|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО-ЭКСПЕРИМЕНТАЛЬНЫЙ ИНСТИТУТ ПРОМЫШЛЕННЫХ ЗДАНИИ И СООРУЖЕНИЙ (ЦНИИПРОМЗДАНИЙ) ГОССТРОЯ СССР
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТИПОВЫЕ РЕШЕНИЯ
МЕТАЛЛИЧЕСКИЕ ОГРАЖДАЮЩИЕ КОНСТРУКЦИИ ПРОМЫШЛЕННЫХ ЗДАНИЙ
|
|
МОСКВА |
Приведены технические условия на ограждающие конструкции и извлечения из стандартов на материалы и полуфабрикаты, а также систематизированные сведения по основным вопросам проектирования металлических стен и покрытий промышленных зданий, Действующие нормы и рекомендации по проектированию легких ограждений.
Для инженерно-технических работников проектных, строительных и научно-исследовательских организаций, а также предприятий строительной индустрии.
Составлены ЦНИИПромзданий Госстроя СССР (канд. техн. наук Г.М. Смилянский, арх. В.И. Березутский) под общей редакцией канд. техн. наук Ю.Н. Хромца.
Содержание
ПРЕДИСЛОВИЕ
За последние годы, по существу, была создана новая отрасль стройиндустрии по производству легких несущих и ограждающих конструкций. Построен и пущен ряд заводов по их специализированному изготовлению, разработана система нормативных документов и чертежей типовых конструкций. Из года в год растут объемы производства и применения в строительстве этих конструкций, улучшается их качество и номенклатура, ведутся работы, завершение которых позволит перейти на комплектную поставку.
Сложность задачи, разнообразие и специфичность вопросов, а также большой спрос на информационные материалы, выпускаемые, как правило, незначительным тиражом, послужили причиной разработки сборника, включающего широкую и самую последнюю информацию для специалистов, связанных с производством, проектированием, поставкой и возведением легких металлических ограждающих конструкций.
В сборнике приведены систематизированные сведения по металлическим ограждающим конструкциям и комплектующим их изделиям, которые образуют две группы: изготовляемые на специализированных заводах металлических ограждающих конструкций строительных министерств и ведомств и изделия общего назначения, изготовляемые на заводах других отраслей народного хозяйства. Кроме того, в сборник включен материал и рекомендации по проектированию металлических ограждающих конструкций с учетом их специфики.
В соответствии с изложенным, сборник содержит три главы, посвященные трем группам вопросов, и приложение.
Первая глава содержит полный текст технических условий и отраслевых стандартов на конструкции и изделия, изготовляемые специализированными предприятиями строительных министерств.
Вторая глава содержит извлечения из стандартов и технических условий на материалы и изделия общего назначения, используемые в металлических ограждающих конструкциях.
Третья глава содержит изложение основных принципов проектирования металлических стен и покрытий промышленных зданий с ссылками на действующие инструктивно-нормативные документы.
Все данные приведены по состоянию на 1 января 1980 г.
Приложение содержит перечни основных нормативных документов и действующих типовых проектов металлических ограждающих конструкций и их элементов.
В технические условия, помещенные в справочнике, внесены необходимые уточнения формулировок и сделаны некоторые изменения редакционного характера, облегчающие пользование книгой.
Сборник составлен канд. техн. наук Г.М. Смилянским и арх. В.И. Березутским при участии арх. Б.Я. Хоревича.
Авторы выражают благодарность Ю.К. Тринчеру (Теплоэлектропроект), А.В. Захаровой (ПКБ Главэнергостроймеханизация), Р.А. Кулыгиной, З.П. Кленовой (Минтяжстрой СССР), Ю.А. Маршеву, Е.Е. Приходько (Гипроспецлегконструкция) за большую помощь в подборе материала.
Глава I. ПРОФИЛИРОВАННЫЙ ЛИСТ, ПАНЕЛИ И КОМПЛЕКТУЮЩИЕ ЭЛЕМЕНТЫ, ИЗГОТОВЛЯЕМЫЕ НА ЗАВОДАХ МЕТАЛЛИЧЕСКИХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ
Продукция заводов стройиндустрии образует четыре группы изделий для стен и покрытий:
1. Профилированный стальной и алюминиевый лист с различными защитно-декоративными покрытиями.
2. Двух- и трехслойные бескаркасные панели.
3. Крепежные детали.
4. Погонажные и нестандартные крепежные изделия.
Кроме того, выпускается стальной лист с полимерным покрытием в рулонах и плоский лист мерной длины.
В соответствии с этим первая глава имеет пять разделов по пяти перечисленным группам изделий и полуфабрикатов. Каждый раздел включает полный текст технических условий каждого из заводов на данный вид продукции или соответствующего отраслевого стандарта. При отсутствии таких документов приводятся характеристики изделий по утвержденным соответствующим ведомством рабочим чертежам. Перечень заводов, номенклатуры продукции и техдокументации на нее приведен в таблице.
Технические условия, стандарт или чертежи на вид продукции
|
Завод и ведомство |
Стальной профилированный лист |
Алюминиевый профилированный лист |
Трехслойные панели |
Двухслойные панели |
|
1. Куйбышевский завод «Электрощит» Минэнерго СССР |
- |
- |
||
|
2. Киреевский завод ограждающих конструкций Минмонтажспецстроя СССР |
- |
- |
- |
|
|
3. Орский завод металлоконструкций Минмонтажспецстроя СССР |
- |
- |
||
|
4. Ташкентский экспериментальный завод легких металлических конструкций Минмонтажспецстроя СССР |
- |
- |
||
|
5. Воронежский завод строительных алюминиевых конструкций Минмонтажспецстроя СССР |
- |
- |
||
|
6. Челябинский завод профилированного стального настила Минтяжстроя СССР |
- |
|||
|
7. Хабаровский завод алюминиевых конструкций Минтяжстроя СССР |
- |
Продолжение
|
Завод и ведомство |
Самонарезающие болты, комбинированные заклепки |
Прочий крепеж |
Погонажные изделия |
Крашеный лист в рулоне и мерной длины |
|
1. Куйбышевский завод «Электрощит» Минэнерго СССР |
||||
|
2. Киреевский завод ограждающих конструкций Минмонтажспецстроя СССР |
- |
- |
- |
|
|
3. Орский завод металлоконструкций Минмонтажспецстроя СССР |
- |
- |
Гипроспецлегконструкция, альбом шифр ДП-77 |
- |
|
4. Ташкентский экспериментальный завод легких металлических конструкций Минмонтажспецстроя СССР |
- |
- |
- |
- |
|
5. Воронежский завод строительных алюминиевых конструкций Минмонтажспецстроя СССР |
- |
- |
||
|
6. Челябинский завод профилированного стального настила Минтяжстроя СССР |
- |
|||
|
7. Хабаровский завод алюминиевых конструкций Минтяжстроя СССР |
- |
- |
- |
- |
1. ПРОФИЛИРОВАННЫЙ ЛИСТ
Профили стальные гнутые с трапециевидной формой гофра для строительства
Технические условия
ТУ 34-13-5914-79
(взамен ТУ 34-5831-71, ТУ 34-5898-73)
Срок введения с 28.11.1979 г.
Срок действия до 28.11.1984 г.
Настоящие Технические условия (ТУ) распространяются на профили стальные гнутые с трапециевидной формой гофра для строительства, изготавливаемые на профилегибочном стане.
Профили предназначены для покрытий и стен с утеплителями, не обладающими гигроскопичностью и агрессивностью по отношению к антикоррозионному покрытию профилей.
Пример записи стенового профиля высотой 50 мм, шириной 749 мм, толщиной металла 0,8 мм, длиной 6000 мм:
для профиля из оцинкованной стали с покрытием лицевой стороны акрилсиликоновой эмалью, обратной - алкидным лаком;
|
С50 - 749 - 0,8 - Ц |
АС |
ТУ 34-13-5914-79; |
|
l = 6000; |
|
ГФ |
для профиля из оцинкованной стали без дополнительных лакокрасочных или полимерных покрытий:
С50 - 749 - 0,8 - Ц ТУ 34-13-5914-79; l = 6000;
для профиля из оцинкованной стали с покрытием обратной стороны органозолем:
|
С50 - 749 - 0,8 - Ц |
Ц |
ТУ 34-13-5914-79; |
|
l = 6000; |
|
ОД |
для профиля из холоднокатаной стали с покрытием лицевой стороны органозолем, обратной - алкидным лаком:
|
С50 - 749 - 0,8 - |
ОД |
ТУ 34-13-5914-79; |
|
l = 6000; |
|
ГФ |
Цвет покрытия оговаривается в заказе по согласованию с предприятием-изготовителем.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Профили стальные гнутые с трапециевидной формой гофра для строительства (в дальнейшем именуемые «профили») должны соответствовать требованиям настоящих ТУ и комплекта документации согласно 8ГК.342.023, 8ГК.342.024, 8ГК.342.026, 8ГК.342.028. 8ГК.342.027.
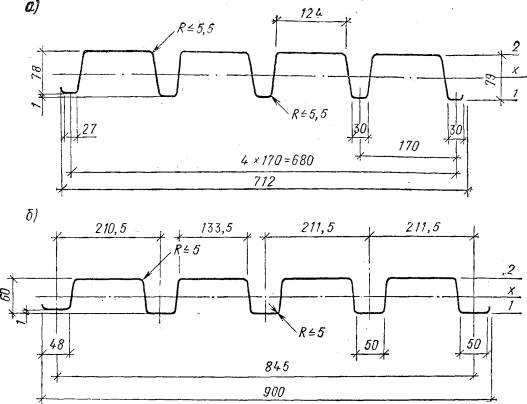
Рис. 1. Профили
а - Н 79-680-1; б - Н 60-782; в - Н 40-711-0,8
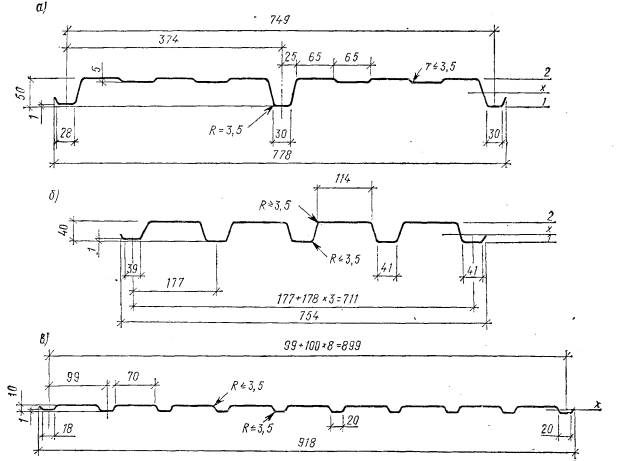
Рис. 2. Профили
а - С 50-749; б - Н 40-711-0,8; в - С 10-899-08
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.2. Размеры, форма сечений, справочные величины профилей должны соответствовать указанным на рис. 1, 2 и в табл. 2-3.
1.3. Профили для покрытий должны изготавливаться длиной от 2 до 12 м, кратно 1 м. Профили для стен должны изготавливаться длиной от 2,4 до 12 м, кратно 0,6 м.
1.4. Предельные отклонения по размерам профилей не должны превышать, указанных в табл. 1.
Таблица 1
|
Показатель |
Величина, мм |
Предельные отклонения, мм |
|
Высота |
10, 40, 50, 69, 79 |
±1 ±2 |
|
Ширина |
711, 749, 845, 899 |
±8 |
|
Длина |
От 2000 до 12 000 |
±10 |
Таблица 2
|
Сортамент |
Рис. |
Ширина заготовки, мм |
Толщина металла, мм |
Вес 1 пог. м, кг |
Момент инерции Jx, см4 |
Справочные величины на 1 м ширины покрытия |
Вес 1 м2 покрытия, кг |
|||
|
Момент сопротивления, см3 |
||||||||||
|
Сжата узкая полка |
Сжата широкая полка |
|||||||||
|
Wx1 |
Wx2 |
Wx1 |
Wx2 |
|||||||
|
Н79-6810-1 |
1а |
125 |
1 |
10,4 |
127,5 |
26,9 |
30,7 |
30,7 |
55,6 |
15,3 |
|
Н60-845-1 |
1б |
125 |
1 |
10,4 |
64,3 |
21,7 |
36,8 |
19,6 |
17,8 |
12,3 |
|
Н60-845-0,9 |
1б |
125 |
0,9 |
9,4 |
55,7 |
18,6 |
33 |
17,5 |
15,3 |
11,1 |
|
Н60-845-0,8 |
1б |
125 |
0,8 |
8,5 |
47,5 |
15,7 |
29,9 |
15,3 |
12,8 |
10 |
|
Н40-711-0,8 |
1в |
1000 |
0,8 |
6,8 |
21,1 |
10,7 |
19,2 |
9,7 |
8,7 |
9,6 |
Примечание. Вес рассчитан для профилей, изготовленных из оцинкованной стали без дополнительного защитного покрытия.
Таблица 3
|
Сортамент |
Рис. |
Ширина заготовки, мм |
Толщина металла, мм |
Вес 1 пог. м, кг |
Справочная величина на 1 м ширины ограждения |
Вес 1 м2 ограждения, кг |
|||||
|
Сжата узкая полка |
Сжата широкая полка |
||||||||||
|
Момент инерции Jx, см4 |
Момент сопротивления, см3 |
Момент инерции Jx, см4 |
Момент сопротивления, см3 |
||||||||
|
Wx1 |
Wx2 |
Wx1 |
Wx2 |
||||||||
|
С50-749-0,8 |
2а |
1000 |
0,8 |
6,8 |
27,2 |
7 |
24,4 |
14,5 |
5,4 |
5,2 |
9,1 |
|
С10-900-0,8 |
2в |
1000 |
0,8 |
6,8 |
1,16 |
- |
- |
- |
|
- |
7,6 |
Примечание. Вес рассчитан для профилей, изготовленных из оцинкованной стали без дополнительного защитного покрытия.
1.5. Разность по ширине крайних (замковых) полок должна быть не менее 2 мм.
1.6. Серповидность профилей не должна превышать 1 мм на 1 м длины профиля. Общая серповидность не должна превышать произведения допускаемой серповидности на 1 м на длину профиля в метрах.
1.7. Волнистость на плоских участках профилей не должна превышать 2 мм на 1м длины профиля. Минимальный шаг волны 300 мм.
1.8. Неперпендикулярность обрезных кромок не должна превышать 3 мм на ширину профиля.
1.9. Вес профилей определяется с учетом веса лакокрасочного покрытия в соответствии с п. 1.11.
МАТЕРИАЛЫ
1.10. Для изготовления профилей должен применяться металл: сталь рулонная оцинкованная по ГОСТ 14918-69, группы Б, I класса покрытия, марки БСт3п по ГОСТ 380-71*, толщиной 0,8; 0,9; 1 мм, шириной 1000 и 1250 мм, нормальной точности прокатки, с обрезной кромкой и предельными отклонениями размеров по ГОСТ 19904-74;
сталь рулонная холоднокатаная по ГОСТ 19904-74 марки БСт3кп по ГОСТ 380-71*, толщиной 0,8; 0,9; 1 мм, шириной 1000 и 1250 мм, нормальной точности прокатки, с обрезной кромкой.
Примечание. Допускается изготовление профилей для стен из стали марок Ст1кп и Ст2кп по ГОСТ 380-71*.
1.11. Для нанесения защитного покрытия должны применяться лакокрасочные материалы:
акриловые эмали АС-5122Г, АС-5122 ПМ по ТУ 6-10-12-84-76 (60,4);
акрилсиликоновые эмали АС-1171 Г, АС-1171 ГШ, АС-1171 АПМ, АС-1171 АГ по ТУ 6-10-12-85-76 (60,4);
меламино-алкидные эмали МЛ-12 по ГОСТ 9754-76 (55,6);
краска ОД-ХВ-221 по ТУ 6-10-1606-77, (82,0);
алкидный лак ГФ-296 Г, ГФ-296 ПГ по ТУ 6-10-1490-75 (6).
Примечание. В скобках указан вес защитного покрытия в граммах, нанесенного на 1 м2 поверхности металла.
1.12. Технические требования по нанесению защитных покрытий по ТУ 34-13-4630-76, ТУ 34-13-17604-77.
ТРЕБОВАНИЯ К ВНЕШНЕМУ ВИДУ
1.13. Внешний вид и качество отделки поверхности профилей должны соответствовать эталонам, утвержденным в установленном порядке.
1.14. На профилях не допускаются: вмятины, коробления, выступающие заусенцы;
дефекты на поверхности профилей и следы от формообразующего инструмента, нарушающие целостность цинкового, лакокрасочного или полимерного покрытия.
КОМПЛЕКТНОСТЬ
1.15. В комплект поставки входят:
профили одного типоразмера, марки стали и вида лакокрасочного или полимерного покрытия;
сертификат на партию в двух экземплярах.
1.16. Профили могут поставляться комплектно с крепежными элементами (если это специально оговорено в заказе):
болтами самонарезающими по ОСТ 34-13-016-77;
заклепками комбинированными по ОСТ 34-13-017-78.
1.17. Поставка крепежных элементов производится за отдельную плату.
1.18. Допускается поставка профилей длиной, отличающейся от заказанной, но не менее 2 м и не более заказанной, в количестве не более 2% общего веса партии.
1.19. Количество профилей в заказе должно соответствовать норме загрузки железнодорожных платформ.
МАРКИРОВКА
1.20. На каждый пакет профилей должна быть прикреплена табличка по ГОСТ 12969-67* и ГОСТ 12971-67*, на которой указывают:
наименование или товарный знак предприятия-изготовителя;
условное обозначение профиля;
длину профиля;
количество профилей в пакете;
вес пакета;
номер настоящих ТУ;
клеймо отдела технического контроля;
дату изготовления.
1.21. Каждая партия профилей должна сопровождаться сертификатом, содержащим следующие данные:
наименование или товарный знак предприятия-изготовителя;
наименование потребителя;
номер заказа;
условное обозначение профиля;
марку стали по сертификату завода-изготовителя заготовок;
марку и цвет лакокрасочного покрытия каждой стороны профиля;
количество и номера пакетов с указанием веса каждого пакета;
общее количество профилей в партии с указанием количества профилей длиной, отличающейся от заказанной;
заключение отдела технического контроля завода-изготовителя о полном соответствии продукции всем требованиям ТУ и рабочим чертежам.
1.22. На каждом грузовом месте должно быть указано:
наименование объекта назначения;
номер заказа;
номер упаковочного места согласно ведомости комплектации;
необходимые предупредительные знаки.
1.23. Маркировка транспортной тары с крепежными изделиями должна быть выполнена по ГОСТ 14192-77.
1.24. На ящике, в который вложена техническая и сопроводительная документация (грузовое место № 1), должна быть нанесена несмываемая надпись «Документация здесь».
УПАКОВКА
1.25. Профили должны упаковываться пакетами весом не более 10 т. Высота пакета должна быть не более 800 мм.
1.26. По длине габаритный размер пакета профилей не должен превышать габаритный размер отдельного профиля пакета более чем на 50 мм.
1.27. Упаковка пакетов профилей должна производиться по чертежам завода-изготовителя, утвержденным в установленном порядке, и соответствовать ГОСТ 7566-69*.
1.28. Упаковка пакетов должна обеспечивать сохранность профилей и защитного покрытия поверхности от механических повреждений и передачи вертикальной нагрузки от верхних ярусов на транспортную платформу через элементы упаковки.
1.29. Упаковка крепежных изделий должна соответствовать ГОСТ 2991-76.
1.30. В каждое грузовое место с крепежными изделиями должен быть вложен упаковочный лист с указанием количества (или веса) крепежных изделий.
1.31. Товаросопроводительная документация, прилагаемая к партии профилей, должна быть упакована в герметичный конверт из водонепроницаемого материала (пленка полиэтиленовая по ГОСТ 10354-73 или другой равноценный материал) и вложена в грузовое место № 1.
1.32. Допускается отправка товаросопроводительной документации заказчику по почте.
2. ПРАВИЛА ПРИЕМКИ
2.1, Каждая партия профилей должна быть принята отделом технического контроля предприятия-изготовителя.
2.2. К одной партии относятся профили одного типоразмера, марки стали, вида защитного покрытия, изготовленные в течение сменной работы стана.
2.3. При приемке проверяется соответствие профилей требованиям настоящих ТУ и рабочим чертежам.
2.4. Отбор профилей для контроля производить по одному верхнему от каждого пакета.
2.5. Партия считается принятой, если все отобранные профили соответствуют требованиям настоящих ТУ и рабочим чертежам.
2.6. Если при проверке отобранных профилей окажется хотя бы один профиль, не соответствующий требованиям ТУ и рабочим чертежам, следует отобрать удвоенное количество профилей от той же партии и произвести их повторную проверку.
Если при повторной проверке окажется хотя бы один профиль, не удовлетворяющий требованиям настоящих ТУ и рабочим чертежам, то вся партия подвергается поштучной приемке.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Химический состав и свойства стали профилей принимают по сертификату предприятия-изготовителя.
3.2. Для контрольной проверки качества оцинкованной стали должны применяться правила отбора проб и методы испытаний по ГОСТ 14918-69.
3.3. Для контрольной проверки качества лакокрасочного или полимерного покрытия должны применяться правила и методы испытаний по ТУ 34-13-4630-76, ТУ 34-13-17604-77.
3.4. Контроль геометрических размеров поперечного сечения профилей должен производиться на расстоянии не менее 500 мм от торцов.
Для контроля применяются: рулетка по ГОСТ 7502-69, металлическая линейка по ГОСТ 427-75, штангенрейсмус по ГОСТ 164-73*.
3.5. Серповидность профилей контролируется по ребру гофра на 1 м длины с помощью поверочной линейки по ГОСТ 8026-75 и набора щупов № 4 по ГОСТ 882-75.
Общая серповидность определяется замером зазора между профилем и струной, закрепленной на концах профиля.
3.6. Волнистость профилей проверяется на одном шаге волны с помощью поверочной линейки по ГОСТ 8026-75 и набора щупов № 4 по ГОСТ 882-75.
3.7. Неперпендикулярность кромок проверяется наложением угольника по ГОСТ 3749-77 с помощью набора щупов № 4 по ГОСТ 882-75.
3.8. Качество поверхности профилей определяют визуально без помощи увеличительных приборов сравнением с утвержденным эталоном.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование пакетов профилей должно осуществляться железнодорожным транспортом с соблюдением Правил МПС.
4.2. Транспортирование и хранение профилей должно производиться в один или несколько ярусов при условии соблюдения п. 1.27, настоящих ТУ.
Количество пакетов профилей, погружаемых на одну платформу, должно соответствовать норме загрузки и иметь общий вес 40-65 т в зависимости от длины и марки профиля.
4.3. Транспортирование пакетов профилей в зависимости от воздействия климатических условий производится по группе Ж1, хранение - по группе Ж2, ГОСТ 15150-69*.
4.4. Погрузка и крепление пакетов профилей на открытом подвижном составе производится по чертежам предприятия-изготовителя в соответствии с техническими условиями погрузки и крепления грузов МПС.
4.5. Погрузка пакетов профилей, перегрузка их в пути с одного вида транспорта на другой и выгрузка должны осуществляться механизированными подъемно-транспортными средствами и способами, исключающими повреждение отдельных листов пакета.
4.6. Выгрузка отдельных листов пакета вручную и подача пакетов и профилей к месту монтажа волоком запрещается.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Область применения определенного сортамента профиля, изготовленного из конкретной марки металла с конкретным защитным покрытием, должна быть установлена проектировщиком здания.
5.2. При монтаже в эксплуатации профиля не допускается нарушение целостности защитно-декоративного и цинкового покрытия профилей.
5.3. Профилированный лист должен крепиться к несущим конструкциям самонарезающими болтами. При этом на крайних опорах закрепление осуществляется в каждом гофре настила, а на промежуточных - через один.
Для установки самонарезающих болтов в соединяемых элементах со стороны профилированного листа сверлится отверстие диаметром 5,4 ±0,1 мм. Самонарезающий болт в комплекте с уплотнительными шайбами завинчивается пневматическими или электрическими гайковертами типа ПО-350 с обеспечением необходимого крутящего момента.
5.4. Соединение профилированных листов между собой должно выполняться комбинированными заклепками, устанавливаемыми с шагом 300-400 мм по замковым полкам. Для установки заклепки сверлится отверстие диаметром 5±0,1 мм.
Установка заклепки производится с одной стороны пакета листов.
Для установки используется специальный инструмент, обеспечивающий прижатие заклепки к листу и вытягивание стержня заклепки до обрыва.
Применяется инструмент как с пневматическим, так и с ручным (рычажным) приводом (пневматический пистолет СТД-91) (ОП-12), пневмомасляный пистолет ОР-12, ручные рычажные клещи и др.).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Профили должны быть приняты отделом технического контроля предприятия-изготовителя.
6.2. Предприятие-изготовитель гарантирует соответствие профилей требованиям настоящих ТУ при соблюдении потребителем условий транспортирования, хранения и применения, установленных техническими условиями.
6.3. Гарантийный срок службы профилей 3 года с момента отгрузки с предприятия-изготовителя.
Сталь
холодногнутая оцинкованная.
Профили гофрированные с трапециевидной формой гофра для стен производственных
зданий
Технические условия
ТУ 36-1928-76
(с изменениями № 1 от 01.11.1977 г., № 2 от 15.12.1977 г. и № 3 от 01.07.1979 г.)
Срок введения с 01.06.1976 г.
Срок действия до 01.03.1984 г.
Настоящие Технические условия (ТУ) распространяются на стальные оцинкованные гнутые профили с трапециевидной формой гофра, предназначенные для стен производственных зданий.
Профили изготавливаются Киреевским заводом ограждающих конструкций и Орским заводом металлоконструкций Минмонтажспецстроя СССР.
Пример обозначения профиля высотой 15 мм и толщиной 0,8 мм: профиль С15-1000-0,8.
1. СОРТАМЕНТ
1.1. Поперечное сечение профиля, размеры, допускаемые отклонения, справочные величины и масса должны соответствовать рисунку и таблице настоящих ТУ.
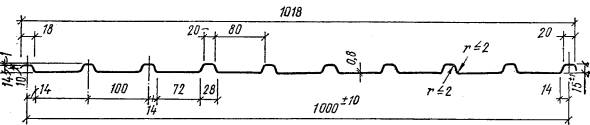
Рис. Профиль С 15-1000-0,8
Примечания: 1. Размеры профиля, указанные на чертеже без предельных отклонений, а также радиусы кривизны контролируются по калибрам валков; размеры контролируются не только шаблонами, но и измерительными инструментами.
2. При вычислении веса профиля объемный вес стали принят равным 7,85 г/см3. Вес цинкового покрытия, нанесенного с двух сторон, принят равным 500 г/м2.
|
Обозначение профилеразмера |
Площадь сечения, см2 |
Вес 1 пог. м профиля, кг |
Момент инерции та профиль, см4 |
Вес 1 м2 профиля, кг |
|
С15-1000-0,8 |
10 |
8,47 |
3,2 |
8,47 |
1.2. Длина профилей от 3 до 12 м мерной длины оговаривается в заказе. Предельное отклонение по длине плюс 20 мм. Для профилей, аттестованных на государственный Знак качества плюс 10 мм.
1.3. При поставке профилей мерной длины допускается наличие профилей немерной длины не короче 2 м в количестве не более 2% веса партии.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Материал профиля - сталь рулонная оцинкованная шириной 1250 мм по ГОСТ 14918-69 группа Б, 1 класса покрытия.
2.2. Ребровая кривизна профилей (серповидность) не должна превышать 1 мм на 1 пог. м. Общая ребровая кривизна не должна превышать произведения допускаемой кривизны на одном погонном метре на длину профиля в метрах.
2.3. На плоских участках профилей не допускается волнистость более 2 мм на длине 1 м. Шаг волны не менее 300 мм. Как исключение, допускается волна высотой не более 3 мм на широкой полке профилей.
2.4. Контроль размеров и параметров профилей производится на расстоянии не менее 300 мм от торцов профилей.
2.5. Неперпендикулярность обрезных кромок не должна превышать 5 мм на ширину профиля. Для профилей, аттестованных на государственный Знак качества, - 3 мм на ширину профиля.
2.6. Прогиб профилей в продольном и поперечном направлениях не контролируется.
2.7. На концах профилей в местах изгиба допускаются мелкие трещины длиной не более 5 мм вдоль профиля. На отдельных профилях допускается смятие торцов и загнутые углы в пределах допуска на длину, а также на боковых кромках профиля в отдельных местах.
2.8. На поверхности профилей не допускаются отслоения, трещины и другие дефекты, нарушающие целостность цинкового покрытия. Допускаются отдельные риски, потертости, царапины глубиной менее толщины цинкового покрытия, следы от валков, не нарушающие целостности цинкового покрытия.
3. КОМПЛЕКТНОСТЬ
3.1. В комплект поставки входят:
профили в соответствии с настоящими ТУ в количестве и длиной, определяемыми заказом-нарядом;
товаросопроводительная документация в трех экземплярах;
винты самонарезающие и заклепки комбинированные по специальным техническим условиям за отдельную плату в количестве согласно заказу-наряду.
3.2. Заказ профилей поставляется партиями в соответствии с «Основными условиями поставки черных металлов и металлопродукции», утвержденными постановлениями Госснаба СССР и Госарбитража СССР от 31 июля 1973 г. № 42/71.
4. ПРАВИЛА ПРИЕМКИ
4.1. Каждый изготовленный профиль должен быть принят ОТК завода-изготовителя.
4.2. При приемке профиля ОТК обязан проверить:
соответствие исходного материала сертификатным данным предприятия-поставщика заготовки;
соответствие изделия требованиям настоящих ТУ.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Профили поставляются пакетами. Упаковка пакетов производится по чертежам завода-изготовителя в соответствии с ГОСТ 7566-69*. Упаковка завода-изготовителя должна обеспечивать возможность производства погрузочно-разгрузочных работ грузоподъемными механизмами без повреждения изделий и с соблюдением мер безопасности.
5.2. Вес пакета до 10 т.
5.3. Допускается поставка профилей со следами технической эмульсии.
5.4. К каждому пакету прикрепляют бирку, выполненную по ГОСТ 12971-67*, ГОСТ 12969-67*, в которой указывают:
тип и размеры профиля, длины профилей, количество профилей в пакете;
номер настоящих ТУ;
вес пакета;
клеймо ОТК;
товарный знак завода-изготовителя.
5.5. Транспортирование профиля производится любым видом транспорта. Поверхность, на которую укладывают профили, должна быть равной и очищенной от химикатов.
5.6. Поставляемые профили должны сопровождаться сертификатами, в которых указывают:
обозначение и размеры профиля;
количество и номера пакетов с указанием массы каждого пакета;
количество изделий (профилей) в каждом пакете с указанием количества изделий немерной длины;
результаты механических испытаний по данным сертификатов на поставку оцинкованной заготовки;
номер настоящих ТУ;
наименование завода-изготовителя.
5.7. Транспортирование и хранение пакетов профилей должны производиться в один ярус на подкладках из древесины хвойных пород не выше 3-го сорта, ГОСТ 8486-66.
5.8. Транспортирование и хранение профиля должно производиться в условиях, исключающих попадание на него атмосферных осадков и влаги.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Завод гарантирует соответствие профилей требованиям настоящих ТУ.
7. ПОРЯДОК РАСЧЕТА ЗА ПРОДУКЦИЮ
7.1. Оптовые цены на профили, поставляемые по настоящим ТУ, принимаются по Прейскуранту № 01-02, ч. III, с. 121.
Сталь холодногнутая оцинкованная. Профили гофрированные с трапециевидной формой гофра
Технические условия
ТУ 36-1929-76
Срок введения с 07.06.1976 г.
Срок действия до 31.12.1980 г.
Настоящие Технические условия (ТУ) распространяются на стальные оцинкованные гофрированные профили с трапециевидной формой гофра, предназначенные для утепленных покрытий производственных зданий.
Профили изготовляются Киреевским заводом ограждающих конструкций и Орским заводом металлоконструкций Минмонтажспецстроя СССР.
Пример обозначения профиля высотой 79 мм и толщиной 1 мм:
Профиль Н79-680-1 по ТУ 36-1929-76.
1. СОРТАМЕНТ
1.1. Поперечное сечение профилей, размеры, допускаемые отклонения, справочные величины и вес должны соответствовать рисунку и таблице настоящих ТУ.
Примечания: 1. Размеры профилей, указанные на чертеже без предельных отклонений, а также радиусы кривизны контролируются по калибрам валков; размеры контролируются не только шаблонами, но и измерительными инструментами.
2. При вычислении веса профилей объемный вес стали принят равным 7,85 г/см3. Вес цинкового покрытия, нанесенного с двух сторон, принят равным 500 г/м2.
