали марок 09Г2 и 09Г2С по ГОСТ 19281 всех категорий.
5.2.5 В случае применения листового проката по ГОСТ 14637, ГОСТ 16523, сортового проката ГОСТ 535 из стали марки Ст3 всех степеней раскисления, для проката сталей марок 09Г2С, 09Г2 по ГОСТ 19281 (всех категорий), предназначенного для сварных металлоконструкций в документации необходимо указывать требование по свариваемости.
5.2.6 Для элементов крепления продуктовых змеевиков следует применять лист из стали марки 20Х23Н13; 20Х23Н18 по ГОСТ 5582.
Максимальная температура применения сталей вышеуказанных марок не выше 1000°С для всех климатических районов.
Для деталей крепления футеровок следует применять круг из стали марки 15X28, 15Х5М, 08X13 по ГОСТ 5949, лист из стали марки 15X28, 15Х5М, 08X13 по ГОСТ 5582.
При выборе марки стали, для деталей крепления футеровок, следует учитывать возможность свариваемости, изготовления и условия эксплуатации.
5.3 Сварочные материалы
5.3.1 Сварочные материалы (покрытые электроды для ручной дуговой сварки), предусмотренные ГОСТ 9467, ГОСТ 10052 должны обеспечивать механические свойства металла шва и наплавленного металла в соответствии с требованиями этих стандартов.
5.3.2 Механические свойства металла шва и наплавленного металла, выполненного другими способами сварки, принятыми в данном стандарте, должны быть, не менее указанных в таблице 1.
5.3.3 При сварке соединений из сталей разных структурных классов, а именно, кронштейнов из стали марок 20Х23Н18 и 20Х23Н13, 15Х5М, 08X13 деталей крепления футеровки из стали марки 15X28, 15Х5М, 08X13 с обечайками или деталями печи из углеродистой или марганцовистой и марганцево-кремнистой стали следует применять сварочные материалы по ГОСТ 10052.
Сварочные материалы для сварки сталей разнородных структурных классов приведены в приложении Д
Таблица 1 Механические свойства металла шва и наплавленного металла
|
Механические свойства металла шва или наплавленного металла |
Для углеродистых сталей марок Ст3сп, Ст3пс, Ст3кп, |
Для низколегированных сталей марок 09Г2С, 09Г2, 10Г2, 16ГС |
Для жаропрочных сталей марок 20Х23Н18, 20Х23Н13 и т.п. |
|
Временное сопротивление разрыву, МПа (кгс/см2) |
Не ниже нижнего значения временного сопротивления разрыву основного металла по стандарту для стали данной марки |
||
|
Относительное удлинение %, не менее |
18 |
По стандарту или техническим условиям на сварочный материал или не менее 18 при отсутствии в стандарте данной характеристики |
|
|
Ударная вязкость KCU, Дж/см2 (кгс.м/см2), не менее
|
|
|
|
|
а) при температуре 20°С; |
50 (5,0) |
70 (7,0) |
|
|
б) при температуре ниже минус 20°С до минус 60°С. |
30 (3,0) |
- |
|
|
Примечание. 1. Испытание на ударную вязкость при отрицательных температурах производиться в том случае, когда рабочая отрицательная температура ниже минус 20°С |
|||
6. Требования к изготовлению
6.1 Общие требования
6.1.1 Металлоконструкции должны изготавливаться в соответствии с требованиями настоящего стандарта по конструкторской и производственно-технологической документации, утверждённой в установленном порядке и быть технологичными, надёжными в течение предусмотренного срока службы, обеспечивать безопасность при эксплуатации.
6.1.2 Предельные отклонения размеров, если в чертежах или нормативной документации не указанны более жёсткие требования, должны быть:
для деталей
металлоконструкций - для отверстий - по H14, для валов - по h14; остальных - по ![]() ;
;
для сборочных
единиц металлоконструкций - для отверстий - по H16, для валов - по h16; остальных - по ![]() по ГОСТ
25347, ГОСТ
26179.
по ГОСТ
25347, ГОСТ
26179.
6.1.3 Неуказанные предельные отклонения на угловые размеры элементов металлоконструкций и их деталей должны выполняться 16-й степени точности по ГОСТ 8908.
6.1.4 Детали и сборочные единицы металлоконструкций должны иметь указанную на чертеже маркировку, позволяющую идентифицировать их в процессе изготовления.
Маркировка деталей и сборочных единиц выполняется краской или мелом.
6.1.5 Маркировка наносится на поверхность детали или на бирке и должна содержать:
- обозначение чертежа;
- марку материала;
- клеймо технического контроля.
На деталях расчётных элементов металлоконструкций, по указанию в проектной документации, следует наносить маркировку с обязательным указанием номера плавки металла.
Маркировка сборочной единицы металлоконструкций должна содержать:
- обозначение по чертежу;
- клеймо технического контроля.
Способ нанесения, шрифт маркировки выполняется согласно требованию документации предприятия-изготовителя, если нет других указаний на чертеже.
6.2 Требования к правке, гибке и разметке металлопроката
6.2.1 Заготовка из листового и профильного проката с отклонениями по кривизне, превышающими отклонения, предусмотренные соответствующими стандартами, должна быть выправлена.
Правка заготовок из проката должна производиться способом, не ухудшающим качество металла.
Запрещается правка проката путем наплавки дуговой сваркой.
6.2.2 Предельные допустимые значения прогибов проката после правки в холодном состоянии приведены в таблице 2.
Допускается правка стали местным нагревом пламени газовых горелок, при этом температура зоны нагрева не должна превышать 800°С для горячекатанных и нормализованных сталей, а для термически улучшенных сталей - 700°С.
Охлаждение проката после правки должно производиться на воздухе, с соблюдением требований п.6.2.4.
Таблица 2 Допустимые нормы деформации проката в холодном состоянии
|
Прокатная сталь |
Эскиз сечения |
Значения R и f относительно |
При гибке |
При правке |
||
|
Радиус кривизны R, не менее |
Стрела прогиба f, не более |
Радиус кривизны R, не менее |
Стрела прогиба f, не более |
|||
|
Листовая и полосовая |
|
Х-Х |
25S |
|
50S |
|
|
Широкополосная и полосовая |
Y-Y |
- |
- |
- |
|
|
|
Угловая |
|
Х-Х |
45b1 |
|
90b1 |
|
|
Y-Y |
45b2 |
|
90b2 |
|
||
|
Швеллеры |
|
Х-Х |
25h |
|
50h |
|
|
Y-Y |
45b |
|
90b |
|
||
|
Балки двутавровые |
|
Х-Х |
25h |
|
50h |
|
|
Y-Y |
25b |
|
50b |
|
||
|
Трубы |
|
Х-Х Y-Y |
30d |
- |
60d |
|
|
Примечания 1 L - длина вогнутой части; S - толщина листа (полосы); b, b1, b2 - ширина; h - высота; а - сторона; d - диаметр. 2 Формулы для определения стрелы прогиба f при правке и гибке действительны при длине хорды, не превышающей 1,5R 3 L - длина отрезка элемента с прогибом одного знака. |
||||||





6.2.3 Для универсальной и полосовой стали при стреле прогиба, вдвое превышающей указанную в таблице 2, разрешается правка проката нагревом выпуклой стороны кромки пламенем газовой горелки, согласно требованию п.6.2.2.
Допускается ручная правка при изготовлении мелких деталей в небольшом количестве, а также при отсутствии необходимых средств механизации.
6.2.4 Скорость охлаждения деталей после окончания горячей правки и гибки, должна исключать коробление, закалку, остаточные напряжения, надрывы, трещины. Интенсивное охлаждение не допускается.
6.2.5 Детали после правки и гибки, не должны иметь трещин и расслоений. Допускаются отдельные вмятины, забоины и другие поверхностные дефекты, глубиной, равной величине минусового допуска на толщину для данного вида проката, предусмотренные соответствующим ГОСТ или ТУ.
6.2.6 При гибке уголка и швеллера, во избежание складок, на полке необходимо делать вырезы.
6.2.7 Гибка деталей из сортового и листового проката в горячем и холодном состоянии должна производиться по технологической документации предприятия-изготовителя механизированным способом, а в отдельных случаях (для мелких деталей) может производиться вручную.
6.2.8 Допускаемые отклонения проката от геометрической формы после правки поступающего на дальнейшие операции, не должны превышать:
- отклонения от плоскости листа, полосы зазор между стальной линейкой длиной 1 м и поверхностью листа – 2 мм, но не более 10 мм на длине свыше 5 м;
- отклонение полосы от прямолинейности на ребро (стрела прогиба) f £ 0,001L, но не более 5мм; (L - длина элемента);
- отклонение от прямолинейности уголка, от плоскости полки (или стенки) швеллера, двутавра по длине f £ 0,001L – 1 мм на 1000 мм, но не более:
- 4 мм для профиля до № 18 на всю длину,
- 6 мм для профиля № 20 и более на всю длину;
- отклонение от перпендикулярности полок уголка не более 0,01b, но не более 2 мм (b -ширина полки уголка);
- винтообразность элемента не более 0,001L от длины, но не более 10 мм.
6.2.9 Допускаемые отклонения радиуса гиба проката от геометрической формы не должны превышать:
- 3 мм (при длине шаблона по дуге 1 м) просвет между шаблоном и поверхностью согнутой в холодную полкой профиля,
- 5 мм тоже для профиля, согнутого в горячую.
6.2.10 При гибке листовых деталей в холодном состоянии внутренние радиусы закругления должны быть не менее указанных в таблице 3.
Допустимое утонение в месте гиба должно быть в пределах 10% от номинальной толщины.
Таблица 3 Минимальные радиусы закругления при гибке листовых деталей
|
Нагрузка, воспринимаемая конструкцией |
Минимальный радиус закругления при толщине листа S, мм |
|
|
для углеродистой стали |
для низколегированной стали |
|
|
Статическая Динамическая |
1,20 S 2,50 S |
1,80 S 3,75 S |
6.2.11 Разметку следует производить по технологии, обеспечивающей необходимую точность работ.
6.2.12 При разметке деталей и сборочных единиц на металлопрокате и изготовлении шаблонов необходимо учитывать припуски на механическую обработку и усадку от сварки.
Размеры припусков на последующую механическую обработку деталей и заготовок, вырезанных кислородной резкой, должны соответствовать требованиям ГОСТ 12169. Учитываемые при разметке припуски на механическую обработку должны указываться в технологической документации. Допускается учитывать усадку сварного шва от сварки в соответствии с рекомендациями таблицы 4.
Таблица 4 Рекомендуемые припуски на усадку от сварки при разметке деталей
|
Назначение припуска |
Характеристика припуска |
Размер припуска, мм |
|
На усадку при сварке |
Стыковые швы: |
|
|
- листовой прокат толщиной, мм |
|
|
|
до 12, |
1,0 |
|
|
14 до 20, |
2,0 |
|
|
- профильный прокат: уголок, швеллер, трубы, балки с высотой стенки, мм: |
|
|
|
400 и менее, |
1,0 |
|
|
более 400 |
1,5 |
|
|
Продольные угловые швы, на |
|
|
|
каждый 1 м шва |
1,0 |
6.3 Требования к резке и обработке кромок проката
6.3.1 Резка фасонного и листового проката должна производиться по технологии, исключающей образование трещин. Ручная газовая резка допускается в отдельных случаях, предусмотренных технологическим процессом.
6.3.2 Кромки деталей из фасонного и листового проката после термической резки следует механически обработать (строгать, фрезеровать, обработать абразивным инструментом).
Механическая обработка производится на глубину не менее 2 мм, обеспечивающую удаление дефектов поверхности после тепловой резки.
Кромки деталей из углеродистых и низколегированных сталей должны быть очищены от грата, шлака, натеков и брызг металла, и не иметь трещин, расслоений, и шероховатостей превышающих 1 мм, а для конструкций, возводимых или эксплуатируемых в районах со средней температурой воздуха холодной пятидневки ниже минус 40°С до минус 60°С шероховатость не должна превышать 0,5 мм.
Шероховатость кромок деталей из теплостойких сталей не должна превышать 0,5 мм.
6.3.3 Кромки и торцы деталей после механической резки не должны иметь трещин; острые кромки и заусенцы должны быть притуплены, кроме кромок подготовленных под сварку. Неровности и заусенцы величиной более 0,5 мм не допускаются, завалы не должны превышать 1 мм. Величина замятого (притуплённого) заусенца не должна превышать величину плюсового допуска на толщину.
6.3.4 Торцы фасонного и листового проката должны быть обрезаны и обработаны в соответствии с требованиями чертежей. При отсутствии таких требований торцы должны быть обрезаны под прямым углом; допускаемое отклонение от перпендикулярности торца А относительно поверхности Б «D» не более 15% от толщины проката «S», но не более 3 мм (рисунок 1).

Рисунок 1. Отклонение торца проката от перпендикулярности
При несоответствии шероховатости поверхности реза требованиям п.п.6.3.2 и 6.3.3 допускается исправлять плавной зачисткой отдельные места и выхваты в количестве не более двух на 1 м длины реза.
Кромки, имеющие выхваты, допускается исправлять заваркой по специальной технологии предприятия-изготовителя с последующей зачисткой мест исправления и визуальным контролем на отсутствие трещин.
При обработке абразивным кругом следы зачистки должны быть направлены вдоль кромок.
6.3.5 Ударные воздействия на углеродистую и низколегированную сталь, а также резка ее на ножницах, продавливание в ней отверстий и другие аналогичные операции при температуре окружающего воздуха ниже минус 25°С не допускаются, как при эксплуатации, так и при изготовлении.
6.3.6 Отклонение размеров деталей от номинальных размеров после механической резки не должны превышать:
а) по длине деталей из уголка, швеллера и двутавра:
- при длине до 4 м ± 2 мм
" свыше 4 до 8 м ± 3 мм
" свыше 8 ± 4 мм;
б) по ширине листа для стенки сварной двутавровой балки - 0 до +2мм;
в) от намеченной линии реза, отдельные неровности:
- для деталей свариваемых встык не более 2мм,
- для деталей, не свариваемых встык до 4 мм на 100 мм длины.
Общая длина неровностей 20% от длины кромки;
г) допуск параллельности реза:
- для деталей свариваемых встык 1 мм на 1000 мм длины, но не более 2 мм при длине до 3000 мм;
- для деталей, не свариваемых встык до 4 мм;
д) допуск прямолинейности кромки после строгания или реза:
- для деталей свариваемых встык не более 2 мм
- для деталей, не свариваемых встык до 4 мм;
6.3.7 Предельные отклонения (±) размеров деталей от номинального (изготовленных из листового и фасонного проката кислородной резкой) не должны превышать отклонения указанные по ГОСТ 12169, ГОСТ 14792.
6.3.8 Разность диагоналей (±) деталей из листа в зависимости от их величины не должна превышать указанной в таблице 5.
Таблица 5 Разность диагоналей деталей из листа
В миллиметрах
|
Технологическая операция при сборке |
Интервалы размеров диагоналей |
||||
|
До 1500 вкл. |
Св.1500 до 2500 вкл. |
Св.2500 до 4500 вкл. |
Св.4500 до 9000 вкл. |
Св.9000 до 15000 вкл. |
|
|
Сварка стыковых соединений и соединений внахлестку |
3 |
5 |
6 |
8 |
10 |
6.4 Требования к сборке металлоконструкций
6.4.1 К сборке металлоконструкций должны допускаться только те элементы и детали, которые отвечают требованиям настоящего стандарта и приняты отделом технического контроля предприятия-изготовителя.
Сборка конструкций может производиться только из выправленных деталей, очищенных от грязи, масла, ржавчины, заусенцев, влаги.
6.4.2 Сборку металлоконструкций следует выполнять по разметке и в приспособлениях (кондукторах, стапелях и стендах). Выбор метода сборки определяет предприятие-изготовитель в зависимости от вида конструкции и требуемой точности.
6.4.3 Методы сборки элементов под сварку должны обеспечивать правильное взаимное расположение сопрягаемых элементов и свободный доступ к выполнению сварочных работ в последовательности, предусмотренной нормативно-технологической документацией.
Закрепление деталей при сборке следует осуществлять прихватками. При выполнении прихваток необходимо соблюдать следующие требования:
- прихватки собираемых деталей в конструкции необходимо располагать только в местах наложения сварных швов;
- катет шва прихваток назначают минимальным в зависимости от толщины соединяемых элементов согласно п. 6.9.8;
- длина сварного шва прихватки должна быть не менее 30 мм, расстояние между прихватками - не более 500 мм, количество прихваток на каждой детали - не менее двух;
- сварочные материалы для прихваток должны обеспечивать качество наплавленного металла, соответствующее качеству металла сварных швов по проектной документации;
- при сборке конструкций большой массы размеры и расстановку прихваток определяет технологическая документация с учётом усилий, возникающих при кантовке и транспортировании.
6.4.4 Не допускается перенос и кантование краном крупногабаритных конструкций и их элементов, собранных только на прихватках, без применения приспособлений, обеспечивающих неизменяемость их формы и исключающих их остаточное деформирование.
Не допускается разрушение прихваток на сборочных единицах изделия при транспортировке и кантовании.
6.4.5 При сборке металлоконструкций допускается подгонка, если сопрягаемые детали находятся в пределах допусков, установленных настоящим стандартом. Методы подгонки должны исключать появление дополнительных напряжений в металле и сварном соединении и повреждать поверхность металла.
6.4.6 Допускается термическую и термомеханическую правку сборочных единиц элементов печей после сварки производить местным нагревом металла до температуры, не превышающей 700°С (во избежании разупрочнения термообработанного проката). Для горячекатанного проката допускается нагрев до 900°С.
Термомеханическую правку сложных форм деформаций сборочных единиц с применением статических нагрузок (пригрузом, домкратами, распорками) следует производить при температуре зон нагрева 650-700°С. При этом остывание металла ниже 600°С не допускается.
6.4.7 При отсутствии в проектной документации указаний о точности изготовления (величине допусков) следует выполнять требования по величинам предельных отклонений, приведённых в таблице 6.
Таблица 6 Предельные отклонения размеров, формы и расположения элементов конструкций
|
Наименование |
Допускаемые отклонения (±), мм |
Эскиз |
|
Сдвиг профилей (Dh; Db) в элементах с накладками |
Dh в пределах допуска на высоту профиля по ГОСТ 8240 или ГОСТ 8239, ГОСТ 26020 Db не более 0,01b, но не более 5 мм |
|
|
Сдвиг профилей (Dh; Db) в элементах стыкуемыми полками профилей |
Dh в пределах допуска на высоту швеллера или балки Db в пределах удвоенного допуска на ширину полки по ГОСТ 8240 или ГОСТ 8239, ГОСТ 26020 |
|
|
Сдвиг профилей (Dh; Db) в элементах стыкуемыми полками профилей |
Dh в пределах допуска на высоту уголка Db в пределах удвоенного допуска на ширину полки по ГОСТ 8509, ГОСТ 8510 |
|
|
Сдвиг профилей (Dh; Db) в элементах стыкуемыми стенками профилей |
Dh в пределах допуска на высоту швеллера Db в пределах удвоенного допуска на ширину полки по ГОСТ 8240 |
|
|
Допуск перпендикулярности полок D относительно стенки в элементах таврового или двутаврового сечения в местах примыкания к сопрягаемым элементам |
0,005b |
|
|
То же, в остальных местах по длине элемента |
0,01b |
|
|
Смещение одной полки относительно другой с в элементах двутаврового сечения |
0,01b |
|
|
Смещение центральной вертикальной оси стенки относительно середины полки |
0,5с |
|
|
Допуск перпендикулярности полок D относительно стенки в элементах углового или коробчатого сечения в местах примыкания к сопрягаемым элементам |
0,01b |
|
|
То же, в остальных местах по длине элемента |
0,02b |
|
|
Допуск плоскостности (грибовидность) полок D элементов тавровых и двутавровых сечений в местах примыкания к сопрягаемым элементам |
0,01b |
|
|
То же, в остальных местах по длине элемента |
0,01b |
|
|
Допуск перпендикулярности кромки D составного сечения относительно полок |
0,01h, но не более 2 |
|
|
Допуск перпендикулярности полок D1 относительно стенок в двух стеночной балке в местах примыкания к сопрягаемым элементам |
0,005h |
|
|
То же, в остальных местах по длине элемента |
0,01b |
|
|
Смещение одной полки относительно другой С |
0,01b |
|
|
Допуск перпендикулярности стенок Dh (при высоте балки h1) |
0,005h |
|
|
Смещение соединительных планок ребер по длине элемента от номинального расположения DL |
10 |
|
|
Допуск перпендикулярности ребра жесткости относительно стенки: Dh: |
|
|
|
при £ 600 мм |
3 |
|
|
при > 600 мм |
0,005h, но не более 10 |
|
|
DL |
2 |
|
|
Смещение осей элементов в решетчатых конструкциях от номинального расположения DL: |
|
|
|
в горизонтальных фермах жёсткости |
10 |
|
|
в других конструкциях |
5 |
|
|
Смещение осей между двумя группами отверстий, расположенных по концам элементов конструкций от их проектного положения D |
1,5 мм при длине детали до 12 м 2 мм при длине свыше12 м |
|
|
Допуск соостности отверстий D по требованию конструкторской документации |
£ 1 мм |
|
|
Отклонение оси поперечной балки относительно осей вертикальных балок D |
2 мм на 1 пог.м длины Н, но не более 5 на всю длину |
|
|
Допуск перпендикулярности торцов относительно продольной оси опоры (плит), балок, стоек: Dа: |
|
|
|
при h £ 300 мм при h > 300 мм Db Dh |
2 0,006а 0,006b 0,006h |
|
|
То же, для фрезерованных поверхостей Dа, Db, Dh |
|
|
|
Смещение опорных кронштейнов (столиков, уголков) вдоль оси опоры, стоек от их номинального положения DН: |
|
|
|
при H1 £ 10 и Н2 £ 10 |
3 |
|
|
при 10 < H1 £ 20 и 10 < Н2 £ 20 |
4 |
|
|
при H1 > 20 и Н2 > 20 |
7 |
|
|
Допуск перпендикулярности опорных кронштейнов (столиков, уголков) относительно продольной оси Dс и Dк |
2 |
|
|
Отклонение оси колонны от вертикали в верхнем сечении (D): |
|
|
|
при h £ 6 м |
8 |
|
|
свыше 6 м |
10 |
|
|
Допуск параллельности ребра кронштейна относительно продольной оси Dm |
2 |
|
|
Допуск плоскостности плит при установке: |
|
|
|
на бетон |
5 |
|
|
на металлоконструкцию (указывается в чертежах) |
2 |
|
|
Допуск прямолинейности (винтообразность) цельных или составных сварных элементов (балок, стоек), измеряемая по отвесу, D: |
|
|
|
при h £ 3 м |
0,001L, но не более 10 |
|
|
при h > 3 м |
0,0012L, но не более 12 |
|
|
Допуск плоскостности (выпучивание) стенки сплошной балки при высоте стенки h: |
|
|
|
с ребрами |
0,006h |
|
|
без ребер |
0,003h |
|
|
Допуск перпендикулярности торцов свободно лежащих балок относительно продольной оси |
10 |
|
|
Допуск перпендикулярности торцов закрепленных балок относительно продольной оси |
2 |
|
|
Допуск прямолинейности (стрела прогиба) элемента (балки, стойки,) f: |
|
|
|
при h > 300 мм |
0,0013L, но не более 15 на всю длину |
|
|
при h £ 300 мм |
0,002L, но не более 20 |
|
|
Допускаемые отклонения длины элемента (балки, стойки) DL |
|
|
|
Допускаемые отклонения высоты сечения элемента (балки, колонны, стойки) Dh: |
|
|
|
h £ 600 |
0,005h |
|
|
h > 600 |
0,003h, но не более 5 |
|
|
Примечания 1 Все измерения винтообразности и перпендикулярности производятся относительно одного из торцов, принимаемого за базу после его проверки. 2 Указанная величина винтообразности распространяется также на изделия их прокатных профилей и листов, сечения которых приведены в таблицах, а также конструкции, приведенные в таблицах и на другие аналогичные конструкции. 3 Измерение выпучивания стенки производится с помощью линейки длиной 1000 мм. |
||

















6.4.8 Сборка металлоконструкций печи должна производиться на стеллажах или на специальных стендах, выверенных в горизонтальной плоскости без завалов и повышений. Расстояние между опорными элементами стеллажа должно быть в пределах длины опирающегося на них элемента и определяться производственной документацией.
6.4.9 Перед подачей металлоконструкций на сварку следует произвести контроль качества сборки и при необходимости исправить имеющиеся дефекты.
6.4.10 Сверление или рассверливание монтажных отверстий должно производиться после окончания сварки элементов.
Рассверливание отверстий при общей сборке следует производить после окончания сборки и проверки всех размеров.
6.4.11 Отверстия в конструкциях под болт должны выполняться по чертежам в соответствии с требованиями ГОСТ 11284. Размещение отверстий, под болт, в прокатных профилях рекомендуется выполнять согласно приложению В.
6.4.12 Предельные смещения центров отверстий устанавливают в проектной документации из условия собираемости металлоконструкций на монтаже. Смещение (±) осей отверстий от номинального расположения не должно превышать указанного в таблице 6.
6.4.13 При сборке элементов металлоконструкций на болтовых соединениях должны выполняться следующие требования:
- гайки и головки болтов должны плотно соприкасаться с плоскостями элементов конструкций и шайб без перекосов. Под гайки и головки постоянных болтов должны обязательно ставиться круглые шайбы по ГОСТ 11371, но не более двух под гайку;
- на наклонные плоскости (швеллеры и др.) должны ставиться косые шайбы по ГОСТ 10906 или специальные планки;
- длина болтов должна обеспечивать превышение резьбовой части над гайкой не менее 1,5 шага резьбы;
- гайки или головки болтов должны располагаться с одной стороны соединения.
6.4.14 Закрепление резьбовых соединений от самоотвинчивания должно осуществляться в соответствии с указаниями техдокументации.
Зазоры (плотность стяжки) между поверхностями деталей не должен превышать 0,3 мм.
6.4.15 Поверхности конструкций элементов печей, подлежащие футеровке (бетонированию) должны очищаться от окалины и ржавчины до чистого металла шлифовальными машинками на предприятии-изготовителе. Если футеровка производится на монтаже, то окончательная очистка должна быть выполнена непосредственно перед бетонированием.
6.5 Предельные отклонения размеров и форм рам технологических блоков и площадок
6.5.1 При сборке рам, площадок должны соблюдаться требования по точности изготовления. Предельные отклонения размеров рам, площадок от номинальных, отклонения формы и расположения поверхностей рам, площадок от проектных устанавливаются следующие:
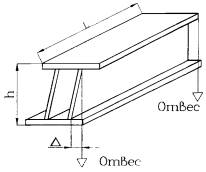
а) в рамах П-образного типа (рисунок 2) разность «Dh» по высоте «Н» стоек не более 15 мм;
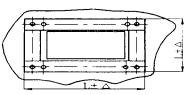
б) в рамах, площадках замкнутого типа (рисунок 3) разность диагоналей (D1-D) не более 15 мм;

Рисунок 2. Отклонение размеров по высоте рамы, площадки

Рисунок 3. Отклонение размеров диагоналей рамы
6.5.2 Допускается смещение осей или рисок монтажных отверстий в опорных элементах рамы от проектных, но не более 2 мм.
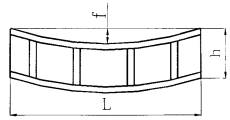
6.5.3 Допускаемое отклонение рамы, площадки от прямолинейности (стрела прогиба) рамы f - ± 0,003L мм, но не более ± 10 мм (рисунок 4).

Рисунок 4 Отклонение рамы от прямолинейности (стрела прогиба)
6.5.4 Предельные отклонения размеров рам и прямоугольных площадок обслуживания (помостов) устанавливаются следующие:
- по длине DL = ± 2 мм на 1 пог. м., а при длине площадки больше 5 м - не более ±10 мм;
- по ширине Db = ± 5 мм (рисунок 5);

Рисунок 5 Допустимые отклонения рамы, площадки (помоста) по габаритным размерам
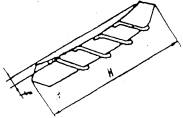
- допустимые отклонения расположения поверхности рамы, площадок обслуживания (помостов) от горизонтальной плоскости (винтообразность, коробление) не более 3 мм на 1 пог.м., но не более 10 мм;
- допуск параллельности (разность В1-В2) боковых сторон рамы, площадки (помоста) в пределах допуска на ширину, но не более ±5 мм (рисунок 6);

Рисунок 6 Допускаемые отклонения от параллельности боковых сторон рамы, площадки
- допуск перпендикулярности торца рамы, площадки (помоста) относительно боковой поверхности D1 не более ±3 мм (рисунок 7)

Рисунок 7 Отклонение от перпендикулярности торца рамы, площадки (помоста) относительно боковой поверхности
6.5.5 Допустимое отклонение от плоскости настила (отдельные выпучены или впадины) при стыковке обшивочных листов не более 10 мм, при этом они не должны располагаться по ходу обслуживающего персонала;
- перекос углов между основанием конструкции и обшивочными листами в соответствии п.6.5.1 (б);
- допуск параллельности настила относительно элементов рамы, площадки (помоста) разность l-l0 - не более 5 мм (рисунок 8);

Рисунок 8 Отклонение от параллельности настила относительно элементов рамы, площадки (помоста)
6.6 Предельные отклонения размеров лестниц и ограждений
6.6.1 При изготовлении лестниц и ограждений предельные отклонения линейных размеров деталей и сборочных единиц от номинальных, отклонения формы и расположения поверхностей от проектных не должны превышать приведённые в таблице 7.
6.6.2. Предельное отклонение от прямолинейности (стрела прогиба) ограждения по длине лестничного марша, площадки:
до 1000 мм вкл. 0,8 мм
св. 1000 мм до 1600 вкл. 1,3 мм
" 1600 " 2500 " 2,0 мм
" 2500 " 4000 " 3,0 мм
" 4000 " 8000 " 5,0 мм
6.6.3 Предельное отклонение расстояния между стойками ограждения лестниц и площадок должно быть не более ± 2,0 мм.
Таблица 7 Предельные отклонения размеров и формы сборочных единиц и деталей лестниц и ограждений
|
Наименование |
Предельные отклонения (±), мм |
Эскиз |
|
Допуск на длину DL: лестницы, ограждения лестницы и площадки |
2 на 1 пог.м , но не более 4 |
|
|
Допуск на ширину лестницы: DB на высоту ограждения лестницы и площадки: DH |
2 |
|
|
Допуск на разность диагоналей не более |
4 |
|
|
Допуск прямолинейности (стрела прогиба) f |
2 на 1 пог. м длины, но не более 5 при длине свыше |
|
|
Допуск на расположение ступеней: |
5 м |
|
|
DL |
0,002 L, но не более 5 |
|
|
Dh |
3 |
|
|
Допуск прямолинейности (стрела прогиба) тетивы лестницы f |
|
|
|
При Н < 3 м |
2 на 1 м длины |
|
|
При 3 £ Н <4 м |
10 |
|
|
При Н ³ 4 < 8 м |
15 |
|
|
Допуски на длину и ширину ступени: |
|
|
|
DB |
2 |
|
|
Dа |
5 |
|
|
Допуск на параллельность плоскости ступение относительно горизонтальной плоскости D |
3 примечание 1 |
|


Примечание:
1. Изготовление и монтаж лестниц должно обеспечить их проектное положение, исключающее образование обратного уклона ступеней более 1°.
2. Предельное отклонение расстояния между центрами отверстий в опорных планках лестницы - ± 1,6 мм.
3. Предельное отклонение расстояния между рёбрами жёсткости в косуорах маршевых лестниц - ± 2 мм.
6.7 Предельные отклонения размеров и формы кронштейнов
6.7.1 Предельные отклонения размеров от номинального, отклонение формы и расположения поверхностей сборочных единиц и деталей кронштейнов не должны превышать, указанных в таблице 8.
Таблица 8 Предельные отклонения размеров и формы сборочных единиц и деталей кронштейнов
|
Наименование |
Предельные отклонения (±), мм |
Эскиз |
|
Предельные отклонения на длину и высоту кронштейна: |
|
|
|
DL Dh
|
0,005L 0,01h |
|
|
Предельные отклонения от перпендикулярности торца кронштейна и смещение подкоса от вертикали: D |
0,5Dh |
|
|
Допуск плоскостности: выпучивание стенки |
0,01h |
|
|
винтообразность плоскости стенки |
0,01h |
|
|
Отклонение от перпендикулярности полки к стенке кронштейна |
0,03b, где b - ширина полки |
|
|
Предельные отклонения на длину и высоту кронштейна: |
|
|
|
DL |
+10 -5 |
|
|
Dh |
±10 |
|
|
Отклонение торца кронштейна от номинального положения: D |
±3 |