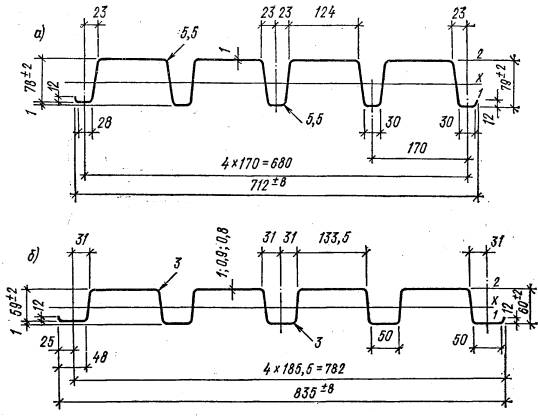
Рис. Профили
а - Н 79-680-1; б - Н 60-782
|
Обозначение профилеразмера |
Толщина листа, мм |
Площадь сечения, см2 |
Вес 1 пог. м профиля, кг |
Справочные величины на профиль |
Справочные величины на 1 м ширины |
Вес 1 м2 профиля, кг |
||||||||
|
момент инерции, см4 |
момент сопротивления, см3 |
момент инерции, см4 |
момент сопротивления, см3 |
|||||||||||
|
Wx1 |
Wx2 |
Wx1 |
Wx2 |
|||||||||||
|
в пролете |
на опоре |
в пролете |
на опоре |
в пролете |
на опоре |
в пролете |
на опоре |
|||||||
|
Н79-680-1 |
1 |
12,5 |
10,4 |
86,7 |
18,3 |
20,9 |
20,9 |
37,8 |
127,5 |
26,9 |
30,7 |
30,7 |
55,6 |
15,3 |
|
Н60-782-1 |
1 |
12,5 |
10,4 |
54,4 |
16,6 |
18,4 |
15,1 |
31,2 |
69,6 |
21,2 |
23,5 |
19,3 |
39,9 |
13,3 |
|
Н60-782-0,9 |
0,9 |
11,3 |
9,4 |
47,2 |
14,8 |
15,7 |
13 |
27,9 |
60,4 |
18,9 |
20,1 |
16,6 |
35,7 |
12 |
|
Н60-782-0,8 |
0,8 |
10 |
8,5 |
40,2 |
13 |
13,3 |
10,9 |
24,6 |
51,4 |
16,6 |
17 |
13,9 |
31,5 |
10,9 |
1.2. Длина профилей от 3 до 12 м мерной длины оговаривается в заказах. Допускаемое отклонение по длине плюс 20 мм.
1.3. При поставке профилей мерной длины допускается наличие профилей немерной длины не короче 2 м в количестве не более 2% веса партии.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Материал профилей - сталь рулонная оцинкованная шириной 125D мм по ГОСТ 14918-69, группа Б, I класса покрытия.
2.2. Ребровая кривизна профилей (серповидность) не должна превышать 1 мм на 1 пог. м. Общая ребровая кривизна не должна превышать произведения допускаемой кривизны на одном погонном метре на длину профилей в метрах.
2.3. На плоских участках профилей допускается волнистость не более 2 мм на длине 1 м. Шаг волны не менее 300 мм. Как исключение, допускается волна высотой не более 3 мм на широкой полке профилей.
2.4. Контроль размеров и параметров профилей производится на расстоянии не менее 300 мм от торцов профилей.
2.5. Профили должны быть обрезаны под прямым углом. Косина не должна превышать 5 мм на ширину профиля.
2.6. Прогиб профилей в продольном и поперечном направлениях не контролируется.
2.7. На концах профилей в местах изгиба допускаются мелкие трещины длиной не более 5 мм вдоль профиля. На отдельных профилях допускается смятие торцов и загнутые углы в пределах допуска на длину, а также на крайних боковых участках профиля в отдельных местах.
2.8. На поверхности профилей не допускаются отслоения, трещины и другие дефекты, нарушающие целостность цинкового покрытия. Допускаются отдельные риски, потертости, царапины глубиной менее толщины цинкового покрытия, мелкие крупинки и наплывы цинка, следы от валков, не нарушающие целостности цинкового покрытия.
3. КОМПЛЕКТНОСТЬ
3.1. В комплект поставки входят:
профили в соответствии с настоящими ТУ в количестве и длиной, определяемыми заказом-нарядом;
товаросопроводительная документация в трех экземплярах;
винты самонарезающие и заклепки комбинированные по специальным техническим условиям за отдельную плату в количестве согласно заказу-наряду.
3.2. Заказ профилей поставляется партиями в соответствии с «Особыми условиями поставки черных металлов и металлопродукции», утвержденными постановлением Госснаба СССР и Госарбитража СССР от 31 июля 1973 г. № 42/71.
4. ПРАВИЛА ПРИЕМКИ
4.1. Каждый изготовленный профиль должен быть принят ОТК завода-изготовителя.
4.2. При приемке профиля ОТК обязан проверить:
соответствие исходного материала сертификатным данным предприятия - поставщика заготовки.
соответствие изделия требованиям настоящих ТУ.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Профили поставляются пакетами. Упаковка пакетов производится по чертежам завода-изготовителя в соответствии с ГОСТ 7566-69*. Упаковка завода-изготовителя должна обеспечивать возможность производства погрузочно-разгрузочных работ грузоподъемными механизмами без повреждения изделий и с соблюдением мер безопасности.
5.2. Вес пакета до 10 т.
5.3. Допускается поставка профилей со следами технической эмульсии.
5.4. К каждому пакету прикрепляют бирку, выполненную по ГОСТ 12971-67*, ГОСТ 12969-67*, в которой указывают:
тип и размеры профиля, длина профиля, количество профилей в пакете;
номер настоящих ТУ;
вес пакета;
клеймо ОТК;
товарный знак завода-изготовителя.
5.5. Транспортирование профиля производится любым видом транспорта. Поверхность, на которую укладывают профили, должна быть ровной и очищенной от химикатов.
5.6. Поставляемые профили должны сопровождаться сертификатами, в которых указывают:
обозначение и размеры профиля;
количество и номера пакетов с указанием массы каждого пакета;
количество изделий (профилей) в каждом пакете с указанием количества изделий немерной длины;
результаты механических испытаний по данным сертификатов на поставку оцинкованной заготовки;
номер настоящих ТУ;
наименование завода-изготовителя.
5.7. Транспортирование и хранение пакетов профилей должны производиться на подкладках из древесины хвойных пород не выше 3-го сорта (ГОСТ 8486-66) в один ярус.
5.8. Транспортирование и хранение профиля должно производиться в условиях, исключающих попадание на него атмосферных осадков и влаги.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Завод гарантирует соответствие профилей требованиям настоящих ТУ.
7. ПОРЯДОК РАСЧЕТА ЗА ПРОДУКЦИЮ
7.1. Оптовые цены на профили, поставляемые по настоящим ТУ принимаются по Прейскуранту № 01-02, ч. III, табл. 15.
Профили стальные оцинкованные гнутые с трапециевидной формой гофра для строительства
Технические условия
ТУ 67-199-78
(с изменением № 1 от 01.04.1979 г.)
(Взамен ТУ 67-54-74 и ТУ 67-76-75)
Срок введения с 04.09.1978 г.
Срок действия до 04.09.1983 г.
Настоящие Технические условия (ТУ) распространяются на профили стальные оцинкованные холодногнутые с трапециевидной формой гофра для строительства и предназначены для утепленных покрытий и стен производственных зданий с любыми видами утеплителей, не обладающими гигроскопичностью и агрессивностью по отношению к цинковому покрытию профилей.
Примеры условных обозначений:
профиля для покрытий с высотой гофра 80 мм, шириной профиля 674 мм, толщиной листа 1 мм
Н80-674-1 ТУ 67-199-78;
стенового профиля с высотой гофра 44 мм, шириной профиля 1000 мм и толщиной листа 0,8 мм
С 44-1000-0,8 ТУ 67-199-78.
Примечание. В условные обозначения включена расчетная ширина профиля.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Профили стальные оцинкованные гнутые с трапециевидной формой гофра для строительства должны соответствовать требованиям настоящих ТУ.
1.2. Профили должны изготавливаться из стали рулонной оцинкованной по ГОСТ 14918-69, группы Б, I класса покрытия, толщиной 0,8; 0,9; 1 мм, шириной 1000 и 1250 мм, с обрезной кромкой, нормальной точностью проката и предельными отклонениями размеров по ГОСТ 19904-74.
Примечание. По согласованию с потребителем допускается изготовление профилей с дополнительными защитно-декоративными покрытиями.
1.3. Профили изготавливаются из стали марок: Ст3кп - для покрытий и стен и Ст1кп, Ст2кп - для стен по ГОСТ 380-71*.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.4. Размеры, форма сечений, справочные величины профилей для покрытий и стен должны соответствовать рисунку и таблице настоящих ТУ.
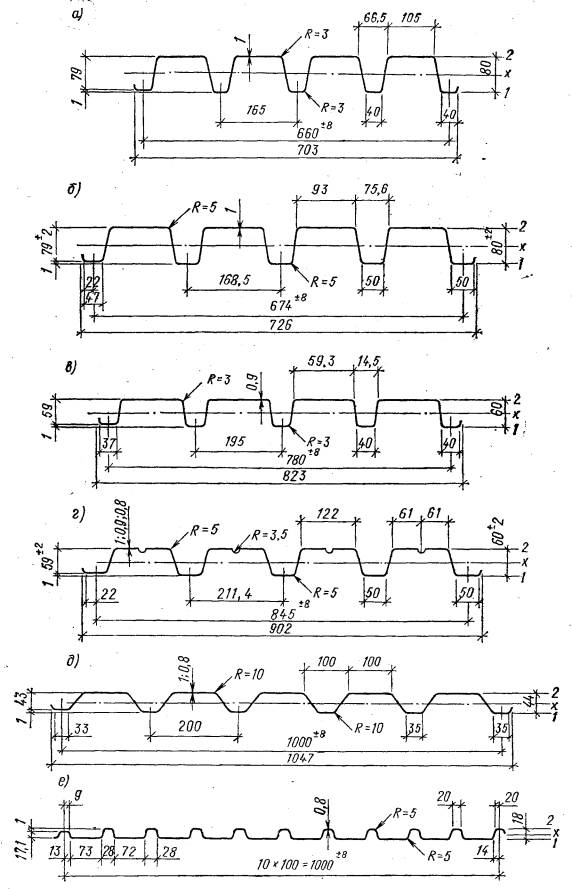
Рис. Профили
а - Н 80-660-10; б - Н 80-674-1; в - Н 60-780; г - Н 60-845; д - С 44-1000; е -
С 18-1000-0,8
|
Обозначение профиля |
Толщина листа, мм |
Площадь сечения, см2 |
Вес 1 пог. м профиля, кг |
Справочные величины на 1 м ширины |
Вес 1 м2, кг |
Завод-изготовитель |
||||
|
Момент инерции, см4 |
Момент сопротивления, см3 |
|||||||||
|
Сжата узкая полка |
Сжата широкая полка |
|||||||||
|
W1 |
W2 |
W1 |
W2 |
|||||||
|
Н80-660-1 |
1 |
12,5 |
10,43 |
188,5 |
42,8 |
54,6 |
41,2 |
49,2 |
15,8 |
Хабаровский ЗАК |
|
Н60-674-1 |
1 |
12,5 |
10,4 |
159 |
39,7 |
49,9 |
36,2 |
34,1 |
15,5 |
То же Челябинский ЗПСН |
|
Н60-780-1 |
1 |
12,5 |
10,44 |
90,5 |
24,2 |
40,4 |
22; 4 |
27,6 |
13,4 |
Хабаровский ЗАК |
|
Н60- 780-0,9 |
0,9 |
11,2 |
9,46 |
82,6 |
22,1 |
36,8 |
20,4 |
25,2 |
12,1 |
То же |
|
Н60-780-0,8 |
0,8 |
10 |
8,47 |
74,8 |
20 |
33,3 |
18,3 |
22,8 |
10,9 |
» |
|
Н60-845-1 |
1 |
12,5 |
10,4 |
82,7 |
22,4 |
35 |
22,3 |
31,3 |
12,4 |
Челябинский ЗПСН |
|
Н60-845-0,9 |
0,9 |
11,3 |
9,5 |
74,7 |
19,2 |
31,3 |
19,9 |
26,6 |
11,2 |
То же |
|
Н60-845-0,8 |
0,8 |
10 |
8,5 |
66,3 |
16,3 |
27,6 |
17,6 |
22,3 |
10 |
» |
|
С44-1000-1 |
1 |
12,5 |
10,4 |
31,6 |
13,2 |
21,5 |
12 |
13,4 |
10,4 |
» |
|
С44-1000-0,8 |
0,8 |
10 |
8,5 |
23,7 |
10,6 |
17,4 |
9,43 |
9,75 |
8,5 |
» |
|
С18-1000-0,8 |
0,8 |
10 |
8,5 |
4,1 |
- |
- |
- |
- |
8,5 |
|
1.5. Профили должны изготавливаться длиной от 3 до 12 м. Длина профилей оговаривается в заказе. Допускаемое отклонение по длине профилей мерной длины не должно превышать +15 мм.
1.6. Серповидность профилей не должна превышать 1 мм на 1 м длины профиля. Общая серповидность не должна превышать произведения допускаемой серповидности на 1 м на длину профиля в метрах.
1.7. Волнистость на плоских участках профилей не должна превышать 2 мм на 1 м длины профиля. Минимальная длина волны 300 мм.
1.8. Профили должны быть обрезаны под прямым углом. Косина реза не должна превышать 3 мм на ширину профиля.
1.9. Качество поверхности цинкового покрытия профилей должно соответствовать требованиям ГОСТ 14918-69. Допускаются следы от профилегибочного инструмента и технологической эмульсии.
1.10. Профили, аттестуемые в установленном порядке на государственный Знак качества, должны отвечать следующим дополнительным требованиям:
допускаемое отклонение профилей по длине не должно превышать + 10 мм;
косина реза не должна превышать 2 мм на ширину профиля.
КОМПЛЕКНОСТЬ
1.11. В комплект поставки входят:
профили одного профилеразмера; допускается поставка профилей немерной длины не менее 2 м в количестве не более 2 % массы партии;
сертификат - один экземпляр на партию.
1.12. По согласованию с потребителем комплектно с профилями за отдельную плату поставляются крепежные изделия:
винты самонарезающие В6´25 по ТУ 67-269-79;
шайбы уплотнительные диаметром 6 по ТУ 67-73-75;
заклепки комбинированные ЗК-10 по ТУ 67-74-75.
УПАКОВКА И МАРКИРОВКА
1.13. Профили поставляют пакетами. Вес пакета должен быть не более 10 т.
1.14 Упаковка пакетов должна производиться по чертежам предприятия-изготовителя и обеспечивать сохранность от механических повреждений при транспортировании и хранении.
1.15. Каждый пакет должен иметь бирку, изготовленную по чертежам предприятия-изготовителя, с маркировкой, содержащей:
наименование или товарный знак предприятия-изготовителя;
номер партии и номер пакета;
условное обозначение профиля и его длину;
марку стали по сертификату предприятия-изготовителя стали;
количество профилей в пакете;
количество профилей немерной длины;
вес пакета;
клеймо технического контроля.
1.16. Каждая партия профилей должна сопровождаться сертификатом, содержащим следующие данные:
наименование или товарный знак предприятия-изготовителя; наименование потребителя;
условное обозначение профиля;
длину;
номер партии;
марку стали по сертификату предприятия-изготовителя стали;
количество и номера пакетов с указанием веса каждого пакета;
общее количество профилей в партии с указанием количества профилей немерной длины;
заключение отдела технического контроля предприятия-изготовителя о соответствии продукции требованиям настоящих ТУ.
2. ПРАВИЛА ПРИЕМКИ
2.1. Профили принимают партиями. Партией считают профили одного профилеразмера, изготовленные в течение рабочей смены.
2.2. При приемке профилей контролю подлежат:
наличие сертификата на металл;
внешний вид профилей и целостность цинкового покрытия;
размеры, имеющие предельные отклонения;
серповидность профилей;
волнистость профилей на плоских участках;
косина реза.
2.3. Наличие сертификата проверяется на металл для изготовления партии профилей.
2.4. Проверке внешнего вида подвергается каждый профиль. Партию считают соответствующей требованиям настоящих ТУ, если количество профилей, качество поверхности которых не соответствует требованиям настоящих ТУ, не превышает 3% веса партии.
2.5. Размеры, имеющие предельные отклонения, серповидность, волнистость на плоских участках, косина реза проверяются на профилях, отобранных через каждые 1000 м профилирования.
2.6. Если при проверке отобранных профилей окажется хотя бы один профиль, не соответствующий требованиям п. 1.4.-1.8 настоящих ТУ, следует отобрать удвоенное количество профилей от той же партии и произвести их повторную проверку. Результаты повторной проверки считаются окончательными,
3. МЕТОДЫ КОНТРОЛЯ
3.1. Марку и химический состав стали профилей принимают по документу о качестве предприятия-изготовителя заготовок.
3.2. Внешний вид профилей и целостность цинкового покрытия проверяются визуально.
3.3. Высота гофра и ширина профиля проверяются универсальным измерительным инструментом на расстоянии 500 мм от торца профиля.
3.4. Длина профилей проверяется рулеткой на двух крайних верхних полках.
3.5. Серповидность, волнистость, косина реза проверяются измерительным инструментом необходимой точности.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование профилей производится на платформе любым видом транспорта.
4.2. Транспортирование и хранение пакетов профилей должны производиться на подкладках из древесины хвойных пород по ГОСТ 8486-66 ярусами.
4.3. Транспортирование профилей в зависимости от климатических условий - по группе Ж1, хранение - по группе Ж2 по ГОСТ 15150-69*.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Завод-изготовитель гарантирует соответствие профилей требованиям настоящих ТУ при соблюдении потребителем правил транспортирования и хранения.
Листы профилированные гнутые из алюминиевого сплава АМг2
Технические условия
ТУ 36-1948-76
(с изменениями № 1 от 01.10.1977 г. и № 2 от 15.12.1977 г.)
Срок введения с 01.10.1976 г.
Срок действия до 01.10.1981 г.
Настоящие Технические условия (ТУ) распространяются на листы профилированные гнутые (ЛАГ-1, ЛАГ-2, ЛАГ-3, ЛАГ-5 и ЛАГ-6) из алюминиевого сплава АМг2 (далее именуются профилированными листами), предназначенные для облицовки наружных и внутренних стен, а также покрытия гражданских и промышленных зданий, для устройства козырьков, фризов, подвесных потолков, ограждений балконов, лоджий, лестничных площадок и маршей.
Пример записи условного обозначения профилированного гнутого листа ЛАГ-1 длиной 6000 мм, шириной 1200 мм и толщиной 0,8 мм из алюминиевого сплава АМг2 в полунагартованном состоянии:
|
ЛАГ-1 6000´1200´0,8 ТУ 36-1948-76 |
|
АМг2 1/2Н ОСТ 1-92006-71 |
1.1. Профилированные листы должны соответствовать требованиям настоящих ТУ и конструкторской документации, утвержденной в установленном порядке.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.2. Размеры и шифры профилированных листов должны соответствовать указанным на рисунке. Толщина листов 0,8-1 мм; длина ЛАГ-1-ЛАГ-5-1,5¸6 м, ЛАГ-6-1,5¸6 и 7,2 м.
Примечание. Длина и толщина профилированного листа оговаривается в заказе-наряде.
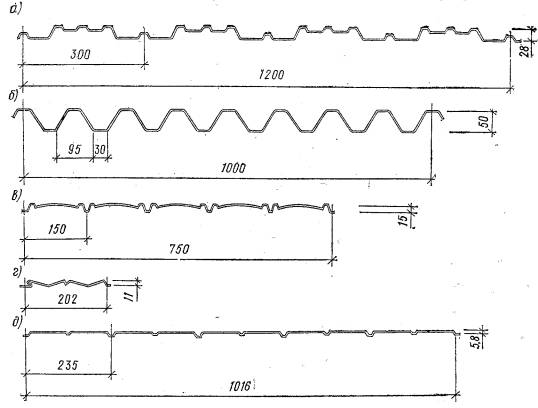
Рис. Профили
а - ЛАГ-1; б - ЛАГ-2; в - ЛАГ-3; г - ЛАГ-5; д - ЛАГ-6.
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.3. Профилированные листы должны изготавливаться из алюминиевой рулонной ленты по ОСТ 1-92006-71 из сплава АМг2М, АМг2 1/4Н или АМг2 1/2Н.
Примечание. Состояние поставки материала алюминиевой ленты согласовывается с заводом-изготовителем и оговаривается в заказе-наряде.
ТРЕБОВАНИЯ К ОБРАБОТКЕ
1.4. На поверхностях профилированных листов допускаются дефекты, обусловленные способом производства, потертости в местах соприкосновения ленты с валками, риски глубиной не более минусового допуска на толщину ленты, местные вмятины и выпуклости глубиной и высотой не более 2 мм, количество которых не должно превышать 3 шт. на 1 м длины, пятна от эмульсии при профилировании ленты диаметром не более 5 мм, местная нагартовка, а также другие дефекты, допускаемые по ОСТ 1-92006-71 для данного материала.
1.5. Предельные отклонения на размеры профилированных листов должны быть не более указанных в таблице.
|
Скорость профилирования ленты, м/мин |
Предельные отклонения, мм |
||||||
|
по длине |
по ширине |
по высоте |
|||||
|
ЛАГ-1 |
ЛАГ-2 |
ЛАГ-3 |
ЛАГ-5 |
ЛАГ-6 |
|||
|
От 10 до 20 |
±8 |
- |
- |
- |
- |
- |
- |
|
Св. 20 |
±10 |
±5 |
±10 |
±5 |
±3 |
±1,5 |
±1 |
Примечания: 1. Скорость профилирования ленты должна быть указана в маршрутно-технологической карте на каждый тип профилированного листа (ЛАГ-1, ЛАГ-2, ЛАГ-3, ЛАГ-5 и ЛАГ-6) с учетом состояния материала при поставке алюминиевой рулонной ленты.
2. Предельные отклонения по длине листов ЛАГ-1, ЛАГ-2, ЛАГ-5, аттестованных по высшей категории качества, не должны быть более ±5 мм при скорости профилирования до 20 м/мин и ±8 мм при скорости профилирования свыше 20 м/мин.
1.6. Волнистость боковых кромок профилированных листов, кроме ЛАГ-6, по амплитуде не должна быть более 5 мм.
1.7. Волнистость боковых кромок профилированного листа ЛАГ-6 по амплитуде не должна быть более 25 мм.
1.8. Размеры, не ограниченные на чертежах и не оговоренные в настоящих ТУ предельными отклонениями, выполняются по VII классу точности по ОСТ 1010*, по ГОСТ 2689-54*.
1.9. Профилированные листы должны быть обрезаны под прямым углом. Допускаемая косина реза не должна выводить листы за пределы допускаемых отклонений на длину и ширину по таблице настоящих ТУ.
1.10. На торцевых и боковых кромках профилированного листа допускается местное смятие глубиной не более 3 мм в плоскости реза.
ТРЕБОВАНИЯ К ПОКРЫТИЯМ
1.11. Лицевые поверхности профилированных листов могут иметь защитно-декоративное покрытие. В качестве защитно-декоративного покрытия используется эмаль АС-1101М по ТУ 6-10-1510-75. Толщина покрытия должна быть не менее 20 мкм. По согласованию с заводом-изготовителем допускается применение других эмалей различных цветов, по качеству не уступающих эмали АС-1101М.
У профилированных листов ЛАГ-1, ЛАГ-2, ЛАГ-5, аттестованных по высшей категории качества, наличие защитно-декоративного покрытия обязательно.
1.12. Допускается применение бесцветного или цветного анодирования профилированных листов в соответствии с требованиями ГОСТ 9.031-74. Толщина покрытия должна быть от 9 до 24 мкм в зависимости от условий эксплуатации. Цвет анодно-окисного покрытия определяется действующими на заводе-изготовителе эталонами.
1.13. Качество поверхностей, подлежащих анодно-окисному покрытию, и внешний вид покрытий должны соответствовать требованиям ГОСТ 3002-70***.
1.14. При нанесении защитно-декоративного покрытия на лицевых поверхностях допускаются следы от контактных приспособлений в количестве не более двух на каждой стороне листа. Максимальный линейный размер следа от контактного приспособления в любом направлении не должен превышать 10 мм и должен отстоять от края не более 20 мм для ЛАГ-3, ЛАГ-5 и не более 60 мм для ЛАГ-1, ЛАГ-2, ЛАГ-6.
1.15. На нелицевых поверхностях профилированных листов допускаются следы от контактных приспособлений не более чем в четырех местах и площадью каждого места не более 5 см2 или в большем количестве мест, но общей площадью не более указанной.
1.16. В качестве дополнительного защитного покрытия лицевые поверхности профилированных листов, имеющие анодно-окисное покрытие, могут быть покрыты лаком марок АС-176 по ТУ 6-10-1473-75 и АС-176 «М» по ТУ 6-10-11-79-27-75 с толщиной пленки не более 20 мкм.
комплектность
1.17. В комплект поставки входят профилированные листы в объеме заказа-наряда.
маркировка
1.18. Маркировка профилированных листов осуществляется с помощью бирки, закрепленной на упаковочной таре.
1.19. Бирка должна изготавливаться из фанеры по ГОСТ 3916-69 толщиной 3-4 мм, размером 80-150 мм, на которой должно быть указано:
наименование завода-изготовителя или его товарный знак;
шифр изделия;
заказчик;
номер заказа;
вес упаковки (брутто и нетто);
дата изготовления;
штамп отдела технического контроля (ОТК).
Надписи на бирке должны быть четкими, нанесены несмываемой краской черного цвета.
1.20. Допускается бирку изготавливать из листового алюминиевого сплава любой марки толщиной от 0,2 до 2 мм. Надписи на бирке наносятся ударным, химическим или электрохимическим способом.
1.21. На деревянных ящиках должны быть нанесены знаки «Верх. Не кантовать» и «Место строповки» по ГОСТ 14192-77. Знаки накосятся эмалью черного цвета марки ПФ-115 по ГОСТ 6465-76.
упаковка
1.22. Профилированные листы упаковываются пачками. Пачка состоит из профилированных листов одного типоразмера и одного состояния поставки материала, из которого изготовлен профилированный лист.
1.23. Пачка профилированных листов должна быть завернута в пакет, состоящий из одного слоя оберточной бумаги по ГОСТ 8273-75, поверх него слоя водонепроницаемой бумаги по ГОСТ 8828-75* и одного слоя полиэтиленовой пленки по ГОСТ 10354-73 или битумной бумаги по ГОСТ 515-77.
1.24. Пакет с профилированными листами должен быть обвязан шпагатом № 3 по ГОСТ 17308-71* или обклеен липкой лентой по ТУ 6-17-626-74 или по ГОСТ 20477-75*.
1.25. При упаковке в пакет профилированных листов, имеющих защитно-декоративное покрытие, каждый лист должен быть проложен одним слоем оберточной бумаги. Профилированные листы консервации не подвергаются.
1.26. Упакованные пакетами профилированные листы укладываются в деревянные ящики по ГОСТ 10198-71** или в специальную тару, выполненную в виде деревянных брусков и металлических стяжек по ТУ 36-1803-74.
1.27. Вес упаковочного места (брутто) не должен превышать 2000 кг.
1.28. При упаковке пакетов в ящики и специальную тару не допускается повреждение пакетов. Пакеты в деревянных ящиках и специальной таре должны быть закреплены от перемещения. Ящики и специальная тара должна обеспечивать геометрическую неизменяемость и защиту от механических повреждений профилированных листов.
1.29. Профилированный лист ЛАГ-5 допускается упаковывать в коробки, изготовленные по чертежам завода-изготовителя из картона марки «Т» по ГОСТ 7376-77. Вес (нетто) не должен превышать 300 кг.
1.30. В каждую упаковку должен вкладываться упаковочный лист, который заполняется любыми несмываемыми чернилами. В упаковочном листе указывается:
завод-изготовитель;
шифр изделия;
номер настоящих ТУ;
марка сплава;
дата изготовления;
штамп ОТК.
Упаковочный лист должен быть подписан должностным лицом, производящим упаковку, и контролером ОТК завода-изготовителя.
2. ПРАВИЛА ПРИЕМКИ
2.1. Профилированные листы, предназначенные для отправки потребителю, должны быть приняты ОТК завода-изготовителя.
2.2. Профилированные листы подвергаются приемке партиями. К партии относятся профилированные листы одного типоразмера и цвета, изготовленные в течение смены на одной и той же технологической линии из одних и тех же материалов.
2.3. При проверке соответствия профилированных листов требованиям настоящих ТУ и рабочим чертежам на заводе-изготовителе должны производиться следующие виды испытаний: приемо-сдаточные, периодические и типовые.
ПРИЕМО-СДАТОЧНЫЕ ИСПЫТАНИЯ
2.4. При приемо-сдаточных испытаниях проверяется:
соответствие применяемых материалов ГОСТ или ТУ на них - 100%
геометрические параметры - 5% партии;
внешний вид покрытий - 10% партии;
комплектность, маркировка, упаковка - 100%.
ПЕРИОДИЧЕСКИЕ, ИСПЫТАНИЯ
2.5. При периодических испытаниях проверяется соответствие профилированных листов требованиям раздела 1 «Технические требования» настоящих ТУ. Испытаниям подвергается 1% от партии профилированных листов одного типоразмера, из числа принятых ОТК. Порядок проведения и оформления результатов испытаний по ОСТ 36-6-74.
2.6. Периодические испытания должны проводиться один раз в год.
2.7. Если при испытаниях будет обнаружено несоответствие профилированных листов ТУ хотя бы по одному пункту, эти профилированные листы бракуют и производят повторные испытания, для которых отбирают удвоенное количество листов. При неудовлетворительных результатах повторной проверки вся партия признается не соответствующей настоящим ТУ и производится поштучный контроль.
ТИПОВЫЕ ИСПЫТАНИЯ
2.8. Типовые испытания проводятся после внесения изменений в конструкцию или технологию изготовления с целью проверки эффективности внесенных изменений.
2.9. Типовым испытаниям подвергаются профилированные листы, прошедшие приемо-сдаточные испытания в объеме и по программе периодических испытаний.
2.10. Заказчик имеет право на производство контрольной выборочной проверки соответствия профилированных листов требованиям настоящих ТУ, применяя при этом методы испытаний, приведенные ниже.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Марки и качество материалов, применяемых для изготовления профилированных листов, проверяются наличием сертификатов заводов-поставщиков.
3.2. Проверка геометрических размеров и предельных отклонений, волнистости производится при операционном контроле линейкой измерительной металлической по ГОСТ 427-75, штангенциркулем ШЦ-3 по ГОСТ 166-73*, угломером по ГОСТ 5378-66*. При длине профилированных листов свыше 2000 мм замеры производятся рулеткой РЗ-5 по ГОСТ 7502-69 или шаблонами. Проверка ширины профилированных листов производится в прижатом к плоскости состоянии.
3.3. Проверка качества механической обработки профилированных листов производится внешним осмотром.
3.4. Контроль защитно-декоративных покрытий производится следующим образом:
наличие покрытий проверяется при приемо-сдаточных испытаниях внешним осмотром;
качество и толщину покрытий проверяют при периодических испытаниях по ГОСТ 9.031-74 для анодно-окисного покрытия и по методике завода-изготовителя для лакокрасочного покрытия.
3.5. Проверка комплектности производится сличением подготовленной к отправке партии профилированных листов с заказом-нарядом.
3.6. Упаковка профилированных листов и маркировка тары проверяется внешним осмотром в соответствии с требованиями чертежей и настоящих ТУ.
3.7. Вес упакованного места проверяется на весах по ГОСТ 11219-71*.
Примечание. Указанные в разд. 3 «Методы испытаний» инструменты могут быть заменены другими, аналогичными по назначению, но классом точности не ниже указанных.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование упакованных в соответствии с подразделом «Упаковка» настоящих ТУ профилированных листов допускается любым видом транспорта при соблюдении мер предохранения от атмосферных осадков картонных коробок.
4.2. Не допускается транспортирование профилированных листов без закрепления их от перемещения в транспортных средствах.
4.3. Внутрицеховую транспортировку профилированных листов допускается производить без упаковки обычными транспортными средствами, оборудованными прокладками, которые исключают механические повреждения листов,
4.4. Строповка профилированных листов при подъеме должна осуществляться специальными траверсами и стропами с мягкими обкладками, исключающими механические повреждения и обеспечивающие геометрическую неизменяемость листов.
4.5. Профилированные листы должны храниться в вентилируемом помещении на стеллажах с размещенными между ними прокладками.
5. ГАРАНТИИ ПОСТАВЩИКА
5.1. Завод-изготовитель гарантирует соответствие профилированных листов требованиям настоящих ТУ при соблюдении потребителем условий эксплуатации, транспортирования и хранения, установленных ТУ.