6.8 Дополнительные требования к изготовлению металлических конструкций печи трубчатой и подогревателя огневого
6.8.1 Требования к изготовлению: корпуса (обечаек), перехода, дымовой трубы
6.8.1.1 На листах, принятых к изготовлению обечаек, должна быть сохранена маркировка предприятия-поставщика металла. В тех случаях, когда лист разрезается на части, на каждой из них должна быть нанесена маркировка, заверенная клеймом технического контроля. В маркировке указывается: № плавки; марка стали.
6.8.1.2 Обечайки диаметром до 1000 мм должны изготавливаться не более, чем с двумя продольными швами. Наименьшее расстояние между продольными швами (вставка) должно быть не менее 200 мм. Наименьшая длина одной из обечаек должна быть не менее 300 мм.
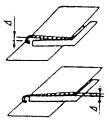
6.8.1.3 Допускается изготовление обечаек путем вальцовки карт, сваренных в плоском состоянии из нескольких листов (рисунок 9 а, б).
В обечайках, свальцованных из карт, сварные швы должны быть параллельны образующей. Ширина листов между швами назначается предприятием-изготовителем, исходя из условий экономного раскроя.
В смежных листах допускается наличие поперечных швов при условии, что эти швы будут смещены относительно друг друга на величину трехкратной толщины, но не менее, чем на 100 мм между осями швов.
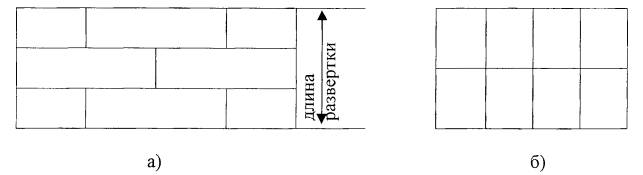
Рисунок 9. Развертка обечаек
6.8.1.4 При сборке обечаек труб дымовых под ручную сварку продольные швы смежных обечаек должны быть смещены на величину не менее 50 мм (между осями швов). При сборке обечаек внахлестку допускается располагать продольные швы на одной образующей.
Допускается не смещать продольные швы смежных обечаек относительно друг друга, если эти швы выполняются автоматической сваркой, а места пересечения швов контролируют согласно требованию п.8.5.2.
6.8.1.5 При изготовлении конической обечайки (переходника, трубы дымовой) из сварной заготовки, продольные швы должны располагаться по образующей конуса, а кольцевые швы - параллельно основанию конуса, при этом должны быть выдержаны требования п.6.8.1.4 для труб дымовых и п.6.8.1.3 для переходника. Допускается располагать сварной шов по винтовой линии.
Утонение толщины стенки конического переходника, изготавливаемого штамповкой, в зоне отбортовки должно быть не более 15% от исходной толщины заготовки. Отклонения высоты цилиндрической части переходника допускается не более +10 мм и –5 мм.
6.8.1.6 Отклонение в длине развертки окружности взаимно стыкуемых обечаек должно обеспечивать выполнение требований по уводу (угловатости) кромок в стыковых сварных соединениях согласно п.6.9.16.6.
Замер длины развёртки производится с двух концов заготовки обечайки.
6.8.1.7 Выпуклость кольцевых и продольных швов на внутренней поверхности корпуса должно быть зачищено в местах, где оно мешает установке внутренних устройств.
Если у деталей внутренних устройств делают местную выемку в местах примыкания к сварному шву, выпуклость сварного шва не снимают.
6.8.1.8 После сборки и сварки обечайки (камеры радиации, дымовой трубы, переходника) должны удовлетворять следующим требованиям:
отклонение по длине обечайки не должно превышать 0,3% от номинальной длины, но не более ±75 мм;
допускаемое отклонение по длине дымовой трубы от проектной длины не должно превышать ±100 мм, если нет специальных указаний в чертежах;
допуск прямолинейности не должен выходить за пределы 2 мм на длине 1 м, но не более 20 мм при длине до 10 м, и не более 30 мм при длине свыше 10 м;
допуск овальности в любом сечении не должен превышать 1,5% номинального внутреннего (наружного) диаметра обечайки при отношении толщины обечайки к внутреннему диаметру не более 0,01;
допуск перпендикулярности торца «А» обечайки к её образующей 1 мм на 1 м диаметра, но не более 3 мм при диаметре свыше 3 м (рисунок 10);

Рисунок 10 Отклонение от перпендикулярности торца А
6.8.1.9 Смещение осей отверстий штуцеров, люк-лазов, гляделок, от номинального расположения в обечайках должно быть не более ± 10 мм.
6.8.1.10 На всех обечайках, составляющих изделие, должна быть маркировка, указывающая их порядковый номер и обозначение изделия.
Маркировка ставится на наружной стороне обечаек.
Готовые обечайки должны иметь клеймо технического контроля.
6.8.1.11 При установке штуцеров и люков:
позиционное отклонение (в радиусном измерение) осей штуцеров и люков допускается не более ±10 мм;
отклонение диаметров отверстий под штуцера и люки должны быть в пределах зазоров, допускаемых для сварных соединений по конструкторской документации;
оси отверстий для болтов и шпилек фланцев не должны совпадать с главными осями корпуса и должны располагаться симметрично относительно этих осей при этом отклонение от симметричности допускается не более ±5 мм;
отклонение по высоте (вылету) штуцеров допускается не более ±5 мм;
после приварки штуцеров, люков, бобышек отклонение от плоскостности уплотнительной поверхности фланца (штуцера, люка) допускается не более 1 мм на 100мм наружного диаметра фланца.
При приварке бобышек, патрубков штуцеров и люков, а также внешних и внутренних устройств расстояние между краем шва корпуса и краем шва приварки детали должно быть не менее толщины стенки корпуса, но не менее 20 мм.
6.8.2 Предельные отклонения размеров конструкций коробчатого сечения (камеры конвекции) печи
6.8.2.1 Конструкции коробчатого сечения (камера конвекции) печи следует изготавливать по кондукторам (приспособлениям), обеспечивающим правильность формы и размеров, плотное соприкосновение элементов, а также совпадение отверстий в монтажных болтовых соединениях.
6.8.2.2 Предельные отклонения размеров и формы в конструкциях коробчатого сечения (рис.11) не должны превышать указанных в таблице 9.

Рисунок 11 Отклонения размеров конструкций коробчатого сечения
Таблица 9 Предельные отклонения размеров конструкций коробчатых сечений
|
Наименование отклонений |
Предельные отклонения |
|
Допуск параллельности а кромок щитов: по рис.11 а по рис.11 б |
2 мм 4 мм |
|
Допуск прямолинейности d: по рис.11 а по рис.11 б |
1 мм на 1 пог.м., но не более 2 мм 1 мм на 1 пог.м., но не более 5 мм |
|
Разность по ширине щита В – B1 по рис. 11 а по рис. 11 б |
2 мм 5 мм |
|
Разность диагоналей короба Д – Д1 по рис. 11 а и 11 б |
не более 10 |
|
Отклонение от прямолинейности f (прогиб, кривизна) по длине L по рис.12 |
не более 20 мм |

Рисунок 12.Отклонение от прямолинейности конструкции коробчатого сечения
6.8.2.3 Предельные отклонения размеров, формы и расположения поверхностей элементов конструкций металлических коробчатого сечения не указанные в таблицах 6, 9 определяются требованиями чертежа.
6.8.3 Предельные отклонения размеров панелей и обшивки камеры конвекции печи
6.8.3.1 При изготовлении панелей, сборки обшивочных листов с каркасом камеры конвекции печи устанавливаются следующие предельные отклонения конструкции и обшивки:
- по длине и ширине не более ±5 мм;
- смещение внутренних деталей конструкции (фасонных профилей, ребер жесткости, раскосов и т.п.) от номинального положения - не более ±5 мм;
- перекос углов между основанием конструкции и обшивкой не должен выводить лист за пределы основания конструкции.
6.8.3.2 Правильность геометрической формы элементов камеры конвекции должна отвечать следующим требованиям;
- общее отклонение от проектной плоскости (прогиб, коробление) обшивочных листов, приваренных по контуру не более ±5 мм, при этом местные выпучины или впадины - не более ±5 мм;
- линии пересечения плоскостей должны быть прямыми на всю длину без кривизны и переломов. При натяжении струны максимальное отклонение отдельных точек не должно превышать 5 мм.
6.8.3.3 Обшивка должна привариваться к конструкции камеры конвекции по всему контуру. При образовании щели между обшивкой и конструкцией или между листами обшивки необходимо наложить лист на щель и заварить.
6.9 Требования к сварке и сварным соединениям
6.9.1 Металлоконструкции в зависимости от размеров и конструкции могут быть изготовлены с применением всех видов промышленной сварки. Применение газовой сварки допускается в случаях, оговоренных чертежом.
6.9.2 Сварку металлоконструкций печей, рам, и т.п. следует производить в соответствии с требованиями разработанной и контролируемой нормативно-технической документацией, которая должна обеспечивать требуемые геометрические размеры швов и механические свойства сварных соединений.
6.9.3 Прихватку и сварку металлоконструкций должны выполнять электросварщики, прошедшие аттестацию на право выполнения сварочных работ в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» ПБ 03-273, и имеющие «Удостоверение сварщика» установленной формы, в котором указаны квалификация сварщика и характер работ, к которым он допущен. Сварщики допускаются к выполнению соответствующих сварочных работ, которые указаны в их удостоверениях.
Каждому сварщику должно быть выдано личное клеймо с регистрацией его в журнале ОТК (приложение К).
6.9.4 Прихватка свариваемых узлов и деталей должна производиться с применением сварочных материалов, указанных в приложении Д, и в соответствии с требованиями п.6.4.3.
6.9.5 Способы подготовки кромок свариваемых деталей должны исключать механические повреждения кромок и возникновение зон термического влияния, снижающих регламентированные свойства сварных соединений.
Зазор, смещение и конструктивные размеры кромок деталей собранных под сварку должны соответствовать требованиям ГОСТ 5264, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 14771, ГОСТ 16037, ГОСТ 23518 или чертежу.
В подготовленных под сварку деталях кромки и прилегающие к ним поверхности должны быть зачищены на ширину не менее 20 мм до чистого металла от грязи, влаги, масла, и прочих загрязнений.
Кромки должны проходить визуальный осмотр для выявления пороков металла. Не допускаются расслоения, закаты, трещины.
6.9.6 При сварке несущих, расчетных элементов конструкций (корпуса печи, дымовой трубы, рамы и т.д.) должны применяться стыковые, угловые и тавровые сварные соединения с полным проплавлением (без конструктивного зазора).
Сварные соединения коллектора слива атмосферных осадков в раме должны обеспечивать герметичность. Контроль на герметичность следует проводить наливом воды. Течи, потения в сварных соединениях и на основном металле не допускаются.
Допускается применять угловые и тавровые швы с конструктивным зазором или приварку прерывистым швом в «шахматном порядке» деталей неответственного назначения (косынки, ребра, и другие), вспомогательных элементов.
Допускается применять нахлесточные сварные швы для приварки укрепляющих колец, настилов и т.д.
6.9.7 Для предотвращения холодных трещин все сварочные работы при изготовлении металлоконструкций рекомендуется производить при положительных температурах окружающего воздуха.
При выполнении сварочных работ на открытой площадке сварщик и место сварки должны быть защищены от непосредственного воздействия дождя, ветра и снега. Температура окружающего воздуха должна быть не ниже указанной в таблице 10.
Таблица 10 Температура окружающего воздуха при сварке металлических конструкций
|
Материалы |
Температура окружающего воздуха при сварке металла толщиной |
|
|
не более 16 мм |
более 16 мм |
|
|
Углеродистые стали марок: Ст3сп5, Ст3пс2, Ст3кп, 20 и т.д. |
Ниже 0°С до минус 20° С сварка без подогрева. |
Ниже 0°С до минус 20°С* сварка с подогревом до 100-200°С |
|
Низколегированные марганцовистые и марганцевокремнистые стали: 09Г2С, 09Г2, 10Г2, 10Г2С1 |
При температуре ниже минус 20°С сварка с подогревом до 100-200°С |
До 0°С сварка без подогрева |
|
Низколегированные хромомолибденовые стали: 15X5, 15Х5М, 08X13 |
Не ниже 0°С |
|
|
Высоколегированные хромоникелевые и хромоникель-молибденовые стали аустенитного класса |
Ниже 0°С до минус 20°С сварка без подогрева.* |
|
|
Примечания: * При температуре ниже минус 20° С сварка не допускается. 1 При температуре ниже указанной сварка с подогревом до 100-200 °С по всей толщине металла на ширине не менее 100 мм по обе стороны соединения. 2 Сварка в среде углекислого газа при отрицательной температуре не применяется. Сварка в среде защитных газов допускается только в специальных обогреваемых укрытиях, в которых для обеспечения надежной защиты сварочной дуги исключается увеличение скорости движения воздуха в зоне сварки более 0,3 м/с, что обеспечивает нормальные условия получения качественных сварных соединений. 3 При сварке разнородных сталей минимальная допустимая температура окружающего воздуха и подогрева устанавливается с учётом свариваемости менее технологичной стали, входящей в данное сварное соединение. |
||
6.9.8 Размеры и форму сварных угловых швов следует принимать с учетом следующих условий:
а) катеты угловых швов К должны быть не более 1,2S, где S - наименьшая толщина соединяемых элементов;
б) катеты угловых швов К следует принимать по расчету согласно СНиП II-23, но не менее указанных в таблице 11.
Таблица 11 - Минимальные значения катетов угловых швов
|
Вид соединения |
Вид сварки |
Класс стали |
Минимальные катеты швов К мм, при толщине более толстого из свариваемых элементов s, мм |
||||
|
Тавровое с двусторонними угловыми швами |
Ручная |
Углеродистые стали марок: Ст3сп5, Ст3пс2, Ст3кп, 20 и т.д. Низколегированные стали марок: 09Г2С, 09Г2, 10Г2, 10Г2С1 |
4-5 |
6-10 |
11-16 |
17-22 |
23-30 |
|
4 |
5 |
6 |
7 |
8 |
|||
|
Автоматическая полуавтоматическая |
3 |
4 |
5 |
6 |
7 |
||
|
Тавровое с односторонними угловыми швами |
Ручная |
5 |
6 |
7 |
8 |
9 |
|
|
Автоматическая полуавтоматическая |
4 |
5 |
6 |
7 |
8 |
||
в) расчетная длина углового сварного шва должна быть не менее 4 К, но не менее 40 мм;
г) соотношение размеров катетов углового сварного шва следует принимать, как правило, 1:1. При разной толщине свариваемых элементов допускается принимать швы с неравными катетами, при этом К должен соответствовать требованиям п.6.9.8 а); а примыкающий к более толстому элементу - требованиям п.6.9.8 б).
6.9.9 Приварку деталей (профилей) рамы друг к другу производить по всему контуру взаимного примыкания. При приварке настила к раме должен быть обеспечен сплошной провар в местах соединения просечного листа с поверхностью профилей рамы.
Сварные соединения настила зачистить заподлицо с основным металлом.
6.9.10 Приварка наружных устройств (площадок, лестниц и т.п.) на монтажной площадке должна производиться к специальным накладкам, приваренным к корпусу сосуда или аппарата, изготовленного по ОСТ 26-291, и прошедших вместе с ними термическую обработку на предприятии-изготовителе (если термообработка необходима), без последующей термической обработки монтажных сварных швов.
6.9.11 Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы.
Клеймо наносится на расстоянии не менее 40 мм от границы сварного соединения с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе - с внутренней стороны. Если сварной узел металлоконструкции выполняется одним сварщиком, то на узле ставится одно клеймо. При сварке узла конструкции несколькими сварщиками швы клеймятся каждым сварщиком по границам его сварки.
У продольных швов обечаек клеймо должно находиться в начале и в конце шва на расстоянии 100 мм от кольцевого шва. На обечайке с продольным швом длиной менее 400 мм допускается ставить одно клеймо. Для кольцевого шва клеймо должно выбиваться в месте пересечения кольцевого шва с продольным и далее через каждые 2 м, но при этом должно быть не менее двух клейм на каждом шве.
Клеймение продольных и кольцевых швов обечаек с толщиной стенки менее 4 мм допускается производить электрографом или несмываемой краской. Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской.
Допускается, вместо клеймения сварных швов, прилагать к технической документации на металлоконструкции схему расположения швов, в которой указаны фамилии сварщиков и с их росписью.
6.9.12 Допускается изготовление конструкций из прокатных элементов сварными из нескольких частей с применением накладок в случае конструктивной необходимости или экономической целесообразности. Для элементов длиной до 6 м допускается не более двух стыков, для элементов от 6 до 12 м - не более трех стыков. Сварные стыки двутавров, швеллеров с применением накладок должны выполняться в соответствии с требованиями РД 24.031.17.
Расстояние между швами «а» в противоположных планках должно быть не менее трех толщины стенки (рисунок 13).
Стыковой шов следует располагать под углом 45° к оси элемента. Сварка стыков должна быть выполнена с полным проплавлением.
Листовые элементы конструкций допускается изготавливать сварными из нескольких частей. Сварка двухсторонняя сплошным швом.
Ненагруженные элементы толщиной до 4 мм допускается сваривать односторонним сплошным швом.

Рисунок 13 Расстояние между сварными швами в противоположных планках
6.9.13 Конструктивные размеры сварных швов должны соответствовать требованиям ГОСТ 5264, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 14771, ГОСТ 16037, ГОСТ 23518 или чертежа.
При выполнении стыковых соединений допускается не исправлять сварные швы, если отклонение размеров валика (ширина и высота) составляет не более 30 % от предусмотренных стандартом размеров на данный вид сварки.
6.9.14 Устранение дефектов в сварных швах должно производиться в соответствии с инструкцией или стандартом предприятия на сварку элементов металлоконструкций из данной марки стали и согласно требованиям подраздела 8.5 настоящего стандарта.
6.9.15 По окончании сварки все технологические приспособления должны быть удалены с последующей заваркой и зачисткой мест прихваток, сварные швы конструкции подлежат очистке от шлака, брызг, натеков металла. Допускается не очищать от брызг металла поверхности вспомогательных элементов, служащих для упаковки и транспортировки.
6.9.16 Дополнительные требования к сварным соединениям металлоконструкций печей
6.9.16.1 Сварные швы должны быть расположены так, чтобы обеспечить возможность их визуального осмотра, а при необходимости и контроля качества неразрушающим методом (ультразвуковым, радиографическим и др.), а также устранения в них дефектов.
6.9.16.2 Не допускается перекрытие мест пересечения сварных швов. Допускается пересечение стыковых швов несущей конструкции угловыми швами приварки внутренних и внешних устройств (опорных элементов, перегородок и т.п.) при условии контроля перекрываемого участка шва радиографическим или ультразвуковым методом.
6.9.16.3 При сварке стыковых сварных соединений элементов разной толщины листов и полос необходимо предусмотреть плавный переход от одного элемента к другому постепенным утонением более толстого элемента в соответствии с ГОСТ 5264, ГОСТ 8713, ГОСТ 14771, а в случаях не предусмотренных стандартами, угол скоса а элементов разной толщины (рисунок 14 а, б) должен быть не более 20° (уклон 1:3).