5.2. Срок гарантии устанавливается 1 год с момента ввода в эксплуатацию, но не более 1,5 лет с момента отгрузки с завода-изготовителя.
2. ПАНЕЛИ
Панели металлические с утеплителем из пенопласта
Общие технические условия
(по ГОСТ 21562-76)
Металлические панели с утеплителем из пенопласта для наружных стен и покрытий, эксплуатируемые в неагрессивных и слабоагрессивных средах при температуре наружной поверхности панели от минус 60 до плюс 75° С, температуре внутренней поверхности панели до плюс 30° С, относительной влажности внутреннего воздуха в помещениях не более 60%.
Металлические панели с утеплителем из пенопласта классифицируют по конструктивному решению, пределу огнестойкости, назначению, расположению в ограждающих конструкциях, материалу металлических профилированных листов и утеплителя, виду покрытия металлических листов и способу изготовления.
По конструктивному решению панели подразделяются на панели двухслойные (ПД), состоящие из одного металлического профилированного листа, утеплителя и гидроизоляционного или защитно-декоративного покрытия; панели трехслойные (ПТ), состоящие из двух металлических профилированных листов и утеплителя. По пределу огнестойкости панели подразделяют на панели с пределом огнестойкости 0,75; 0,5; 0,25 и менее 0,25 ч. По назначению панели подразделяют на панели наружных стен и панели покрытий. По расположению в ограждающих конструкциях панели подразделяют на рядовые, угловые, доборные. По материалу металлических профилированных листов панели подразделяют на панели с профилированными листами из стали (С), с профилированными листами из алюминиевых сплавов (А). По материалу утеплителя панели подразделяют на панели с утеплителем, получаемым вспениванием заливочных композиций, в том числе наполненных; панели с утеплителем, получаемым вспениванием твердых полуфабрикатов. По виду защиты металлических листов от коррозии панели подразделяют на панели из алюминиевых листов без покрытия, панели из стального листа с металлическим покрытием, панели из стального листа с металлическим и лакокрасочным покрытием. По способу изготовления различают панели, изготавливаемые на технологических линиях непрерывного действия, и панели, изготавливаемые на стендовых установках. Рядовые панели выпускают следующих размеров, мм:
|
Длина |
Ширина |
Толщина |
|
От 2400 до 12000 (кратно 600) |
1000; 1500 |
50, 60, 80, 100, 120 |
Размеры угловых и доборных панелей следует принимать по рабочим чертежам, утвержденным в установленном порядке.
Технические требования
|
Показатель |
ПД |
ПТ |
|
Объемный вес, кг/м3, не более |
120 |
80 |
|
Коэффициент теплопроводности, ккал/(м´ч×°С), не более |
0,05 |
0,04 |
|
Усадка линейная технологическая, °/о, не более |
1 |
0,1 |
|
Кислотное число, мг КОН/г, не более |
30 |
30 |
|
Влагопоглощение за 24 ч при относительной влажности воздуха 96%, об. %, не более |
1 |
0,2 |
|
Водопоглощение за 24 ч при насыщении водой, об. %, не более |
10 |
3 |
|
Прочность, кг/см3, не менее: |
|
|
|
при растяжении |
1,5 |
3 |
|
при сжатии |
1,5 |
- |
|
при сдвиге |
- |
2 |
|
Модуль упругости, кг/см2, не более |
400 |
250 |
|
Модуль сдвига, кг/см2, не более |
- |
100 |
|
Прочность сцепления металлических листов с утеплителем, кг/см2, не менее: |
|
|
|
при равномерном отрыве |
1,5 |
3 |
|
при сдвиге |
- |
2 |
Стальные профилированные листы в панелях, эксплуатируемых в слабо агрессивных средах, следует защищать от коррозии в соответствии с требованиями главы СНиП II-28-73.
Элементы крепления и закладные детали панелей должны быть защищены от коррозии покрытиями, равноценными по коррозионной стойкости металлическим листам (с учетом покрытий).
Панели трехслойные стеновые с профилированными металлическими облицовками и заполнителем из пенополиуретана
Технические условия
ТУ 34-13-17608-78
(взамен ТУ 34-4627-75)
Срок введения с 12.12.1978 г.
Срок действия до 12.12.1983 г.
Настоящие Технические условия (ТУ) распространяются на панели трехслойные стеновые с профилированными металлическими облицовками и заполнителем из пенополиуретана (в дальнейшем именуемые панели) и устанавливают требования к их изготовлению, качеству, приемке и поставке предприятиям и строительным организациям.
Панели предназначены для применения в стенах производственных зданий промышленных предприятий, эксплуатируемых в неагрессивных или слабоагрессивных средах при температуре наружной поверхности панели от минус 65° С до плюс 75° С, температуре внутренней поверхности панели до плюс 30° С, относительной влажности внутреннего воздуха в помещениях не более 60%.
Пример обозначения панели трехслойной стеновой с наружным и внутренним покрывающими слоями из стального профилированного оцинкованного листа с декоративно-антикоррозионным покрытием толщиной 0,8 мм; длина панели 360 см, ширина 100 см, толщина 5 см:
|
ПТС |
Цп 0,8 |
360´100´5 ТУ 34-13-17608-78. |
|
Цп 0,8 |
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Панели должны соответствовать требованиям настоящих ТУ основным требованиям ГОСТ 21562-76 и технической документации, утвержденной в установленном порядке; изготовление должно проводиться по рабочим чертежам, рецептурам и технологическим регламентам, утвержденным в установленном порядке.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.2. Основные параметры и размеры панелей должны соответствовать указанным в табл. 1 и на рисунке.
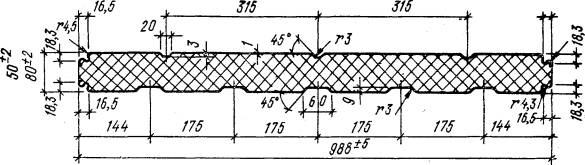
Рис. Поперечное сечение панели
Таблица 1
|
Показатель |
Величина |
|
Длина, мм |
2400-12000 (кратно 600) |
|
Ширина, мм: |
|
|
монтажная |
1000 |
|
габаритная |
988 |
|
Толщина, мм: |
|
|
расчетная |
50; 80* |
|
габаритная |
50; 80* |
|
Вес 1 м2, кг: |
|
|
при толщине 50 мм |
17,007** |
|
при толщине 80 мм |
18,445** |
* При определении теплоизоляционных свойств принимается расчетная толщина, а при определении механических свойств - габаритная.
** Вес приведен с учетом веса декоративно-антикоррозионного покрытия (эмалей), цинкового покрытия. Принято: объемный вес утеплителя - 50 кг/м3, стали - 7,85 г/см2.
Примечание. Размеры доборных элементов панелей принимаются по рабочим чертежам, утвержденным в установленном порядке.
ХАРАКТЕРИСТИКИ
1.3. Применяемые для производства панелей материалы должны соответствовать требованиям технической документации.
Соответствие материалов действующим на них стандартам, техническим условиям и т.д. должно быть удостоверено сертификатом или паспортом предприятия-изготовителя.
1.4. Допускается замена применяемых материалов в соответствии с порядком оформления таковой замены.
1.5. Физико-технические свойства и механические показатели утеплителя должны соответствовать указанным в табл. 2.
Таблица 2
|
Показатель |
Величина |
|
Объемный вес, кг/м3, не более |
55 |
|
Коэффициент теплопроводности, ккал/(м×ч×°С), не более |
0,028 |
|
Усадка линейная технологическая, %, не более |
0,2 |
|
Водопоглощение за 24 ч при насыщении водой, об. %, не более |
2 |
|
Прочность, кг/см2, не менее: |
|
|
при растяжении |
3 |
|
при сдвиге |
2,5 |
|
Модуль упругости, кг/см2, не более |
100 |
|
Модуль сдвига, кг/см2, не более |
45 |
|
Прочность сцепления металлических листов с утеплителем, кг/см2, не менее: |
|
|
при равномерном отрыве |
3 |
|
при сдвиге |
2,5 |
|
Теплостойкость, °С, не более |
80 |
1.6. Разрушающая нагрузка панелей при поперечном изгибе не должна быть менее указанной в рабочих чертежах.
1.7. Покрывающие слои стеновых панелей должны изготавливаться из профилированного листа следующих материалов и покрытий:
сталь рулонная оцинкованная (Ц) по ГОСТ 14918-69 группы Б, I класса покрытия;
сталь рулонная оцинкованная с декоративно-антикоррозионным покрытием (ЦП) по ТУ 34-13-4630-76.
1.8. Цвет пленки декоративно-антикоррозионного покрытия должен быть:
белый, серый, бирюзовый, голубой по ТУ 6-10-11-28-27-74;
белый по ТУ 6-10-11-7-13-74 для органозоли.
По согласованию с заказчиком допускается применение других цветов.
1.9. Цвет пленки декоративно-антикоррозионного покрытия должен согласовываться заказчиком с предприятием-изготовителем.
1.10. В качестве адгезива металлических обшивок панелей к утеплителю применяют: фосфатирующий грунт ВЛ-023 по ГОСТ 12707-77;
акриловый грунт АК-069 по ТУ 6-10-899-74.
Допускается применение фосфатирующего грунта ВЛ-02 по ГОСТ 12707-77 или АК-070 по ТУ 6-10-899-74.
1.11. Для изготовления утеплителя панели должен использоваться пенополиуретан марки SH-4050/9 производства ГДР или других равнозначных марок по качеству.
1.12. Панели изготавливаются на технологических линиях непрерывного действия.
1.13. Объемный вес утеплителя не должен отличаться по площади панели более чем на ±10% указанного в рабочих чертежах.
1.14. Отклонения размеров панелей от указанных в рабочих чертежах; мм:
по длине ±4, если панель имеет длину до 7200, и ±8, если панель имеет длину свыше 7200;
по ширине ±1,5;
по толщине ±1.
1.15. Панели должны быть обрезаны под прямым углом. Допускаемая косина реза должна быть не более ±2 мм.
1.16. Непрямолинейность (ребровая кривизна) продольных кромок должна находиться в пределах поля допуска на ширину панели.
1.17. На панелях допускаются: волнистости на плоских участках профилированных листов высотой не более 1 мм на длине 1 м с шагом волны не менее 300 мм, отдельные риски и потертости, отдельные царапины поверхности панелей глубиной не более толщины защитно-декоративного покрытия.
1.18. Неплоскостность панелей не должна быть более 2,5 мм. Неплоскостность панелей следует проверять с двух сторон.
1.19. Смещение кромок металлических листов относительно друг друга не должно быть более 1,5 мм.
1.20. В панелях не допускаются:
повреждения (вмятины, вырывы) утеплителя по боковым и торцевым граням глубиной более 5 мм и площадью более 10 см2;
вмятины на поверхности панелей, кроме указанных в п. 1.17;
вмятины продольных кромок металлических листов;
расслоение пенополиуретана или отслоение его от металлических листов.
1.21. Технические требования к болтам, шпилькам и гайкам по ГОСТ 1759-70*.
1.22. Все крепежные изделия должны иметь защитное гальваническое покрытие по ГОСТ 9.073-77 и ГОСТ 3002-70***.
1.23. Испытания панелей на прочность по ГОСТ 21562-76.
комплектность
1.24. В комплект поставки панелей должно входить:
комплект панелей в соответствии с заказной спецификацией, согласованной заказчиком с заводом-поставщиком и номенклатурой завода в количестве, обеспечивающем набор стеновых ограждений промышленных зданий и сооружений согласно техническому заданию;
поставляемых за отдельную плату и по отдельному заказу комплект доборных элементов и крепежных изделий согласно табл. 3.
Таблица 3
|
Наименование |
Обозначение чертежа, ГОСТ, ТУ |
Примечание |
|
Панели стеновые |
6ГК.366.020, 6ГК.366.020-13 |
Панели толщиной 50 и 80 мм |
|
Доборные элементы: |
|
Для любой марки стеновых панелей |
|
слив надоконный, подоконный и между панелями |
8ГК.333.028 |
11 пог. м* |
|
слив парапетный |
8ГК.333.030 |
4 пог. м* |
|
вертикальный нащельник |
8ГК.342.038 |
200 пог. м* |
|
нащельник угловой |
8ГК.342.050 |
1,5 пог. м* |
|
скоба слива |
8ГК.141.352 |
11 шт. |
|
скоба углового нащельника |
8ГК.141.353 |
1,5 шт.* |
|
скоба парапетного слива |
8ГК.141.354 |
4 шт.* |
|
Крепежные изделия: |
|
Для панелей толщиной 50 мм |
|
шайба пружинная 8Н.65Г |
0,0515 кг* |
|
|
пластина прижимная |
8ГК.156.486 |
115 шт. (5,29 кг)* |
|
шайба прижимная |
8ГК.950.068 |
65 шт. (1,07 кг)* |
|
болт 2М8´40.56.019 |
ГОСТ 7802-72 |
65 шт. (1,24 кг)* |
|
болт 2М8´70.56.019 |
ГОСТ 7802-72 |
50 шт. (1,5 кг)* |
|
болт 2М8´170.56.019 |
ГОСТ 7802-72 |
2 шт. (0,12 кг)* |
|
гайка М8.6.05 |
117 шт. (0,585 кг)* |
|
|
Крепежные изделия: |
|
Для панелей толщиной 80 мм |
|
шайба пружинная 8Н.65Г |
0,0515 кг* |
|
|
пластина прижимная |
8ГК.156.486 |
115 шт. (5,29 кг)* |
|
шайба прижимная |
8ГК.950.068 |
65 шт. (1,07 кг)* |
|
болт 2М8´70.56.019 |
ГОСТ 7802-72 |
65 шт. (1,95 кг)* |
|
болт 2М8´100.56.019 |
ГОСТ 7802-72 |
50 шт. (1,9 кг)* |
|
болт 2М8´220.56.019 |
ГОСТ 7802-72 |
2 шт. (0,152 кг)* |
|
Крепежные изделия: |
|
Для панелей толщиной 80 мм |
|
гайка М8.6.05 |
117 шт. (0,585 кг)* |
* Потребность доборных элементов и крепежных изделий принята из расчета на 100 пог. м общей длины поставляемых панелей.
Примечания: 1. По согласованию с заводом-изготовителем допускается поставка увеличенного количества доборных элементов и крепежных изделий.
2. Допускается производить поставку стеновых панелей по согласованию с заказчиком без доборных элементов.
3. Количество панелей в заказе-наряде должно соответствовать норме повагонной загрузки. При заказе, не обеспечивающем повагонную загрузку, заказ или, остаток заказа вывозится транспортом заказчика.
1.25. К панелям прилагается техническая документация:
паспорт панелей - 1 экземпляр;
товаросопроводительная документация - 1 экземпляр.
Примечание. По требованию заказчика может поставляться дополнительный комплект технической документации за отдельную плату.
маркировка
1.26. На каждый пакет панелей должна быть установлена табличка по ГОСТ 12969-67* и ГОСТ 12971-67*, на которой указывают:
наименование или товарный знак предприятия-изготовителя;
марку панелей;
количество панелей в пакете;
вес пакета;
обозначение настоящих ТУ;
дату изготовления (месяц, год);
штамп ОТК.
1.27. На каждом грузовом месте должно быть указано:
наименование объекта;
заводской номер заказа;
номер упаковочного места согласно ведомости комплектации;
необходимые предупредительные знаки, указывающие на правильный способ обращения с грузом.
1.28. Маркировка транспортной тары с крепежными изделиями и доборными элементами должна быть выполнена по ГОСТ 14192-77; нумерация упаковочных мест должна обеспечивать возможность подбора на месте монтажа каждой комплектной единицы без необходимости распаковки.
1.29. На ящике, в который вложена техническая и сопроводительная документация (грузовое место № 1), должно быть нанесено несмывающейся краской указание «Документация здесь».
упаковка
1.30. Панели одного типоразмера должны быть уложены в пакеты массой не более 5 т, высотой не более 1,5 м, с прокладками из бумаги.
1.31. Панели должны быть упакованы в соответствии с чертежами завода-изготовителя.
1.32. Упаковка пакетов панелей должна обеспечивать сохранность во время их транспортирования и хранения на месте монтажа.
1.33. Упаковка мелких доборных элементов и крепежных изделий должна соответствовать ГОСТ 2991-76. Вес нетто единицы упаковки должен быть не более 500 кг.
1.34. В каждое грузовое место с доборными элементами и крепежными изделиями должен быть вложен упаковочный лист, в котором должны быть указаны их количество (или вес) и обозначения.
1.35. Техническая документация, прилагаемая к панелям, должна быть упакована в герметичный конверт из водонепроницаемого материала (пленка полиэтиленовая по ГОСТ 10354-73 или другой равноценный материал) и вложена в грузовое место № 1.
Примечание. В случае отсутствия при отгрузке сплошных ящиков техническая документация должна быть выслана заказчику по почте.
2. ПРАВИЛА ПРИЕМКИ
2.1. Панели должны быть приняты техническим контролем предприятия-изготовителя.
2.2. Панели должны подвергаться испытаниям по программе, приведенной в табл. 4.
|
Проверки и испытания |
Пункты ТУ |
|
|
технические требования |
методы испытаний |
|
|
Внешний осмотр, проверка соответствия рабочим чертежам |
1.1; 1.7.-1.9; 1.14-1.22 |
3.1-3.3 |
|
Испытания физико-технических свойств и механических показателей пенополиуретана |
1.5; 1.11; 1.13 |
3.4 |
|
Испытания панелей на прочность |
1.23 |
3.5 |
|
Проверка наличия технической документации |
1.25; 1.35 |
3.6 |
|
Проверка комплектности панелей |
1.24; 1.26; 134 |
3.7 |
|
Проверка качества маркировки и упаковки |
1.26-1.35 |
3.8 |
2.3. Размеры предъявляемых партий, количество контролируемых панелей и образцов из партии, периодичность проведения каждого вида испытаний по ГОСТ 21562-76.
2.4. Если при испытаниях панелей физико-технические свойства и механические показатели, а также прочность панелей окажутся несоответствующими установленным, то следует проводить вторичный отбор и испытания удвоенного количества панелей той же партии.
2.5. Если хотя бы одна панель из вторично испытанных не будет соответствовать установленным показателям, то вся партия признается не соответствующей настоящим ТУ.
2.6. Партия панелей считается принятой, если при проверке установлено соответствие комплектности и качества, а также всех параметров панелей требованиям настоящих ТУ.
3. МЕТОДЫ ИСПЫТАНИЙ
ВНЕШНИЙ ОСМОТР, ПРОВЕРКА СООТВЕТСТВИЯ РАБОЧИМ ЧЕРТЕЖАМ
3.1. Внешний осмотр панелей на соответствие требованиям рабочих чертежей должен проводиться одновременно с проверкой универсальным и специальным измерительным инструментом.
3.2. Произвести проверку выполнения требований пунктов настоящих ТУ, указанных в п. 2 табл. 4.
3.3. Универсальный измерительный инструмент должен выбираться в зависимости от вида контролируемого размера, его величины и допуска. Перечень применяемого инструмента приведен в приложении к настоящим ТУ.
ИСПЫТАНИЯ ФИЗИКО-ТЕХНИЧЕСКИХ СВОЙСТВ И МЕХАНИЧЕСКИХ ПОКАЗАТЕЛЕЙ ПЕНОПОЛИУРЕТАНА
3.4. Методика испытаний соответствует требованиям ГОСТ 21562-76 и ГОСТ 22695-77.
ИСПЫТАНИЯ ПАНЕЛЕЙ НА ПРОЧНОСТЬ
3.5. Методика испытаний соответствует требованиям ГОСТ 21562-76 и ГОСТ 22695-77.
ПРОВЕРКА НАЛИЧИЯ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
3.6. Произвести проверку выполнения требований пл. 1.25 и 1.35 настоящих ТУ.
ПРОВЕРКА КОМПЛЕКТНОСТИ ПАНЕЛЕЙ
3.7. Произвести проверку выполнения требований пп. 1.24; 1.26 и 1.34 настоящих ТУ*
ПРОВЕРКА КАЧЕСТВА МАРКИРОВКИ И УПАКОВКИ
3.8. Проверка качества маркировки и упаковки проводится внешним осмотром и заключается в контроле выполнения требований пп. 1.26-1.35 настоящих ТУ.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Поставка панелей производится любым видом транспорта.
4.2. Транспортирование панелей - по группе условий хранения Ж1 по ГОСТ 15150-69*.
4.3. Панели и ящики с крепежными изделиями должны храниться по группе условий хранения Ж2 по ГОСТ 15150-69* с соблюдением установленных мер противопожарной безопасности.
4.4. Хранить пакеты панелей необходимо на стеллажах или подкладках не более чем в два яруса по высоте.
4.5. Для сохранения качества панелей при транспортировке и производстве погрузочно-разгрузочных работ не допустимы: кантование, резкие толчки и удары. Необходимо строгое соблюдение всех предосторожностей, принимаемых для крупногабаритных грузов.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Предприятие-изготовитель гарантирует соответствие панелей требованиям настоящих ТУ при соблюдении потребителем правил монтажа, хранения и транспортирования, изложенных в настоящих ТУ.
5.2. Гарантийный срок службы панелей и комплектующих элементов 3 года с момента отгрузки с предприятия-изготовителя.
5.3. Гарантии не распространяются на панели, пришедшие в негодность по причинам, не зависящим от предприятия-изготовителя.
ПРИЛОЖЕНИЕ
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ И ИНСТРУМЕНТОВ, НЕОБХОДИМЫХ ДЛЯ КОНТРОЛЯ ПАНЕЛЕЙ
1. Рулетка измерительная металлическая Рс 0-20 (ГОСТ 7502-69)1
2. Штангенрейсмус (ГОСТ 164-73*).
3. Плита поверочная 1600´1000 класса III (ГОСТ 10905-75),
4. Линейка металлическая 0-150 (ГОСТ 427-75).
5. Линейка поверочная ШП-2-1000 (ГОСТ 8026-75).
6. Набор щупов № 4 класса II (ГОСТ 882-75).
7. Штангенциркуль ШЦ-1 125-0,1 (ГОСТ 166-73*).
8. Угольник УШ 630´1000 класса III (ГОСТ 3749-77).
9. Разрывная машина Р-0,5 (ГОСТ 7855-74).
Панели трехслойные стеновые с профилированными металлическими облицовками и заполнителем из пенополиуретана (комбинированные)
Технические условия
ТУ 34-13-17609-78
Срок введения с 12.12. 1978 г.
Срок действия до 12.12.1980 г.
Настоящие технические условия (ТУ) распространяются на панели трехслойные стеновые с профилированными металлическими облицовками и заполнителем из пенополиуретана (в дальнейшем именуемые «панели») и устанавливают требования к их изготовлению, качеству, приемке и поставке предприятиям и строительным организациям.
Панели предназначены для применения в стенах производственных зданий промышленных предприятий, эксплуатируемых в неагрессивных или слабоагрессивных средах при температуре наружной поверхности панели от минус 65° С до плюс 75° С, температуре внутренней поверхности панели до плюс 30° С, относительной влажности внутреннего воздуха в помещениях не более 60%.
Пример обозначения панели трехслойной стеновой с наружным покрывающим слоем из стального профилированного Оцинкованного листа толщиной 0,8 мм; внутренним покрывающим слоем из профилированного стального холоднокатаного листа с декоративно-антикоррозионным покрытием толщиной 0,8 мм; длина панели 360 см, ширина 100 см, толщина 5 см:
|
ПТС |
Ц 0,8 |
360´100´5 ТУ 34-13-17609-78. |
|
СП 0,8 |
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Панели должны соответствовать требованиям настоящих ТУ, основным требованиям ГОСТ 21562-76 и технической документации, утвержденной в установленном порядке; изготовление должно проводиться по рабочим чертежам, рецептурам и технологическим регламентам, утвержденным в установленном порядке (см. рис. в ТУ 34-13-17608-78).
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.2. Основные параметры и размеры панелей должны соответствовать указанным в табл. 1.
Таблица 1
|
Показатель |
Величина |
|
Длина, мм |
2400-12000 (кратно 600) |
|
Ширина, мм: |
|
|
монтажная |
1000 |
|
габаритная |
988 |
|
Толщина, мм: |
|
|
расчетная |
50; 80* |
|
габаритная |
50; 80* |
|
Вес 1 м2, кг: |
|
|
при толщине 50 мм |
16,559** |
|
при толщине 80 мм |
17,997** |
* При определении теплоизоляционных свойств принимается расчетная толщина, а при определении механических свойств - габаритная.
** Вес приведен с учетом масс декоративно-антикоррозионного покрытия (эмалей), цинкового покрытия. Принято: объемный вес утеплителя - 50 кг/м3, стали - 7,85 г/см3.
Примечание. Размеры доборных элементов панелей принимаются по рабочим чертежам, утвержденным в установленном порядке.
ХАРАКТЕРИСТИКИ
1.3. Применяемые для производства панелей материалы должны соответствовать требованиям технической документации.
Соответствие материалов действующим На них стандартам, техническим условиям и т.д. должно быть удостоверено сертификатом или паспортом предприятия-изготовителя.
1.4. Допускается замена применяемых материалов в соответствии с порядком оформления таковой замены.
1.5. Физико-технические свойства и механические показатели утеплителя должны соответствовать указанным в табл. 2.
Таблица 2
|
Показатель |
Величина |
|
Объемный вес, кг/м3, не более |
55 |
|
Коэффициент теплопроводности, ккал/(м×ч×°С), не более |
0,028 |
|
Усадка линейная технологическая, %, не более |
0,2 |
|
Водопоглощение за 24 ч при насыщении водой, об. %, не более |
2 |
|
Прочность, кг/см2, не менее: |
|
|
при растяжении |
3 |
|
при сдвиге |
2,5 |
|
Модуль упругости, кг/см2, не более |
100 |
|
Модуль сдвига, кг/см2, не более |
45 |
|
Прочность сцепления металлических листов с утеплителем, кг/см2, не менее: |
|
|
при равномерном отрыве |
3 |
|
при сдвиге |
2,5 |
|
Теплостойкость, °С, не более |
80 |
1.6. Разрушающая нагрузка панелей при поперечном изгибе не должна быть менее указанной в рабочих чертежах.
1.7. Покрывающие слои стеновых панелей должны изготавливаться из профилированного листа следующих материалов и покрытий:
сталь рулонная оцинкованная (Ц) по ГОСТ 14918-69 группы Б, I класса покрытия;
сталь рулонная оцинкованная с декоративно-антикоррозионным покрытием (ЦП) по ТУ 34-13-4630-76;
сталь рулонная холоднокатаная с декоративно-антикоррозионным покрытием (СП) по ТУ 34-13-17604-77 (применяется только для изготовления внутреннего покрывающего слоя).
1.8. Цвет пленки декоративно-антикоррозионного покрытия должен быть:
белый, серый, бирюзовый, голубой по ТУ 6-10-11-28-27-74;
белый по ТУ 6-10-11-7-13-74 для органозолей.
По согласованию с заказчиком допускается применение других цветов.
1.9. Цвет пленки декоративно-антикоррозионного покрытия должен согласовываться заказчиком с предприятием-изготовителем.
1.10. В качестве адгезива металлических обшивок панелей и утеплителю применяют:
фосфатирующий грунт ВЛ-023 по ГОСТ 12707-77;
акриловый грунт АК-069 по ТУ-6-10-899-74.
Допускается применение фосфатирующего грунта ВЛ-02 по ГОСТ 12707-77 или АК-070 по ТУ 6-10-899-74.
Пп. 1.11-5.3 см. по ТУ 34-13-17608-78.
Панели стеновые трехслойные со стальными профилированными листами и утеплителем из пенополиуретана
Технические условия
ТУ 36-1980-76
(с изменениями № 1 от 15.12.1977 г. и № 2 от 01.12.1978 г.)
Срок введения с 15.12.1976 г.
Срок действия до 15.12.1981 г.
Настоящие Технические условия (ТУ) распространяются на панели трехслойные со стальными профилированными листами и утеплителем из пенополиуретана.
Панели предназначены для применения в качестве стеновых ограждений промышленных зданий с неагрессивными и слабоагрессивными средами при температуре внутренней поверхности панели до +30° С и относительной влажности внутреннего воздуха в помещениях не более 60%, возводимых в различных климатических зонах и ветровых районах СССР.
Область применения стеновых панелей, характеризуемая температурой наружного воздуха и ветровой нагрузкой, определяется теплотехническими и прочностными расчетами.
Пенополиуретан должен удовлетворять по возгораемости требованиям СН 454-76.
Панели выпускают двух видов: рядовые - ПР и угловые - ПУ (рис. 1).
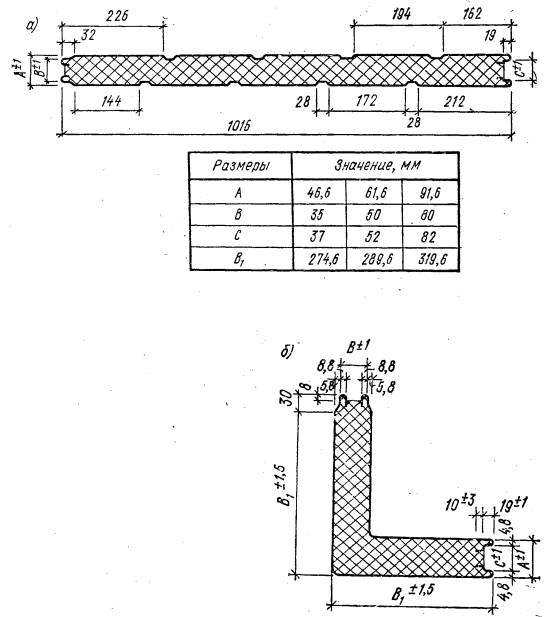
Рис. 1. Поперечное сечение панелей
а - рядовой; б - угловой
1.1. Панели стеновые трехслойные с профилированными стальными листами и утеплителем из пенополиуретана должны изготавливаться в соответствии с требованиями настоящих ТУ, ГОСТ 21562-76 и конструкторской документацией, утвержденной в установленном порядке.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.2. Основные параметры и размеры рядовых и угловых панелей должны соответствовать указанным в табл. 1.
Таблица 1
|
Показатель |
Величина |
|
|
рядовой панели |
угловой панели |
|
|
Длина, мм |
7200* |
7200* |
|
Ширина, мм |
1016 |
См. рис. 1 |
|
Толщина панелей, мм |
46,6; 61,6; 91,6 |
|
|
Толщина листов, мм |
0,8 |
|
|
Вес 1 м2, кг, не более, при толщине, мм: |
|
1 |
|
46,6 |
16,7 |
20,9 |
|
61,6 |
17,7 |
22,2 |
|
91,6 |
19,5 |
24,4 |
* Панели меньшей длины получают резкой по согласованию с заводом-изготовителем.
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.3. Профилированные листы должны изготавливаться из рулонной стали по ГОСТ 14918-69, Ст3кп группы Б, класса I.
Примечание. Профилированные листы в панелях для защиты от коррозии должны изготавливаться из оцинкованной или оцинкованной и окрашенной рулонной стали в соответствии с требованиями СНиП II-28-73.
1.4. Листы должны быть обрезаны под прямым углом. Допускаемая косина реза не должна выводить листы за пределы допусков по длине.
1.5. На поверхности профилированных листов допускаются следы от профилирующих и направляющих роликов, отдельные риски и царапины механического происхождения и потертости глубиной не более одной трети толщины цинкового покрытия.
1.6. На поверхности профилированных листов не допускаются вмятины, трещины, задиры и глубокие царапины.
1.7. В качестве утеплителя должен применяться жесткий заливочный пенополиуретан типа «Сиспур» (ГДР).
1.8. Физико-механические показатели утеплителя из пенополиуретана должны соответствовать указанным в табл. 2.
|
Показатель |
Величина |
|
Объемный вес, кг/м3, не более |
55 |
|
Коэффициент теплопроводности, ккал/(м×ч×°С) |
0,03 |
|
Водопоглощение за 24 ч при насыщении водой, об. %, не более |
2 |
|
Прочность сцепления с металлическими листами, кг/см2, не менее: |
|
|
при равномерном отрыве |
3 |
|
при сдвиге |
2,5 |
|
Модуль упругости, кг/см2, не более |
100 |
|
Модуль сдвига, кг/см2, не более |
45 |
1.9. Для производства пенополиуретана используются три компонента: компонент А, компонент Б, компонент С.
1.10. В качестве материала среднего слоя допускается использование других типов жестких пенополиуретанов, физико-механические свойства которых близки или не отличаются от приведенных в табл. 2.
1.11. В качестве адгезива применяется клей № 88 ТУ 38-1051061-76, фосфатирующие грунты типа ВЛ-023 по ГОСТ 12707-77, или акриловые грунты типа АК-069 по ТУ 6-10-889-74.
ТРЕБОВАНИЯ К ПАНЕЛЯМ
1.12. Допускаемые предельные отклонения размеров панелей, мм:
по длине ±4;
по ширине ±1,5;
по толщине ±1;
в местах стыка - см. рис. 1.