Рисунок 14 Стыковка элементов разной толщины
Допускается выполнять сварку стыковых швов без предварительного утонения более толстого элемента, если разность в толщине соединяемых элементов не превышает 30% от толщины более тонкого элемента, но не более 5 мм; при этом форма шва должна обеспечивать плавный переход от толстого элемента к тонкому.
6.9.16.4 Смещение кромок В листов (рисунок 15), измеряемое относительно середины толщины стыковых соединений, определяющих прочность детали (продольные швы обечаек, патрубков) не должно превышать В = 0,1S, но не более 3 мм (S - наименьшая толщина свариваемых листов).

Рисунок 15. Смещение кромок
Примечание:
В стыковых соединениях при измерении смещения «В» кромок листов толщиной S и S1 следует учитывать, что:
В1 £ 0,5(S1 - S) + B
В2 £ 0,5(S1 - S) - В,
где В1 и В2 - расстояние между кромками листов
Смещение кромок в кольцевых швах при толщине листов до 20 мм не должно превышать 0,1S + 1 (мм) номинальной толщины более тонкого листа, а при толщине листов свыше 20 мм - 0,15S, но не более 5 мм.
6.9.16.5 Форма и размеры швов должна соответствовать требованиям стандартов на швы сварных соединений или чертежа.
6.9.16.6 Увод (угловатость) f кромок (рисунок 16) в стыковых сварных соединениях обечаек не должен превышать f = 0,1S + 3 мм, но не более 5 мм независимо от диаметра обечаек.
Увод (угловатость) кромок в продольных швах определяется по шаблону, длина которого (по хорде) равна 1/6 диаметра обечайки (рисунок 16 а, б), а угловатость кольцевых швов - линейкой длиной, не менее 200 мм (рисунок 16 а, б).
Увод (угловатость) кромок определяется без учета усиления шва.

Рисунок 16. Контроль увода кромок продольных (а, б) и кольцевых (в, г) сварных соединений
6.9.16.7 Допускается предусматривать в проекте применение сварных соединений из сталей разных структурных классов с соблюдением следующих условий: среда не должна вызывать коррозионное растрескивание, толщина материала в месте сварки не должна превышать 30 мм (для марок 09Г2С и т.п.) и 36 мм (для углеродистых сталей).
6.9.16.8 Приварка и удаление вспомогательных элементов (сборочных устройств, временных креплений и др.) должны производиться в соответствии с чертежами и нормативной документацией. Приварка (удаление) элементов должна выполняться сварщиком, допущенным к сварке данного изделия.
Приварка (удаление) временных креплений после сварки основного изделия должна производиться по технологии, исключающей образование трещин и закалочных зон в металле изделия.
6.10 Требования к качеству сварных соединений
6.10.1 Механические свойства сварных соединений должны быть не ниже норм, указанных в таблице 12.
6.10.2 Коррозионная стойкость сварных соединений должна соответствовать требованиям проекта на металлоконструкцию.
Таблица 12 Минимальные нормы механических свойств сварных соединений
|
Механические свойства металла шва и наплавленного метала |
Углеродистые стали марок Ст3кп, Ст3пс, Ст3сп, Ст3Гпс |
Низколегированные стали марок 16ГС, 09Г2 , 09Г2С, 10Г2, 10Г2С1 |
Хромистые, хромомолибденовые |
Аустенитные стали |
|
Временное сопротивление разрыву при температуре 20° С |
Не ниже нижнего значения временного сопротивления разрыву основного металла по стандарту для данной марки стали |
|||
|
Ударная вязкость KCU Дж/см2 (кгс×м/см2) |
|
|
|
|
|
при температуре 20° С |
50 (5,0) |
50(5) |
70(7) |
|
|
при температуре ниже - 20° С |
30(3) |
- |
- |
|
|
Минимальное значение угла изгиба, град.: |
|
|
|
|
|
при толщине не более 20 мм |
100 |
80 |
50 |
100 |
|
при толщине более 20 мм |
100 |
60 |
40 |
100 |
|
Примечание. Показатели механических свойств сварных соединений по временному сопротивлению разрыву и углу изгиба определяются, как среднеарифметическое от результатов испытаний отдельных образцов. Общий результат считается неудовлетворительным, если хотя бы один из образцов показал значение временного сопротивления разрыву более, чем на 7% и угла изгиба более, чем на 10% ниже норм, указанных в таблице 12. При испытании на ударный изгиб результат считается неудовлетворительным, если хотя бы один из образцов показал значение ниже норм, указанных в таблице 12. Допускается на одном образце при температурах минус 40° С и ниже получение значения ударной вязкости не менее 25 Дж/см2 (2,5 кгс×м/см2). |
||||
6.10.3 В сварных соединениях не допускаются следующие наружные дефекты:
- трещины всех видов и направлений;
- свищи и пористость наружной поверхности шва;
- подрезы;
- наплывы, прожоги и незаплавленные кратеры;
- смещение и совместный увод кромок свариваемых элементов свыше норм, предусмотренных настоящим стандартом п.6.9.16.4 и п.6.9.16.6;
- несоответствие формы и размеров швов требованиям стандартов, технических условий или чертежей на изделие;
- чешуйчатость поверхности и глубина впадин между валиками шва, превышающие допуск на выпуклость шва по высоте;
- поры, выходящие за пределы норм, установленных табл. 13;
Таблица 13 Нормы допустимых пор, выявляемых при визуальном контроле сварных соединений
|
Номинальная толщина наиболее тонкой детали, мм |
Допустимый максимальный размер дефекта, мм |
Допустимое число дефектов на любые 100 мм шва |
|
От 2 до 3 вкл. |
0,5 |
3 |
|
Св. 3 до 4 вкл. |
0,6 |
4 |
|
" 4 " 5 " |
0,7 |
4 |
|
" 5 " 6 " |
0,8 |
4 |
|
" 6 " 8 " |
1,0 |
5 |
|
" 8 " 10 " |
1,2 |
5 |
|
" 10 " 15 " |
1,5 |
5 |
|
" 15 " 20 " |
2,0 |
6 |
|
" 20 " 40 " |
2,5 |
7 |
Допускаются местные подрезы в металлоконструкциях, предназначенных для работы при температуре выше 0°С. При этом их глубина не должна превышать 5% толщины стенки, но не более 0,5 мм, а протяжённость - 10% длины шва.
6.10.4 В сварных соединениях не допускаются следующие внутренние дефекты:
- трещины всех видов и направлений, расположенные в металле шва, по линии сплавления и в зоне термического влияния;
- свищи;
- непровары (несплавления), расположенные в сечении сварного соединения;
- поры, шлаковые включения, выявленные радиографическим методом, выходящие за пределы норм, установленных допустимым классом дефектности сварного соединения по ГОСТ 23055 в соответствии с таблицей 14, или выявленные ультразвуковым методом.
При двусторонней сварке обечаек камеры радиации и дымовых труб в стыковых соединениях допускается, внутренний (местный) непровар, расположенный в области смыкания корневых швов, глубиной не более 10% от толщины стенки, но не более 2 мм, и суммарной протяженностью не более 5% длины шва.
При односторонней сварке кольцевых швов такой непровар в корне шва допускается при суммарной протяжённости не более 20% от длины шва, предназначенных для работы при температуре выше 0°С.
Таблица 14 Классы дефектности сварных соединений расчетных элементов металлоконструкций
|
Вид сварного соединения |
Классы дефектности по ГОСТ 23055 |
|
Стыковые |
6 |
|
Угловые, тавровые |
6 |
|
Нахлесточные |
7 |
|
Примечание. Оценку единичных дефектов (пор, включений) по ширине (диаметру) при толщине свариваемых элементов до 45 мм, а также цепочек независимо от толщины свариваемых элементов допускается производить по нормам класса 7 вместо класса 6. |
|
6.10.5 В металлоконструкциях других видов допускаются следующие внутренние дефекты сварных соединений, обнаруженные радиографическим методом контроля:
- непровары в корне шва в сварных соединениях, доступных для сварки только с одной стороны, глубиной до 15% толщины металла, но не более 3 мм;
- отдельные шлаковые включения или поры, либо скопления их размером по диаметру не более 10% толщины свариваемого металла, но не более 2,5 мм;
- шлаковые включения или поры, расположенные цепочкой вдоль сварного соединения, при суммарной их длине, не превышающей 200 мм на 1 метр шва;
- скопления газовых пор и шлаковых включений в отдельных участках шва в количестве не более 5 шт. на 1 см площади шва при диаметре одного дефекта не более 1,5 мм.
6.10.6 Нормы оценки качества сварных соединений в металлоконструкциях, по результатам ультразвукового контроля принимаются по таблице 15.
Таблица 15 Нормы оценки качества сварных соединений по результатам ультразвукового контроля
|
Номинальная толщина сваренных деталей, мм |
Эквивалентная площадь одиночного дефекта, мм |
Допустимое количество одиночных дефектов на любых 100 мм протяжённости сварного шва |
|
|
Наименьшая фиксируемая |
Наибольшая фиксируемая |
||
|
6,0 - 14,5 |
5 |
7 |
7 |
|
15,0 - 39,5 |
5 |
7 |
9 |
|
40,0 - 59,5 |
7 |
10 |
10 |
|
Примечания: 1. Цепочкой шлаковых включений считаются дефекты, расположенные по одной линии, в количестве не менее трёх с расстоянием между ними, не превышающим трёхкратной длины наиболее протяжённого шлакового включения из числа входящих в цепочку. 2. При подсчете пор отдельные поры с размером 0,2 мм в любом сечении шва, а также более крупные поры, расположенные в выпуклости шва, могут не учитываться. |
|||
6.11 Требования к контрольной сборке
6.11.1 Предприятию-изготовителю следует выполнять контрольную сборку металлоконструкций при наличии этого требования в конструкторской и технологической документации.
При этом проверяется:
- совпадение присоединительных и установочных размеров;
- соответствие размеров и допускаемых отклонений на сборку требованиям чертежей и нормативной документации.
6.11.2 Контрольной сборке подвергают полностью изготовленные элементы до их грунтования и окраски.
Контрольная сборка должна подтвердить совпадение отверстий в монтажных стыках. При сборке конструкций в каждом соединении должно быть поставлено достаточное количество болтов и пробок для обеспечения неизменяемости конструкции и безопасности проведения сборки, но не менее одной пробки и одного болта.
6.11.3 При контрольной сборке должна производиться монтажная маркировка, кернением или нанесением рисок согласно чертежу, определяющая и фиксирующая взаимное расположение сопрягаемых узлов.
Элементы прошедшие контрольную сборку, должны иметь в узлах сборочные и фиксирующие приспособления, предусмотренные проектной документацией.
Изделия, прошедшие контрольную сборку, должны иметь клеймо ОТК.
6.11.4. После проведения контрольной сборки должен быть составлен акт по принятой на предприятии-изготовителе форме и сделана запись в удостоверении о качестве в соответствии с приложением Ж.
7 Правила приемки
7.1 Приёмку металлоконструкций, контроль качества на всех этапах изготовления на соответствие требованиям конструкторской документации, настоящего стандарта должна осуществлять служба технического контроля предприятия-изготовителя.
7.2 Предприятие-изготовитель металлоконструкций должно осуществлять входной контроль качества поступающих основных, сварочных материалов и комплектующих изделий на соответствие требованиям стандартов, чертежей и настоящего стандарта с учётом требований ГОСТ 24297.
7.3 Результаты входного и приёмочного контроля должны быть зафиксированы в соответствующих журналах службы технического контроля.
Параметры, результаты контроля которые следует заносить в указанный документ, принимают в соответствии с технологической и проектной документацией на металлоконструкции.
7.4 Металлоконструкции должны подвергаться приёмочному контролю, при котором следует проверять:
- правильность установки и сборки деталей металлоконструкции согласно чертежу;
- габаритные и присоединительные размеры;
- массу;
- качество сварных соединений;
- комплектность металлоконструкций, а также комплектность сопроводительной документации;
- правильность маркировки готовых изделий;
- окраску и консервацию;
- упаковку.
8 Методы контроля
8.1 Общие требования
8.1.1 Виды, объём и методы контроля металлоконструкций принимают в соответствии требованиям настоящего стандарта, а также проектной документации на конкретные конструкции.
8.1.2 Геометрические размеры и форма поверхностей должна измеряться с помощью средств, обеспечивающих погрешность не более 30% от установленного допуска на изготовление.
8.1.3 Контроль качества очистки и обезжиривания необходимо производить в соответствии с ГОСТ 9.402.
Внешний вид покрытия должен быть в соответствии с требованиями п.п.10.2.6-10.2.7, 10.2.22 и его следует контролировать визуально по ГОСТ 9.032.
8.1.4 Обязательная проверка наличия, содержания, мест расположения клейм на сварных швах и маркировки на готовой конструкции (самостоятельно поставляемых сборочных единицах и деталях) должна осуществляться визуальным осмотром.
8.1.5 Для оценки качества сварных соединений металлоконструкций применяются следующие методы контроля:
- внешний осмотр и измерение;
- визуальный послойный контроль
При указании в проектной документации в зависимости от назначения конструкции, условий эксплуатации и степени ответственности могут применяться механические испытания, радиографический или ультразвуковой метод контроля.
Методы и объёмы контроля применяются в соответствии с указаниями настоящего стандарта, если в проектной документации не даны другие требования. По согласованию с проектной организацией могут быть использованы другие эффективные методы контроля взамен или в дополнение к указанным.
8.1.6 Приемка металлоконструкций, состоящих из нескольких поставочных узлов, должна производиться на предприятии-изготовителе при контрольной сборке.
При приёмке должно проверяться наличие и правильность монтажной маркировки на сборочных единицах, нанесённой при контрольной сборке и соответствие её прилагаемой монтажной схеме.
8.1.7 Контроль комплектности, упаковки металлоконструкций необходимо проводить путем сопоставления объема и качества выполненных работ с требованиями настоящего стандарта, чертежей.
8.1.8 Контроль качества поверхностей конструкций на отсутствие плен, закатов, расслоений, трещин, снижающих качество и ухудшающих товарный вид, должен производиться путем визуального осмотра.
8.2 Методы контроля линейных и угловых размеров, формы и расположения поверхностей металлических конструкций и их элементов.
8.2.1 Методы контроля линейных и угловых размеров металлоконструкций и их элементов должны предусматривать применение стандартных средств измерения и по точности должны обеспечивать требования чертежей и настоящего стандарта.
Для измерения линейных размеров и их отклонений применяют линейки по ГОСТ 427 и ГОСТ 17435, рулетки по ГОСТ 7502, скобы по ГОСТ 11098, штангенциркули по ГОСТ 166, щупы по ТУ 2-034-0221197-011.
Для измерения отклонения форм профиля поверхности применяют поверочные линейки по ГОСТ 8026 совместно со средствами линейных измерений (линейками, штангенциркулями и т.д.)
Угловые размеры поверяют угломерами по ГОСТ 5378.
8.3 Визуальный и измерительный контроль сварных соединений
8.3.1 Визуальный контроль и измерение сварных швов следует проводить после очистки сварных соединений и прилегающих к ним поверхностей основного металла от шлака, брызг и другие загрязнения на расстоянии 20 мм.
8.3.2 Внешнему осмотру в соответствии с ГОСТ 3242 подлежат все сварные соединения металлоконструкций в объёме 100% для выявления недопустимых наружных дефектов, в соответствии с требованиями п.6.10.3 настоящего стандарта.
8.3.3 При измерительном контроле замеры сварных соединений, на соответствие заданным геометрическим размерам, проводят согласно указаниям конструкторской документации не менее чем в трёх местах каждого шва, но не менее, чем через один метр.
Замеры в первую очередь проводят на участках, вызывающих сомнение в части размеров при внешнем осмотре, с признаками дефектов и в местах пересечения швов.
8.3.4 Контроль качества сварных соединений элементов крепления (змеевиков) из жаропрочных марок стали с камерами из углеродистых или низколегированных марок стали должен производиться визуальным послойным методом.
Визуальный послойный контроль сварных соединений производится с целью определения качества шва и предупреждения возможности выполнения шва с нарушением технических требований по глубине проплавления свариваемых кромок и сплошности металла шва.
8.3.5 Визуальный послойный контроль сварных соединений позволяет выявить в каждом слое после его зачистки следующие наружные дефекты: трещины, непровары (несплавления), свищи, поры, шлаковые включения, подрезы, наплывы, прожоги, незаплавленные кратеры, смещение и увод свариваемых кромок.
Глубина проплавления оценивается косвенно при осмотре первого (корневого) валика шва по его размерам и характеру формирования в соответствии с требованиями технологического процесса.
8.4 Механические испытания сварных соединений
8.4.1 Механические свойства стыковых сварных соединений расчётных элементов, определяющих прочность металлоконструкций, должны подтверждаться результатами механических испытаний контрольных сварных соединений в соответствии с требованиями ГОСТ 6996.
Изготовление и испытание контрольных сварных соединений выполняется либо при производственной аттестации технологии сварки, либо при выполнении единичных заказов на изготовление металлоконструкций.
8.4.2 Механические испытания должны производиться на:
растяжение - 2 образца типа XII, XIII, XIV ГОСТ 6996;
ударную вязкость - 3 образца типа VI ГОСТ 6996 с надрезом по центру шва (при толщине стенки 12 мм и более);
изгиб - 2 образца типа XXVII, XXVIII ГОСТ 6996.
Испытания на ударную вязкость сварных соединений, работающих при температурах свыше 200°С до 300°С (углеродистые стали) и до 475°С (низколегированные стали) выполняются при температуре 20°С.
Для конструкций, работающих при температуре ниже минус 20°С сварных соединений, испытания на ударную вязкость следует выполнять при температуре эксплуатации.
8.4.3 Результаты механических испытаний сварных соединений должны удовлетворять требованиям таблицы 12.
8.4.4 При получении неудовлетворительных результатов по какому-либо виду механических испытаний допускается проведение повторного испытания на удвоенном количестве образцов по тому виду механических испытаний, которые дали неудовлетворительные результаты.
Если при повторном испытании получены неудовлетворительные результаты хотя бы на одном образце, сварное соединение считается непригодным.
8.5 Радиографический и ультразвуковой контроль сварных соединений
8.5.1 Для выявления внутренних дефектов сварных соединений должны применяться проникающие методы неразрушающего контроля: радиографический, ультразвуковой.
Ультразвуковая дефектоскопия сварных соединений должна проводиться в соответствии с ГОСТ 14782.
Радиографический контроль сварных соединений должен проводиться в соответствии с ГОСТ 7512 класс чувствительности 3.
8.5.2 Обязательному контролю радиографическим или ультразвуковым, методом в объеме не менее 25%, подлежат указанные в конструкторской документации сварные соединения (определяющие прочность конструкций, места сопряжения сварных соединений, места сварных швов, перекрываемые деталями, а также сварные соединения изделия, поставляемого в районы с температурой воздуха наиболее холодной пятидневки ниже минус 40°С).
Выбор контролируемых участков производится службой технического контроля из числа наиболее трудновыполнимых или вызывающих сомнение по результатам визуального контроля
При отсутствии указанных участков проверяемые участки должны равномерно распределяться по длине контролируемых швов.
Контролируемая зона должна включать весь объём металла шва, а также примыкающие к нему участки основного металла в обе стороны от шва.
8.5.3 Перед контролем соответствующие участки сварных соединений должны быть так замаркированы, чтобы их можно было легко обнаружить на картах контроля и радиографических снимках.
8.5.4 При выявлении недопустимых дефектов в сварном соединении обязательному контролю тем же методом подлежат все однотипные сварные соединения, выполненные данным сварщиком, по всей длине соединения.
8.6 Исправление дефектов
8.6.1 Исправление дефектных сварных соединений следует производить по документации предприятия-изготовителя по согласованию с ОТК.
Требования к квалификации сварщика, сварочным материалам такие же, как при сварке конструкций в процессе изготовления.
Дефектное сварное соединение может быть исправлено одним из следующих способов: путём механической зачистки или полного удаления дефектных участков с последующей их заваркой. При этом сварные соединения с трещинами или иными дефектами (порами, шлаковыми включениями и т.п.), превышающими допустимые, удаляются на размер, превышающим длину дефектного места на 30 мм (по 15 мм с каждой стороны). После проверки качества удаления дефекта, производится подготовка участка под заварку путём создания Y-образной разделки кромок (угол раскрытия 60-70°) затем это место заваривается вновь.
8.6.2 Заварку подготовленного к ремонту дефектного участка необходимо осуществлять, как правило, тем же способом сварки, которым выполнен шов. Короткие дефектные участки и дефектные участки любой протяжённости без разделки или с незначительной разделкой шва допускается исправлять ручной дуговой сваркой.
8.6.3 Наплывы и недопустимую выпуклость швов удаляют обработкой абразивным инструментом.
Неполномерные швы, недопустимые подрезы, незаплавленные кратеры, непровары и несплавления по кромкам подваривают с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному.
Участки швов с недопустимым количеством пор и шлаковых включений полностью удаляют и заваривают вновь.
Любые исправления дефектов подчеканкой запрещаются.
8.6.4 Исправленные участки швов должны быть подвергнуты повторному контролю. Сварные соединения или их части должны быть вновь приняты ОТК.
Для всех марок сталей, кроме малоуглеродистых (Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, 20), исправление дефектного участка более двух раз не допускается.
8.6.5 Остаточные деформации конструкций, возникшие после сварки и превышающие величины, приведённые в таблице 6 настоящего документа, должны быть исправлены. Исправление осуществляется способами механического, термического и термомеханического воздействия. В процессе правки должно быть исключено образование вмятин, забоин и других повреждений на поверхности стального проката.
Устранение деформаций грибовидности и перекоса полок двутавровых, тавровых элементов конструкций, в том числе эксплуатируемых в районах со средней температурой холодной пятидневки ниже минус 40°С до минус 60°С включительно, допускается производить холодной правкой на пресс вальцах при соблюдении требований таблицы 2. Указанные элементы, а также элементы коробчатого сечения допускается исправлять с помощью термической и термомеханической правки путём местного нагрева металла в диапазоне температур от 600 до 700°С (во избежание разупрочнения термообработанного проката).
9 Комплектность и документация печи, подогревателя огневого
9.1 Объём поставки металлоконструкций, отправляемых заказчику, оговаривается технической документацией.
9.2 В комплект металлоконструкций должны входить:
металлоконструкции в собранном виде или отдельно транспортируемые поставочные части;
сварочные материалы для приварки элементов крепления футеровки в случае выполнения футеровки на монтаже;
фундаментные болты для крепления металлоконструкции в проектном положении по указанию в технической документации.
9.3. Металлоконструкция печи может поставляться в собранном виде с внутренним защитным покрытием (торкретирование, футеровка, теплоизоляция) в соответствии с требованиями технической документации, согласованной с заказчиком.
Торкретирование, футеровку, теплоизоляцию может осуществлять и заказчик на монтажной площадке.
Материалы для торкретирования, футеровки, теплоизоляции и элементы для защиты внутренней футеровки в поставку предприятия-изготовителя не входят, если поставка не предусмотрена технической документацией.
9.4 Металлоконструкции печи в собранном виде или транспортируемые поставочными частями должны поставляться с приваренными деталями для крепления футеровки, теплоизоляции, торкретирования, обслуживающих площадок и др., предусмотренными техническим проектом.
9.5 Транспортируемые части негабаритных металлоконструкций должны поставляться с приваренными приспособлениями для сборки монтажного соединения под сварку.
Допускается приспособление после использования срезать.
9.6 В поставку негабаритных металлоконструкций печи, свариваемых на монтажной площадке из транспортируемых частей, должны входить сварочные материалы. При этом сварочные материалы должны отвечать требованиям раздела 5.
9.7 В поставку тяжеловесных или негабаритных металлоконструкций печи должны входить специальные строповые устройства, приспособления для выверки металлоконструкции печи в вертикальном положении, если они предусмотрены в технической документации.
9.8 К металлоконструкции печи должна прилагаться следующая документация:
- удостоверение о качестве металлоконструкции печи в соответствии с обязательным приложением Ж по настоящему стандарту;
- акт о проведении контрольной сборки или контрольной проверки размеров, схема монтажной маркировки, сборочные чертежи (для металлоконструкций печи транспортируемых частями);
- товаросопроводительная документация (комплектовочная ведомость, упаковочные листы для изделий, отгружаемых в ящиках).
9.9 Документ о качестве на металлоконструкции необходимо составлять на каждый возводимый объект печи, подогреватель огневой.
9.10 Форма документа о качестве на металлоконструкции печи, подогревателя огневого приведена в приложении Ж.
9.11 На металлоконструкции, входящие в состав блока, должна составляться документация в соответствии с требованиями ОСТ 26-18-5.
10. Маркировка, консервация и окраска, упаковка, транспортирование и хранение
10.1 Маркировка
10.1.1 Каждая поставочная часть металлоконструкций, прошедшая общую и контрольную сборку должна иметь маркировку, согласно конструкторской документации и документации предприятия-изготовителя, клеймо технического контроля.
10.1.2 Печи, подогреватели огневые должны иметь табличку, соответствующую требованиям ГОСТ 12971. Табличка размещается на видном месте и крепится на приварном подкладном листе, скобе, приварных планках или приварном кронштейне.
10.1.3 Табличка должна содержать следующие данные:
наименование или товарный знак предприятия-изготовителя;
наименование изделия и обозначение (шифр заказа);
заводской номер изделия по системе нумерации предприятия-изготовителя;
масса печи, подогревателя огневого;
год изготовления;
клеймо технического контроля.
10.1.4 Маркировка должна быть устойчивой к воздействию климатических условий и четко выделяться на фоне поверхности, на которую она нанесена.
10.1.5 Транспортная маркировка сборочных единиц и отдельных деталей металлоконструкций по своему содержанию, манипуляционным знакам, месту и способу нанесения должна соответствовать требованиям ГОСТ 14192.
10.1.6 При отправке отдельных деталей, небольших частей, сборочных единиц металлоконструкций, пакетов, связок без упаковки в соответствии со сборочными чертежами, маркировка наносится на прикрепленные к ним бирки.
10.1.7 При отправке отдельных деталей или конструкций в ящиках, маркировка наносится на стенках (торцевых и боковых) ящика или на бирках.
10.1.8 Если изделие входит в технологические блоки, то в маркировке указывается индекс блока.
10.1.9 Каждое отгрузочное место нумеруется дробью, в числителе которой указывается порядковый номер места, в знаменателе - общее количество мест в отгружаемом изделии.
10.1.10 Маркировка, должна обеспечивать сохранность надписей в течение всего срока службы изделия.
10.2 Окраска и консервация
10.2.1 Окраска и консервация металлоконструкций производится с целью защиты от коррозии на период транспортирования, хранения, монтажа и эксплуатации в различных макроклиматических районах по ГОСТ 16350.
10.2.2 Окраске и консервации подлежат металлоконструкции принятые отделом технического контроля.
10.2.3 Выбор лакокрасочных материалов и систем покрытий (число слоев, толщина покрытия, сочетаемость грунта и эмали и т.д.) производится в зависимости от климатических условий категории размещения по ГОСТ 15150, наличия агрессивных сред, температуры эксплуатации, срока службы, вида металла, состояния покрываемой поверхности, требуемого класса покрытия, в соответствии с требованиями ГОСТ 9.401 и указывается в нормативной документации.
10.2.4 Толщина покрытия в зависимости от технологии нанесения должна быть 100-200 мкм.
10.2.5 Подготовка поверхности перед окраской изделий производится по ГОСТ 9.402.
10.2.6 Окрашенная поверхность по внешнему виду должна соответствовать VII классу по ГОСТ 9.032.
10.2.7 Адгезия покрытия должна быть не менее 2-го балла по методу 2 по ГОСТ 15140.
10.2.8 Для изделий, хранящихся и эксплуатирующихся в условиях повышенных температур, выбирают покрытия светлых тонов, которые должны выдерживать заданную температуру.
10.2.9 Технологический процесс нанесения покрытий включает в себя следующие операции:
- подготовка поверхности,
- грунтовка и сушка грунта,
- нанесение требуемого количества слоев покрывных лакокрасочных материалов с промежуточной и окончательной сушкой.
10.2.10 Все технологические операции по окраске изделий производятся в диапазоне температур от 15 до 30 °С и относительной влажности воздуха не более 80%.
Не допускается окрашивать изделия на открытой площадке при наличии атмосферных осадков. Допускается производить окрасочные работы при температуре и относительной влажности указанной в технических условиях на применяемые материалы.
10.2.11 Рекомендуемые покрытия для климатических районов:
с умеренным климатом (до минус 40°С):
грунт ФЛ-03К ГОСТ 9109 - 2 слоя, эмаль ПФ-133 ГОСТ 926 - 2 слоя, или лак ПФ-170 ГОСТ 15907 с алюминиевой пудрой ГОСТ 5494 - 2 слоя без грунта;
с холодным климатом (температура ниже минус 40°С):
двумя слоями лака ПФ-170 или ПФ-171 ГОСТ 15907 с алюминиевой пудрой ГОСТ 5494 - 2 слоя без грунта.
10.2.12 Допускается применение других систем покрытий, устойчивых к воздействию повышенных и (или) пониженных температур с пределами применения не ниже требуемых по условиям эксплуатации.
10.2.13 На предприятии-изготовителе окраске не подлежат:
- зоны монтажных соединений на болтах и зоны монтажной сварки на ширину 50 мм по обе стороны от сварного шва;
- соприкасающиеся плоскости монтажных соединений;
- места нанесения маркировки;
- другие поверхности, оговоренные в сборочных чертежах.
10.2.14 Место маркировки не окрашивается, а защищается от коррозии бесцветным лаком или тонким слоем смазки.
10.2.15 Механически обработанные и неокрашенные поверхности, а также крепежные детали перед упаковкой должны быть законсервированы на срок 24 месяца со дня отгрузки с предприятия-изготовителя.
10.2.16 Консервация производится смазками типа ПВК ГОСТ 19537, консервационным маслом К-17 ГОСТ 10877 или другими консервационными материалами, по технологии предприятия-изготовителя металлоконструкций.
10.2.17 Крепежные детали металлоконструкций, подверженные атмосферной коррозии, должны быть защищены соответствующими покрытиями (цинкованием, фосфатированием, оксидированием и т.п.) согласно требованию технической документации.
10.2.18 После окраски и консервации должна быть произведена окончательная приемка металлоконструкций техническим контролем.
10.2.19 Качество очистки поверхностей металлоконструкций печи от жировых соединений и маркировочных надписей должно соответствовать первой степени обезжиривания поверхности по ГОСТ 9.402.
10.2.20 Степень очистки поверхности конструкций от окислов (окалины, ржавчины, шлаковых включений) перед нанесением защитных покрытий должна соответствовать 3 степени по ГОСТ 9.402. Для обеспечения 3 степени очистки поверхность конструкций следует обрабатывать с использованием шлифовальных кругов. Разрешается пескоструйная обработка поверхности.
10.2.21 Рекомендуемые покрытия металлоконструкции печи, подогревателя огневого:
при температуре до 300°С лаком ПФ-170 ГОСТ 15907 с 10¸15% алюминиевой пудрой ПАБ-2 ГОСТ 5494;
при температуре выше 300°С кремнеорганической эмалью КО-814 ГОСТ 11066.
10.2.22 Лакокрасочные покрытия по показателям внешнего вида должны быть не ниже Y класса по ГОСТ 9.032.
10.2.23 Металлоконструкции на монтаже должны быть окрашены два раза эмалью по грунтовке в соответствии с требованиями СНиП 2.03.11 и проектной документации.
10.2.24 Металлоконструкции печи, на которые наносится наружное покрытие, должны быть с приваренными элементами крепления изоляции выполненное на предприятии-изготовителе.
10.3 Упаковка
10.3.1 Упаковка деталей, элементов и сборочных единиц металлоконструкций должна производиться в соответствии с требованиями настоящего стандарта, конструкторской документации и документации предприятия-изготовителя.
10.3.2 В качестве основного вида упаковки металлоконструкций для транспортирования и хранения следует применять пакетирование.
Пакетированию подлежат металлоконструкции, детали и сборочные единицы малой жесткости и устойчивости:
плоские конструкции(площадки обслуживания, кронштейны и т.п.);
элементы конструкций ограждения, позволяющие производить их пакетирование.
10.3.3 Формирование транспортных пакетов следует производить из одноимённых изделий или из пакетов одного заказа и чертежа или из разноимённых отправочных элементов или пакетов в пределах заказа.
10.3.4 Упаковку металлоконструкций следует производить, соблюдая меры, исключающие изменение геометрической формы, деформации. С целью защиты конструкций от деформаций и повреждений поставочные части или пакеты на время транспортирования должны быть снабжены, в соответствии с чертежами, элементами жёсткости (распорками, стяжками и т.д.), которые также должны обеспечивать сохранность конструкций при их погрузке, разгрузке и хранении.
10.3.5 Пакеты изделий должны обеспечивать:
- возможность механизированной погрузки на транспортные средства и выгрузки;
- устойчивость каждого пакета в отдельности и возможность складирования в два яруса и больше, кроме пакетов решетчатых элементов и криволинейных листовых конструкций;
- доступность проверки количества изделий и их маркировки в пакете;
- безопасность формирования, погрузки, выгрузки, возможность поэлементного расформирования пакета;
- надёжность и удобство на транспортных средствах согласно правилам, действующим на данном виде транспорта.
10.3.6 Конструкция упаковки, способ упаковки и крепления должны удовлетворять действующим нормам, принятым на транспорте, и обеспечивать полную сохранность изделий при погрузочно-разгрузочных операциях, транспортировании и складировании.
10.3.7 Не допускаются к упаковке изделия, не прошедшие окраску, консервацию.
10.3.8 Максимальные размеры пакетов и ящиков должны соответствовать при перевозке железнодорожным, автомобильным, авиационным и водным транспортом требованиям, установленным действующим на этих видах транспорта правилами, утверждёнными в установленном порядке.
10.3.9 Для упаковки пакетированием следует применять следующие средства:
- фасонный (горячекатаный, холодногнутый) и листовой стальной прокат;
- болтовые и сварные соединения;
- проволоку стальную низкоуглеродистую общего назначения, термически обработанную, диаметром не менее 6 мм.
10.3.10 Для сохранности защитного покрытия конструкций в местах контакта их между собой и со средствами пакетирования необходимо устанавливать и закреплять от выпадения прокладки из дерева, картона, пластмассы и других материалов.
10.3.11 Пакеты изделий, а также ящики должны иметь маркировку по ГОСТ 14192.
10.3.12 Если комплект металлоконструкции поставляется в виде нескольких грузовых мест, техническая документация должна упаковываться в грузовое место № 1. На комплект металлоконструкций составляется комплектовочная ведомость предприятием-изготовителем.
10.3.13 Каждое грузовое место должно иметь свой упаковочный лист, который вкладывается в пакет.
К металлоконструкциям, отправляемым в пакетах или связках, должен крепиться футляр для упаковочного листа.
Второй экземпляр упаковочного листа вместе с технической документацией упаковывается в грузовое место № 1.
10.3.14 Техническую документацию и второй экземпляр упаковочного листа допускается отправлять почтой. Отправка технической документации должна быть произведена в течение одного месяца после отгрузки металлоконструкции.
10.3.15 Упаковка металлоконструкций (площадок обслуживания, лестниц и др.), входящих в технологический блок должна соответствовать ОСТ 26-18-5.
10.4 Транспортирование и хранение
10.4.1 Допускается применять все виды транспорта для транспортирования металлоконструкций. Вид транспорта определяется в договоре на изготовление и поставку металлоконструкций.
10.4.2 Требования к транспортированию должны быть приведены в технической документации.
10.4.3 Погрузка, транспортирование и выгрузка поставочных частей металлоконструкций на подвижной состав, при транспортировании их по железным дорогам Российской Федерации, производится в соответствии с требованиями МПС по ГОСТ 22235. Транспортирование металлоконструкций водным, воздушным и автомобильным видом транспорта должно производиться в соответствии с документами, действующими на соответствующих видах транспорта.
10.4.4 На поставочных частях и отгрузочных местах должны быть нанесены яркой несмываемой краской обозначение центра массы.
10.4.5 Погрузочно-разгрузочные работы и транспортирование до монтажной площадки металлоконструкций следует производить, соблюдая меры, исключающие возможность их повреждения, а также обеспечивающие сохранность защитного покрытия конструкций. Запрещается выгружать металлоконструкции с транспортных средств сбрасыванием, перемещать и транспортировать конструкции волоком.
10.4.6 Условия транспортирования и хранения металлоконструкций следует устанавливать в зависимости от климатических факторов внешней среды по ГОСТ 15150.
10.4.7 Ящики с крепежными деталями, должны храниться на складах или под навесом, исключающим попадание атмосферных осадков.
10.4.8 Металлоконструкции на месте складирования должны быть:
- подвергнуты техническому осмотру (при этом выявленные повреждения следует устранить, а нарушенную окраску восстановить);
- подготовлены к монтажу, очищены от грязи;
- рассортированы по видам и по очередности монтажа.
10.4.9 При хранении металлоконструкций должны соблюдаться следующие требования:
- конструкции, пакеты, ящики должны быть уложены устойчиво на подкладки, исключающие их касание с грунтом. Расстояние между подкладками должно исключить образование остаточных деформаций, перекосов и повреждений;
- в многоярусных штабелях между элементами должны быть уложены прокладки (деревянные) по одной вертикали с подкладками;
- высота штабеля не должна превышать 1,5 м;
- предусмотрены меры против скапливания атмосферной влаги на конструкциях или внутри них;
- при хранении конструкций должна быть обеспечена возможность их осмотра и хорошая видимость маркировки.
10.4.10 Складирование металлоконструкций должно обеспечивать безопасность расстроповки и строповки конструкций, пакета или ящика.
10.4.11 Размеры проходов и проездов на складе между штабелями или отдельными конструкциями должны соответствовать требованиям правил по технике безопасности.
10.4.12 Конструкции, имеющие повреждения, необходимо заменить новыми по согласию с проектной организацией.
В случаях, когда сроки хранения превышают гарантийные сроки консервации, все законсервированные детали и узлы подвергаются заказчиком контрольному осмотру и производится переконсервация.
11 Гарантии изготовителя
11.1 Предприятие-изготовитель гарантирует соответствие металлоконструкций требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации.
11.2 Гарантийный срок эксплуатации - не менее 18 месяцев со дня ввода металлоконструкций в эксплуатацию, но не более 24 месяцев после отгрузки с предприятия-изготовителя.
Приложение А
(обязательное)
Нормативные ссылки
В стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.032-74 ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.401-91 ЕСЗКС. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов
ГОСТ 9.402-80 ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием
ГОСТ 12.2.044-80 ССБТ. Машины и оборудование для транспортирования нефти. Требования безопасности раздел 2
ГОСТ 12.2.062-81 ССБТ. Оборудование производственное. Ограждения защитные
ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования безопасности.
ГОСТ 12.3.009-76 ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия.
ГОСТ 1759.1-82 Болты, винты, шпильки и гайки и шурупы. Допуски, методы контроля размеров и отклонений формы и расположения поверхностей.
ГОСТ 1759.2-82 Болты, винты и шпильки. Дефекты поверхности и методы контроля.
ГОСТ 1759.3-83 Гайки. Дефекты поверхности и методы контроля.
ГОСТ 1759.4-87 Болты, винты и шпильки. Механические свойства и методы испытаний.
ГОСТ 28759.1-90 Фланцы сосудов и аппаратов. Типы и параметры
ГОСТ 28759.5-90 Фланцы сосудов и аппаратов. Технические требования
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 535-88 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 926-82 Эмаль ПФ-133. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 5494-95 Пудра алюминиевая. Технические условия
ГОСТ 5582-75 Сталь тонколистовая коррозионно-стойкая, жаростойкая и жаропрочная
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические требования
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7350-77 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
ГОСТ 8568-77 Листы стальные с ромбическим и чечевичным рифлением. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8908-81 Основные нормы взаимозаменяемости. Нормальные конусности и углы конусов.
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9109-81 Грунтовка ФЛ-03К и ФЛ-ОЗКС. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9617-76 Сосуды и аппараты. Ряды диаметров
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10144-89 Эмали ХВ-124. Технические условия
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10705-80 Трубы стальные электросварные прямошовные. Технические требования
ГОСТ 10706-76 Трубы стальные электросварные прямошовные. Технические требования
ГОСТ 10877-76 Масло консервационное К-17. Технические условия
ГОСТ 10906-78 Шайбы косые. Технические условия
ГОСТ 11066-74 Лаки и эмали кремнийорганические термостойкие
ГОСТ 11098 Скобы с отсчётным устройством. Технические условия
ГОСТ 11284-75 Отверстия сквозные под крепежные детали. Размеры
ГОСТ 11371-78 Шайбы. Технические условия
ГОСТ 11474-76 Профили стальные гнутые. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ 12169-82 Заготовки стальные, вырезаемые кислородной резкой. Припуски
ГОСТ 12816-80 Фланцы арматурные, соединительных частей и трубопроводов на Ру от 1 до 200 кгс/см2. Общие технические требования
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 13663-86 Трубы стальные профильные. Технические требования
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчёта на прочность
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 15140-78 Материалы лакокрасочные. Методы определения адгезии
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15907-70 Лаки ПФ-170 и ПФ-171. Технические условия
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16350-80 Климат СССР. Районирование и статические параметры климатических факторов для технических целей
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17435-72 Линейки чертёжные. Технические условия
ГОСТ 18442-80 Контроль неразрушающий. Капиллярный метод. Общие требования
ГОСТ 19903-74 Сталь листовая горячекатаная. Сортамент
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19537-83 Смазка пушечная. Технические условия
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод. Общие требования
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие технические требования
ГОСТ 22130-86 Детали стальных трубопроводов. Опоры подвижные и подвески. Технические условия
ГОСТ 22235-76 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23120-78 Лестницы маршевые, площадки и ограждения стальные. Технические условия
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 25129-82 Грунтовка ГФ-021. Технические условия
ГОСТ 25347-82 ЕСДП. Основные нормы взаимозаменяемости. Общие положения, ряды допусков и основные отклонения
ГОСТ 25348-82 ЕСДП. Основные нормы взаимозаменяемости. Ряды допусков, основных отклонений и поля допусков для размеров свыше 3150 мм
ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент
ГОСТ 26179-84 Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками
ГОСТ 27772-82 Прокат для строительных конструкций. Общие технические условия
ГОСТ Р 51273-99 Сосуды и аппараты. Нормы и методы расчета на прочность. Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий
ГОСТ Р 51274-99 Сосуды и аппараты. Аппараты колонного типа. Нормы и методы расчета на прочность
ОСТ 26 291-94 Сосуды и аппараты стальные сварные. Общие технические условия
ОСТ 26-18-5-88 Блоки технологические газовой и нефтяной промышленности. Общие технические требования
ОСТ 5.9244 -75 Электроды марки ЭА - 395/9
РД 08-200-98 Правила безопасности в нефтяной и газовой промышленности
РД 24.031.17-88 - РД 24.031.21-88 Выбор и расчёт элементов стальных конструкций паровых стационарных котлов. Методические указания
РД 26-02-80-88 Змеевики сварные для трубчатых печей. Требования к проектированию, изготовлению и поставке
РД 26-18-7-88 Рамы блоков. Методы расчета
ТУ 14-1-2219-77 Проволока стальная сварочная марок Св-10НЮ и Св-10Х2М
ТУ 14-4-598-75 Электроды марки АНЖР-2
ТУ 14-168-23-78 Электроды марки АНЖР-3У
ТУ 36.26.11-5-89 Листы стальные просечно-вытяжные
ТУ 2-034-221197-011-91 Щупы. Модели 82003, 82103, 82203, 82303
ВСН 429-81/ММСС СССР Инструкция по проектированию футеровок промышленных печей из огнеупорных волокнистых материалов. Москва 1982г.
СНиП 23-01-99 Строительная климатология
СНиП 2.01.07-85 Нагрузки и воздействия
СНиП 2.03.11-85 Защита строительных конструкций от коррозии
СНиП 3.03.01-87 Конструкции несущие и ограждающие
СНиП 3.04.03-85 Защита строительных конструкций и сооружений от коррозии
СНиП II-23-81 Часть II Нормы проектирования. Строительные конструкции. Глава 23
СНиП 21-01-97 Пожарная безопасность зданий и сооружений
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
Руководство по возведению тепловых агрегатов из жаростойкого бетона. Москва, "Стройиздат", 1983г.
Приложение Б
(информационное)
Определения
В стандарте применены следующие термины с соответствующими определениями:
|
Термины |
Определения |
|
1 |
2 |
|
Винтообразность |
Вид деформации сборочной единицы - полученный в результате неравномерной усадки протяжённых швов при сварке элементов двутаврового сечения |
|
Грибовидность |
Угловая деформация сборочной единицы, полученная в результате усадки сварных швов |
|
Конструкция металлическая |
Конструктивно законченная и пространственно сформированная сборочная единица (расчётная, сварная или на болтах), составляющая: - часть блока, включающая в себя рамы, площадки обслуживания, лестницы, опоры и т.п.; - часть печи и подогревателя огневого, включающая в себя , камеры радиации, камеры конвекции, переходники, стойки-опоры, лестницы, площадки обслуживания, также дымовые трубы, входящие в конструкцию печей, блоков огневых подогревателей и испарителей. |
|
Рама |
Конструкция металлическая расчётная, сварная, служащая основанием для размещения оборудования и представляющая систему жёстко связанных между собой продольных и поперечных балок, выполненных из прокатных профилей гнутых и сварных. |
|
Футеровка |
Под футеровкой печи понимают систему ограждений, защищающих несущую металлоконструкцию и обшивку печи от термических воздействий, могущих привести к недопустимой термической или механической деформации несущих элементов или же к потере их несущей способности из-за снижения механической прочности материала от высокой температуры, коррозионного разрушения и т.п. воздействий. |
Приложение В
(обязательное)
Профиль деталей, примыкающих к прокатным профилям в сварных конструкциях
Прокат угловой равнобокий - по ГОСТ 8509