Примечание. Допускаемые предельные отклонения длины панелей, полученных резкой, не должны превышать ±0,5 мм на 1 м длины.
1.13. Неплоскостность панелей, характеризуемая величиной наибольшего отклонения угла панели в плоскости, проходящей через три других угла, не должна превышать 1 мм.
1.14. Допускается смещение торцов листов панелей друг относительно друга в пределах поля допуска на длину панели.
1.15. Продольная кривизна панелей должна быть в пределах поля допуска на ширину.
1.16. В пенополиуретане допускаются пустоты общим объемом не более 5%, равномерно рассредоточенные по объему.
1.17. В панелях не допускаются:
заусенцы на торцах панелей от резки на мерные длины, направленные наружу панели;
расслаивание пенополиуретана;
отслаивание листов от пенополиуретана;
вмятины и вырывы утеплителя по боковым и торцевым граням глубиной более 5 мм и площадью более 5 см2.
1.18. Величина равномерно распределенной нагрузки панелей при поперечном изгибе должна быть не ниже приведенной в табл. 3.
|
Толщина панели максимальная, мм |
Пролет панели, мм |
Разрушающая нагрузка, кг/м2, не менее |
Характер разрушения |
|
46,6 |
2900 |
550 |
По среднему слою вблизи опор |
|
61,6 |
2900 |
750 |
|
|
91,6 |
2900 |
1150 |
1.19. Элементы крепления панелей и метизы должны быть защищены от коррозии покрытиями, равноценными по коррозионной стойкости профилированным листам.
комплектность
1.20. В комплект поставки входят:
панели стеновые трехслойные - в объеме заказа;
доборные изделия;
погонажные изделия (сливы, нащельники и др.);
элементы крепления;
метизы;
уплотнительные прокладки для горизонтальных и вертикальных швов;
инструкция по монтажу, эксплуатации и применению, оформленная по ГОСТ 2.601-68* - в одном экземпляре;
паспорт, оформленный по ГОСТ 2.601-68* - в одном экземпляре.
Примечания: 1. Заказ на панели оформляется в квадратных метрах.
2. В случае поставки панелей длиной менее 7200 мм немерность, получающаяся при их резке, включается в общий объем поставки.
3. Доборные изделия, элементы крепления и метизы поставляются по согласованию между заводом-изготовителем и заказчиком по спецификации заказчика.
упаковка
1.21. Панели поставляются без консервации.
1.22. Панели упаковываются в соответствии с рабочей документацией завода-изготовителя, утвержденной в установленном порядке. Вес упаковочного места (нетто) для рядовых панелей не должен превышать 2500 кг, для угловых панелей - 1000 кг.
1.23. Упаковку рядовых панелей допускается производить как в горизонтальном, так и в вертикальном положениях.
1.24. В каждую упаковку вкладывается упаковочный лист, который заполняется несмываемыми чернилами. В упаковочном листе указывается:
завод-изготовитель;
номер партии;
шифр чертежа изделия;
размер изделия;
вес (нетто);
дата изготовления;
номер настоящих ТУ.
1.25. Упаковочный лист должен быть подписан должностным лицом, производящим упаковку, и контролером ОТК завода-изготовителя.
1.26. Элементы крепления и метизы должны упаковываться в ящики по ГОСТ 15841-77. Вес ящиков (брутто) не должен превышать 50 кг.
МАРКИРОВКА
1.27. Панели не маркируются.
1.28. Маркировку упаковочных панелей производить на бирках. Бирки изготавливаются из фанеры (ГОСТ 3916-69) размером 150´30´3, на которых указывается:
завод-изготовитель;
шифр чертежа изделия;
заказчик;
номер заказа;
вес (брутто);
дата изготовления;
штамп ОТК.
Надписи на бирке должны быть четкими, наноситься эмалью ПФ-115 черного цвета (ГОСТ 6465-76).
Примечание. Разрешается бирки изготавливать из стального листа. При этом надписи наносить ударным способом.
2. ПРАВИЛА ПРИЕМКИ
2.1. Панели стеновые трехслойные должны контролироваться ОТК завода-изготовителя на их соответствие требованиям настоящих ТУ, рабочим чертежам и подвергаться следующим видам контрольных испытаний:
приемо-сдаточным;
периодическим;
типовым.
2.2. Контрольные измерения и испытания должны производиться не ранее чем через 24 ч после изготовления панелей.
ПРИЕМО-СДАТОЧНЫЕ ИСПЫТАНИЯ
2.3. Приемо-сдаточным испытаниям подвергаются панели, изготавливаемые за каждую смену.
2.4. При приемке проверяются:
соответствие исходных материалов требованиям настоящих ТУ;
внешний вид панелей - все панели;
геометрические размеры - на трех панелях из партии;
заполнение панелей пенополиуретаном и основные физико-механические показатели пенополиуретана согласно табл. 2 - на трех образцах из 500;
комплектность;
маркировка;
упаковка.
ПЕРИОДИЧЕСКИЕ ИСПЫТАНИЯ
2.5. При периодических испытаниях производится проверка панелей на соответствие требованиям разд. 1 настоящих ТУ.
2.6. Панели для приемки предъявляются партиями. К одной партии относятся панели одного типоразмера, изготовленные из материала утеплителя одной партии по одному и тому же технологическому режиму, но не более 2000 панелей.
2.7. Испытаниям подвергаются 3 панели из числа принятых ОТК.
2.8. Порядок проведения и оформления результатов периодических испытаний должен соответствовать ОСТ 36-3-74.
ТИПОВЫЕ ИСПЫТАНИЯ
2.9. Типовые испытания должны производиться при переходе на новый вид сырья или после внесения изменений в конструкцию или технологию изготовления.
2.10. При типовых испытаниях производится проверка панелей на соответствие требованиям разд. 1 настоящих ТУ по программе приемо-сдаточных и периодических испытаний.
2.11. Если при испытаниях физико-механические показатели утеплителя, а также разрушающая нагрузка панелей выходят за пределы, указанные в табл. 2 и 3, и характер разрушения панелей будет иной, чем указанный в табл. 3, хотя бы на одном из выбранных образцов, то следует проводить вторичный отбор и испытывать удвоенное количество образцов.
2.12. Если хотя бы одна панель из вторично испытанных не соответствует установленным в табл. 2 и 3 показателям, то вся партия признается не соответствующей настоящим ТУ.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Проверка качества исходных материалов производится по сертификатам заводов-поставщиков, а при отсутствии таковых - по методикам, изложенным в стандартах и ТУ.
3.2. Внешний вид панелей проверяется без применения увеличительных приборов сравнением с эталонами.
3.3. Геометрические размеры панелей проверяют с использованием штангенциркуля ШЦ-III по ГОСТ 166-73* и рулетки РЗ-10 по ГОСТ 7502-69, шаблонами или другими универсальными измерительными инструментами, обеспечивающими требуемую чертежами точность.
Примечание. Контроль толщины панели включает в себя замеры непосредственно толщины панели (размер А), толщины гребня (размер В) и высоты паза (размер С).
3.4. Контроль заполнения панелей пенополиуретаном должен производиться на образцах, вырезанных по схеме рис. 2 и разрезанных по середине утеплителя параллельно плоскостям металлических профилированных листов. На плоскости среза раковины и пустоты замеряются универсальным измерительным инструментом. Объем и рассредоточение газовых включений не должны превышать допустимых ТУ.
3.5. Физико-механические свойства пенополиуретана определяют согласно «Руководству по методам физико-механических испытаний строительных пенопластов» (М., Стройиздат, 1973). Схему вырезки образцов см. рис. 2.
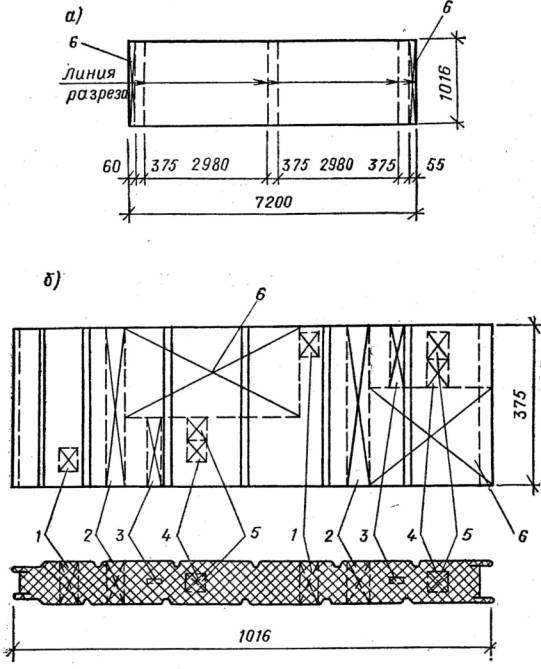
Рис. 2. Схема мест вырезки образцов
а - схема разрезки панелей; б - фрагмент панели
Места для вырезки образцов
1 - для равномерного отрыва; 2 - для прочности при сдвиге и модуля сдвига; 3 -
для модуля упругости; 4 - для объемного веса и прочности на сжатие; 5 - для
водопоглощения; 6 - для полноты заполнения
3.6. Для проведения механических испытаний панелей отрезают по три трехслойных элемента длиной 3000 мм на всю ширину панели.
3.7. При проведении механических испытаний образцы (рис. 3) устанавливаются короткими кромками на две опоры, изготовляемые из стальных труб диаметром 40-50 мм с прокладками из полосовой стали сечением 60´4 мм по всей длине опор. Расстояние от оси опоры до ближайшей параллельной ей кромки панели должно равняться 50 мм.
3.8. Нагружение образцов осуществляется равномерно распределенной нагрузкой, создаваемой пневматическим мешком, испытательным прессовым или рычажным устройством или тарировочными грузами весом не более 20 кг. Нагрузка прикладывается ступенями интенсивностью не более 50 кг/м2.
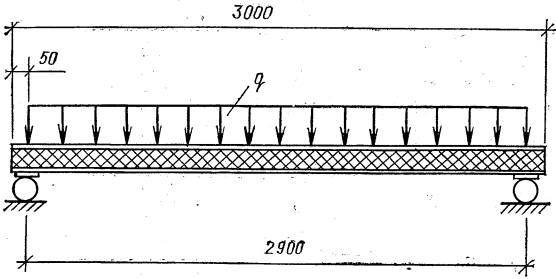
Рис. 3. Схема механических испытаний образца панели
3.9. Испытания проводятся в помещениях с температурой воздуха 18±2° С и относительной влажностью 50-60%.
3.10. Во всех случаях образцы доводятся до разрушения. Разрушающая нагрузка фиксируется и заносится в паспорт, удостоверяющий качество продукции.
3.11. Испытания должны проводиться под руководством ответственного лица из числа ИТР заводской лаборатории.
3.12. При проведении испытаний образцов на прочность должны быть предусмотрены меры, обеспечивающие безопасность персонала и сохранность оборудования.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование панелей может осуществляться любым видом транспорта, обеспечивающим сохранность упакованных изделий.
4.2. Транспортирование и хранение панелей должно производиться в заводской упаковке.
4.3. Погрузку и крепление панелей на открытом подвижном составе производить в соответствии с «Техническими условиями погрузки и крепления грузов» (МПС) из условия максимальной загрузки вагонов.
4.4. При транспортировании панели должны быть предохранены от механических повреждений.
4.5. Сбрасывание панелей (даже в упаковке) при погрузочно-разгрузочных работах запрещается.
4.6. Панели должны храниться в условиях, исключающих возможность повреждения поверхности и попадания на них атмосферных осадков и влаги, с соблюдением установленных мер противопожарной безопасности.
5. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
5.1. Панели к несущим конструкциям зданий и сооружений крепят с помощью элементов крепления и метизов. Смятие облицовок панелей не допускается.
5.2. Не допускается крепление панелей к несущим конструкциям методом сварки. Разрезка панелей газопламенным резанием категорически запрещается.
5.3. Отверстия для крепления панелей сверлить перпендикулярно плоскости панелей.
5.4. Производить удар по облицовкам панелей молотком или другими инструментами не допускается.
5.5. Не допускается подвеска к стенам, выполненным из трехслойных панелей, сантехнических и электротехнических разводок и арматуры, а также любого оборудования.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Завод-изготовитель гарантирует соответствие панелей требованиям чертежей и настоящих ТУ при соблюдении потребителем условий транспортирования и хранения, установленных настоящими ТУ.
6.2. Гарантийный срок службы панелей и комплектующих изделий - 20 лет с момента отгрузки с завода-изготовителя.
Панели трехслойные со стальными профилированными листами и утеплителем из пенополиуретана
Технические условия
ТУ 36-2140-78
Срок введения с 15.12.1978 г.
Срок действия до 31.12.1983 г.
Настоящие Технические условия (ТУ) распространяются на трехслойные панели с утеплителем из пенополиуретана для наружных стен зданий, предназначенные для производств с неагрессивными и слабоагрессивными средами при относительной влажности внутреннего воздуха в помещениях не более 60%, возводимые в различных климатических зонах и ветровых районах СССР.
Область применения стеновых трехслойных панелей, характеризуемая температурой наружного воздуха и ветровой нагрузкой, определяется теплотехническими и прочностными расчетами.
Настоящие ТУ устанавливают требования к изготовлению панелей, правилам приемки, методам контроля, эксплуатации, способам транспортирования и хранения.
Панели маркируют по ГОСТ 21562-76 с указанием типа панели.
Пенополиуретан должен содержать пламягасящие добавки и удовлетворять требованиям СН 454-76.
1.1. Панели со стальными профилированными листами и утеплителем из пенополиуретана должны соответствовать требованиям настоящих ТУ, ГОСТ 21562-76 и конструкторской документации, утвержденной в установленном порядке.
1.2. Основные размеры панелей должны соответствовать указанным на рис. 1.
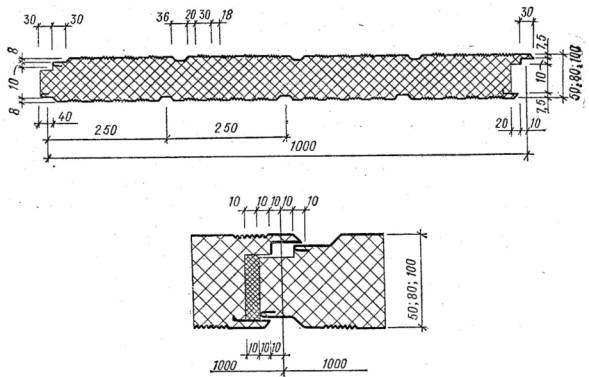
Рис. 1. Поперечное сечение панели и деталь стыка
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.3. Профилированные листы должны изготавливаться из рулонной оцинкованной стали для холодного профилирования по ГОСТ 14918-69 группы Б, I класса покрытия.
Допускается для профилированных листов применять оцинкованную сталь по ГОСТ 14918-69 с покрытием алкидного лака ГФ-296 толщиной 5-10 мкм по ТУ 6-10-11-1-21-76.
1.4. Минимальная толщина оцинкованных стальных листов не должна быть менее 0,8 мм.
1.5. Профилированные стальные листы по ГОСТ 14918-69 в панелях, эксплуатируемые в слабоагрессивных средах, следует защищать от коррозии в соответствии с требованиями главы СНиП II-28-73.
1.6. Листы должны быть обрезаны под прямым углом. Допускаемая косина реза не должна быть более ±2 мм.
1.7. На поверхности профилированных оцинкованных листов допускаются следы от профилирующих и направляющих роликов, отдельные риски и царапины механического происхождения и потертости глубиной не более одной трети толщины цинкового покрытия, а также другие дефекты, допускаемые ГОСТ 14918-69 для данного материала.
1.8. На поверхности профилированных листов не допускаются трещины, задиры и другие дефекты, нарушающие целостность цинкового покрытия.
1.9. Требования к поверхности профилированных листов из оцинкованной стали, покрытых алкидным лаком ГФ-296, должны соответствовать ТУ 67-85-75.
1.10. В качестве утеплителя должен применяться жесткий заливочный пенополиуретан типа «СИСПУР» SH-4655 (ГДР).
1.11. Физико-технические и механические показатели заливочного пенополиуретана должны соответствовать указанным в табл. 1.
|
Показатель |
Величина |
|
Объемный вес, кг/м3, не более |
55 |
|
Коэффициент теплопроводности, ккал/(м×ч×°С), не более |
0,028 |
|
Водопоглощение за 24 ч при насыщении водой, об. %, не более |
2 |
|
Прочность сцепления с металлическими листами, кг/см2, при равномерном отрыве не менее |
3 |
|
Прочность при растяжении, кг/см2, не менее |
3 |
|
Прочность при сдвиге, кг/см2, не менее |
2,5 |
|
Модуль упругости, кг/см2, не более |
100 |
|
Модуль сдвига, кг/см2, не более |
45 |
1.12. Допускается применение других типов жестких пенополиуретанов, физико-технические свойства и механические показатели которых близки или не отличаются от приведенных в табл. 1.
1.13. В качестве адгезива должны применяться клей 88Н по ТУ 38-105161-76, фосфатирующие грунтовки типа ВЛ-023 по ГОСТ 12707-77 или акриловые грунтовки типа АК-0138 по ТУ 6-10-1561-77.
1.14. Перед нанесением клея или грунтовки стальной оцинкованный лист должен быть обезжирен водным раствором моющего средства типа «Лабомид-203» по ТУ 38-30726-71.
1.15. На профилированные листы из оцинкованной стали, покрытые акриловым лаком, наносить грунтовку не требуется.
ТРЕБОВАНИЯ К ПАНЕЛЯМ
1.16. Панели выпускают длиной до 10 м.
Примечание. Панели меньшей длины получают резкой по согласованию с заводом-изготовителем.
1.17. Отклонения размеров панелей, изготовленных на линии, не должны быть более приведенных в табл. 2.
Таблица 2
|
Допускаемые отклонения, мм |
||
|
по длине |
по ширине |
по толщине |
|
±6 |
±1,5 |
±1 |
1.18. Отклонения размеров панелей, получаемых резкой, не должны быть более приведенных в табл. 3.
Таблица 3
|
Длина панелей, мм |
Допускаемые отклонения, мм |
||
|
по длине |
по ширине |
по толщине |
|
|
От 2380 до 2980 (включительно) |
±1,5 |
±1,5 |
±1 |
|
От 2980 до 4780 (включительно) |
±2 |
±1,5 |
±1 |
|
Свыше 4780 до 8980 (включительно) |
±3 |
±1,5 |
±1 |
|
Свыше 8980 до 10000 (включительно) |
±6 |
±1,5 |
±1 |
1.19. Непрямолинейность продольных кромок панелей должна находиться в пределах допуска на ширину панели.
1.20. Неплоскостность панелей, проверяемая с двух сторон по стыковым кромкам панелей, не должна быть более 1 мм.
1.21. Смещение металлических листов относительно друг друга не должно быть более 1,5 мм.
1.22. В панелях не допускаются:
повреждения (вмятины, вырывы) утеплителя по боковым и торцевым граням глубиной более 5 мм и площадью более 10 см2, расслаивание утеплителя;
отслаивание металлического профилированного листа от утеплителя;
повреждения защитного покрытия профилированных листов;
выступающие заусенцы на кромках профилированного листа.
1.23. В панелях допускается:
волнистость на плоских участках профилированных листов высотой не более 1 мм на длине 1 м с шагом волны не менее 300 мм;
крупные поры общей площадью не более 5% соответствующего сечения, равномерно рассредоточенные по всему объему утеплителя.
1.24. Величина разрушающей нагрузки при приемо-сдаточных испытаниях при поперечном изгибе не должна быть ниже приведенной в табл. 4 и 5 при периодических и типовых испытаниях.
|
Толщина панели, мм |
Пролет панели, мм |
Разрушающая нагрузка, кг, не менее |
|
50 |
1000 |
340 |
|
80 |
1000 |
550 |
|
100 |
1000 |
680 |
|
Толщина панели, мм |
Пролет панели, мм |
Величина разрушающей нагрузки, кг/м2 |
||
|
Характер разрушения |
||||
|
по материалу среднего слоя у опор |
от потери устойчивости сжатой обшивки в середине пролета панели при модуле упругости ППУ Е, кг/см2 |
|||
|
50 |
100 |
|||
|
50 |
2900 |
590 |
460 |
690 |
|
80 |
2900 |
940 |
750 |
1100 |
|
100 |
2900 |
1180 |
940 |
1140 |
1.25. Элементы крепления и закладные детали панелей должны быть защищены от коррозии покрытиями, равноценными по коррозионной стойкости профилированным листам.
1.26. Долговечность панелей не менее 20 лет.
комплектность
1.27. Панели должны поставляться потребителям совместно с элементами крепления, заделки стыков и примыканий.
1.28. Номенклатура и количество поставки панелей и комплектующих изделий должны соответствовать спецификации заказчика.
1.29. Материалы, марки и размеры комплектующих изделий должны соответствовать рабочим чертежам, утвержденным в установленном порядке.
1.30. Минимальное количество панелей одного типоразмера, принимаемых к заказу, должно быть согласовано с предприятием-изготовителем. Допускается при согласовании потребителя с предприятием-изготовителем поставка в одних и тех же пакетах панелей длиной, отличающейся от указанной в п. 1.16. Количество таких панелей в пакете не должно быть более 2% общего количества панелей в пакете.
упаковка
1.31. Панели поставляются без консервации.
1.32. Упаковка панелей должна соответствовать ГОСТ 21562-76. Допускается упаковка пакетов панелей на стяжках, при условии предохранения кромок панелей от повреждений при транспортировании и перегрузках.
1.33. В каждую упаковку вкладывается упаковочный лист, в котором указывается:
наименование или товарный знак предприятия-изготовителя;
номер партии;
марка изделия;
вес (нетто);
дата изготовления;
номер настоящих ТУ.
1.34. Упаковочный лист должен быть подписан должностным лицом, производящим упаковку, и контролером отдела технического контроля (ОТК) предприятия-изготовителя.
1.35. Элементы крепления и метизы должны упаковываться в ящики по ГОСТ 15841-77. Вес ящиков (брутто) не должен превышать 50 кг.
маркировка
1.36. Маркировка панелей должна соответствовать ГОСТ 21562-76. Допускается не маркировать панели, если в каждом пакете (ящике) упаковываются панели одной марки.
1.37. Маркировка панелей может наноситься на бирку или непосредственно на ящики.
1.38. Маркировку ящиков производить в соответствии с ГОСТ 14192-77.
1.39. Бирка должна быть прочно прикреплена со стороны, удобной для просмотра. На бирке следует указывать:
наименование предприятия-изготовителя;
марку изделия;
наименование и адрес заказчика;
номер заказа;
вес (брутто);
дату изготовления;
штамп ОТК.
1.40. На ящиках должны быть нанесены знаки «Верх, не кантовать» и «Место строповки».
2. ПРАВИЛА ПРИЕМКИ
2.1. Панели должны контролироваться ОТК предприятия-изготовителя на их соответствие требованиям настоящих ТУ, рабочим чертежам и подвергаться следующим видам контрольных испытаний;
приемо-сдаточным - при приемочном контроле;
периодическим - не реже одного раза в год;
типовым - после внесения изменений в конструкцию панелей;
рецептуру утеплителя и технологию изготовления панелей.
2.2. Контрольные измерения и испытания должны производиться не ранее чем через трое суток после изготовления панелей.
приемо-сдаточные испытания
2.3. Панели для приемки предъявляются партиями.
К одной партии относятся панели одного типоразмера, изготовленные из материала утеплителя одной партии по одному и тому же технологическому режиму, но не более 500 панелей (в пересчете на длину 7,2 м).
2.4. Все панели партии подвергаются внешнему осмотру для проверки их соответствия требованиям настоящих ТУ.
2.5. Геометрические размеры панелей проверяют на трех панелях из 200.
2.6. Физико-технические свойства и механические показатели утеплителя:
объемный вес;
прочность сцепления с металлическими листами;
прочность при растяжении;
прочность при сдвиге - определяют на образцах, вырезанных из трех панелей партии.
2.7. Прочность панелей (образцов) проверяют на трех образцах, вырезанных из трех панелей партии.
При приемке проверяют:
комплектность;
маркировку;
упаковку.
ПЕРИОДИЧНОСТЬ ИСПЫТАНИИ
2.8. При периодических испытаниях производится проверка панелей на соответствие требованиям разд. 1 настоящих ТУ.
2.9. Физико-технические свойства и механические показатели утеплителя, указанные в табл. 1, определяют не менее чем на шести образцах, вырезанных из отобранных произвольно со склада готовой продукции.
2.10. Прочность панелей проверяют на трех панелях партии.
ТИПОВЫЕ ИСПЫТАНИЯ
2.11. При типовых испытаниях производится проверка панелей на соответствие требованиям разд. 1 настоящих ТУ.
2.12. Типовым испытаниям подвергаются панели, прошедшие приемо-сдаточные испытания по программе периодических испытаний.
2.13. Если при испытаниях панелей физико-технические свойства и механические показатели утеплителя, а также прочность панелей, указанные в табл. 1, 4, 5, окажутся не соответствующими установленным, то следует проводить вторичный отбор и испытания удвоенного количества панелей той же партии.
2.14. Если хотя бы одна панель из вторично испытанных не будет соответствовать установленным показателям, то вся партия признается не соответствующей настоящим ТУ.
2.15. Партия панелей считается принятой, если при проверке установлено соответствие всех параметров панелей требованиям настоящих ТУ.
2.16. Потребитель имеет право проводить контрольную выборочную проверку соответствия панелей требованиям ТУ, применяя при этом методы испытания и контроля, приведенные в настоящих ТУ.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Проверка качества исходных материалов производится по сертификатам заводов-поставщиков, а при отсутствии таковых - по методикам, изложенным в стандартах и ТУ.
3.2. Внешний вид панелей проверяют визуальным осмотром.
3.3. Геометрические размеры проверяют с использованием штангенциркуля ШЦ-III по ГОСТ 166-73* и рулетки РЗ-10 по ГОСТ 7502-69, шаблонами или другими универсальными инструментами, обеспечивающими требуемую чертежами точность.
3.4. Косина реза проверяется с помощью угломера по ГОСТ 5378-66,* по двум противоположным углам листа или панели.
3.5. Неплоскостность проверяют размещением панели на плите поверочной по ГОСТ 10905-75 с использованием щупов по ГОСТ 882-75 или штангенциркуля ШЦ-III по ГОСТ 166-73*, или специальных шаблонов.
3.6. Непрямолинейность проверяют размещением панели на поверочной плите по ГОСТ 10905-75 натягиванием проволоки и замером прогиба щупами по ГОСТ 882-75 или штангенциркуля ШЦ-III по ГОСТ 166-73*.
3.7. Образцы для контроля прочности при приемо-сдаточных испытаниях при поперечном изгибе, физико-технических свойств и механических показателей утеплителя вырезают в соответствии со схемой (рис. 2)
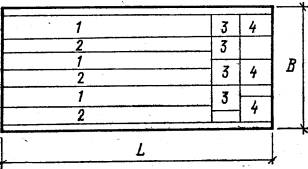
Рис. 2. Схема разрезки панели для отбора образцов
1 - для проверки прочности; 2 - для определения объемной массы и механических
показателей утеплителя; 3 - для теплопроводности; 4 - для водопоглощения
3.8. Контроль прочности панелей при поперечном изгибе при приемо-сдаточных испытаниях проводят путем испытания на поперечный изгиб образцов длиной 1100 мм, шириной 200 мм.
3.9. Испытания образцов на поперечный изгиб проводят по схеме рис. 3.
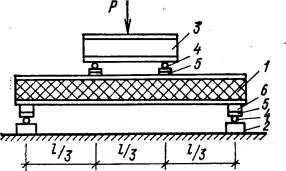
Рис. 3. Схема испытания образца на поперечный изгиб:
1 - образец; 2 - база; 3 - траверса; 4 - стальные цилиндрические опоры; 5 -
стальные пластины; 6 - прокладки
3.10. Испытания следует проводить на универсальных машинах по ГОСТ 7855-74 с наибольшей предельной нагрузкой 5-10 т.
3.11. Нагрузка на образец при испытании должна передаваться через жесткую траверсу. Между образцом и опорами базы и траверсы должны быть установлены прокладки из древесины или пенопласта с объемным весом не менее 100 кг/м3, шириной не менее 50 мм и толщиной не менее 15 мм. Форма прокладок должна соответствовать профилю металлических листов.
3.12. Образцы испытывают плавно возрастающей нагрузкой вплоть до разрушения образца или прекращения роста нагрузки по шкале силоизмерительной испытательной машины.
3.13. Время испытания образца должно быть не более 10 мин.
3.14. Контроль прочности панелей при периодических и типовых испытаниях проводится на образцах размером 3´1 м.
3.15. При проведении испытаний образцы (рис. 4) устанавливают короткими кромками на две опоры, изготовленные из стальных труб диаметром 40-50 мм с прокладками из полосовой стали сечением 60´4 мм по всей длине опор. Расстояние от оси опоры до ближайшей параллельной ей кромки панели должно равняться 50 мм.
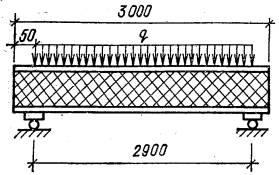
Рис. 4. Схема испытаний образца
3.16. Нагружение образцов осуществляется равномерно распределенной нагрузкой, создаваемой испытательным прессовым или рычажным устройством или тарированными грузами весом не более 50 кг.
3.17. Образцы доводятся до разрушения, разрушающая нагрузка как при приемо-сдаточных испытаниях, так и при периодических и типовых фиксируется и заносится в журнал (форма журнала указана в приложении ГОСТ 21562-76).
3.18. Испытания панелей на прочность проводятся в помещениях с температурой воздуха 13±2°С и относительной влажностью 50-60%.
3.19. Физико-технические свойства и механические показатели пенополиуретана определяют согласно ГОСТ 22695-77, ГОСТ 409-77, ГОСТ 7076-78, «Руководству по методам физико-механических испытаний строительных пенопластов» (М., Стройиздат, 1973).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование панелей допускается осуществлять любым видом транспорта, обеспечивающим сохранность упакованных изделий.
4.2. Не допускается транспортирование панелей без закрепления их от перемещения в транспортных средствах.
4.3. Хранение панелей должно производиться в заводской упаковке.
4.4. Панели должны храниться в условиях, исключающих возможность повреждения поверхности и попадания на них атмосферных осадков и влаги, с соблюдением установленных мер противопожарной безопасности.
5. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
5.1. Крепление панелей к несущим конструкциям, заделку стыков примыкания следует производить с применением комплектующих элементов в соответствии с рабочими чертежами.
5.2. Не допускается крепление панелей к несущим конструкциям методом сварки. Разрезка панелей газопламенными резаками категорически запрещается.
5.3. Удары по панели при монтаже, установке креплений, заделке стыков и примыканий не допускаются.
5.4. Отверстия для крепления панелей сверлить перпендикулярно плоскости панелей.
5.5. Крепление к панели лестниц, промышленных проводок, технологического оборудования и арматуры не допускается.
5.6. Поверхность стеновых панелей следует очищать от загрязнений и пыли не реже одного раза в год с применением моющих средств, не вызывающих повреждения защитно-декоративных покрытий металлических листов.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие панелей требованиям настоящих ТУ при соблюдении указаний по эксплуатации, транспортированию и хранению. Гарантийный срок эксплуатации панелей и комплектующих элементов - 3 года с момента отгрузки с предприятия-изготовителя.
Панели трехслойные стеновые с профилированными металлическими облицовками и заполнителем из жесткого пенополиуретана
Технические условия
ТУ 67-77-75
(с изменениями № 1 от 10.10.1975 г. и № 2 от 07.10.1977 г.)
Срок введения с 25.05.1975 г.
Срок действия до 25.05.1980 г.
Настоящие Технические условия (ТУ) распространяются на панели трехслойные стеновые с профилированными металлическими облицовками с полимерными покрытиями или без них и заполнителем из жесткого пенополиуретана типа ППУ-308. Панели предназначены для применения в качестве элементов наружных стеновых ограждений промышленных зданий. Не допускается использовать панели в качестве ветровых связей, а также передавать на них крановые нагрузки и нагрузки от другого технологического оборудования.
Панели трехслойные стеновые изготавливаются Челябинским заводом профилированного стального настила Министерства строительства предприятий тяжелой индустрии СССР по технической документации, разработанной ЦНИИпромзданий и ЦНИИСК им. В.А. Кучеренко и рабочим чертежам завода.
Настоящие ТУ устанавливают требования к изготовлению панелей, правилам приемки, методам контроля, способам транспортирования и хранения.
Панели изготавливают длиной от 3 до 12 м кратно 0,6 м со стыком в шпунт номинальной толщиной утеплителя 60 и 80 мм.