Таблица В.1
В миллиметрах
|
b |
d |
а (доп.откл ± 1) |
h (доп.откл. ± 1) |
с |
r |
|
20 |
3 |
17 |
4 |
3 |
1 |
|
4 |
16 |
5 |
|||
|
25 |
3 |
22 |
4 |
||
|
4 |
21 |
5 |
|||
|
28 |
3 |
25 |
4 |
4 |
|
|
32 |
29 |
||||
|
4 |
28 |
5 |
|||
|
36 |
3 |
33 |
4 |
||
|
4 |
32 |
5 |
|||
|
40 |
3 |
37 |
4 |
5 |
|
|
4 |
36 |
5 |
|||
|
45 |
3 |
42 |
4 |
||
|
4 |
41 |
5 |
|||
|
5 |
40 |
6 |
|||
|
50 |
3 |
47 |
4 |
||
|
4 |
46 |
5 |
|||
|
5 |
45 |
6 |
|||
|
56 |
3,5 |
53 |
4 |
|
|
|
4 |
52 |
5 |
6 |
|
|
|
5 |
51 |
6 |
|
1 |
|
|
63 |
4 |
59 |
5 |
|
|
|
5 |
58 |
6 |
7 |
|
|
|
6 |
57 |
7 |
|
|
|
|
|
4,5 |
66 |
5 |
|
|
|
|
5 |
65 |
6 |
|
|
|
70 |
6 |
64 |
7 |
8 |
|
|
|
7 |
63 |
8 |
|
|
|
|
8 |
62 |
9 |
|
|
|
|
5 |
70 |
6 |
|
|
|
|
6 |
69 |
7 |
|
|
|
75 |
7 |
68 |
8 |
|
|
|
|
8 |
67 |
9 |
|
1,5 |
|
|
9 |
66 |
10 |
9 |
|
|
|
5,5 |
75 |
6 |
|
|
|
80 |
6 |
74 |
7 |
|
|
|
7 |
73 |
8 |
|
|
|
|
|
8 |
72 |
9 |
|
|
|
90 |
6 |
84 |
7 |
|
|
|
7 |
83 |
8 |
10 |
|
|
|
8 |
82 |
9 |
|
||
|
9 |
81 |
10 |
|
|
|
|
100 |
6,5 |
94 |
7 |
|
|
|
7 |
8 |
|
|
||
|
8 |
93 |
9 |
|
|
|
|
10 |
91 |
11 |
|
|
|
|
12 |
89 |
13 |
12 |
|
|
|
14 |
87 |
15 |
|
|
|
|
16 |
85 |
17 |
|
2 |
|
|
110 |
7 |
104 |
8 |
|
|
|
8 |
103 |
9 |
|
|
|
|
125 |
118 |
14 |
|
||
|
9 |
117 |
10 |
|
||
|
10 |
116 |
11 |
|
||
|
12 |
114 |
13 |
|
||
|
125 |
14 |
112 |
15 |
|
|
|
16 |
110 |
17 |
|
|
|
|
|
9 |
132 |
10 |
|
2 |
|
140 |
10 |
131 |
11 |
14 |
|
|
|
12 |
129 |
13 |
|
|
|
|
10 |
152 |
11 |
|
|
|
|
11 |
151 |
12 |
|
|
|
|
12 |
150 |
13 |
|
|
|
160 |
14 |
148 |
15 |
|
|
|
|
16 |
146 |
17 |
|
|
|
|
18 |
144 |
19 |
16 |
|
|
|
20 |
142 |
21 |
|
|
|
180 |
11 |
171 |
12 |
|
3 |
|
12 |
170 |
13 |
|
||
|
|
190 |
|
|
||
|
|
13 |
189 |
14 |
|
|
|
|
14 |
188 |
15 |
|
|
|
200 |
16 |
186 |
17 |
18 |
|
|
|
20 |
182 |
21 |
|
|
|
|
25 |
177 |
26 |
|
|
|
|
30 |
172 |
31 |
|
|
|
220 |
14 |
209 |
15 |
20 |
|
|
16 |
207 |
17 |
|
||
|
|
237 |
|
|
||
|
|
18 |
235 |
19 |
|
|
|
|
20 |
233 |
21 |
|
4 |
|
250 |
22 |
231 |
23 |
24 |
|
|
|
25 |
228 |
26 |
|
|
|
|
28 |
225 |
29 |
|
|
|
|
30 |
223 |
31 |
|
|
Прокат угловой неравнобокий - по ГОСТ 8510