Пример условного обозначения стеновой трехслойной панели с заполнителем толщиной 60 мм; С 60-1 по ТУ 67-77-75.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Трехслойные стеновые панели с профилированными металлическими облицовками и полимерными покрытиями или без них и заполнителем из жесткого пенополиуретана должны соответствовать требованиям настоящих ТУ и чертежам завода-изготовителя.
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.2. Марки и качество материалов, применяемых при изготовлении панелей, должны соответствовать требованиям действующих стандартов, указанных в чертежах и настоящих ТУ, и подтверждаться сертификатами заводов - поставщиков материалов.
1.3. Облицовки изготавливаются из следующих материалов в зависимости от заказа:
оцинкованная листовая сталь I класса покрытия по ГОСТ 14918-69 толщиной 0,8-1 мм с полимерными покрытиями или без них;
черная листовая сталь по ГОСТ 16523-70* толщиной 0,8-1 мм с полимерными покрытиями для внутренних облицовок.
1.4. Заполнитель получается методом оформления слоя заливочного жесткого пенополиуретана типа ППУ-308 с физико-механическими свойствами, указанными в табл. 1.
Таблица 1
|
Показатель |
Величина |
|
Внешний вид - ячеистый материал желтого цвета |
|
|
Объемный вес, кг/м3 |
40-60 |
|
Кратковременный предел прочности при сжатии (вдоль вспенивания), кг/см2, не менее |
2 |
|
Кратковременный предел прочности при срезе, кг/см2, не менее |
2 |
|
Кратковременный модуль упругости (вдоль вспенивания), кг/см2, не более |
160 |
|
Кратковременный модуль сдвига, кг/см2, не более |
45 |
|
Водопоглощение за 1 сут по объему, % не более |
3 |
|
Температура размягчения, °С, не ниже |
120 |
|
Коэффициент теплопроводности, ккал/(м×ч×°С), не более |
0,029 |
1.5. Для получения заливочного пенополиуретана типа ППУ-308 используются следующие компоненты:
лапромол 294 по ТУ 6-05-1681-74;
полиэфир, рецепт 3, по МРТУ 6-05-119-68;
трихлорэтилфосфат по ГОСТ 12707-77;
фреон-11 по МРТУ 6-02-328-65;
полиизоцианат марки Б, сорт 1-й по ТУ 6-03-216-68.
1.6. В качестве заполнителя допускается использование других типов жесткого пенополиуретана, физико-механические и технологические свойства которых не отличаются от приведенных в табл. 1.
1.7. В качестве адгезива применяются фосфатирующие грунтовки типа ВЛ-023 по ГОСТ 12707-77 или акриловые грунтовки типа АК-069 по ТУ 6-10-899-74, а также алкидный лак ГФ-296 по ТУ 6210-11-1-21-76.
1.8. Материал защитно-декоративных покрытий:
органозоль ОД-ХВ-221 по ТУ 6-10-1606-77, по грунтовке АК-0138 по ТУ 6-10-1561-77;
эпоксидное покрытие ЭП-0140 по ТУ 6-10-1563-77;
алкидный лак ГФ-296 по ТУ 6-10-11-1-21-76 или алкидная эмаль ГФ-2107 по ТУ 6-10-1518-75.
ТРЕБОВАНИЯ К ПАНЕЛЯМ
1.9. Размеры, вес и геометрические характеристики плоских сечений панелей (см. рисунок) должны соответствовать чертежам завода-изготовителя.
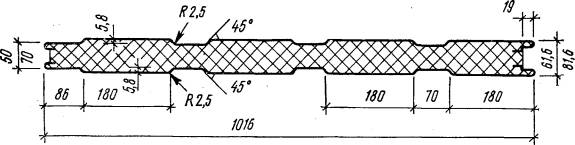
Рис. 1. Поперечное сечение панели
1.10. Отклонения от проектных размеров не должны превышать, мм:
по длине ±0,4;
по ширине ±1,5;
по толщине ±1.
1.11. Допускаемые отклонения размеров профиля кромок панелей от проектных не более ±1 мм.
1.12. Допускаемая косина реза ±2 мм.
1.13. Неплоскостность панелей, характеризуемая величиной наибольшего отклонения угла панели от плоскости, проходящей через три других угла, не должна превышать 1 мм.
1.14. Допускается смещение торцов облицовок относительно друг друга в пределах поля допуска на длину панели.
1.15. Ребровая кривизна панели должна быть в пределах поля допуска на ширину.
1.16. Заусенцы на торцах облицовок панелей от резки на мерные длины, направленные наружу панели, не допускаются.
1.17. На облицовках панелей не допускается нарушение антикоррозионной защиты и отделочных слоев покрытий. Допускаются следы от роликов, отдельные риски и царапины механического происхождения и потертости глубиной не более 1/3 толщины покрытия.
1.18. В теплоизоляционном слое допускаются газовые включения общим объемом не более 5%, равномерно рассредоточенные по объему заполнителя.
1.19. В панели не допускается:
расслаивание заполнителя;
отслаивание облицовок от заполнителя;
вмятины, вспучивания и подобные дефекты поверхности.
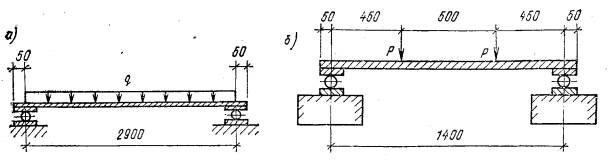
Рис. 2. Схемы нагрузок при испытании образца
а - длиной 3 м; б - 1,5 м.
1.20. Величины кратковременной несущей способности панелей при поперечном изгибе под действием равномерно распределенной и сосредоточенной нагрузки (рис. 2) должны быть не ниже приведенных в табл. 2.
|
Высота сечения максимальная, мм |
Пролет панели, мм |
Разрушающая нагрузка |
Характер разрушения |
|
|
распределенная, кг/м2 |
сосредоточенная, кг |
|||
|
61,6 |
1400 |
|
2000 |
Разрушение материала среднего слоя у опор от сдвигающих усилий |
|
81,6 |
1400 |
|
3300 |
|
|
61,6 |
2900 |
350 |
|
«Выхлоп» сжатой верхней облицовки в середине пролета |
|
81,6 |
2900 |
560 |
|
|
КОМПЛЕКТНОСТЬ
1.21. Трехслойные стеновые панели поставляются комплектно с листовыми доборными изделиями, элементами крепления и метизами в соответствии с установленными нормами согласно заказам-нарядам.
1.22. Листовые доборные элементы, элементы крепления и метизы поставляются за отдельную плату.
1.23. Панели поставляются пакетами. Количество панелей в пакете не должно превышать 22 шт.
1.24. Каждый пакет панелей сопровождается сертификатом, удостоверяющим качество изделий и содержащим следующие данные:
наименование предприятия-изготовителя;
наименование потребителя;
марки материалов;
номер партии;
тип панелей и их размеры;
номер ТУ;
заключение ОТК о соответствии панелей требованиям ТУ;
результаты испытаний, предусмотренных ТУ;
количество отгруженной продукции в штуках и квадратных метрах.
1.25. К каждому пакету панелей крепится бирка со следующими данными:
тип и размеры панели, количество панелей в штуках и квадратных метрах;
номер ТУ;
клеймо ОТК;
товарный знак завода-изготовителя.
1.26. Заказ на панели оформляется в квадратных метрах.
упаковка
1.27. Упаковка пакетов панелей должна соответствовать требованиям чертежей завода-изготовителя и обеспечивать сохранность панелей при их транспортировке и хранении.
1.28. Упаковка листовых доборных изделий должна соответствовать чертежам завода-изготовителя.
1.29. Элементы крепления и метизы поставляются в ящиках по ГОСТ 18160-72 весом не более 50 кг в ящике.
2. ПРАВИЛА ПРИЕМКИ
2.1. Изготовленные панели должны быть приняты, техническим контролем завода.
2.2. Панели для контроля предъявляются партиями. Партия устанавливается в количестве недельной выработки и включает однотипные панели, изготовленные из материалов, относящихся к одной партии, при соблюдении одного и того же технологического режима, но не более 2000 шт. панелей длиной от 3 до 12 м.
2.3. При приемке ОТК проверяет:
соответствие исходных материалов сертификатам или актам лаборатории;
соответствие панелей требованиям настоящих ТУ и чертежей; комплектность поставки;
наличие сопроводительной документации, отправляемой потребителю.
2.4. Проверка компонентов заполнителя на соответствие требованиям стандартов и ТУ производится перед запуском их в производство.
2.5. Проверка физико-механических свойств заполнителя производится на образцах от каждой партии панелей согласно «Руководству по методам физико-механических испытаний строительных пенопластов» (М., Стройиздат, 1973).
2.6. Каждая панель подвергается внешнему осмотру. Испытания панелей на поперечный изгиб до разрушения производится на образцах, согласно пп. 3.6-3.12 настоящих ТУ.
2.7. Партия панелей считается принятой, если при контрольных испытаниях выдержаны требования настоящих ТУ и чертежей.
2.8. Принятые панели должны иметь клеймо ОТК завода-изготовителя.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Геометрические размеры панелей проверяются на соответствие чертежам универсальным измерительным инструментом.
3.2. Проверка геометрических размеров профиля панелей производится по линии реза.
3.3. Исходные материалы заполнителя проверяются согласно требованиям соответствующих стандартов и ТУ.
3.4. Внешний вид заполнителя проверяется без применения увеличительных приборов.
3.5. Контроль заполнения панелей пенополиуретаном производится визуально на торцах каждой панели. Объем и рассредоточение газовых включений должны быть в пределах требований п. 1.18 настоящих ТУ.
3.6. Для проведения механических испытаний отрезают по 3 трехслойных элемента длиной 1500 и 3000 мм во всю ширину панели от каждой партии панелей.
3.7. При проведении прочностных испытаний образцы устанавливаются короткими кромками на две опоры, изготавливаемые из стальных труб диаметром 40-50 мм с прокладками из полосовой стали сечением 60´4 мм по всей длине опор. Расстояние от оси опоры до ближайшей параллельной ей кромки панели должно равняться 50 мм.
3.8. Нагружение образцов длиной 3000 мм осуществляется равномерно распределенной нагрузкой, создаваемой пневматическим мешком, испытательным прессовым или рычажным оборудованием, а также чугунными тарированными грузами весом не более 20 кг. Нагрузка прикладывается ступенями интенсивностью не более 50 кг/м2.
3.9. Нагружение образцов длиной 1500 мм осуществляется двумя силами, рассредоточенными по ширине образца. Нагрузка создается с помощью испытательного прессового или рычажного оборудования.
3.10. Во всех случаях образцы доводятся до разрушения. Разрушающая нагрузка фиксируется и заносится в сертификат о качестве продукции.
3.11. Если хотя бы один из образцов покажет результаты ниже указанных в табл. 2 настоящих ТУ или если характер разрушения не будет соответствовать табличному, производятся повторные испытания на удвоенном количестве образцов. Если повторные испытания дадут отрицательный результат, партия панелей считается не соответствующей требованиям настоящих ТУ.
3.12. Испытания должны проводиться под руководством ответственного лица из числа ИТР заводской лаборатории.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование панелей может производиться любым видом транспорта.
4.2. Транспортирование панелей должно производиться в железнодорожных вагонах, кузовах автомашин и трюмах судов, очищенных от угля, цемента, химикатов и других материалов, способных ухудшить качество продукции.
4.3. Погрузка и крепление панелей на открытом подвижном составе производится по чертежам завода в соответствии с техническими условиями погрузки и крепления МПС из условия максимальной загрузки вагонов.
4.4. Транспортирование и хранение панелей должно производиться в заводской упаковке.
4.5. Сбрасывание панелей (даже в упаковке) при погрузочно-разгрузочных работах запрещается.
4.6. Панели должны храниться в условиях, исключающих возможность повреждения поверхностей и попадания на них атмосферных осадков и влаги.
4.7. В процессе транспортировки и хранения панели следует защищать от огня.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Панели к несущим конструкциям зданий и сооружений крепятся при помощи элементов крепления и метизов. Смятие облицовок и нарушение защитного покрытия панелей не допускается.
5.2. Не допускается крепление панелей к несущим конструкциям методом сварки. Разрезка панелей газопламенными резаками категорически запрещается.
5.3. Элементы крепления панелей и метизы должны быть выполнены из некорродирующих материалов или иметь антикоррозионное покрытие, идентичное покрытию панелей. Нарушение антикоррозионного покрытия элементов крепления и метизов не допускается.
5.4. Отверстия для крепления панелей сверлить перпендикулярно плоскости панели.
5.5. Ударять по облицовкам панелей не допускается.
5.6. Не допускается подвеска к стенам, выполненным из трехслойных панелей, сантехнической и электротехнической разводки и арматуры, а также любого оборудования.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Завод гарантирует соответствие трехслойных стеновых панелей требованиями чертежей и настоящих ТУ при соблюдении потребителем условий транспортирования, хранения и применения, оговоренных в настоящих ТУ.
Панели трехслойные стековые с профилированными металлическими облицовками и заполнителем из жесткого пенополиуретана
Технические условия
ТУ 67-172-77
Срок введения 01.01.1978 г.
Срок действия 01.01.1981 г.
Настоящие Технические условия (ТУ) распространяются на панели трехслойные стеновые с профилированными металлическими облицовками с полимерными покрытиями или без них и заполнителем из жесткого пенополиуретана типа ППУ-317 или «СИСПУР 4050/1» и «СИСПУР 4055/Г».
Панели предназначены для применения в качестве элементов наружных стеновых ограждений промышленных зданий.
Панели трехслойные стеновые изготавливаются стендовым способом на механизированном оборудовании фирмы «Метекно» (Италия) Хабаровским заводом алюминиевых конструкций Министерства строительства предприятий тяжелой индустрии СССР по технической документации, представленной фирмой, временной номенклатуре, разработанной Хабаровским институтом инженеров железнодорожного транспорта МПС СССР при участии ЦНИИСК им. В.А. Кучеренко Госстроя СССР и рабочим чертежам завода.
Настоящие ТУ устанавливают требования по изготовлению панелей, правилам приемки, методам контроля, способам транспортировки и хранения.
Панели изготавливают длиной до 10 м следующих типов:
ПТС - l´100´5-3;
ПТС - l´100´8-3;
ПТС - l´100´10-3.
Обозначение по ГОСТ 21562-76:
П - панель;
Т - трехслойная;
С - стальная;
l - длина панели, см;
100 - ширина панели, см;
5; 8; 10 - толщина панели, см, изготавливаемая заводом;
3 - обозначение стыка в четверть.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Трехслойные стеновые панели с профилированными металлическими облицовками с полимерными покрытиями или без них, заполнителем из жесткого пенополиуретана должны соответствовать требованиям настоящих ТУ, ГОСТ 21562-76, «Панели металлические с утеплителем из пенопласта» и чертежам завода-изготовителя.
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.2. Марки и качество материалов, применяемых при изготовлении панелей, должны соответствовать требованиям действующих стандартов, указанных в чертежах и настоящих ТУ, и подтверждаться сертификатами заводов - поставщиков материалов.
1.3. Облицовка изготавливается из оцинкованной листовой стали I класса покрытия по ГОСТ 14918-69 толщиной 0,8¸1 мм с полимерными покрытиями или без них.
Профилированные стальные листы в панелях должны быть защищены от коррозии в соответствии с требованиями СНиП II-28-73.
1.4. Заполнитель получается методом формирования слоя заливочного жесткого пенополиуретана и вспенивающего агента фреона-12.
1.5. Физико-механические свойства пенополиуретана ППУ-317 или заменяющего его пенополиуретана «СИСПУР 4050/1» (ГДР) с пламягасящими добавками должны соответствовать требованиям действующих стандартов и показателям, указанным в табл. 1; те же требования относятся к другим заполнителям.
Таблица 1
|
Показатель |
Величина |
|
Внешний вид - ячеистый материал желтого цвета |
|
|
Объемный вес, кг/м3 |
40-60 |
|
Кратковременный модуль упругости, кг/см2, не более |
100 |
|
Кратковременный модуль сдвига, кг/см2, не более |
45 |
|
Водопоглощение за 1 сут по объему, %, не более |
3 |
|
Влагопоглощение за 24 ч при относительной влажности воздуха 96%, объемом, %, не более |
0,2 |
|
Теплостойкость, °С |
80 |
|
Предел прочности, кг/см2, не менее: |
|
|
- при равномерном отрыве от металлических листов |
2,48 |
|
при сдвиге |
2 |
|
при растяжении |
3 |
|
Коэффициент теплопроводности, ккал/(м×ч×°С) |
0,029 |
1.6. Для получения заливочного пенополиуретана типа ППУ-317 используются следующие компоненты:
лапромол 294 по ТУ 6-1681-74;
лапрол 805Б или лапрол 805И по ТУ 6-05-1679-74;
лапрол 50/Б или лапрол 503И по ТУ 6-05-1679-74;
трихлорэтилфосфат по ГОСТ 12707-77;
глицерин по ТУ 6-01-504-60, синтетический, сорт 1-й;
эмульгатор КЭП-1А по ТУ 02-781-73, сорт «А»;
вода дистиллированная по ГОСТ 6709-72;
диметилэталоламин;
фреон-11 по ТУ С 02-727-73, сорт 1-й, марка «А».
Для пенополиуретана типа «СИСПУР» используются следующие компоненты:
|
«СИСПУР 4050/1» Компонент А Компонент Б Компонент С А:С:Б = 100:1,4:110 |
«СИСПУР 4055/1» Компонент А Компонент Б Компонент С А:С:Б= 100:1,5:100 |
1.7. В качестве заполнителя допускается использование других типов жесткого пенополиуретана, физико-механические и технологические свойства которых не отличаются от приведенных в табл. 1.
1.8. В качестве адгезива применяются фосфатирующие грунтовки типа ВЛ-023 по ГОСТ 12707-77, или акриловые грунтовки.
ТРЕБОВАНИЯ К ПАНЕЛЯМ
1.9. Размеры, вес и геометрические характеристики плоских сечений панелей (рис. 1) должны соответствовать чертежам завода-изготовителя.
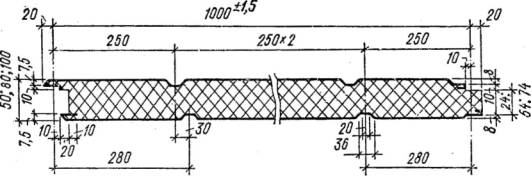
Рис. 1. Поперечное сечение панели
1.10. Отклонения от проектных размеров не должны превышать, мм:
по длине до 7200±4, свыше ±8;
по ширине ±1,5;
по толщине ±1 для всех длин.
1.11. Допускаемые отклонения размеров профиля кромок панелей от проектных не более ± 1 мм.
1.12. Допускаемая косина реза ±2 мм.
1.13. Неплоскостность панелей, характеризуемая величиной наибольшего отклонения угла панели от плоскости, проходящей через три других угла, не должна превышать 1 мм.
1.14. Допускается смещение торцов облицовок относительно друг друга в пределах поля допуска на длину панели.
1.15. Ребровая кривизна панели должна быть в пределах поля допуска на ширину.
1.16. Заусенцы на торцах облицовок панелей от резки на мерные длины, направленные наружу панели, не допускаются.
1.17. На облицовках панелей не допускается нарушение антикоррозионной защиты и отделочных слоев покрытий.
Допускаются следы от роликов, отдельные риски и царапины механического происхождения и потертости глубиной не более 1/3 толщины покрытия.
1.18. В теплоизоляционном слое допускаются газовые макровключения с площадью не более 5 см2 и общим объемом не более 5%, равномерно распределенные по объему заполнителя панели.
1.19. В панели не допускается:
расслаивание заполнителя;
отслаивание облицовок от заполнителя;
вмятины, вспучивания и подобные дефекты поверхности;
повреждения (вмятины, вырывы) утеплителя по боковым и торцевым граням глубиной более 5 мм и площадью более 10 см2.
1.20. Величина кратковременной несущей способности панелей при поперечном изгибе под действием сосредоточенной нагрузки должна быть не ниже приведенной в табл. 2.
Таблица 2
|
Тип панели |
Высота сечения, мм |
Пролет панели, мм |
Разрушающая нагрузка, кг |
Характер разрушения |
|
ПТС-160´100´5 |
50 |
1200 |
1920 |
Разрушение материала заполнителя у опор от сдвигающих усилий |
|
ПТС-160´100´8 |
80 |
1200 |
3100 |
|
|
ПТС-160´100´10 |
100 |
1200 |
3900 |
Примечание. Определение прочностных характеристик панелей произведено согласно «Рекомендациям по расчету трехслойных панелей с металлическими обшивками и заполнителем из пенопласта» (М., ЦНИИСК им. В.А. Кучеренко Госстроя СССР, 1976).
комплектность
1.21. Трехслойные стеновые панели поставляются комплектно с листовыми доборными изделиями, элементами крепления и метизами в соответствии с установленными нормами по согласованию и спецификации заказчика.
1.22. Листовые доборные изделия, элементы крепления и метизы поставляются за отдельную плату.
1.23. Высота пакета панелей не более 1,5 м.
1.24. Каждая партия панелей сопровождается сертификатом, удостоверяющим качество изделий и содержащим следующие данные:
наименование предприятия-изготовителя;
наименование потребителя;
материал утеплителя и его объемный вес;
номер партии;
тип панелей и их размеры;
номер ТУ;
заключение ОТК о соответствии панелей требованиям ТУ;
количество отгруженной продукции в штуках и квадратных метрах.
1.25. К каждому пакету панелей крепится бирка со следующими данными:
тип и размеры панели, количество панелей в штуках и квадратных метрах;
номер ТУ;
клеймо ОТК;
товарный знак завода-изготовителя.
1.26. Заказ на панели оформляется в квадратных метрах.
Примечание. В случае если заказ на панели не соответствует данным каталога, разработанного Хабаровским заводом алюминиевых конструкций, немерность, получающаяся при резке, включается в общий объем поставки.
упаковка
1.27. Упаковка пакетов панелей должна соответствовать требованиям чертежей завода-изготовителя и обеспечивать сохранность панелей при их транспортировке и хранении.
1.28. Упаковка листовых доборных изделий должна соответствовать чертежам завода-изготовителя.
1.29. Элементы крепления и метизы поставляются в ящиках по ГОСТ 18160-72 весом не более 50 кг в ящике.
2. ПРАВИЛА ПРИЕМКИ
2.1. Изготовленные панели должны быть приняты техническим контролем завода.
2.2. Панели для контроля предъявляются партиями. Партия включает однотипные панели, изготовленные из материалов, относящихся к одной партии, при соблюдении одного и того же технологического режима, но не более 2000 шт.
2.3. При приемке ОТК проверяет:
соответствие исходных материалов сертификатам или актам лаборатории;
соответствие панелей требованиям настоящих ТУ и чертежей;
комплектность поставки;
наличие сопроводительной документации, отправленной потребителю;
геометрические размеры проверяют на трех панелях из 200.
2.4. Проверка компонентов заполнителя на соответствие требованиям стандартов и ТУ производится перед запуском их в производство.
2.5. Проверка физико-механических свойств заполнителя производится на образцах из каждой партии согласно «Руководству по методам физико-механических испытаний строительных пенопластов» (М., Стройиздат, 1973).
2.6. Каждая панель подвергается внешнему осмотру. Испытания панелей на поперечный изгиб до разрушения производится на образцах согласно пп. 3.6-3.12 настоящих ТУ.
2.7. Партия панелей считается принятой, если при контрольных испытаниях выдержаны требования настоящих ТУ и чертежей завода-изготовителя.
2.8. Принятые панели должны иметь клеймо ОТК завода-изготовителя.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Геометрические размеры панелей проверяются на соответствие чертежам универсальным измерительным инструментом.
3.2. Проверка геометрических размеров профиля панелей производится по линии реза.
3.3. Исходные материалы заполнителя проверяются согласно требованиям соответствующих стандартов и ТУ.
3.4. Внешний вид заполнителя проверяется без применения увеличительных приборов.
3.5. Контроль заполнения панелей пенополиуретаном производится на образце длиной 1 м от каждой партии. Образец разрезается по середине теплоизоляционного слоя параллельно плоскости облицовок. На плоскости среза раковины и пустоты замеряются универсальными измерительными инструментами. Объем и рассредоточение газовых включений должны быть в пределах требований п. 1.18 настоящих ТУ.
3.6. Для проведения механических испытаний необходимо отрезать по 3 трехслойных элемента длиной 1600 мм во всю ширину панели от каждой партии панелей.
3.7. При проведении прочностных испытаний образцы устанавливаются короткими кромками на две опоры, изготавливаемые из стальных труб диаметром 40-50 мм с деревянными прокладками сечением 100´25 мм по всей длине опор. Расстояние от оси опоры до ближайшей параллельной ей кромки панели должно равняться 2,5Н, где Н - толщина панели.
3.8. Испытания образцов на прочность проводят сосредоточенной нагрузкой по схеме, приведенной в ГОСТ 21562-76 (рис. 2)
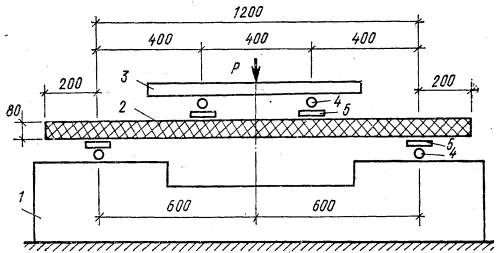
Рис. 2. Схема нагрузки при прочностных испытаниях панелей
1 - база; 2 - образец; 3 - траверса; 4 - стальные цилиндрические опоры; 5 -
прокладки
Примечание. Допускается испытывать образцы равномерно распределенной нагрузкой.
3.9. Нагружение образцов длиной 1600 мм осуществляется двумя силами, рассредоточенными по ширине образца. Нагрузка создается с помощью испытательного прессового или рычажного оборудования.
3.10. Во всех случаях образцы доводятся до разрушения. Разрушающая нагрузка фиксируется и заносится в сертификат о качестве продукции.
3.11. Если хотя бы один из образцов покажет результаты ниже указанных в табл. 2 настоящих ТУ или если характер разрушения не будет соответствовать табличному, производятся повторные испытания на удвоенном количестве образцов. Если повторные испытания дадут отрицательный результат, партия панелей считается не соответствующей требованиям настоящих ТУ.
3.12. Испытания должны проводиться под руководством ответственного лица из числа ИТР заводской лаборатории.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование панелей может производиться любым видом транспорта.
4.2. Транспортирование панелей должно производиться в железнодорожных вагонах, кузовах автомашин и трюмах судов, очищенных от угля, цемента, химикатов и других материалов, могущих ухудшить качество продукции.
4.3. Погрузка и крепление панелей на открытом подвижном транспорте производится по чертежам завода в соответствии с техническими условиями погрузки и крепления МПС из условия максимальной загрузки вагонов.
4.4. Транспортирование и хранение панелей должно производиться в заводской упаковке.
4.5. Сбрасывание панелей (даже в упаковке) при погрузочно-разгрузочных работах запрещается.
4.6. Панели должны храниться в условиях, исключающих возможность повреждения поверхностей и попадания на них атмосферных осадков и влаги.
4.7. В процессе транспортировки и хранения панели следует защищать от огня.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Панели к несущим конструкциям зданий и сооружений крепятся при помощи элементов крепления и метизов. Смятие облицовок и нарушение защитного покрытия панелей не допускается.
5.2. Не допускается крепление панелей к несущим конструкциям методом сварки. Резка панелей газопламенными резаками категорически запрещается.
5.3. Элементы крепления и метизы должны быть выполнены из некоррозируемых материалов или иметь антикоррозионное покрытие, идентичное покрытию панелей. Нарушение антикоррозионного покрытия элементов крепления и метизов не допускается.
5.4. Отверстия для крепления панелей сверлить перпендикулярно плоскости панели.
5.5. Ударять по облицовкам панелей не допускается.
5.6. Не допускается подвеска к стенам, выполненным из трехслойных панелей, сантехнической и электротехнической разводки и арматуры, а также любого оборудования.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Завод гарантирует соответствие трехслойных стеновых панелей требованиям и чертежам настоящих ТУ при соблюдении потребителем условий транспортировки, хранения и применения, оговоренных в настоящих ТУ.
Панели стеновые трехслойные с алюминиевыми обшивками и заполнителем из жесткого пенополиуретана
Технические условия
ТУ 36-1930-76
(с изменениями № 1 от 01.12.1977 г. и № 2 от 15.03.1979 г.)
Срок введения с 12.07.1976 г.
Срок действия 12.07.1981 г.
Настоящие Технические условия (ТУ) распространяются на панели стеновые трехслойные с профилированными алюминиевыми обшивками и заполнителем из жесткого пенополиуретана.
Панели применяются в качестве элементов наружных стен промышленных зданий, предназначенных для производства с неагрессивными и слабоагрессивными средами при температуре наружной поверхности панели, мм:
минус 22° С - толщиной 46,6;
минус 30° С - толщиной 61,6;
минус 40° С - толщиной 91,6.
и относительной влажности внутреннего воздуха в помещениях не более 60%. Предел огнестойкости панели - 0,1 ч, а пенополиуретан должен удовлетворять по возгораемости требованиям СН 454-76.
Панели выпускают двух видов: рядовые - ПР и угловые - ПУ (рис. 1).
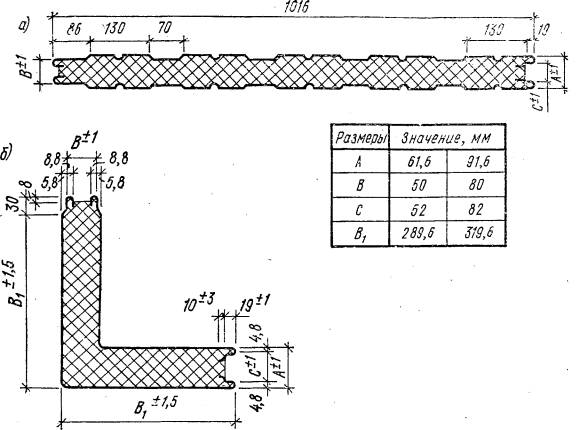
Рис. 1. Поперечное сечение
а - рядовой; б - угловой
1.1. Панели стеновые трехслойные с профилированными алюминиевыми обшивками и заполнителем из жесткого пенополиуретана должны изготавливаться в соответствии с требованиями настоящих ТУ и конструкторской документации, утвержденной в установленном порядке.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.2. Основные параметры и размеры рядовых и угловых панелей должны соответствовать указанным в табл. 1.
Таблица 1
|
Показатель |
Величина |
|
Длина, мм |
7200* |
|
Ширина, мм |
1016** |
|
Толщина панелей, мм |
46,6; 61,6; 91,6 |
|
Толщина обшивок, мм |
0,8; 1 |
|
Вес 1 м2, кг, не более при толщине, мм: |
|
|
46,6 |
8,3 |
|
61,6 |
9,2 |
|
91,6 |
11 |
* Панели меньшей длины получают резкой.
** Ширина угловой панели дана на рис. 1.
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.3. Профилированные обшивки должны изготавливаться из рулонной алюминиевой ленты сплава АМг2М, ОСТ 1-92006-71.
Примечание. По согласованию между заводом-изготовителем и заказчиком профилированные обшивки могут быть изготовлены из рулонной алюминиевой ленты сплава АМг2 I/2H или АМг2 I/4H, ОСТ 1-92006-71.
1.4. Химический состав алюминиевой ленты должен удовлетворять требованиям ГОСТ 4784-74.
1.5. Профилированные обшивки должны изготовляться шириной 1016 мм и длиной 7200 мм.
1.6. Допускаемые отклонения размеров обшивок не должны превышать, мм:
по длине ±2;
по ширине ±1,5.
1.7. Обшивки должны быть обрезаны под прямым углом. Допускаемая косина реза не должна выводить листы за пределы допусков по длине.
1.8. Обшивки изготавливаются без покрытия.
1.9. На поверхности обшивок допускаются: потертости в местах соприкосновения листа с валками, риски глубиной не более минусового допуска на толщину листа, местные вмятины и выпуклости высотой и глубиной не более 2 мм, количество которых не должно превышать 10 шт, на 1 м2, пятна от эмульсии при профилировании листов диаметром не более 7 мм, а также другие дефекты, допускаемые ОСТ 1-92006-71 для данного материала.
1.10. На поверхности профилированных обшивок не допускаются забоины, трещины, задиры, рванины и глубокие царапины.
1.11. В качестве заполнителя должен применяться жесткий заливочный пенополиуретан типа «СИСПУР SН-4055» (ГДР).