Таблица В.2
В миллиметрах
|
R |
b |
d |
Исполнение I |
Исполнение II |
h |
с |
r |
|
а (доп.откл.± 1) |
а1 (доп.откл.± 1) |
(доп. откл. ±1) |
|||||
|
25 |
16 |
3 |
13 |
22 |
4 |
3 |
1 |
|
32 |
20 |
17 |
29 |
4 |
|||
|
4 |
16 |
28 |
5 |
||||
|
40 |
25 |
3 |
22 |
37 |
4 |
|
|
|
4 |
21 |
36 |
5 |
|
|||
|
45 |
28 |
3 |
25 |
42 |
4 |
5 |
|
|
4 |
2 |
41 |
5 |
||||
|
50 |
32 |
3 |
29 |
47 |
4 |
|
|
|
4 |
28 |
46 |
5 |
|
|||
|
|
|
3,5 |
33 |
53 |
4 |
|
|
|
56 |
36 |
4 |
32 |
52 |
5 |
6 |
|
|
|
|
5 |
31 |
51 |
6 |
|
|
|
|
|
4 |
36 |
59 |
5 |
|
|
|
63 |
40 |
5 |
35 |
58 |
6 |
7 |
|
|
6 |
34 |
5 |
7 |
||||
|
|
|
8 |
32 |
55 |
9 |
|
|
|
70 |
45 |
4,5 |
41 |
66 |
5 |
8 |
|
|
5 |
40 |
65 |
6 |
8 |
|
||
|
|
|
45 |
70 |
|
1,5 |
||
|
75 |
50 |
6 |
44 |
69 |
7 |
9 |
|
|
|
|
8 |
42 |
67 |
9 |
|
|
|
80 |
50 |
5 |
45 |
75 |
6 |
9 |
1,5 |
|
6 |
44 |
73 |
7 |
||||
|
90 |
56 |
5,5 |
51 |
85 |
6 |
10 |
|
|
6 |
50 |
84 |
7 |
||||
|
8 |
48 |
82 |
9 |
||||
|
100 |
63 |
6 |
58 |
95 |
7 |
12 |
2 |
|
7 |
57 |
94 |
8 |
||||
|
8 |
56 |
93 |
9 |
||||
|
10 |
54 |
91 |
11 |
||||
|
110 |
70 |
6,5 |
64 |
104 |
7 |
||
|
7 |
8 |
||||||
|
8 |
63 |
103 |
9 |
||||
|
125 |
80 |
7 |
74 |
119 |
8 |
14 |
|
|
8 |
73 |
118 |
9 |
||||
|
10 |
71 |
116 |
11 |
||||
|
12 |
69 |
114 |
13 |
||||
|
140 |
90 |
8 |
83 |
133 |
9 |
||
|
10 |
81 |
131 |
11 |
||||
|
160 |
100 |
9 |
92 |
152 |
10 |
16 |
3 |
|
10 |
91 |
151 |
11 |
||||
|
12 |
89 |
149 |
13 |
||||
|
14 |
87 |
147 |
15 |
||||
|
180 |
110 |
10 |
103 |
173 |
11 |
||
|
12 |
101 |
171 |
13 |
||||
|
200 |
125 |
11 |
117 |
192 |
12 |
18 |
|
|
12 |
116 |
191 |
13 |
||||
|
14 |
114 |
189 |
15 |
||||
|
16 |
112 |
187 |
17 |
||||
|
250 |
160 |
12 |
151 |
241 |
13 |
24 |
4 |
|
16 |
147 |
237 |
17 |
||||
|
18 |
145 |
235 |
19 |
||||
|
20 |
143 |
233 |
21 |
Прокат балка двутавровая - по ГОСТ 8239
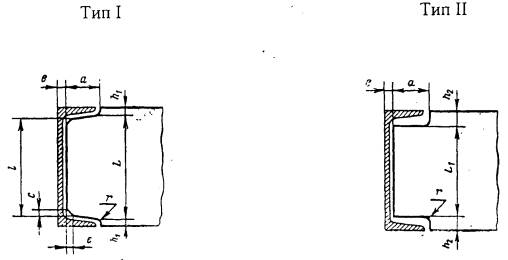
Таблица В.3
В миллиметрах
|
№ профиля |
d (доп. откл. ±1) |
е |
r |
Тип I |
Тип II |
||||
|
L (доп. откл. -1) |
h1 (доп. откл. +0,5) |
l (доп. откл. -1) |
с |
L1 (доп. откл. ±2) |
h2 (доп. откл. ±1) |
||||
|
10 |
25 |
|
|
87 |
|
82 |
|
70 |
15 |
|
12 |
30 |
|
1,5 |
107 |
|
101 |
4 |
88 |
16 |
|
14 |
34 |
4,0 |
|
127 |
6,5 |
120 |
|
106 |
17 |
|
16 |
38 |
|
147 |
139 |
|
125 |
17,5 |
||
|
18 |
43 |
|
|
167 |
|
158 |
5 |
142 |
19 |
|
18а |
47 |
|
|
|
157 |
|
|||
|
20 |
|
|
186 |
|
176 |
|
160 |
20 |
|
|
20а |
52 |
|
2,0 |
7,0 |
175 |
|
|||
|
22 |
4,5 |
|
206 |
195 |
|
178 |
21 |
||
|
22а |
57 |
|
|
194 |
6 |
||||
|
24 |
55 |
|
|
225 |
|
213 |
196 |
22 |
|
|
24а |
60 |
|
|
7,5 |
212 |
|
|||
|
27 |
50 |
|
255 |
|
242 |
|
224 |
23 |
|
|
27а |
64 |
|
254 |
8,0 |
240 |
|
222 |
24 |
|
|
30 |
|
2,5 |
285 |
7,5 |
271 |
|
250 |
25 |
|
|
30а |
69 |
5,5 |
|
284 |
8,0 |
270 |
7 |
248 |
26 |
|
33 |
66 |
|
|
312 |
9,0 |
298 |
|
276 |
27 |
|
36 |
68 |
6,0 |
3,0 |
340 |
10,0 |
326 |
8 |
302 |
29 |
|
40 |
73 |
380 |
364 |
338 |
31 |
||||
Прокат швеллер – по ГОСТ 8240

Таблица В. 4
В миллиметрах
|
№ профиля |
а (доп. откл. ±1) |
е |
r |
Тип I |
Тип II |
||||
|
L (доп. откл. -1) |
h1 (доп. откл. +0,5) |
l (доп. откл. -1) |
с |
L1 (доп. откл. ±2) |
h2 (доп. откл. ±1) |
||||
|
5 |
28 |
|
|
38 |
6,0 |
33 |
|
22 |
14 |
|
6,5 |
32 |
6 |
|
52 |
6,5 |
47 |
|
37 |
|
|
8 |
36 |
|
68 |
6,0 |
60 |
4 |
50 |
15 |
|
|
10 |
42 |
|
1,5 |
87 |
|
80 |
|
68 |
16 |
|
12 |
47 |
|
|
107 |
6,5 |
99 |
|
86 |
17 |
|
14 |
53 |
|
|
127 |
|
118 |
|
104 |
18 |
|
14а |
57 |
|
|
126 |
7,0 |
116 |
5 |
102 |
19 |
|
16 |
59 |
|
|
147 |
605 |
136 |
122 |
||
|
16а |
63 |
|
|
146 |
7,0 |
134 |
|
120 |
20 |
|
18 |
65 |
7 |
|
167 |
6,5 |
155 |
|
140 |
|
|
18а |
69 |
|
|
166 |
7,0 |
153 |
6 |
138 |
21 |
|
20 |
72 |
|
2,0 |
186 |
173 |
158 |
|||
|
20а |
76 |
|
185 |
7,5 |
171 |
|
156 |
22 |
|
|
22 |
78 |
|
|
206 |
7,0 |
192 |
|
174 |
23 |
|
22а |
83 |
|
|
205 |
7,5 |
190 |
7 |
172 |
24 |
|
24 |
85 |
|
|
226 |
7,0 |
210 |
172 |
||
|
24а |
90 |
8 |
|
225 |
|
208 |
|
190 |
25 |
|
27 |
|
|
255 |
7,5 |
239 |
8 |
220 |
||
|
30 |
94 |
9 |
2,5 |
285 |
|
268 |
246 |
27 |
|
|
33 |
100 |
|
314 |
8,0 |
295 |
9 |
272 |
29 |
|
|
36 |
104 |
10 |
3,0 |
342 |
9,0 |
323 |
10 |
300 |
30 |
|
40 |
109 |
380 |
10,0 |
360 |
334 |
33 |
|||
Форма рёбер жёсткости в прокатных профилях
Прокат балка двутавровая - по ГОСТ 8239
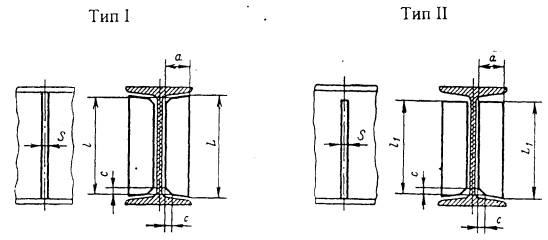
Таблица В.5
В миллиметрах
|
№ профиля |
а (доп. откл. ±2) |
S |
с |
Тип 1 |
Тип II |
||||
|
L (доп. откл. -1) |
l (доп. откл. -1) |
Вес 1 шт. кг |
L1 (доп. откл. -1) |
11 (доп. откл. -1) |
Вес 1 шт. кг |
||||
|
10 |
25 |
|
|
87 |
82 |
0,08 |
80 |
78 |
0,08 |
|
12 |
30 |
5 |
4 |
107 |
101 |
0,12 |
100 |
97 |
0,12 |
|
14 |
|
|
126 |
120 |
0,15 |
119 |
116 |
0,14 |
|
|
16 |
36 |
|
|
146 |
139 |
0,24 |
137 |
134 |
0,23 |
|
18 |
40 |
|
5 |
166 |
158 |
0,30 |
157 |
153 |
0,29 |
|
18а |
45 |
|
|
167 |
157 |
0,34 |
152 |
0,33 |
|
|
20 |
6 |
|
185 |
176 |
0,38 |
174 |
170 |
0,37 |
|
|
20а |
50 |
|
|
186 |
175 |
0,43 |
169 |
0,41 |
|
|
22 |
|
|
206 |
195 |
0,47 |
194 |
189 |
0,45 |
|
|
22а |
56 |
|
6 |
194 |
0,52 |
188 |
0,50 |
||
|
24 |
50 |
|
224 |
213 |
0,68 |
212 |
207 |
0,66 |
|
|
24а |
56 |
|
|
212 |
0,75 |
206 |
0,72 |
||
|
27 |
|
|
254 |
242 |
0,86 |
242 |
236 |
0,82 |
|
|
27а |
60 |
8 |
|
253 |
240 |
0,93 |
240 |
234 |
0,89 |
|
30 |
|
284 |
271 |
1,04 |
270 |
264 |
1,00 |
||
|
30а |
|
|
7 |
270 |
1,13 |
263 |
1,08 |
||
|
33 |
65 |
|
|
312 |
298 |
1,24 |
298 |
291 |
1,20 |
|
36 |
|
|
8 |
340 |
326 |
1,36 |
325 |
318 |
1,30 |
|
40 |
70 |
8 |
8 |
379 |
364 |
1,64 |
363 |
356 |
1,58 |
|
45 |
70 |
|
10 |
425 |
411 |
2,30 |
408 |
401 |
2,23 |
|
50 |
75 |
10 |
12 |
474 |
459 |
2,75 |
454 |
447 |
2,65 |
|
55 |
80 |
522 |
506 |
3,23 |
502 |
494 |
3,13 |
||
|
60 |
85 |
|
14 |
570 |
553 |
4,20 |
547 |
539 |
4,05 |
|
65 |
|
|
16 |
618 |
600 |
5,16 |
593 |
584 |
5,00 |
|
70 |
90 |
12 |
|
664 |
647 |
5,55 |
637 |
629 |
5,37 |
|
70а |
18 |
658 |
641 |
5,50 |
631 |
623 |
5,30 |
||
|
706 |
|
|
|
650 |
633 |
5,40 |
623 |
615 |
|
Прокат швеллер по ГОСТ 8240

Таблица В.6
В миллиметрах
|
№ профиля |
а (доп. откл. ±2) |
S |
с |
Тип I |
Тип II |
||||
|
L (доп. откл. -1) |
l (доп. откл. -1) |
Вес 1 шт. кг |
L1 (доп. откл. -1) |
l1 (доп. откл. -1) |
Вес 1 шт. кг |
||||
|
5 6,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
8 |
30 |
5 |
4 |
65 |
60 |
0,07 |
58 |
56 |
0,07 |
|
10 |
40 |
87 |
80 |
0,13 |
79 |
76 |
0,12 |
||
|
12 |
45 |
107 |
99 |
0,18 |
99 |
95 |
0,17 |
||
|
14 |
50 |
5 |
127 |
118 |
0,24 |
117 |
113 |
0,23 |
|
|
14а |
55 |
6 |
126 |
116 |
0,31 |
116 |
111 |
0,30 |
|
|
16 |
146 |
136 |
0,37 |
136 |
131 |
0,35 |
|||
|
16а |
60 |
145 |
134 |
0,39 |
134 |
129 |
0,37 |
||
|
18 |
60 |
6 |
6 |
166 |
155 |
0,46 |
154 |
149 |
0,43 |
|
18а |
65 |
165 |
153 |
0,49 |
153 |
147 |
0,46 |
||
|
20 |
185 |
173 |
0,55 |
173 |
167 |
0,52 |
|||
|
20а |
70 |
184 |
171 |
0,59 |
171 |
165 |
0,55 |
||
|
22 |
7 |
205 |
192 |
0,65 |
191 |
185 |
0,62 |
||
|
22а |
75 |
204 |
190 |
0,70 |
190 |
183 |
0,66 |
||
|
24 |
80 |
8 |
225 |
210 |
1,09 |
210 |
203 |
1,04 |
|
|
24а |
85 |
224 |
208 |
1,15 |
209 |
201 |
1,10 |
||
|
27 |
85 |
8 |
254 |
239 |
1,32 |
238 |
231 |
1,26 |
|
|
30 |
90 |
284 |
268 |
1,56 |
268 |
260 |
1,49 |
||
|
33 |
95 |
9 |
312 |
295 |
1,82 |
294 |
286 |
1,73 |
|
|
36 |
10 |
310 |
323 |
1,98 |
321 |
313 |
1,90 |
||
|
40 |
100 |
378 |
360 |
2,32 |
359 |
350 |
2,23 |
||
Размещение отверстий под болты в прокатных профилях:
Прокат - угловой равнобокий - по ГОСТ 8509;
Прокат - угловой неравнобокий - по ГОСТ 8510;

Таблица В. 7
В миллиметрах
|
b;В |
Однорядное расположение отверстий |
Двухрядное расположение отверстий |
||||||
|
а |
Dномин наиб. |
Цепное |
шахматное |
|||||
|
а1 |
А |
D1номин наиб. |
а1 |
А |
D1номин наиб. |
|||
|
20 |
13 |
4,5 |
- |
- |
- |
- |
- |
- |
|
25 |
15 |
5,5 |
||||||
|
28 |
6,5 |
|||||||
|
32 |
18 |
|||||||
|
36 |
20 |
9,0 |
||||||
|
40 |
22 |
11,0 |
||||||
|
45 |
25 |
|||||||
|
50 |
30 |
13,0 |
18 |
22 |
6,5 |
18 |
20 |
6,5 |
|
56 |
25 |
|||||||
|
63 |
35 |
17,0 |
20 |
32 |
9,0 |
20 |
28 |
9,0 |
|
70 |
40 |
20,0 |
25 |
25 |
||||
|
75 |
45 |
21,5 |
28 |
30 |
||||
|
80 |
35 |
11,0 |
||||||
|
90 |
50 |
23,5 |
30 |
40 |
11,0 |
40 |
13,0 |
|
|
100 |
55 |
35 |
40 |
|||||
|
110 |
60 |
26,0 |
55 |
15,0 |
45 |
15,0 |
||
|
125 |
70 |
45 |
55 |
35 |
23,5 |
|||
|
140 |
- |
- |
70 |
20,0 |
60 |
40 |
26 |
|
|
160 |
55 |
75 |
21,5 |
70 |
23,5 |
|||
|
180 |
90 |
26,0 |
65 |
80 |
26,0 |
|||
|
200 |
70 |
80 |
||||||
|
220 |
90 |
90 |
||||||
|
250 |
80 |
110 |
30,0 |
100 |
30,0 |
|||
|
Примечание - При стыковании профилей двух уголков размеры a, а1, A, D и D1 определяются индивидуально в соответствии с требованиями на изготовление стальных конструкций. |
||||||||
Прокат - балка двутавровая по ГОСТ 8239;

Таблица В.8
В миллиметрах
|
№ профиля |
Полка |
Стенка |
|||||||
|
b |
T |
А |
Dномин наиб. |
h1 |
d |
A1 наиб |
а |
D1номин наиб. |
|
|
10 |
55 |
7,1 |
32 |
9,0 |
70 |
4,5 |
40 |
30 |
9,0 |
|
12 |
64 |
7,2 |
36 |
88 |
4,8 |
48 |
36 |
13,0 |
|
|
14 |
73 |
6,9 |
45 |
11,0 |
107 |
4,9 |
60 |
40 |
|
|
16 |
81 |
7,7 |
13,0 |
125 |
5,0 |
80 |
|||
|
18 |
90 |
8,0 |
50 |
143 |
5,1 |
50 |
17,0 |
||
|
18а |
100 |
8,2 |
55 |
17,0 |
142 |
||||
|
20 |
8,3 |
161 |
5,2 |
100 |
|||||
|
20а |
110 |
8,5 |
60 |
20,0 |
160 |
||||
|
22 |
8,6 |
178 |
5,4 |
60 |
21,5 |
||||
|
22а |
120 |
8,8 |
65 |
||||||
|
24 |
115 |
9,5 |
60 |
196 |
5,6 |
120 |
|||
|
24а |
125 |
70 |
21,5 |
195 |
|||||
|
27 |
224 |
6,0 |
150 |
||||||
|
27а |
135 |
9,9 |
23,5 |
222 |
|||||
|
30 |
9,3 |
75 |
251 |
6,5 |
170 |
65 |
23,5 |
||
|
30а |
145 |
10,4 |
80 |
248 |
|||||
|
33 |
140 |
10,8 |
277 |
7,0 |
200 |
||||
|
36 |
145 |
12,1 |
302 |
7,5 |
220 |
70 |
|||
|
40 |
155 |
12,8 |
339 |
8,0 |
260 |
||||
|
45 |
160 |
13,9 |
90 |
384 |
8,6 |
310 |
|||
|
50 |
170 |
14,9 |
100 |
26,0 |
430 |
9,5 |
340 |
80 |
26,0 |
|
55 |
180 |
16,2 |
475 |
10,3 |
390 |
||||
|
60 |
190 |
17,2 |
110 |
30,0 |
518 |
11,1 |
420 |
90 |
30,0 |
|
65 |
200 |
19,0 |
561 |
12,0 |
460 |
||||
|
70 |
210 |
20,3 |
120 |
604 |
13,0 |
520 |
|||
|
70а |
23,6 |
598 |
15,0 |
500 |
100 |
||||
|
70б |
27,8 |
589 |
17,5 |
|
|||||
Прокат – швеллер по ГОСТ 8240