1.12. Основные физико-механические показатели пенополиуретана должны соответствовать показателям, указанным в табл. 2.
|
Показатель |
Величина |
|
|
Особое вспенивание |
Вспенивание в полости панели |
|
|
Объемный вес, кг/м3 |
30-35 |
45-60 |
|
Прочность на сжатие при 10% линейной деформации, кг/см2, не менее |
1 |
2,5 |
|
Предел прочности при изгибе, кг/см2, не менее |
1,2 |
2,5 |
|
Прочность приформования к обшивкам панели при отрыве, кг/см2, не менее |
- |
3 |
|
Водопоглощение за 24 ч по объему, %, не более |
- |
3 |
1.13. Для производства пенополиуретана используются два компонента: компонент А -полиол, представляющий собой смесь простых полиэфиров, катализаторов, силиконового ПАВ, вспенивающих агентов и пламягасящей добавки; компонент Б - полиизоцианат марки «Systanat MR».
1.14. В качестве адгезива применяют клей 88НП по ТУ 38-105540-73 или клей 88Н по ТУ 38-1051061-76.
1.15. Клей должен быть однороден по цвету и консистенции, не иметь посторонних включений и комков.
Примечание. В процессе хранения клея допускается образование белого осадка. Перед употреблением клей должен быть тщательно перемешан до равномерного распределения осадка.
ТРЕБОВАНИЯ К ПАНЕЛЯМ
1.16. Допускаемые предельные отклонения размеров панелей, мм:
по длине ±4;
по ширине ±1,5;
по толщине ±2;
в местах стыка - см. рис. 1.
1.17. При приемке проверяются:
соответствие исходных материалов требованиям настоящих ТУ;
внешний вид панелей - все панели партии;
геометрические размеры - на трех панелях из партии;
заполнение панелей пенополиуретаном и основные физико-механические показатели пенополиуретана согласно табл. 2 - на трех образцах из 500 панелей;
комплектность;
маркировка;
упаковка.
1.18. В пенополиуретане допускаются пустоты общим объемом не более 5%, равномерно рассредоточенные по объему.
1.19. В панелях не допускаются:
расслаивание пенополиуретана;
отслаивание обшивок от пенополиуретана;
вмятины, вырывы заполнителя по боковым и торцевым граням глубиной более 5 мм и площадью более 5 см2.
1.20. Величины кратковременной несущей способности панелей при поперечном изгибе под действием нагрузки должны быть не ниже приведенных в табл. 3.
Примечание. Допускаемые отклонения длины панелей, полученных резкой, не должны превышать ±0,5 мм на 1 м длины.
|
Характеристика образца |
Разрушающая нагрузка |
Характер разрушения |
||||
|
Высота сечения, максимальная, мм |
Пролет, мм |
Обшивки |
||||
|
материал |
Толщина, мм |
распределенная. кгс/м2 |
сосредоточенная, кгс |
|||
|
46,6 |
1400 |
АМг2М |
1 |
- |
1400 |
Разрушение материала среднего слоя у опор |
|
|
|
АМг2 1/4Н |
0,8 |
- |
1400 |
|
|
|
|
АМг2 1/2Н |
0,8 |
- |
1400 |
|
|
61,6 |
1400 |
АМг2М |
1 |
- |
2000 |
То же |
|
|
|
АМг2 1/4Н |
0,8 |
- |
2000 |
» |
|
|
|
АМг2 1/2Н |
0,8 |
- |
2000 |
» |
|
91,6 |
1400 |
АМг2М |
1 |
- |
3600 |
» |
|
|
|
АМг2 1/4Н |
0,8 |
- |
3600 |
» |
|
|
|
АМг2 1/2Н |
0,8 |
- |
3600 |
» |
|
46,6 |
2900 |
АМг2М |
1 |
210 |
- |
Потеря устойчивости (выхлоп) сжатой обшивки в середине пролета |
|
|
|
АМг2 1/4Н |
0,8 |
210 |
|
|
|
46,6 |
2900 |
АМг2 1/2Н |
0,8 |
290 |
- |
То же |
|
61,6 |
2900 |
АМг2М |
1 |
290 |
- |
» |
|
|
|
АМг2 1/4Н |
0,8 |
290 |
- |
» |
|
61,6 |
2900 |
АМг2 1/2Н |
0,8 |
400 |
- |
» |
|
91,6 |
2900 |
АМг2М |
1 |
450 |
- |
» |
|
|
|
АМг2 1/4Н |
0,8 |
450 |
- |
» |
|
91,6 |
2900 |
АМг2 1/2Н |
0,8 |
610 |
|
» |
1.21. Элементы крепления панелей и крепеж, имеющие контакт с алюминиевыми обшивками, должны иметь покрытия и выбираться в соответствии с требованиями ГОСТ 14623-69 с учетом условий эксплуатации изделий по ГОСТ 14007-78, группа «С».
КОМПЛЕКТНОСТЬ
1.22. В комплект поставки входят: панели стеновые трехслойные - в объеме заказа; элементы фасонные (доборные); элементы для подвески панелей; крепеж (винты, болты, гайки, шайбы, заклепки); указания по применению - 1 экземпляр; паспорт, оформленный по ГОСТ 2.601-68* - 1 экз.
Примечания: 1. Заказ на панели оформляется в квадратных метрах.
2. В случае панелей длиной менее 7200 мм немерность, получающаяся при их резке, включается в общий объем поставки.
3. Элементы фасонные (доборные) элементы для подвески панелей и крепеж поставляются в комплекте с панелями за отдельную плату.
4. Количество комплектующих изделий на 100 м2 панелей дано в приложении к настоящим ТУ.
УПАКОВКА
1.23. Панели поставляются без консервации.
1.24. Рядовые панели поставляются в ящиках или пакетами на стяжках по ТУ 36-1803-74. Вес упаковочного места (нетто) не должен превышать 1200 кг. Упаковку рядовых панелей в ящиках допускается производить как в горизонтальном, так и в вертикальном положениях.
1.25. Угловые панели укладываются в решетчатые ящики по рабочей документации завода-изготовителя, утвержденной в установленном порядке. Вес упаковочного места (нетто) не должен превышать 500 кг.
1.26. В каждую упаковку вкладывается упаковочный лист, который заполняется несмываемыми чернилами. В упаковочном листе указывается:
завод-изготовитель;
номер партии;
марка изделия;
размер изделия;
вес нетто;
дата изготовления;
номер настоящих ТУ.
1.27. Упаковочный лист должен бить подписан должностным лицом, производящим упаковку и контролером ОТК завода-изготовителя.
1.28. Элементы крепления и крепеж должны упаковываться в ящики. Вес ящиков (брутто) не должен превышать 50 кг.
МАРКИРОВКА
1.29. Шнели не маркируются.
1.30. Маркировку ящиков производить в соответствии с ГОСТ 14192-77.
Примечание. Допускается маркировка ящиков на бирках.
1.31. На ящиках должны быть нанесены знаки «Верх», «Не кантовать» и «Место строповки».
1.32. Маркировку упаковки пакетов на стяжках производить на бирках. Бирки изготавливаются из фанеры по ГОСТ 3916-69, размером 150´80´3, на которых указывается: завод-изготовитель; марка изделия; заказчик; номер заказа; вес (брутто); дата изготовления; штамп ОТК.
Надписи на бирке должны быть четкими, наноситься эмалью ПФ-115 черного цвета по ГОСТ 6465-76.
Примечание. Разрешается бирки изготавливать из алюминиевого листа любой марки. При этом надписи наносить ударным способом.
2. ПРАВИЛА ПРИЕМКИ
2.1. Панели стеновые трехслойные должны контролироваться ОТК завода-изготовителя на их соответствие требованиям настоящих ТУ, рабочим чертежам и подвергаться следующим видам контрольных испытаний:
приемо-сдаточным;
периодическим;
типовым.
2.2. Контрольные измерения и испытания должны проводиться не ранее чем через 24 ч после изготовления панелей.
ПРИЕМО-СДАТОЧНЫЕ ИСПЫТАНИЯ
2.3. Панели для приемки предъявляются партиями. К одной партии относятся панели одного типоразмера, изготовленные из материала утеплителя одной партии по одному и тому же технологическому режиму, но не более 200 панелей.
2.4. При приемке проверяют:
соответствие исходных материалов требованиям настоящих ТУ;
внешний вид панелей - 100%;
геометрические размеры; заполнение панелей пенополиуретаном и основные физико-механические показатели пенополиуретана согласно табл. 2-1,5% партии; комплектность; маркировка; упаковка.
ПЕРИОДИЧЕСКИЕ ИСПЫТАНИЯ
2.5. При периодических испытаниях производится проверка панелей на соответствие требованиям разд. 1 настоящих ТУ.
2.6. Периодические испытания должны проводиться после выпуска каждых 2000 панелей.
2.7. Испытаниям подвергаются 3 панели из числа принятых ОТК панелей, одного типоразмера, отобранных произвольно со склада готовой продукции.
2.8. Порядок проведения и оформления результатов периодических испытаний – по ОСТ 36-6-74.
ТИПОВЫЕ ИСПЫТАНИЯ
2.9. Типовые испытания должны производиться при переходе на новый вид сырья или после внесения изменений в конструкцию и технологию изготовления.
2.10. Типовым испытаниям подвергаются панели, прошедшие приемо-сдаточные испытания в объеме и по программе периодических испытаний.
2.11. Если при испытаниях физико-механические показатели заполнителя и прочность панелей окажутся ниже указанных в табл. 2 и 3, то следует проводить вторичный отбор и испытания удвоенного количества панелей той же партии.
2.12. Если хотя бы одна панель из вторично испытанных не соответствует установленным показателям, то вся партия признается не соответствующей настоящим ТУ.
2.13. Партия панелей считается принятой, если при проверке установлено соответствие всех параметров панелей требованиям настоящих ТУ.
2.14. Потребитель имеет право проводить контрольную проверку соответствия панелей требованиям настоящих ТУ, применяя при этом методы испытаний и контроля, приведенные ниже.
3. МЕТОДЫ ИСПЫТАНИИ
3.1. Проверка качества исходных материалов производится по сертификатам заводов-поставщиков, а при отсутствии таковых - по методикам, изложенным в стандартах и ТУ.
3.2. Внешний вид панелей проверяется без применения увеличительных приборов сравнением с эталонами. Глубина дефектов при необходимости определяется контрольной зачисткой и замером толщины листа с помощью плиты поверочной по ГОСТ 10905-75 и индикатора ИЧ по ГОСТ 577-68* часового типа с пределом измерений 0-10 мм, закрепленного на специальной подставке, или с помощью лекальной линейки по ГОСТ 8026-75 и щупа II класса по ГОСТ 882-75.
3.3. Геометрические размеры панелей проверяют с использованием штангенциркуля ШЦ-III по ГОСТ 166-73* и рулетки РЗ-10 по ГОСТ 7502-69, шаблонами или другими универсальными измерительными инструментами, обеспечивающими требуемую чертежами точность.
Примечание. Контроль толщины панели включает в себя замеры непосредственно толщины панели (размер А), толщины гребня (размер В) и высоты паза (размер С).
Непрямолинейность проверяют размещением панелей на плите поверочной по ГОСТ 10905-75 с использованием щупов II класса по ГОСТ 882-75 или штангенциркуля ШЦ-III по ГОСТ 166-73*, или специальным шаблоном.
3.4. Контроль заполнения панелей пенополиуретаном должен производиться на образцах, вырезанных по схеме рис. 9 ТУ 36-1980-76 и разрезанных по середине теплоизоляционного слоя параллельно плоскостям обшивки. Объем и рассредоточение газовых включений не должны превышать допустимых ТУ.
3.5. Физико-механические свойства заполнителя определяют согласно «Руководству по физико-механическим испытаниям строительных пенопластов» (М., Стройиздат, 1973).
ИСПЫТАНИЯ ПАНЕЛЕЙ НА ПРОЧНОСТЬ
3.6. Для проведения прочностных испытаний отрезают по три трехслойных элемента длиной 1500 мм и 3000 мм на всю ширину панели.
3.7. При проведении прочностных испытаний образцы устанавливаются короткими кромками на две балки, изготовляемые из стальных труб диаметром 50 мм с деревянными прокладками с сечением 100´25 мм по всей длине опор. Расстояние от оси опоры до ближайшей параллельной ей кромки панели должно равняться 50 мм.
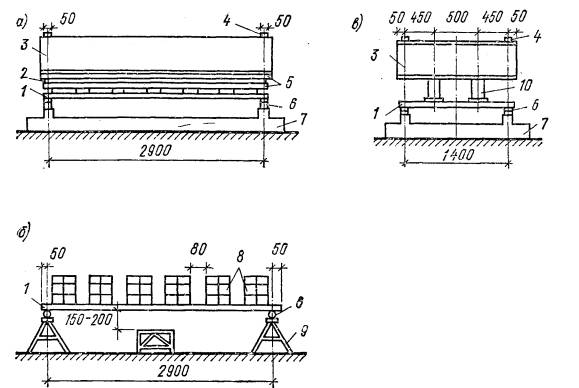
Рис. 2. Схемы нагружения панели:
а - с помощью пневматического мешка; б - тарированных грузов; в - рычажного
оборудования; 1 - панель; 2 - пневматический мешок; 3 - жесткая упорная балка;
4- тяга; 5-разделительная плита; 6-деревянные прокладки; 7 - станина; 8 -
тарированные грузы; 9 - опорные козлы; 10 - прессовое или рычажное оборудование
3.8. Нагружение образцов длиной 3000 мм осуществляется равномерно распределенной нагрузкой, создаваемой пневматическим мешком, испытательным прессовым (рычажным) оборудованием или тарированными грузами (рис. 2) весом не более 20 кг. Нагрузка прикладывается ступенями интенсивностью не более 50 кг/м2.
3.9. Нагружение образцов длиной 1500 мм осуществляется двумя силами, рассредоточенными по ширине образца. Нагрузка создается с помощью испытательного прессового или рычажного оборудования (рис. 2). Нагрузка прикладывается ступенями интенсивностью не более 300 кг.
3.10. Во всех случаях образцы доводятся до разрушения. Разрушающая нагрузка фиксируется и заносится в паспорт, удостоверяющий качество продукции.
3.11. При проведении испытаний должны быть предусмотрены меры, обеспечивающие безопасность персонала и сохранность измерительной аппаратуры.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование панелей может осуществляться любым видом транспорта, обеспечивающим сохранность упакованных изделий от воздействия атмосферных осадков.
4.2. Транспортирование и хранение панелей должно производиться в заводской упаковке.
4.3. При транспортировании панелей в полувагонах груз должен быть раскреплен от перемещения брусьями сечением 40´100 мм из сосны III сорта по ГОСТ 8486-66 и проволокой по ГОСТ 3282-74*.
4.4. Сбрасывание панелей (даже в упаковке) при погрузочно-разгрузочных работах запрещается.
4.5. Панели должны храниться в условиях, исключающих возможность повреждения поверхности и попадания на них атмосферных осадков и влаги с соблюдением установленных мер противопожарной безопасности.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Панели к несущим конструкциям зданий и сооружений крепят с помощью элементов крепления и метизов. Смятие обшивки панелей не допускается.
5.2. Не допускается крепление панелей к несущим конструкциям методом сварки. Разрезка панелей газопламенными резаками категорически запрещается.
5.3. Отверстия для крепления панелей сверлить перпендикулярно, плоскости панелей.
5.4. Производить удар по облицовкам панелей молотком или другими ударными инструментами не допускается.
5.5. Не допускается подвеска к стенам, выполненным из трехслойных панелей, сантехнических и электротехнических разводов и арматуры, а также любого оборудования.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Завод-изготовитель гарантирует соответствие панелей требованиям чертежей и настоящих ТУ при соблюдении потребителем условий транспортирования и хранения, установленных настоящими ТУ.
6.2. Гарантийный срок службы панелей и комплектующих элементов - 20 лет с момента отгрузки с завода-изготовителя.
ПРИЛОЖЕНИЕ
Количество комплектующих изделий на 100 м2 панелей
|
Комплектующие изделия |
Обозначение документа на поставку |
Количество, кг/шт на 100 м2 панелей |
|
Элемент для подвески панелей Д-21А |
Альбом шифр 454-75, лист 13, ЦНИИпромзданий |
2,9/14 |
|
Элемент для подвески панелей Д-22А |
То же |
3,83/28 |
|
Элемент для подвески панелей Д-23А |
» |
7,23/42 |
|
Элемент для подвески панелей Д-24А |
» |
2,9/14 |
|
Элемент фасонный ПА-21 |
Альбом шифр 278-77, Гипроспецлегконструкция |
26,6/2,3 |
|
Элемент фасонный ПА-23 |
То же |
5,1/1,2 |
|
Элемент фасонный ПА-25 |
» |
10/2,4 |
|
Болт М10´80 56.019 |
6,67/112 |
|
|
Болт М10´110 56.019 |
8,66/112 |
|
|
Винт М10´80 56.019 |
ТР-001-01 |
2,80/56 |
|
Винт М10´110 56.019 |
ТР-001 |
3,81/56 |
|
Гайка М10.5.019 |
1,96/168 |
|
|
Заклепка ЗК-12 |
0,48/175 |
|
|
Шайба пружинная 10.65Г.019 |
0,33/168 |
|
|
Шайба 10.01.019 |
0,46/112 |
Панели трехслойные кровельные с профилированными металлическими облицовками и заполнителем из пенополиуретана
Технические условия
ТУ 34-13-17607-78
(Взамен ТУ 34-4627-75)
Срок введения с 12.12.1978 г.
Срок действия до 12.12.1983 г.
Настоящие Технические условия (ТУ) распространяются на панели трехслойные кровельные с профилированными металлическими облицовками и заполнителем из пенополиуретана (в дальнейшем именуемые «панели») и устанавливают требования к их изготовлению, качеству, приемке и поставке предприятиям и строительным организациям.
Панели предназначены для покрытий производственных зданий промышленных предприятий, эксплуатируемых в неагрессивных или слабоагрессивных средах при температуре наружной поверхности панелей от минус 65° С до плюс 75° С, температуре внутренней поверхности панелей до плюс 30° С, относительной. влажности внутреннего воздуха в помещениях не более 60%.
Пример обозначения панели трехслойной кровельной с наружным покрывающим слоем из стального профилированного оцинкованного листа толщиной 1 мм, внутренним покрывающим слоем из стального профилированного оцинкованного листа толщиной 0,8 мм, длина панели 360 см, ширина 100 см, толщина 4 см.
|
ПГСК |
Ц 1 |
360´100´4 ТУ 34 -13-17607-78 |
|
Ц 0,8 |
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Панели должны (см. рисунок) соответствовать требованиям настоящих ТУ, основным требованиям ГОСТ 21562-76 и технической документации, утвержденной в установленном порядке; изготовление должно проводиться по рабочим чертежам, рецептурам и технологическим регламентам, утвержденным в установленном порядке.
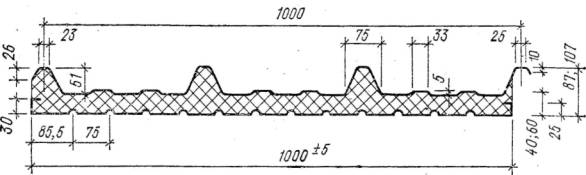
Рис. Поперечное сечение панели
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры панелей должны соответствовать указанным в табл. 1.
Вес приведен с учетом веса декоративно-антикоррозионного покрытия (эмалей), цинкового покрытия. Принято: объемный вес утеплителя - 50 кг/м3; стали - 7,85 г/см3.
Таблица 1
|
Показатель |
Величина |
|
Длина, мм |
2400-12000 (кратно 600) |
|
Ширина, мм: |
|
|
монтажная |
1000 |
|
габаритная |
1042 |
|
Толщина, мм: |
|
|
расчетная |
40; 60* |
|
габаритная |
85; 105* |
|
Вес 1 м2, кг, при толщине, мм: |
|
|
40 |
20,35 |
|
60 |
21,46 |
* При определении теплоизоляционных свойств принимается расчетная толщина, а при определении механических свойств - габаритная.
ХАРАКТЕРИСТИКИ
1.2. Применяемые для производства панелей материалы должны соответствовать требованиям технической документации. Соответствие материалов действующим на них стандартам, техническим условиям и т.д. должно быть удостоверено сертификатом или паспортом предприятия-изготовителя.
1.3. Допускается замена применяемых материалов в соответствии с порядком оформления замены.
1.4. Физико-технические свойства и механические показатели утеплителя должны соответствовать указанным в табл. 2.
Таблица 2
|
Показатель |
Величина |
|
Объемный вес, кг/м3, не более |
55 |
|
Коэффициент теплопроводности ккал/(м×ч×°С), не более |
0,028 |
|
Усадка линейная технологическая, %, не более |
0,2 |
|
Водопоглощение за 24 ч при насыщении водой, об. %, не более |
2 |
|
Прочность при растяжении, кг/см2, не менее при сдвиге |
3 |
|
Модуль упругости, кг/см2, не более |
2,5 |
|
Модуль сдвига, кг/см2, не более |
100 |
|
Прочность сцепления металлических листов с утеплителем, кг/см2, не менее: |
45 |
|
при равномерном отрыве |
3 |
|
при сдвиге |
2,5 |
|
Теплостойкость, °С, не более |
80 |
1.5. Разрушающая нагрузка панелей при поперечном изгибе не должна быть менее указанной в рабочих чертежах.
1.6. Покрывающие слои кровельных панелей должны изготавливаться из профилированного листа следующих материалов и покрытий:
сталь рулонная оцинкованная (Ц) по ГОСТ 14918-69 группы Б, I класса покрытия;
сталь рулонная оцинкованная с декоративно-антикоррозионным покрытием (ЦП) по ТУ 34-13-4630-76.
1.7. Цвет пленки декоративно-антикоррозионного покрытия должен быть:
белый, серый, бирюзовый, голубой по ТУ 6-10-11-28-27-74;
белый по ТУ 6-10-11-7-13-74 для органозоли.
По согласованию с заказчиком допускается применение других цветов.
1.8. Цвет пленки декоративно-антикоррозионного покрытия должен согласовываться заказчиком с предприятием-изготовителем.
1.9. В качестве адгезива металлических облицовок панелей к утеплителю применяется:
фосфатирующий грунт ВЛ-023 по ГОСТ 12707-77;
акриловый грунт АК-069 по ТУ 6-10-899-74.
Допускается применение фосфатирующего грунта ВЛ-02 по ГОСТ 12707-77 или АК-070 по ТУ 6-10-899-74.
1.10. Для изготовления утеплителя панели должен использоваться пенополиуретан марки SH-4050/9 производства ГДР или других равнозначных марок по качеству.
1.11. Панели изготавливаются на технологических линиях непрерывного действия.
1.12. Объемный вес утеплителя не должен отличаться по площади панели более чем на ±10% указанной в рабочих чертежах.
1.13. Отклонения размеров панелей от указанных в рабочих чертежах:
по длине ±4 мм, если панель имеет длину до 7200 мм, и ±8 мм, если панель имеет длину свыше 7200 мм;
по ширине ±1,5 мм;
по толщине ± 1 мм.
1.14. Панели должны быть обрезаны под прямым углом. Допускаемая косина реза должна быть не более ±2 мм.
1.15. Непрямолинейность (ребровая кривизна) продольных кромок панели должна находиться в пределах допуска на ширину панели.
1.16. На панелях допускаются: волнистости на плоских участках профилирующих листов высотой не более 1 мм на длине 1 м с шагом волны не менее 300 мм, отдельные риски и потертости, отдельные царапины поверхности панелей глубиной не более толщины защитно-декоративного покрытия.
1.17. Неплоскостность панелей не должна быть более 2,5 мм. Неплоскостность панелей следует проверять с двух сторон.
1.18. Смещение кромок металлических листов относительно друг друга не должно быть более 1,5 мм.
1.19. В панелях не допускаются:
повреждения (вмятины, вырывы) утеплителя по боковым и торцевым граням глубиной более 5 мм и площадью более 10 см2;
вмятины на поверхности панелей, кроме указанных в п. 1.16;
вмятины продольных кромок металлических листов;
расслоение пенополиуретана или отслоение его от металлических листов.
1.20. Технические требования к болтам, шпилькам и гайкам по ГОСТ 1759-70*.
1.21. Все крепежные изделия должны иметь защитное гальваническое покрытие по ГОСТ 9.073-77 и ГОСТ 3002-70***.
1.22. Испытания панелей на прочность по ГОСТ 21562-76.
комплектность
1.23. В комплект поставки панелей должно входить:
комплект панелей в соответствии с заказной спецификацией, согласованной заказчиком с заводом-поставщиком и номенклатурой завода в количестве, обеспечивающем набор кровельных покрытий промышленных зданий и сооружений согласно техническому заданию;
поставляемой за отдельную плату и по отдельному заказу комплект крепежных изделий по табл. 3.
Таблица 3
|
Наименование |
Обозначение ГОСТ, ост |
Примечания |
|
Панели кровельные |
6ГК.366.021 6ГК.366.021.13 |
Панели толщиной 40 и 60 мм |
|
Крепежные изделия: |
|
Для панелей толщиной 40 и 60 мм на 100 пог. м панелей |
|
шайба пружинная |
100 шт. (0,1 кг) |
|
|
заклепка комбинированная |
300 шт. (0,6 кг) |
|
|
болт 2М8´80.56.019 |
ГОСТ 7802-72 |
100 шт. (3,149 кг) |
|
гайки М8.6.05 |
100 шт. (0,5 кг) |
Примечания: 1. По согласованию с заводом-изготовителем допускается поставка увеличенного количества крепежных изделий.
2. Допускается производить поставку кровельных панелей по согласованию с заказчиком безкрепежных изделий.
3. Количество панелей в заказе-наряде должно соответствовать норме повагонной загрузки. При заказе, не обеспечивающем повагонную загрузку, заказ или остаток заказа вывозится транспортом заказчика.
1.24. К панелям прилагается техническая документация:
паспорт панелей - 1 экземпляр;
товаросопроводительная документация - 1 экземпляр.
Примечание. По требованию заказчика может поставляться дополнительный комплект технической документации за отдельную плату.
маркировка
1.25. На каждый пакет панелей должна быть установлена табличка по ГОСТ 12969-67* и ГОСТ 12971-67*, на которой указывают:
наименование или товарный знак предприятия-изготовителя;
марку панелей;
количество панелей в пакете;
вес пакета;
обозначение настоящих ТУ;
дату изготовления (месяц, год);
штамп ОТК.
1.26. На каждом грузовом месте должно быть указано:
наименование объекта;
заводской номер заказа;
номер упаковочного места согласно ведомости комплектации;
необходимые предупредительные знаки, указывающие на правильный способ обращения с грузом.
1.27. Маркировка транспортной тары с крепежными изделиями и доборными элементами должна быть выполнена по ГОСТ 14192-77; нумерация упаковочных мест должна обеспечивать возможность подбора на месте монтажа каждой комплектной единицы без необходимости распаковки.
1.26. На ящике, в который вложена техническая и сопроводительная документация (грузовое место № 1), должно быть нанесено несмывающейся краской указание «Документация здесь».
УПАКОВКА
1.29. Панели одного типоразмера должны быть уложены в пакеты весом не более 5 т высотой не более 1,5 м с прокладками из бумаги.
1.30. Панели должны быть упакованы в соответствии с чертежами завода-изготовителя.
1.31. Упаковка пакетов панелей должна обеспечивать сохранность во время их транспортирования и хранения на месте монтажа.
1.32. Упаковка крепежных изделий должна соответствовать ГОСТ 2991-76. Вес нетто единицы упаковки должен быть не более 500 кг.
1.33. В каждое грузовое место с крепежными изделиями должен быть вложен упаковочный лист, в котором должны быть указаны их количество (или вес) и обозначения.
1.34. Техническая документация, прилагаемая к панелям, должна быть упакована в герметичный конверт из водонепроницаемого материала (пленка полиэтиленовая по ГОСТ 10354-73 или другой равноценный материал) и вложена в грузовое место № 1.
Примечание. В случае отсутствия при отгрузке сплошных ящиков техническая документация должна быть выслана заказчику по почте.
2. ПРАВИЛА ПРИЕМКИ
2.1. Панели должны быть приняты техническим контролем предприятия-изготовителя.
2.2. Панели должны подвергаться испытаниям по программе, приведенной в табл. 4.
|
Проверка и испытания |
Пункты ТУ |
|
|
технические требования |
методы испытаний |
|
|
Внешний осмотр, проверка соответствия рабочим чертежам |
1,1; 1.6-1.8; 1.13-1.21. |
3.1-3.3. |
|
Испытания физико-технических свойств и механических показателей пенополиуретана |
1.4; 1.10; 1.12. |
3.4. |
|
Испытания панелей на прочность |
1.22. |
3.5. |
|
Проверка наличия технической документации |
1.24; 1.34 |
3.6. |
|
Проверка комплектности панелей |
1.23; 1.25; 1.32. |
3.7. |
|
Проверка качества маркировки, и упаковки |
1.25; 1.28. |
3.8. |
2.3. Размеры предъявляемых партий, количество контролируемых панелей и образцов из партии, периодичность проведения каждого вида испытаний - по ГОСТ 21562-76.
2.4. Если при испытаниях панелей физико-технические свойства и механические показатели, а также прочность панелей окажутся не соответствующими установленным, то следует проводить вторичный отбор и испытания удвоенного количества панелей той же партии.
2.5. Если хотя бы одна панель из вторично испытанных не будет соответствовать установленным показателям, то вся партия признается не соответствующей настоящим ТУ.
2.6. Партия панелей считается принятой, если при проверке установлено соответствие комплектности и качества, а также всех параметров панелей требованиям настоящих ТУ.
3. МЕТОДЫ ИСПЫТАНИИ
ВНЕШНИЙ ОСМОТР, ПРОВЕРКА СООТВЕТСТВИЯ РАБОЧИМ ЧЕРТЕЖАМ
3.1. Внешний осмотр панелей на соответствие требованиям рабочих чертежей должен проводиться одновременно с проверкой универсальным и специальным измерительным инструментом.
3.2. Произвести проверку выполнения требований пунктов настоящих ТУ, указанных в п. 2 табл. 4.
3.3. Универсальный измерительный инструмент должен выбираться в зависимости от вида контролируемого размера, его величины и допуска. Перечень применяемого инструмента приведен в приложении настоящих ТУ.
ИСПЫТАНИЯ ФИЗИКО-ТЕХНИЧЕСКИХ СВОЙСТВ И МЕХАНИЧЕСКИХ ПОКАЗАТЕЛЕЙ ПЕНОПОЛИУРЕТАНА
3.4. Методика испытаний соответствует требованиям ГОСТ 21562-76 и ГОСТ 22695-77.
ИСПЫТАНИЯ ПАНЕЛЕЙ НА ПРОЧНОСТЬ
3.5. Методика испытаний соответствует требованиям ГОСТ 21562-76 и ГОСТ 22695-77.
ПРОВЕРКА НАЛИЧИЯ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
3.6. Произвести проверку выполнения требований настоящих ТУ.
ПРОВЕРКА КОМПЛЕКТНОСТИ ПАНЕЛЕЙ
3.7. Произвести проверку выполнения требований настоящих ТУ.
ПРОВЕРКА КАЧЕСТВА МАРКИРОВКИ И УПАКОВКИ
3.8. Проверка качества маркировки и упаковки проводится внешним осмотром и заключается в контроле выполнения требований настоящих ТУ.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Постановка панелей производится любым видом транспорта.
4.2. Транспортирование панелей - по группе условий хранения Ж1 по ГОСТ 15150-69*.
4.3. Панели и ящики с крепежными изделиями должны храниться по группе условий хранения Ж2 по ГОСТ 15150-69* с соблюдением установленных мер противопожарной безопасности.
4.4. Хранить пакеты панелей необходимо на стеллажах или подкладках не более чем в два яруса по высоте.
4.5. Для сохранения качества панелей при транспортировке и производстве погрузочно-разгрузочных работ недопустимы: кантование, резкие толчки и удары. Необходимо строгое соблюдение всех предосторожностей, принимаемых для крупногабаритных грузов.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Предприятие-изготовитель гарантирует соответствие панелей требованиям настоящих ТУ при соблюдении потребителем правил монтажа, хранения и транспортирования, изложенных в настоящих ТУ.
5.2. Гарантийный срок службы панелей и комплектующих элементов 3 года с момента отгрузки с предприятия-изготовителя.
5.3. Гарантии не распространяются на панели, пришедшие в негодность по причинам, не зависящим от предприятия-изготовителя.
ПРИЛОЖЕНИЕ
Перечень оборудования и инструмента, необходимых для контроля панелей
1. Рулетка измерительная металлическая PC 0-20 по ГОСТ 7502-69.
2. Штангенрейсмус по ГОСТ 164-73.*
3. Плита поверочная 1600-1000, класса III по ГОСТ 10905-75.
4. Линейка металлическая 0-150 по ГОСТ 427-75.
5. Линейка поверочная ШП-2-1000 по ГОСТ 8026-75.
6. Набор щупов № 4, класса II по ГОСТ 882-75.
7. Штангенциркуль ШЦ-1 125-0,1 по ГОСТ 166-73.*
8. Угольник УШ 630´1000, класса III по ГОСТ 3749-77.
9. Разрывная машина Р-0,5 по ГОСТ 7855-74.