Таблица В. 9
В миллиметрах
|
№ профи ля |
Полка |
Стенка |
|||||||
|
b |
Т |
а |
Dномин наиб. |
h1 |
d |
A1 наиб |
а1 |
D1номин наиб. |
|
|
5 |
32 |
6,8 |
20 |
9,0 |
22 |
4,4 |
- |
- |
- |
|
6.5 |
36 |
7,2 |
37 |
||||||
|
8 |
40 |
7,1 |
25 |
11,0 |
50 |
4,5 |
|||
|
10 |
46 |
30 |
68 |
34 |
33 |
9,0* |
|||
|
12 |
52 |
7,6 |
17,0 |
86 |
4,8 |
44 |
38 |
13,0 |
|
|
14 |
58 |
7,7 |
35 |
104 |
4,9 |
56 |
42 |
15,0* |
|
|
14а |
62 |
8,5 |
102 |
||||||
|
16 |
64 |
8,4 |
20,0 |
122 |
5,0 |
60 |
50 |
17,0* |
|
|
16а |
68 |
8,6 |
40 |
120 |
|||||
|
18 |
70 |
8,0 |
140 |
5,1 |
70 |
55 |
20,0 |
||
|
18а |
74 |
8,8 |
45 |
23,5 |
138 |
||||
|
20 |
76 |
8,6 |
158 |
5,2 |
80 |
60 |
23,5 |
||
|
20а |
80 |
9,0 |
50 |
156 |
|||||
|
22 |
82 |
8,9 |
26,0 |
175 |
5,4 |
90 |
65 |
26,0 |
|
|
22а |
87 |
9,8 |
173 |
||||||
|
24 |
90 |
192 |
5,6 |
110 |
|||||
|
24а |
95 |
9,7 |
60 |
190 |
|||||
|
27 |
9,6 |
220 |
6,0 |
130 |
70 |
||||
|
30 |
100 |
10,3 |
247 |
6,5 |
160 |
||||
|
33 |
105 |
11,3 |
273 |
7,0 |
190 |
||||
|
36 |
110 |
11,5 |
70 |
300 |
7,5 |
210 |
75 |
||
|
40 |
115 |
12,7 |
335 |
8,0 |
250 |
||||
|
Примечание - При применении заклепок наибольшие номинальные диаметры отверстий, отмеченные звездочкой, могут быть увеличены на 2 мм. |
|||||||||
Допуски на размеры, а, а1, A, A1, D и D1 назначаются индивидуально в зависимости от точности стальных конструкций и условий изготовления последних.
Приложение Г
(обязательное)
Материалы, применяемые для изготовления конструкций металлических
Таблица 1
|
Наименование конструктивных элементов |
Вид проката |
Марки стали, требования к прокату в зависимости от отрицательной температуры. S - толщина, d - диаметр, мм |
|||
|
до минус 30° С |
ниже минус 30° С до минус 40° С |
ниже минус 40° С до минус 50° С |
ниже минус 50° С до минус 60° С |
||
|
Основные несущие свариваемые элементы конструкций, нагреваемые при эксплуатации не свыше 200°С (каркас печи, стойки, обечайки, рамы и др.) |
Сталь листовая |
Ст3пс S < 4 ГОСТ 16523 категория 4 |
- |
|
|
|
Ст3пс2 S=4 Ст3пс4 S=5-25 Ст3Гпс3 S=5-40 Ст3сп3 S=11-40 |
Ст3пс4 S=5-9 Ст3сп4 S=10-25 Ст3Гпс4 S=5-30 |
09Г2С 10Г2С1 категория 5
|
09Г2С 10Г2С1 категория 6
|
||
|
16ГС S=5-160 категория 4 14Г2, 09Г2 S=5-32 категория 4 |
S=5-40 |
||||
|
Уголки, швеллеры, двутавры |
Ст3пс2 S=4 Ст3пс4 S=5-25 Ст3сп3 S=10-25 |
Ст3пс4 S=5-9 СтЗсп4 S=10-25 09Г2 S>5 |
10Г2С1, 09Г2, 09Г2С категория 5
|
10Г2С1, 09Г2, 09Г2С категория 6 |
|
|
категория 4 |
S=5-11 |
||||
|
Сталь сортовая круглая |
Ст3пс d=12-16 Ст3сп4 d=18-25 |
10Г2 ГОСТ 4543 09Г2С, 10Г2С1 ГОСТ 19281 с проверкой ударной вязкости при отрицательной температуре KCU ³ 30 Дж/см2 (3,0 кгс.м/см2) d³12 |
|||
|
Трубы стальные |
20 ГОСТ 8731, ГОСТ 8733 группа В S £ 12 мм |
10Г2 ГОСТ 8731, ГОСТ 8733 группа В с проверкой ударной вязкости при отрицательной температуре KCU ³ 30 Дж/см2 (3,0 кгс.м/см2) S ³ 12 |
|||
|
Основные несущие свариваемые элементы конструкций, нагреваемые при эксплуатации свыше 200°С (для углеродистой стали до 300°С, для стали 09Г2С,10Г2С и 20 до 475°С) |
Сталь листовая |
Ст3пс S<4 ГОСТ 16523 категория 4 |
- |
- |
|
|
|
Ст3пс2 S=4 Ст3пс5 S=5-25 Ст3Гпс5 S=5-30 Ст3сп5 S= 11-40 |
Ст3пс5 S=5-9 Ст3сп5 S=10-25 Ст3Гпс5 S=5-30 |
09Г2С 10Г2С1 категория 13 |
09Г2С 10Г2С1 категория 14 |
|
|
|
16ГС S=5-16 категория 12 14Г2, 09Г2 S=5-32 категория 12 |
S=5-40 |
|||
|
|
Уголки, швеллеры, двутавры |
Ст3пс2 S=4 Ст3пс5 S³5 Ст3Гпс5 S³5 Ст3пс3 S³10 |
Ст3пс5 S=5-9 Ст3сп5 S=10-25 |
10Г2С1, 09Г2, 09Г2С категория 13 |
10Г2С1, 09Г2, 09Г2С категория 14 |
|
|
|
09Г2 S>5 категория 12 |
S=5-11 |
||
|
|
Сталь сортовая круглая |
Ст3пс5 d=12-16 Ст3сп5 d=18-25 |
10Г2 ГОСТ 4543 09Г2С, 10Г2С1 ГОСТ 19281 с проверкой ударной вязкости при отрицательной температуре KCU ³ 30 Дж/см2 (3,0 кгс.м/см2) d ³ 12 |
||
|
|
Трубы стальные |
20 ГОСТ 8731, ГОСТ 8733 группа В S£12 мм |
10Г2 ГОСТ 8731, ГОСТ 8733 группа В с проверкой ударной вязкости при отрицательной температуре KCU ³ 30 Дж/см2 (3,0 кгс.м/см2) S ³ 12 |
||
|
Несущие элементы конструкций, испытывающие воздействия сжимающих усилий слабонапряженные элементы, испытывающие воздействие растягивающих и (или) изгибающих напряжений до 40% от расчетных |
Сталь листовая |
Ст3пс S<4 ГОСТ 16523 категория 4 |
- |
- |
|
|
Ст3пс2 S=4 Ст3пс4 S=5-25 Ст3Гпс3 S=5-40 |
Ст3пс4 S=5-9 Ст3сп4 S=10-25 Ст3Гпс4 S=5-30 |
Ст3сп5 S=5-25 |
|||
|
Уголки, швеллеры, двутавры |
Ст3пс2 S=4 Ст3пс4 S³5 Ст3Гпс3 S³5 |
Ст3пс4 S=5-9 Ст3сп4 S=10-25 |
Ст3сп5 S³5 |
||
|
Сталь сортовая круглая |
Ст3пс5 d=12-16 Ст3сп5 d=18-25 |
10Г2 ГОСТ 4543 09Г2С, 10Г2С1 ГОСТ 19281 с проверкой ударной вязкости при отрицательной температуре KCU ³ 30 Дж/см2 (3,0 кгс.м/см2) d ³ 12 |
|||
|
Трубы стальные |
10Г2 ГОСТ 8731, ГОСТ 8733 группа В с проверкой ударной вязкости при отрицательной температуре KCU ³ 30 Дж/см2 (3,0 кгс.м/см2) S ³ 12 |
||||
|
Вспомогательные сварные детали: ребра, косынки, опорные стойки и т.д. |
Сталь листовая |
Ст3кп S<4 категория 4 |
Ст3пс S<4 ГОСТ 16523 категория 4 |
||
|
Ст3кп |
Ст3пс S=4-5 Ст3пс3 S³6 |
Ст3пс S=4-5 Ст3пс5 S=6-25 |
|||
|
Уголки, швеллеры, двутавры |
Ст3кп |
Ст3пс S=4-5 Ст3пс3 S³6 |
Ст3пс S=4-5 Ст3пс5 S=6-25 |
||
|
Сталь сортовая круглая |
Ст3кп |
Ст3пс3 |
Ст3пс S£5 Ст3пс5 S=12-25 |
||
|
Трубы электросварные |
Ст3кп |
Ст3кп S=4-10 Ст3пс S> 10 ГОСТ 10705 |
Ст3пс S=4-5 Ст3сп4 S³6 ГОСТ 10706 |
||
|
Основные сварные элементы: лестниц, площадок, ограждений и т.д. |
Сталь листовая |
Ст3кп S<4 ГОСТ 16523 категория 4 |
Ст3пс S<4 ГОСТ 16523 категория 4 |
||
|
Ст3кп |
Ст3кп S=4-10 Ст3пс S>10 |
Ст3пс S=4-5 Ст3сп4 S=6-25 |
|||
|
Уголки, швеллеры, двутавры |
Ст3кп |
Ст3кп S=4-10 Ст3пс S>12 |
Ст3пс S=4-5 Ст3сп4 S³6 |
||
|
Трубы электросварные |
Ст3кп |
Ст3кп S=4-10 Ст3пс S>10 |
Ст3пс S=4-5 СтЗсп4 S³6 |
||
|
Листы рифленые |
Ст3кп |
Ст3кп Ст3пс |
Ст3пс |
||
|
Листы просечно-вытяжные |
Ст3кп ТУ 36.26.11-5 |
Ст3кп Ст3пс ТУ 36.26.11-5 |
Ст3пс ТУ 36.26.11-5 |
||
|
Крепежные детали |
- |
Ст3пс4 d=12-16 СтЗсп4 d>16 |
20, 25, 35, 40 |
10Г2, 20ХНЗА, 35Х ГОСТ 4543 с проверкой ударной вязкости при отрицательной температуре KCU ³ 30 Дж/см2 (3,0 кгс.м/см2) d ³ 16 |
|
|
Примечания: 1. При изготовлении металлических конструкций допускается замена материалов для несущих конструкций по согласованию с автором проекта. 2. Технические требования на крепежные детали по ГОСТ 1759.0, ГОСТ 1759.1, ГОСТ 1759.2, ГОСТ 1759.3, ГОСТ 1759.4. |
|||||
Приложение Д
(обязательное)
Сварочные материалы
|
|
Ручная электродуговая сварка |
Автоматическая сварка |
Дуговая сварка в защитном газе |
|||||
|
Марка стали |
Тип электрода ГОСТ 9467 |
Условия по применению |
Марка проволоки по ГОСТ 2246 |
Флюс по ГОСТ 9087 |
Условия применения |
Марка проволоки по ГОСТ 2246 |
Защитный газ |
Условия применения |
|
Ст3кп Ст3пс |
Э42 Э46 |
Не ниже - 15 °С |
Св-08 Св-08А |
АН-348А ОСЦ-45 |
Не ниже -20 °С |
|
|
Не ниже -30 °С (стали категории 3) не ниже -40 °С (стали категории 4) |
|
Ст3сп Ст3Гпс 20 |
Э42А Э46А Э50А |
Не ниже - 30 °С (стали категории 3) Не ниже -40°С (стали категории 4) |
|
ОСЦ-45М АНЦ-1 |
Не ниже -30 °С (стали категории 3) не ниже -40°С (стали категории4) |
Св-08ГС Св-08Г2С |
Углекислый газ ГОСТ 8050; смесь углекислого газа с кислородом ГОСТ 5583 |
|
|
16ГС 17ГС |
|
Не ниже -40 °С |
Св-08ГА Св-10ГА |
АН-22 АН-47 |
|
|
Не ниже -40 °С |
|
|
|
|
|
ОСЦ-45 АН-348А АНЦ-1 |
Не ниже -30 °С |
|
|||
|
09Г2 09Г2С 10Г2 10Г2С1 |
Э50А |
Не ниже -60 °С |
|
|
при любой толщине металла Не ниже -40 °С при толщине металла не более 24 мм |
Св-08Г2С Æ0,8-1,2мм |
Не ниже -60 °С |
|
|
|
|
|
Св-10НЮ Св-10НМА |
АН-47 АН-348А ОСЦ-45 ОСЦ-45М |
Не ниже -60 °С |
|
||
|
Примечания 1. Приварка вспомогательных элементов к несущим конструкциям производится электродами, применяемыми для сварки несущих конструкций. 2. Допускается применение аргонодуговой сварки неплавящимся электродом проволокой Св-08Г2С сталей марок Ст3сп, 20, 17ГС, 16ГС, 09Г2, 09Г2С, 10Г2, 10Г2С1. Защитный газ аргон ГОСТ 10157. 3. Проволока марки Св-10НЮ выпускается по ТУ 14-1-2219. 4 Приварку элементов из стали марок 08X13, 15X28, 20Х23Н18 и 20Х23Н13 к корпус печи из углеродистых или низколегированных сталей рекомендуется выполнять следующими электродами в зависимости от температуры эксплуатации сварного соединения: Э-10Х25Н13Г2 ГОСТ 10052 (марка ОЗЛ-6) - до 400° С; 11Х15Н25М6АГ2 ОСТ 5. 9244 (марка ЭА-395/9) - до 435° С; 08Х24Н25МЗГ2 ТУ 14-168-23 (марка АНЖР- ЗУ) - до 470°С; 08Х24Н40М7Г2 ТУ 14-4-598 (марка АНЖР- 2) - до 550°С. При этом для стали марок 08X13, 15X28 при толщине свыше 6 мм необходим подогрев до температуры 100°С. Температура 550°С является максимально допустимой для эксплуатации сварных соединений из разнородных сталей. |
||||||||
Приложение Ж
(рекомендуемое)
Удостоверение качества №
на изготовление конструкций металлических_____________________________________
изготовленных на заводе______________________________________________________
Заказчик____________________________________________________________________
Заказ №___________________________ Год изготовления__________________________
1 Наименование объекта______________________________________________________
2.Организация, выполнившая конструкторскую документацию (№ чертежа)
1.1 Сведения о материалах из которых изготовлены металлические конструкции
|
№ п/п |
Наименование основных частей конструкций металлических: печи, подогревателя огневого (корпус, камера радиации, камера конвекции, переход и т. д.); |
Количест-во, штук |
Основной материал |
Данные о сварке |
Данные о сварщиках, квалификация, разряд, № клейма |
|
|
Марка стали обозначение стандарта или технических условий |
Вид сварки |
Электроды , сварочная проволока, тип, марка ГОСТ или ТУ |
||||
|
|
|
|
|
|
|
|
1.2 Применённые материалы соответствуют требованиям проекта
3 Документы о согласовании отступлений от проекта при изготовлении
_____________________________________________________________________________
4. Сведения о контроле сварных соединений _______________________________________
(методы контроля, документы
_____________________________________________________________________________
результатов испытаний сварных швов)
5. Вид окраски (грунтовки), консервации__________________________________________
Примечания:
1 Сертификаты на основные и сварочные материалы, болты, материалы для грунтовки хранятся на предприятии-изготовителе.
2 Протоколы испытания электросварщиков хранятся на предприятии-изготовителе. Приложения: Схемы контрольных сборок конструкций металлических
1. ____________________________________________________________________
6.ЗАКЛЮЧЕНИЕ: конструкции металлические____________________________________
(перечислить наименование
_______________________________________________________изготовлены и испытаны
основных частей)
в полном соответствии с проектом и признаны годными к работе.
Главный инженер завода___________________
Начальник ОТК завода____________________
М.П.
«______»__________20 г.
Приложение К
(рекомендуемое)
Журнал контроля сварных соединений
Наименование предприятия (изготовителя) ______________________________
|
№ чертежа конструкции металлической |
Метод контроля |
Объём контроля |
Выявленные дефекты |
Оценка |
Номер и дата протокола испытаний |
Ф.И.О. и подпись лица, ответственного за контроль |
|
|
|
|
|
|
|
|
СПИСОК
Сварщиков и контролёров ОТК, принимавших участие в изготовлении конструкций
металлических
|
Ф.И.О. сварщика (контролёра) |
Номер удостоверения |
Дата аттестации |
К каким видам работ допущен |
Квалификационный разряд |
Номер клейма |
|
|
|
|
|
|
|
|
|