Панели двухслойные со стальными профилированными листами и утеплителем из пенополиуретана
Технические условия
ТУ 36-2139-78
Срок введения с 15.12.1978 г.
Срок действия до 31.12.1983 г.
Настоящие Технические условия (ТУ) распространяются на двухслойные панели со стальными профилированными листами, утеплителем из пенополиуретана и покровным гидроизоляционным слоем, предназначенные для применения в покрытиях промышленных зданий.
Настоящие ТУ устанавливают требования к изготовлению панелей, правилам приемки, методам контроля, применению, способам транспортирования и хранения.
Панели изготавливают длиной 3-12 м двух типов:
1. ПДС - L´66´Н´d;
2. ПДС - L´78´Н´d.
Обозначение согласно ГОСТ 21562-76:
П - панель;
Д - двухслойная;
С - стальная;
L - длина панели, см;
66; 78 - ширина панели, см;
Н - толщина панели, см;
d - толщина стального профилированного листа, мм.
Пенополиуретан должен содержать пламягасящие добавки и удовлетворять требованиям СН 454-76.
1.1. Панели двухслойные со стальными профилированными листами, утеплителем из пенополиуретана и покровного гидроизоляционного слоя должны соответствовать требованиям настоящих ТУ, ГОСТ 21562-76 и конструкторской документации, утвержденной в установленном порядке.
1.2. Основные размеры панелей должны соответствовать указанным на рис. 1.
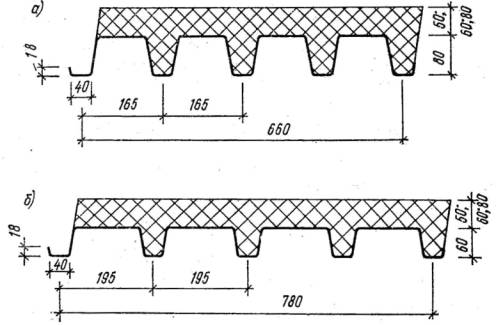
Рис. 1. Поперечное сечение панели
а - ПДС-66; б - ПДС-78
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.3. Профилированные листы должны изготавливаться из рулонной оцинкованной стали для холодного профилирования по ГОСТ 14918-69, группы Б, I класса покрытия.
Допускается для профилированных листов применять оцинкованную сталь по ГОСТ 14918-69 с покрытием алкидного лака ГФ-296 толщиной 5-10 мкм по ТУ 6-10-11-1-21-76.
1.4. Минимальная толщина оцинкованных стальных листов - 0,8 мм.
1.5. Профилированные стальные листы по ГОСТ 14918-69 в панелях, эксплуатируемых в слабоагрессивных средах, следует защищать от коррозии в соответствии с требованиями главы СНиП II-28-73.
1.6. Листы должны быть обрезаны под прямым углом. Допускаемая косина реза не должна быть более ±2 мм.
На поверхности профилированных оцинкованных листов допускаются следы от профилирующих и направляющих роликов, отдельные риски и царапины механического происхождения и потертости глубиной не более одной трети толщины цинкового покрытия, а также другие дефекты, допускаемые ГОСТ 14918-69 для данного материала.
1.7. На поверхности профилированных листов не допускаются трещины, задиры и другие дефекты, нарушающие целостность цинкового покрытия,
1.8. Требования к поверхности профилированных листов из оцинкованной стали, покрытых алкидным лаком ГФ-296, должны соответствовать ТУ 67-85-75.
1.9. В качестве адгезива должны применяться клей 88Н по ТУ 38-1051061-76, фосфатирующие грунтовки типа ВЛ-023 по ГОСТ 12707-77 или акриловые грунтовки типа АК-069 по ТУ 6-10-889-74,
1.10. Перед нанесением грунтовки стальной оцинкованный лист должен быть обезжирен водным раствором моющего средства типа «Лабомид-203» по ТУ 38-30726-71.
1.11. На профилированные листы из оцинкованной стали, покрытые алкидным лаком, наносить грунтовку не требуется.
1.12. В качестве утеплителя должен применяться жесткий заливочный пенополиуретан типа «СИСПУР SH-4050/1» (ГДР).
1.13. Физико-технические и механические показатели заливочного пенополиуретана должны соответствовать указанным в табл. 1.
|
Наименование показателей |
Норма для панелей |
|
Объемная масса, кг/м3, не более |
50 |
|
Коэффициент теплопроводности, ккал/(м×ч×°С), не более |
0,028 |
|
Водопоглощение за 24 ч при насыщении водой, об. %, не более |
2 |
|
Прочность при сжатии, кг/см2, не менее |
2 |
|
Прочность сцепления с металлическими листами, кг/см2, при равномерном отрыве, не менее |
1,5 |
|
Прочность сцепления утеплителя с гидроизоляционным слоем при равномерном отрыве, кг/см2, не менее |
0,8 |
|
Модуль упругости панели, кг/см2, не более |
100 |
1.14. Допускается применение других типов жестких пенополиуретанов, физико-технические свойства и механические показатели которых не отличаются от приведенных в табл. 1.
1.15. В качестве покровного слоя должен применяться рубероид по ГОСТ 10923-76 или другой материал, по свойствам не уступающий указанному.
ТРЕБОВАНИЯ К ПАНЕЛЯМ
1.16. Отклонения размеров панелей от проектных не должны быть более указанных в табл. 2.
Таблица 2
|
Длина панелей, мм |
Допускаемые отклонения от проектных размеров, мм |
||
|
по длине |
по ширине |
по толщине |
|
|
До 7200 |
±4 |
±1,5 |
±1 |
|
Свыше 7200 |
±8 |
±2 |
±1 |
1.17. Непрямолинейность продольных кромок панелей должна быть не более 3 мм.
1.18. В панелях не допускаются:
повреждения (вмятины, вырывы) утеплителя по боковым и торцевым граням глубиной более 5 мм и площадью более 10 см2;
расслаивание утеплителя;
отслаивание металлического профилированного листа или покровного слоя утеплителя;
повреждения защитного покрытия профилированных листов;
выступающие заусенцы на кромках профилированного листа.
1.19. В панелях допускается:
волнистость на плоских участках профилированных листов высотой не более 1 мм на длине 1 м с шагом волны не менее 300 мм;
крупные поры общей площадью не более 5% соответствующего сечения, равномерно рассредоточенные по всему объему утеплителя.
1.20. Элементы крепления должны быть защищены от коррозии покрытиями, равноценными по коррозионной стойкости профилированным листам.
1.21. Долговечность панелей не менее 20 лет.
комплектность
1.22. Панели должны поставляться потребителям совместно с элементами крепления.
1.23. Номенклатура и количество поставки панелей и комплектующих изделий должны соответствовать спецификации заказчика.
1.24. Материалы, марки и размеры комплектующих изделий должны соответствовать рабочим чертежам, утвержденным в установленном порядке.
1.25. Минимальное количество панелей одного типоразмера, принимаемых к заказу, должно быть согласовано с предприятием-изготовителем. Допускается при согласовании потребителя с предприятием-изготовителем поставка в одних и тех же пакетах панелей длиной, отличающейся от указанной в вводной части. Количество таких панелей не должно быть более 2% общего количества панелей в пакете.
упаковка
1.26. Панели поставляются без консервации.
1.27. Упаковка панелей должна соответствовать ГОСТ 21562-76. Допускается упаковка пакетов панелей на стяжках при условии предохранения кромок панелей от повреждений при транспортировании и перегрузках.
1.28. В каждую упаковку вкладывается упаковочный лист, в котором указывается:
наименование или товарный знак предприятия-изготовителя;
номер партии;
марка изделия;
вес (нетто);
дата изготовления;
номер настоящих ТУ.
1.29. Упаковочный лист должен быть подписан должностным лицом, производящим упаковку, и контролером отдела технического контроля (ОТК) предприятия-изготовителя.
1.30. Элементы крепления и метизы должны упаковываться в ящики по ГОСТ 15841-77. Вес ящиков (брутто) не должен превышать 50 кг.
МАРКИРОВКА
1.31. Маркировка панелей должна соответствовать ГОСТ 21562-76. Допускается не маркировать панели, если в каждом пакете (ящике) упаковываются панели одной марки.
1.32. Маркировка панелей может наноситься на бирку или непосредственно на ящики.
1.33. Маркировку ящиков производить в соответствии с ГОСТ 14192-77.
1.34. Бирка должна быть прочно прикреплена со стороны, удобной для просмотра, на бирке следует указывать: наименование предприятия-изготовителя; марку изделия; наименование и адрес заказчика; номер заказа; вес (брутто); дату изготовления; штамп ОТК.
1.35. На ящиках должны быть нанесены знаки «Верх, не кантовать» и «Место строповки».
2. ПРАВИЛА ПРИЕМКИ
2.1. Панели должны контролироваться ОТК предприятия-изготовителя на их соответствие требованиям настоящих ТУ, рабочим чертежам и подвергаться следующим видам контрольных испытаний:
приемо-сдаточным - при приемочном контроле;
периодическим - не реже одного раза в год;
типовым - после внесения изменений в конструкцию панелей, рецептуру утеплителя и технологию изготовления панелей.
2.2. Контрольные измерения и испытания должны производиться не ранее чем через трое суток после изготовления панелей.
ПРИЕМО-СДАТОЧНЫЕ ИСПЫТАНИЯ
2.3. Панели для приемки предъявляются партиями. К одной партии относятся панели одного типоразмера, изготовленные из материала утеплителя одной партии по одному и тому же технологическому режиму, но не более 500 панелей (в пересчете на длину 7,2 м).
2.4. Все панели партии подвергаются внешнему осмотру для проверки их соответствия требованиям настоящих ТУ.
2.5. Геометрические размеры панелей проверяют на трех панелях из 200.
2.6. Физико-технические свойства и механические показатели утеплителя: объемный вес; прочность при сжатии; прочность сцепления с металлическими листами; прочность сцепления утеплителя с гидроизоляционным слоем при равномерном отрыве - определяют не менее чем на трех образцах партии.
2.7. При приемке проверяются: комплектность; маркировка; упаковка.
ПЕРИОДИЧЕСКИЕ ИСПЫТАНИЯ
2.8. При периодических испытаниях производится проверка панелей на соответствие требованиям разд. 1 настоящих ТУ.
2.9. Физико-технические свойства и механические показатели утеплителя, указанные в табл. 1, определяют не менее чем на шести образцах, вырезанных из панелей, отобранных произвольно со склада готовой продукции.
типовые испытания
2.10. При типовых испытаниях производится проверка панелей на соответствие требованиям разд. 1 настоящих ТУ.
2.11. Типовым испытаниям подвергают панели, прошедшие приемо-сдаточные испытания по программе периодических испытаний.
2.12. Если при испытаниях панелей физико-технические свойства и механические показатели, указанные в табл. 1, окажутся не соответствующими установленным, то следует проводить вторичный отбор и испытания удвоенного количества панелей той же партии.
2.13. Если хотя бы одна панель из вторично испытанных не будет соответствовать установленным показателям, то вся партия признается не соответствующей настоящим ТУ.
2.14. Партия панелей считается принятой, если при проверке установлено соответствие всех параметров панелей требованиям настоящих ТУ.
2.15. Потребитель имеет право проводить контрольную выборочную проверку соответствия панелей требованиям ТУ, применяя при этом методы испытания и контроля, приведенные в настоящих ТУ.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Проверка качества исходных материалов производится по сертификатам заводов-поставщиков, а при отсутствии таковых - по методикам, изложенным в стандартах и ТУ.
3.2. Внешний вид панелей проверяют визуальным осмотром.
3.3. Геометрические размеры проверяют с использованием штангенциркуля ШЦ-III по ГОСТ 166-73* и рулетки РЗ-10 по ГОСТ 7502-69, шаблонами или другими универсальными инструментами, обеспечивающими требуемую чертежами точность.
3.4. Косина реза проверяется с помощью угломера по ГОСТ 5378-66* по двум противоположным углам листа или панели.
3.5. Неплоскостность проверяют размещением панели на плите поверочной по ГОСТ 10905-75 с использованием щупов по ГОСТ 882-75 или штангенциркуля ШЦ-III по ГОСТ 166-73*, или специальных шаблонов.
3.6. Непрямолинейность проверяют размещением панели на поверочной плите по ГОСТ 10905-75, натягиванием проволоки и замером прогиба щупами по ГОСТ 882-75 или штангенциркуля ШЦ-III по ГОСТ 166-73*.
3.7. Физико-технические свойства и механические показатели утеплителя определяют согласно ГОСТ 22695-77, ГОСТ 409-77, ГОСТ 7076-78. «Руководству по методам физико-механических испытаний строительных пенопластов» (М., Стройиздат. - 1973). Схема вырезки образцов дана на рис. 2.
Рис. 2. Схема разрезки панели для отбора образцов
1 - для определения объемной массы и механических показателей утеплителя; 2 -
для теплопроводности; 3 - для водопоглощения
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование панелей допускается осуществлять любым видом транспорта, обеспечивающим сохранность упакованных изделий.
4.2. Не допускается транспортирование панелей без закрепления их от перемещения в транспортных средствах.
4.3. Хранение панелей должно производиться в заводской упаковке.
4.4. Панели должны храниться в условиях, исключающих возможность повреждения поверхности и попадания на них атмосферных осадков и влаги с соблюдением установленных мер противопожарной безопасности.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Крепление панелей к несущим конструкциям, заделку стыков следует производить с применением комплектующих элементов в соответствии с рабочими чертежами и серией 2.460-16.
5.2. Не допускается крепление панелей к несущим конструкциям методом сварки. Разрезка панелей газопламенными резаками категорически запрещается.
5.3. Удары по панелям при монтаже, установке креплений, заделке стыков не допускаются.
5.4. Отверстия для крепления панелей сверлить перпендикулярно плоскости панелей.
5.5. Крепление к панелям лестниц, промышленных проводок, технологического оборудования и арматуры не допускается.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие панелей требованиям настоящих ТУ при соблюдении указаний по применению, транспортированию и хранению. Гарантийный срок эксплуатации панелей и комплектующих элементов - 3 года с момента отгрузки с предприятия-изготовителя.
Панели кровельные с несущим профилированным стальным настилом, утеплителем из жесткого пенополиуретана и покровным слоем
Технические условия
ТУ 67-86-75
(с изменениями № 1 от 17.12.1976 г. и № 2 от 07.10.1977 г.)
Срок введения с 01.07.1975 г.
Настоящие Технические условия (ТУ) распространяются на кровельные панели с несущими профилированными стальными настилами, утеплителем из жесткого пенополиуретана и покровным слоем.
Панели предназначены для применения в покрытиях отапливаемых производственных зданий.
Кровельные панели изготавливаются Челябинским заводом профилированного стального настила Министерства строительства предприятий тяжелой индустрии СССР по технической документации, разработанной ЦНИИпромзданий и ЦНИИСК и рабочим чертежам завода.
Настоящие ТУ устанавливают требования к изготовлению панелей, правилам приемки, методам контроля, способам транспортирования и хранения. Панели изготавливаются длиной от 4000 до 12000 мм кратно 600 мм, номинальной шириной 850 мм при минимальной толщине 40; 60 и 80 мм. Несущим настилом служит профиль Н60-845-1,0, изготовленный из тонколистовой стали по ГОСТ 14918-69, толщиной 0,8-1 мм. В качестве дополнительной защиты от коррозии используются полимерные покрытия: органозоль (ОД-ХВ-221); пластизоль (ПЛ-ХВ-220 и ПЛ-ХВ-122); грунт ЭП-0140.
Пример условного обозначения кровельной панели с несущим настилом из стального профилированного листа с покрытием ОД-ХВ-221, длиной 500 см, шириной 85 см, минимальной толщиной утеплителя 4 см:
|
ПК |
500´85´4 |
ТУ 67-86-75. |
|
ОД-ХВ-221 |
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Кровельные панели с несущими профилированными стальными настилами и утеплителем из жесткого пенополиуретана и покровным слоем должны соответствовать требованиям настоящих ТУ и чертежам завода-изготовителя.
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.2. Марки и качество материалов, применяемых при изготовлении панелей, должны соответствовать требованиям действующих стандартов, указанных в чертежах и настоящих ТУ, и подтверждаются сертификатами заводов - поставщиков материалов.
1.3. Несущий настил изготавливается из оцинкованной листовой стали I класса покрытия по ГОСТ 14918-69 толщиной 0,8¸1 мм с полимерным покрытием или без него.
1.4. Утеплитель получается методом вспенивания между несущим настилом и покровным слоем заливочного полиуретана марки «СИСПУР 4050/1» (ГДР) с добавками антипирена. Утеплитель должен обладать свойствами, указанными в таблице.
|
Показатель |
Величина |
|
Внешний вид - ячеистый материал желтого цвета |
|
|
Объемный вес, кг/м3 |
45±5 |
|
Кратковременный предел прочности при сжатии (перпендикулярно плоскости панели), кг/см2, не менее |
2 |
|
Кратковременный модуль упругости (перпендикулярно плоскости панели), кг/см2 |
160 |
|
Водопоглощение за сутки по объему, %, не более |
3 |
|
Прочность склеивания с покровным слоем, кг/см2, не менее |
0,2 |
|
Коэффициент теплопроводности, ккал/(м×ч×°С), не более |
0,029 |
1.5. В качестве утеплителя кровельных панелей допускается использование других марок полиуретана с добавкой антипирена, физико-химические свойства которых не отличаются от приведенных в таблице.
1.6. В качестве адгезива применяются грунтовка АК-0138 по ТУ 6-10-1561-77 или алкидный лак ГФ-296 по ТУ 6-10-11-1-21-76, при обеспечении прочности сцепления ППУ со стальными листами не менее 3 кг/см2.
1.7. В качестве покровного слоя применяется мешочная бумага марки Б по ГОСТ 2228-75.
ТРЕБОВАНИЯ К ПАНЕЛЯМ
1.8. Размеры, вес и геометрические характеристики плоских сечений панелей (см. рисунок) должны соответствовать чертежам завода-изготовителя.
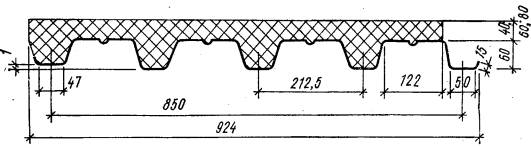
Рис. Поперечное сечение панели
1.9. Отклонения от проектных размеров не должны превышать, мм:
по длине ±8;
по ширине ±2;
по толщине ±1.
1.10. Допускаемая косина реза должна находиться в пределах ±2 мм.
1.11. Неплоскостность панелей, характеризуемая величиной наибольшего отклонения одного угла панели от плоскости, проходящего через три других угла, не должна превышать 1 мм.
1.12. Ребровая кривизна панели должна быть в пределах допуска на ширину.
1.13. На облицовках панелей не допускается нарушение антикоррозионной защиты, кроме следов роликов, отдельных рисок механического происхождения и потертостей глубиной не более 1/3 толщины покрытия.
1.14. В теплоизоляционном слое допускаются газовые включения (крупные поры) общей площадью не более 5%, равномерно рассредоточенные по объему утеплителя.
1.15. В панелях не допускаются:
расслаивание утеплителя;
отслаивание настила или покровного слоя от утеплителя;
вмятины, вспучивания и другие дефекты поверхности.
комплектность
1.16. Кровельные панели поставляются комплектно с самонарезающими винтами в соответствии с установленными нормами согласно заказам-нарядам.
1.17. Самонарезающие винты поставляются за отдельную плату.
1.18. Панели поставляются пакетами. Количество панелей в пакете не должно превышать 20 шт.
1.19. Каждый пакет панелей сопровождается сертификатом, удостоверяющим качество изделий и содержащим следующие данные: наименование предприятия-изготовителя; наименование потребителя; марки материалов; номер партии; тип панелей и их размеры; номер ТУ; заключение ОТК о соответствии панелей требованиям ТУ; результаты испытаний, предусмотренных ТУ; количество отгруженной продукции в штуках и квадратных метрах.
1.20. К каждому пакету панелей крепится бирка со следующими данными:
тип и размеры панели, количество панелей в штуках и квадратных метрах;
номер ТУ;
клеймо ОТК;
товарный знак завода-изготовителя.
1.21. Заказ на панели оформляется в квадратных метрах.
УПАКОВКА
1.22. Упаковка пакетов панелей должна соответствовать требованиям чертежей завода-изготовителя и обеспечивать сохранность панелей при их транспортировании и хранении.
1.23. Элементы крепления и метизы поставляются в ящиках по ГОСТ 18160-72, весом не более 50 кг в ящике.
2. ПРАВИЛА ПРИЕМКИ
2.1. Изготовленные панели должны быть приняты техническим контролем завода-поставщика.
2.2. Панели для контроля предъявляются партиями. Партия устанавливается в количестве недельной выработки и включает однотипные панели, изготовленные из материалов, относящихся к одной партии, при соблюдении одного и того же технологического процесса и режима, но не более 2000 шт. панелей длиной от 4 до 12 м.
2.3. При приемке ОТК проверяют:
соответствие исходных материалов сертификатам или актам лаборатории;
комплектность поставки;
наличие сопроводительной документации, отправляемой потребителю.
2.4. Проверка компонентов утеплителя на соответствие требованиям стандартов и ТУ производится перед их употреблением.
2.5. Проверка физико-механических свойств утеплителя производится на образцах от каждой партии панелей согласно «Руководству по методам физико-механических испытаний строительных пенопластов» (М., Стройиздат, 1973).
2.6. Каждая панель подвергается внешнему осмотру. Партия панелей считается принятой, если при осмотре выдержаны требования настоящих ТУ и чертежей.
2.7. Принятые панели должны иметь клеймо ОТК завода-изготовителя.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Геометрические размеры панелей проверяются на соответствие чертежам универсальным измерительным инструментом.
3.2. Проверка геометрических размеров профиля панели производится по линии реза.
3.3. Исходные материалы утеплителя проверяются согласно требованиям соответствующих стандартов и ТУ.
3.4. Внешний вид утеплителя проверяется без применения увеличительных приборов.
3.5. Контроль заполнения панелей пенополиуретаном производится визуально на торцах каждой панели. Объем и рассредоточение газовых включений должны быть в пределах требований п. 1.17. настоящих ТУ.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование панелей может производиться любым видом транспорта.
4.2. Транспортирование панелей должно производиться в железнодорожных вагонах, кузовах автомашин и трюмах судов, очищенных от угля, цемента, химикатов и других материалов, способных ухудшить качество продукции.
4.3. Погрузка и крепление панелей на открытом подвижном составе производится по чертежам завода в соответствии с техническими условиями погрузки и крепления грузов МПС из условия максимальной загрузки вагонов.
4.4. Транспортирование и хранение панелей должны производиться в заводской упаковке.
4.5. Сбрасывание панелей (даже в упаковке) при погрузочно-разгрузочных работах запрещается.
4.6. Панели должны храниться в условиях, исключающих возможность повреждения поверхностей и попадания на них атмосферных осадков и влаги.
4.7. В процессе транспортирования и хранения панели следует защищать от огня.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Панели к несущим конструкциям зданий и сооружений крепятся при помощи самонарезающих винтов. Смятие настила и нарушение покровного слоя или защитного покрытия панелей не допускается.
5.2. Не допускается крепление панелей к несущим конструкциям методом сварки. Разрезка панелей газопламенными резаками категорически запрещается.
5.3. Элементы крепления панелей должны быть выполнены из некорродирующих материалов или иметь антикоррозионное покрытие. Нарушение антикоррозионного покрытия элементов крепления не допускается.
5.4. Отверстие для крепления панелей сверлить перпендикулярно плоскости панели.
5.5. Удары по панелям не допускаются.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Завод гарантирует соответствие панелей требованиям чертежей и настоящих ТУ при соблюдении потребителем условий транспортирования, хранения и применения, оговоренных в настоящих ТУ.
Панели кровельные на основе профилированного стального оцинкованного листа и жесткого пенополиуретана
Технические условия
ТУ 67-173-77
Срок введения с 01.01.1978 г.
Срок действия до 01.01.1981 г.
Настоящие Технические условия (ТУ) распространяются на кровельные панели на основе профилированного оцинкованного стального листа с полимерными покрытиями или без них, жесткого пенополиуретана и покровного слоя.
Панели предназначены для устройства покрытий промышленных зданий в соответствии с работой ЦНИИпромзданий Госстрой СССР «Узлы покрытий одноэтажных производственных зданий из двухслойных панелей». Серия 2.460-16.
Кровельные панели изготавливаются на механизированной линии непрерывного действия фирмы «Метекно» (Италия). Хабаровским заводом алюминиевых конструкций Министерства строительства предприятий тяжелой индустрии СССР по технической документации и технологическим регламентам, представленными фирмой, номенклатуре и рабочим чертежам завода.
Настоящие ТУ устанавливают требования к изготовлению панелей, правилам приемки, методам контроля, способам транспортирования и хранения.
Панели изготавливают длиной 3-12 м с несущим металлическим профилированным листом двух типов:
несущий стальной профиль Н60-780-6;
несущий стальной профиль Н80-660-6.
Панели изготавливают следующих типов:
ПДС - L´66´Н´d
ПДС - L´78´Н´d
Обозначение по ГОСТ 21562-76:
П - панель;
Д - двухслойная;
С - стальная;
L - длина панели, см;
66; 78 - ширина панели, см;
Н = 11; 12; 13; 14; 16 - толщина панели, см;
d = 0,8; 1 - толщина стального профилированного листа, мм.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Кровельные панели на основе профилированного стального оцинкованного листа с полимерными покрытиями или без них, утеплителем из жесткого пенополиуретана и покровного слоя должны соответствовать требованиям настоящих ТУ, ГОСТ 21562-76 «Панели металлические с утеплителем из пенопласта» и чертежам завода-изготовителя.
1.2. ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
|
Показатель |
Величина |
|
Внешний вид - ячеистый материал желтого цвета |
|
|
Объемный вес, кг/м3 |
40-60 |
|
Предел прочности, кг/см2, не менее: |
|
|
при сжатии |
1,5 |
|
при растяжении |
1,5 |
|
Кратковременный модуль упругости, кг/см2, не более |
100 |
|
Водопоглощение за 1 сут по объему, %, не более |
3 |
|
Влагопоглощение за 1 сут при относительной влажности воздуха 96%, Не более |
0,2 |
|
Прочность сцепления металлических листов с утеплителем при равномерном отрыве, кг/см2, не менее |
1,5 |
|
Теплостойкость, °С |
80 |
|
Коэффициент теплопроводности, ккал/(м×ч×°С), не более |
0,029 |
|
Прочность сцепления утеплителя с покровным слоем, кг/см2 |
0,8 |
Физико-технические свойства и механические показатели соответствуют ГОСТ 21562-76.
1.2. Марки и качество материалов, применяемых при изготовлении панелей, должны соответствовать требованиям действующих стандартов, указанных в чертежах и настоящих ТУ, и подтверждаться сертификатами заводов - поставщиков материалов.
1.3. Профилированный стальной лист изготавливается из оцинкованной листовой рулонной группы Б, стали I класса покрытия по ГОСТ 14918-69 толщиной 0,8-1 мм с полимерными покрытиями по ТУ 67-85-75 с лицевой стороны. Лак с нелицевой стороны является адгезивом. Защита от коррозии соответствует требованиям СНиП II-28-73.
1.4. Утеплитель получается методом вспенивания между профилированным стальным листом и покровным слоем заливочного пенополиуретана «СИСПУР 4050/1» (ГДР). Утеплитель должен обладать свойствами, указанными в таблице.
1.5. Для получения заливочного пенополиуретана типа «СИСПУР 4050/1» используются следующие компоненты:
компонент - А;
компонент - Б;
компонент - С;
А:С:Б = 98,6:1,4:110.
В качестве вспенивающего агента добавляется фреон - 11 в количестве 5%.
1.6. В качестве утеплителя допускается использование других типов жесткого пенополиуретана, физико-механические свойства которых не отличаются от приведенных в таблице.
1.7. В качестве адгезива применяются фосфатирующие грунтовки типа ВЛ-023 по ГОСТ 12707-77 или акриловая грунтовка типа АК-0138 по ТУ 6-10-1561-77.
1.8. В качестве покровного слоя применяется мешочная бумага марки Б по ГОСТ 2228-75.
ТРЕБОВАНИЯ К ПАНЕЛЯМ
1.9. Размеры, вес и геометрические характеристики плоских сечений панелей (см. рисунок) должны соответствовать чертежам завода-изготовителя.
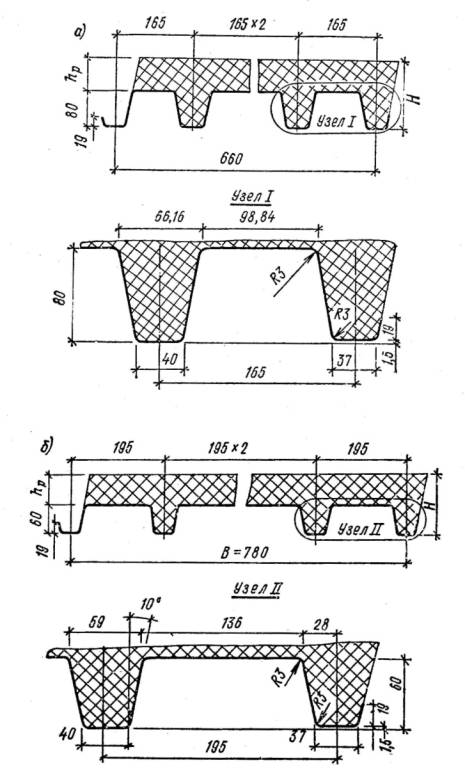
Рис. Поперечное сечение панели
а - ПДС-66; б - ПДС-78
1.10. Отклонения от проектных размеров не должны превышать, мм:
по длине до 7200±4, свыше ±8;
по ширине ±1,5;
по толщине ±1.
1.11. Допускается косина реза ±2 мм.
1.12. Неплоскостность панелей, характеризуемая величиной наибольшего отклонения одного угла панели от плоскости, проходящей через три других угла, не должна превышать 1 мм.
1.13. Ребровая кривизна панели должна быть в пределах поля допуска на ширину.
1.14. На облицовках панелей не допускается нарушение антикоррозионной защиты и отделочных слоев покрытий. Допускаются следы роликов, отдельные риски, царапины механического происхождения и потертости глубиной не более 1/3 толщины покрытия.
1.15. В теплоизоляционном слое допускаются газовые макровключения с площадью не более 5 см2 и общим объемом не более 5%, равномерно распределенные по объему утеплителя панели.
1.16. В панелях не допускаются:
расслаивание утеплителя;
отслаивание облицовок или покровного слоя от утеплителя;
вмятины, вспучивания и подобные дефекты поверхности;
вмятины и вырывы утеплителя по боковым граням площадью более 10 см2.
комплектность
1.17. Кровельные панели поставляются комплектно с элементами крепления и метизами в соответствии с установленными нормами по согласованию и спецификации заказчика.
1.18. Элементы крепления и метизы поставляются за отдельную плату.
1.1.9. Панели поставляются пакетами. Высота пакета панелей не более 1,5 м.
1.20. Каждый пакет панелей сопровождается сертификатом, удостоверяющим качество изделий и содержащим следующие данные: наименование предприятия-изготовителя; наименование потребителя; марки материалов; номер партии; тип панелей и их размеры; номер ТУ; заключения ОТК о соответствии панелей требованиям ТУ; результаты испытаний, предусмотренных ТУ; количество отгруженной продукции в штуках и квадратных метрах.
1.21. К каждому пакету панелей крепится бирка со следующими данными:
тип и размеры панели, количество панелей в штуках и квадратных метрах;
номер ТУ;
клеймо ОТК;
товарный знак завода-изготовителя.
1.22. Заказ на панели оформляется в квадратных метрах.
упаковка
1.23. Упаковка пакетов должна соответствовать требованиям чертежей завода-изготовителя и обеспечивать сохранность панелей при их транспортировании и хранении.
1.24. Элементы крепления и метизы поставляют в ящиках по ГОСТ 18160-72 весом не более 50 кг в ящике.
2. ПРАВИЛА ПРИЕМКИ
2.1. Изготовленные панели должны быть приняты техническим контролем завода.
2.2. Панели для контроля предъявляются партиями. Партия устанавливается в количестве не более 2000 шт. и включает однотипные панели, изготовленные из материалов, относящихся к одной партии, при соблюдении одного и того же технологического режима.
2.3. При приемке ОТК проверяет:
соответствие исходных материалов сертификатам или актам лаборатории;
соответствие панелей требованиям настоящих ТУ и рабочих чертежей;
комплектность поставки;
наличие сопроводительной документации, отправляемой потребителю.
2.4. Проверка компонентов утеплителя на соответствие требованиям стандартов и ТУ производится перед запуском их в производство.
2.5. Проверка физико-механических свойств утеплителя производится на образцах от каждой партии панелей согласно «Руководству по методам физико-механических испытаний строительных пенопластов» (М., Стройиздат, 1973).
2.6. Партия панелей считается принятой, если при контрольных испытаниях выдержаны требования настоящих ТУ и рабочих чертежей.
2.7. Принятые панели должны иметь клеймо ОТК завода-изготовителя.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Геометрические размеры панелей проверяются на соответствие чертежам универсальным измерительным инструментом.
3.2. Проверка геометрических размеров профиля панелей производится по линии реза.
3.3. Исходные материалы утеплителя проверяются согласно требованиям соответствующих стандартов и ТУ.
3.4. Внешний вид утеплителя проверяется без применения увеличительных приборов.
3.5. Контроль заполнения панелей пенополиуретаном производится на образце длиной 1 м от каждой партии. Образец разрезается по середине теплоизоляционного слоя параллельно плоскости облицовок. На плоскости среза раковины и пустоты замеряются универсальным измерительным инструментом. Объем и рассредоточение газовых включений должны быть в пределах требований п. 1.15, настоящих ТУ. На этом образце определяется кратковременный предел прочности при сжатии и при растяжении.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование панелей может производиться любым видом транспорта.
4.2. Транспортирование панелей должно производиться в железнодорожных вагонах, кузовах автомашин и трюмах судов, очищенных от угля, цемента, химикатов и других материалов, способных ухудшить качество продукции.
4.3. Погрузка и крепление панелей на открытом подвижном составе производится по чертежам завода в соответствии с техническими условиями погрузки и крепления грузов МПС из условия максимальной загрузки вагонов.
4.4. Транспортирование и хранение панелей должно производиться в заводской упаковке.
4.5. Сбрасывание панелей (даже в упаковке) при погрузочно-разгрузочных работах запрещается.
4.6. Панели должны храниться в условиях, исключающих возможность повреждения поверхностей и попадания на них атмосферных осадков и влаги.
4.7. В процессе транспортирования и хранения панели следует защищать от огня.
5. ГАРАНТИИ ПОСТАВЩИКА
5.1. Завод гарантирует соответствие панелей требованиям чертежей и настоящих ТУ при соблюдении потребителем условий транспортирования, хранения и применения, оговоренных в настоящих ТУ.
3. КРЕПЕЖНЫЕ ДЕТАЛИ
Болты самонарезающие, конструкции и размеры
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
(Взамен ОСТ 34-016-73)
Срок введения с 01.03.1978 г.
Срок действия до 01.03.1983 г.
Несоблюдение стандарта преследуется по закону.
Настоящий стандарт распространяется на болты самонарезающие, применяемые в промышленном строительстве для крепления профильного настила и панелей к несущим конструкциям зданий и сооружений, а также для других видов соединений, применяемых при строительстве Министерством энергетики и электрификации СССР.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры самонарезающих болтов должны соответствовать указанным на рис. 1 и в табл. 1 и 2.
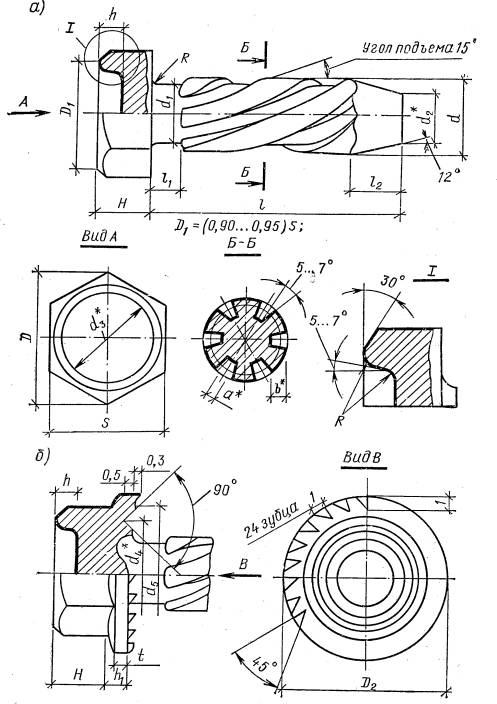
Рис. 1. Болт самонарезающий
а - исполнение 1; б - исполнение 2
Звездочкой отмечены размеры для справок
Таблица 1
|
Показатель |
Величина, мм |
|
Номинальный диаметр резьбы d |
6 |
|
Шаг резьбы R (крупный) |
1 |
|
Диаметр стержня d1 |
5-0,16 |
|
Размер «под ключ» S |
10-0,2 |
|
Высота головки H |
4±0,3 |
|
Диаметр описанной окружности D, не менее |
10,9 |
|
Диаметр буртика D2 (предельное отклонение по СМ10) |
14 |
|
Предельное смещение оси головки относительно оси стержня |
0,40 |
|
Ширина паза а (предельное отклонение по СМ10) |
1* |
|
Глубина паза b (предельное отклонение по СМ10) |
0,7* |
|
Размер углубления в головке болта h, не более |
2 |
|
Радиус в углублении и под головкой R, не более |
0,5 |
|
Длина ненарезанной части стержня l1 |
2 |
|
Длина самонарезающего усеченного конуса l2 |
4,8 |
|
Толщина буртика h1 (предельное отклонение по СМ10) |
2 |
|
Толщина фаски буртика t (предельное отклонение СМ10) |
1 |
|
Диаметр самонарезающего усеченного конуса d2 |
4* |
|
Диаметр углубления в головке d3 |
7* |
|
Диаметр канавки в буртике d4 |
10* |
|
Диаметр между зубцами на буртике d5 |
12 |
|
Шаг нарезки паза |
60* |
* Размеры для справок.
Таблица 2
|
Исполнение болта |
Длина, мм |
Вес 1000 шт., кг |
|
1 |
20+2 |
6 |
|
25+2 |
7 |
|
|
2 |
20+2 |
6,2 |
|
25+2 |
7,2 |
Пример условного обозначения самонарезающего болта диаметром резьбы 6 мм, с полем допуска 8g, длиной 20 мм, класса прочности 5,6, исполнения 1, с покрытием 09 толщиной 9 мкм:
Болт M6-8g´20.56.009, ОСТ 34-13-016-77.
То же, исполнения 2:
Болт 2M6-8g´20.56.099, ОСТ 34-13-016-77.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Болты самонарезающие должны изготавливаться в соответствий с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Материал для болтов «Сталь 30» и «Сталь 10» по ГОСТ 1050-74*.
2.3. После допуска 8g по ГОСТ 16093-70*.
2.4. Болты должны быть термически обработаны на твердость HRC 46-52, не более. Толщина цементируемого слоя должна быть в пределах 0,08-0,1 мм.
2.5. Болты не должны иметь трещин, раковин, выкрашивания резьбы, надрывов, изогнутости стержня и других механических повреждений.
2.6. На поверхности болта не допускаются:
местные обгорания поверхности;
трещины от высадки;
швы в местах разъема штампа.
2.7. Неуказанные предельные отклонения размеров: отверстий - по А7; валов - по В7; остальных - по СМ7.
2.8. Покрытие цинковое по ГОСТ 9.073-77. Толщина покрытия 9-12 мкм с последующим пассивированием.
2.9. Остальные технические требования по ГОСТ 1759-70*.
3. ПРАВИЛА ПРИЕМКИ, МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИИ
3.1. Изготовленные самонарезающие болты должны быть приняты техническим контролем предприятия-изготовителя.
3.2. При приемке болтов должно быть установлено:
соответствие используемого материала сертификату поставщика;
соответствие размеров болта чертежам и требованиям настоящего стандарта.
Примечание. Перед высадкой болтов из каждой поступившей партии материала берется проба на определение механических свойств, способности к высадке и определения химического состава.
3.3. От каждой предъявленной к сдаче партии болтов (для проверки по наружному виду и размерам, включая проверку резьбы) в зависимости от размера партии отбирается 3%, но не менее 50 шт. При неудовлетворительном результате проверки контролю подвергается двойное количество болтов от партии.
3.4. Проверка болтов на прочность производится от каждой поступившей партии материала в количестве не менее 10 шт. болтов.
3.5. Болты должны поставляться комплектно с шайбами, надетыми на болты. Комплектная поставка болтов вместе с шайбами производится по следующим монтажным комплектам:
БС6´20МН - монтажный комплект болта исполнения 1, длиной болта l = 20 мм с не соединенными металлической и неметаллической шайбами;
БС6´20К - монтажный комплект болта исполнения 1, длиной болта l = 20 мм с комбинированной шайбой (металлическая и неметаллическая шайбы, соединенные между собой);
2БС6´20Н - монтажный комплект болта-исполнения 2, длиной болта l = 20 мм с неметаллической шайбой.
Примечание. Разрешается некомплектная поставка болтов и шайб при письменном согласии заказчика.
3.6. Изготовление металлических и неметаллических шайб производить в соответствии с обязательным приложением к настоящему стандарту.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Упаковку изделий и маркировку тары производить по ГОСТ 18160-72.
4.2. Болты перед упаковкой должны быть законсервированы в соответствии с требованиями ГОСТ 13168-69* при хранении и транспортировке на срок более 2 месяцев. Внутренние поверхности ящиков должны быть выложены прокладочной бумагой по ГОСТ 12256-76.
Примечание. Разрешается поставка болтов и шайб без консервации при письменном согласии заказчика.
4.3. Болты с упаковочной тарой должны иметь вес не более 20 кг.
4.4. На упаковочных ящиках должна быть нанесена маркировка, содержащая:
наименование или товарный знак предприятия-изготовителя;
условное обозначение изделия;
вес нетто.
4.5. В каждом упаковочном ящике помещается сертификат, в котором должно быть указано:
наименование предприятия-изготовителя;
условное обозначение изделия;
перечень и результаты испытаний, проведенных по данному стандарту;
вес нетто;
марка консервирующего материала.
4.6. Транспортирование упакованных изделий заказчику допускается любым видом транспорта и должно обеспечивать полную сохранность изделий.
4.7. Хранение болтов производится в помещении склада, защищенном от попадания влаги.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Предприятие-изготовитель должно гарантировать соответствие выпускаемых самонарезающих болтов требованиям чертежей и настоящего стандарта.
ПРИЛОЖЕНИЕ
Таблица 1
Спецификация комплектов самонарезающих болтов
|
Наименование монтажного комплекта |
Содержание комплекта |
Количество, шт. |
Вес, кг |
|
|
1 шт. |
комплекта |
|||
|
БС6´20МН |
Болт М6´20 (М6´25) |
1 |
0,006(0,007) |
0,007 |
|
(БС6´25МН) |
Шайба металлическая |
1 |
0,0008 |
(0,008) |
|
|
Шайба неметаллическая |
1 |
0,0002 |
|
|
БС6´20К |
Болт М6´20 (М6´25) |
1 |
0,006(0,007) |
0,007(0,008) |
|
(БС6´25К) |
Шайба комбинированная |
1 |
0,001 |
|
|
2БС6´20Н |
Болт 2М6´20 (2М6´25) |
1 |
0,0062 (0,0072) |
0,0064 |
|
(2БС6´25Н) |
Шайба неметаллическая |
1 |
0,0002 |
(0,0074) |
Примечание. В скобках указаны данные для болтов исполнения 1 и 2 длиной l = 25 мм.
Размер шайб должен соответствовать данным рис. 2, 3 и табл. 2. Предельные отклонения толщины шайб и шероховатости опорных поверхностей - по существующим стандартам на исходный материал.
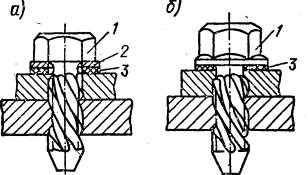
Рис. 2. Крепление самонарезающим болтом
а - исполнение 1; б - исполнение 2;
1 - болт; 2 - шайба металлическая; 3 - шайба неметаллическая
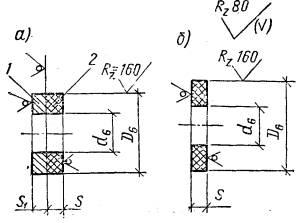
Рис. 3. Шайбы
а - комбинированная для болта исполнения 1; б - неметаллическая для болта
исполнения 2;
1 - шайба металлическая; 2-шайба неметаллическая
Таблица 2
|
Исполнение болта |
Вид сборки шайбы с болтом |
Размеры шайб, мм |
Вид шайбы |
|||
|
d6 |
D6 |
S |
S1 |
|||
|
1 |
Ручная Автоматическая |
6,4+0,2 5,9+0,1 |
12,5-0,24 |
1 |
1 |
Шайба А |
|
2 |
Ручная Автоматическая |
6,4+0,2 5,9+0,1 |
14-0,24 |
1 |
- |
Шайба Б |
Пример условного обозначения шайбы комбинированной для болта диаметром резьбы 6 мм, исполнения 1, автоматической сборки:
Шайба 6КА, ОСТ 34-13-016-77.
То же, для ручной сборки:
Шайба 6КР, ОСТ 34-13-016-77.
Пример условного обозначения шайбы неметаллической для болта диаметром резьбы 6 мм, исполнения 2, автоматической сборки:
Шайба 6/2 НА, ОСТ 34-13-016-77.
То же, для ручной сборки:
Шайба 6/2 HP, ОСТ 34-13-016-77.
1. Материал металлической шайбы - сталь марки Ст.3 (всех плавок) по ГОСТ 380-71.* Материал неметаллической шайбы - паронит по ГОСТ 481-71.
Примечание. По согласованию завода-изготовителя с заказчиком могут быть применены другие материалы для изготовления неметаллических шайб (пластмасса, резина и др.).
2. Шайбы должны быть плоскими, не иметь заусенцев.
3. Поверхность шайб должна быть без трещин, расслоений материала и др.
4. Метод соединения комбинированных шайб выбирается заводом-изготовителем.
Примечание. Разрешается поставка комбинированных шайб без соединения их, при письменном согласии заказчика.
5. Металлические шайбы оцинковываются с толщиной покрытия 3-12 мкм. Допускается изготовление металлических шайб из стального оцинкованного листа необходимой толщины без повторного цинкования.
6. Комбинированная и неметаллическая шайба, собранные автоматическим или ручным способом с болтом, не должны спадать с него при транспортировке, а также при вставке в приспособление для завинчивания болта.
Винты самонарезающие для алюминиевых конструкций
Технические условия
ТУ 36-2155-78
(С изменением № 1 от 01.07.1979 г.)
Срок введения с 01.01.1979 г.
Срок действия до 31.12.1983 г.
Настоящие Технические условия (ТУ) распространяются на винты самонарезающие для алюминиевых конструкций, предназначенные для крепления и сборки окон, витражей, дверей и перегородок.
Пример условного обозначения винта самонарезающего исполнения 1, диаметром резьбы d = 5 мм, длиной l = 25 мм, класса прочности 5.8, с покрытием по группе 01, толщиной 9 мкм, с мелким шагом резьбы:
винт 1 5´1,5´25.58.019, ТУ 36-2155-78
Пример условного обозначения винта самонарезающего исполнения 2, диаметром резьбы d = 4 мм, длиной l = 15 мм, класса прочности 5.8, с покрытием по группе 02 толщиной 9 мкм, с мелким шагом резьбы:
винт 2 4´1,5´15.58.029, ТУ 36-2155-78
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Винты для типовых строительных алюминиевых конструкций должны соответствовать требованиям настоящих ТУ, конструкторской документации, утвержденной в установленном порядке, и ГОСТ 1759-70*.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.2. Конструкция и размеры винтов, мм, должны соответствовать указанным на рисунке и в табл. 1, (исполнение 1) и табл. 2 исполнение 2).
Таблица 1
|
Номинальный диаметр резьбы d |
4 |
5 |
6 |
|
Внутренний диаметр резьбы d2 |
2,9+0,12 |
3,9+0,16 |
4,9+0,16 |
|
Шаг резьбы S |
1,5 |
1,5 |
1,75 |
|
Диаметр головки D |
7-0,36 |
9-0,36 |
10,5-0,43 |
|
Высота головки Н |
3,2±0,3 |
4±0,3 |
4,5±0,3 |
|
Радиус под головкой r, не более |
0,4 |
0,4 |
0,5 |
|
Радиус сферы головки |
3,5 |
4,5 |
5,3 |
|
Номер крестообразного шлица по ГОСТ 10753-64* |
2 |
2 |
3 |
|
Глубина крестообразного шлица h |
1,6-0,25 |
2,1±0,25 |
2,5±0,25 |
|
Диаметр крестообразного шлица d1 |
4 |
5 |
6,6 |
|
Длина винта l |
8¸40 |
8¸50 |
8¸58 |
|
Кратность размера l |
8; 10; 12; 14; 16; 18; 20; 22; 25; 30; 35; 40; 45; 50; 55; 58. |
||
Примечание. Допускается изготовление головки винтов с прямым шлицем.
Таблица 2
|
Номинальный диаметр резьбы d |
4 |
5 |
6 |
|
Внутренний диаметр резьбы d2 |
2,9-0,12 |
3,9-0,12 |
4,9-0,16 |
|
Шаг резьбы S |
1,5 |
1,5 |
1,75 |
|
Диаметр головки D |
7,5-0,36 |
9-0,36 |
11-0,43 |
|
Высота головки Н |
3,2±0,25 |
4,0±0,25 |
4,5±0,25 |
|
Радиус под головкой r, не более |
0,4 |
0,4 |
0,5 |
|
Номер крестообразного шлица по ГОСТ 10753-64* |
2 |
2 |
3 |
|
Глубина крестообразного шлица h |
1,6 |
2,1 |
2,5 |
|
Диаметр крестообразного шлица d1 |
4 |
5 |
6,6 |
|
Длина винта l |
8¸40 |
8¸50 |
8¸58 |
|
Кратность размера l |
8; 10; 12; 14; 16; 18; 20; 22; 25; 30; 35; 40; 45; 50; 58. |
||
Примечание. Допускается изготовление головки винтов с прямым шлицем.
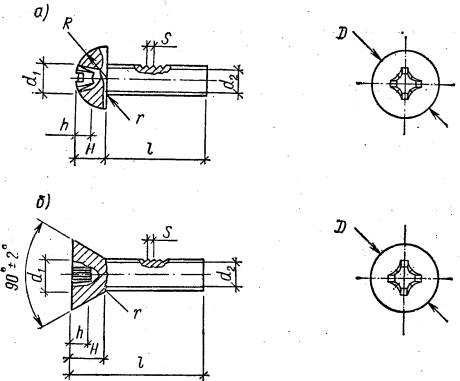
Рис. Винты самонарезающие
а - исполнение 1; б - исполнение 2
ХАРАКТЕРИСТИКА ВИНТОВ
1.3. Винты должны изготавливаться из стали марок 08кп; 10кп; 10; 15; 20 по ГОСТ 10702-63 или по ГОСТ 5663-51.
1.4. На поверхности винтов не допускаются трещины, раковины, надрывы расслоения металла, искривления стержня, забитая резьба, местные обгорания поверхности. На головках винтов допускаются незначительные надрывы, наплывы металла, следы инструмента.
1.5. Стрела прогиба не должна превышать 1 мм на всей длине винта.
1.6. При изготовлении винтов допускается нарезка резьбы не по всей длине винта.
Допускается изготовление винтов с крупным шагом резьбы.
1.7. Стальные винты, предназначенные для крепления алюминиевых конструкций, изготавливаются без термообработки.
1.8. Винты должны иметь цинковое или кадмиевое покрытие толщиной от 9 до 12 мкм по ГОСТ 9.073-77.
КОМПЛЕКТНОСТЬ
1.9. В комплект поставки входит:
партия винтов одного типа в количестве, соответствующем заказу-наряду;
сертификат в соответствии с требованиями ГОСТ 18160-72.
МАРКИРОВКА
1.10. К каждому ящику с винтами прикрепляют бирку размером 160´80 мм толщиной от 3 до 4 мм из фанеры по ГОСТ 3916-69, содержащую следующие маркировочные данные: обозначение винта; номер настоящих ТУ; вес (брутто, нетто); штамп ОТК; дата упаковки; марка сплава; товарный знак завода-изготовителя.
1.11. Маркировку наносят на бирку эмалью НЦ-11 по ГОСТ 9198-76 черного цвета или любой другой, не уступающей по свойствам указанной.
Допускается изготавливать бирку из листового алюминиевого сплава любой марки толщиной от 0,2 до 2 мм.
УПАКОВКА
1.12. Винты перед упаковкой консервации не подлежат.
1.13. Винты упаковываются в ящики, изготовленные по ГОСТ 2991-76 и выстланные внутри водонепроницаемой бумагой по ГОСТ 8828-75*.
1.14. В ящик укладывают сертификат на данную партию винтов. К ящику крепят бирку с данными по п. 1.11.
2. ПРАВИЛА ПРИЕМКИ
2.1. Каждая партия винтов должна быть принята отделом технического контроля завода-изготовителя.
2.2. Из каждой предъявленной к сдаче партии винтов наружному осмотру подвергают 2% винтов и проверке размеров 0,5% винтов.
2.3. При обнаружении в контрольной партии винтов более 10% изделий с отклонениями от требований настоящих ТУ вся партия подлежит поштучной разбраковке и повторной проверке.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Наружный осмотр винта производят без применения увеличительных приборов.
3.2. Проверку геометрических размеров винта осуществляют с помощью технологического измерительного инструмента в процессе производства каждые 30 мин.
3.3. Толщину слоя цинкового покрытия проверяют на головке винта по ГОСТ 16875-71*.
3.4. Контроль глубины крестообразного шлица проводится по ГОСТ 10753-64*.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование винтов производят любым видом транспорта в заводской упаковке.
4.2. Хранение винтов должно осуществляться в закрытых помещениях.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие винтов требованиям настоящих ТУ.
Винт самонарезающий
Технические условия
(Взамен ТУ 67-72-75)
Срок введения с 12.12.1979 г.
Срок действия до 12.12.1988 г.
Настоящие Технические условия (ТУ) распространяются на винт самонарезающий, предназначенный для крепления стального профилированного кровельного и стенового настила к несущим конструкциям промышленных и складских зданий и сооружений.
Пример условного обозначения винта самонарезающего диаметром 6 мм, длиной 25 мм. Винт самонарезающий В 6´25, ТУ 67-269-79.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Винт самонарезающий должен соответствовать требованиям настоящих ТУ.
1.2. Основные параметры и размеры даны в таблице и на рисунке.
|
Показатель |
Величина |
|
Наружный диаметр резьбы, мм |
6,25-0,16 |
|
Длина винта, мм |
25±0,8 |
|
Шаг резьбы, мм |
1,8 |
|
Высота шестигранной головки, мм |
6,1+0,3 |
|
Вес винта, г |
8,1+0,3 |
|
Размер под ключ, мм |
10-0,2 |
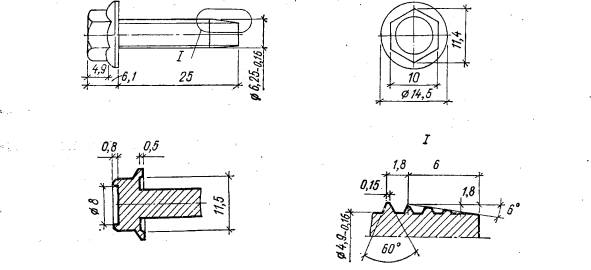
Рис. Винт самонарезающий
характеристика винта
1.3. Винт должен изготовляться из калиброванной стали марки Ст10кп для холодной высадки по ГОСТ 10702-78 с фосфатным покрытием (сортамент 5,2 по IV классу точности по ГОСТ 7417-75).
1.4. Винт должен изготовляться методом холодной высадки на автоматах с последующей накаткой резьбы, термообработкой и цинкованием.
1.5. На поверхности винта не допускаются трещины, раковины, надрывы, расслоения металла, искривления стержня, забитая резьба, местные обгорания поверхности, швы в местах резъема штампов, уклон граней более 2°.
1.6. Овальность любого поперечного сечения винта должна быть в пределах поля допуска на соответствующий размер.
1.7. Предельные отклонения размеров винта должны выполняться с полями допусков: валов по 14, остальных - по СТ СЭВ 144-75.
1.8. Упрочняющее насыщение (цементация) должно быть на глубину 0,08-0,1 мм.
1.9. Режим термообработки винта должен обеспечивать твердость закалки в пределах HRC 40.
1.10. Винт должен иметь цинковое покрытие толщиной 9-12 мкм по ГОСТ 16875-71*.
комплектность
1.11. В комплект поставки входят:
партия винтов в объеме наряда-заказа;
паспорт с инструкцией по монтажу, разработанной в соответствии с ГОСТ 2.601-68* (1 экземпляр на партию).
упаковка
1.12. Винт поставляется в заводской упаковке в плотных деревянных ящиках. Вес ящика (брутто) не должен превышать 50 кг.
маркировка
1.13. К каждому ящику с винтами крепится бирка, содержащая следующие данные:
адрес потребителя;
наименование или товарный знак предприятия-изготовителя;
условное обозначение изделия;
дату изготовления.
2. ПРАВИЛА ПРИЕМКИ
2.1. Каждая предъявленная к сдаче партия должна пройти контрольно-выборочную проверку.
2.2. Винты для контроля предъявляются партиями. Партией считают число винтов, изготовленных в течение одной смены, но не более 50 тыс. шт.
2.3. Из каждой партии винтов, предъявленных к сдаче, подвергают проверке, %; внешнего вида - 2; геометрических размеров - 0,5; твердость закалки - 0,1; толщина цинкового покрытия - 0,1.
2.4. При обнаружении в контрольной партии более 10% изделий с отклонениями от требований настоящих ТУ из предъявленной к сдаче партии отбирают удвоенное количество винтов и подвергают повторной проверке.
В случае выявления при повторной проверке 10% изделий с отклонениями от требований настоящих ТУ вся партия подлежит поштучной разбраковке.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Проверка качества исходных материалов производится по сертификатам заводов-поставщиков, а при отсутствии сертификатов - в заводской лаборатории по методикам, изложенным в стандартах и ТУ.
3.2. Проверку геометрических размеров винта осуществляют при помощи шаблона и штанг по ГОСТ 166-73*.
3.3. Твердость термообработанного винта проверяют на торцевой поверхности головки по ГОСТ 9450-76 до нанесения цинкового покрытия.
3.4. Толщину слоя цинкового покрытия проверяют на головке винта магнитным методом по ГОСТ 16875-71*.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование винтов производится любым видом транспорта в заводской упаковке.
4.2. Хранение винтов должно осуществляться в закрытых помещениях.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Винт применяют в комплекте с уплотнительной шайбой и использованием гайковерта при предельном крутящем моменте 1,5 кгм.
5.2. В стальных конструкциях для установки винта сверлить отверстие диаметром 5,6+0,16 мм.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Винт должен, быть принят ОТК завода-изготовителя.
6.2. Завод-изготовитель гарантирует соответствие винтов требованиям настоящих ТУ при соблюдении потребителем правил транспортирования и хранения, установленных настоящими ТУ.
6.3. Срок гарантии устанавливается 18 месяцев со дня изготовления.
Шайба уплотнительная
Технические условия
Срок введения с 30.03.1975 г.
Настоящие Технические условия (ТУ) распространяются на шайбу уплотнительную, применяемую совместно с самонарезающим винтом В6´25 по ТУ 67-72-75 и предназначенную для предохранения профилированного стального настила (гофрированных листов) и металлических несущих конструкций от попадания атмосферных осадков в месте сверления отверстия под самонарезающий винт.
Шайба уплотнительная изготавливается Челябинским заводом профилированного стального настила по технической документации иностранных фирм и является комплектующим изделием для профилированного стального настила.
Пример условного обозначения шайбы уплотнительной диаметром 6 мм:
шайба уплотнительная диаметром 6 мм, ТУ 67-73-75.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Шайба уплотнительная должна соответствовать требованиям настоящих ТУ и комплекту документации иностранной фирмы по форме, размерам и допускаемым отклонениям.
1.2. Основные параметры и размеры шайбы уплотнительной даны в таблице и на рисунке.
|
Показатель |
Величина |
|
Наружный диаметр, мм |
11,5 |
|
Внутренний диаметр, мм |
7 |
|
Толщина, мм |
3,2 |
|
Вес, г |
0,25 |
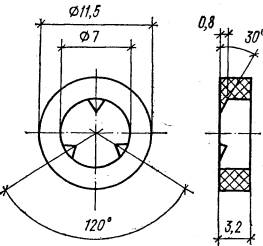
Рис. Шайба уплотнительная
ХАРАКТЕРИСТИКА ШАЙБЫ УПЛОТНИТЕЛЬНОЙ
1.3. Шайбу уплотнительную изготавливают из поливинилхлоридного пластиката марки В-80М по ТУ 6-01-629-71.
1.4. Шайбу уплотнительную изготавливают методом литья под давлением.
1.5. На поверхности шайбы не допускаются трещины, расслоения, местные обгорания поверхности, наличие следов литниковой системы.
В плоскости разъема пресс-формы допускается облой с выступанием не более 0,2 мм.
1.6. Допустимые отклонения на размеры шайбы уплотнительной должны соответствовать X классу точности по ОСТ 1010.*
комплектность
1.7. В комплект поставки входит:
партия шайб уплотнительных в количестве, соответствующем заказу-наряду;
сертификат в соответствии с требованиями ГОСТ 18160-72.
маркировка
1.8. К каждому ящику с шайбами уплотнительными прикрепляют бирку, содержащую следующие маркировочные данные: обозначение шайбы; номер ТУ; вес брутто; вес нетто; клеймо ОТК; дата упаковки; товарный знак завода-изготовителя.
1.9. Маркировку наносят на бирку цифрами и буквами высотой не менее 5 мм.
упаковка
1.10. Упаковка шайб уплотнительных должна производиться в соответствии с требованиями ГОСТ 18160-72.
1.11. В ящик укладывают сертификат на данную партию шайб. К ящику крепят маркировочную бирку с данными по п. 1.8.
2. ПРАВИЛА ПРИЕМКИ
2.1. Каждая партия шайб уплотнительных должна быть принята техническим контролем завода-изготовителя.
2.2. Партией считают число шайб уплотнительных, изготовленных в течение одной смены, но не более 10 000 шт.
2.3. Из каждой предъявленной к сдаче партии шайб уплотнительных отбирают контрольную партию для наружного осмотра - 1%, для проверки размеров - 0,25%.
2.4. При обнаружении в контрольной партии шайб уплотнительных более 10% изделий с отклонениями от требований настоящих ТУ из предъявленной к сдаче партии отбирают удвоенное количество шайб и подвергают повторной проверке. В случае выявления при вторичной проверке более 10% шайб с отклонениями требований настоящих ТУ вся партия подвергается поштучной разбраковке.
2.5. Каждая партия шайб уплотнительных должна сопровождаться сертификатом, удостоверяющим качество изделий и содержащим следующие данные: обозначение шайбы уплотнительной; номер ТУ; материал шайбы; вес брутто; вес нетто; клеймо ОТК; дата упаковки; товарный знак завода-изготовителя.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Наружный осмотр шайбы производят при помощи лупы пятикратного увеличения.
3.2. Проверку геометрических размеров шайбы осуществляют при помощи технологического измерительного инструмента в процессе производства каждые 2 ч.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование шайб уплотнительных производят любым видом транспорта в упаковке завода-изготовителя.
4.2. Хранение шайб должно быть в закрытых помещениях.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Шайбу уплотнительную применяют в комплекте с винтом самонарезающим с использованием гайковерта при предельном крутящем моменте 1,5 кгм.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Поставщик гарантирует соответствие шайб уплотнительных требованиям настоящих ТУ при соблюдении потребителем правил транспортирования, хранения и применения.
Заклепка комбинированная. Конструкция и размеры
технические требования
(Взамен ОСТ 34-017-73)
Срок введения с 01.07.1978 г.
Срок действия до 01.07.1983 г.
Несоблюдение стандарта преследуется по закону.
Настоящий стандарт распространяется на комбинированную заклепку, предназначенную для соединения коробчатых и листовых конструкций в пакеты общей толщиной от 2 до 3 мм, и применяемых предприятиями Министерства энергетики и электрификации СССР при монтаже листовых конструкций.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры заклепки должны соответствовать указанным на рис. 1 и 2 и в таблице.
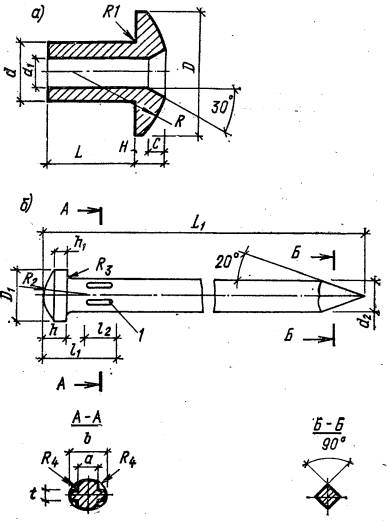
Рис. 1. Заклепка и разжимной стержень
а - заклепка; б - разжимной стержень; 1 - место разрыва разжимного стержня при
расклепывании заклепки
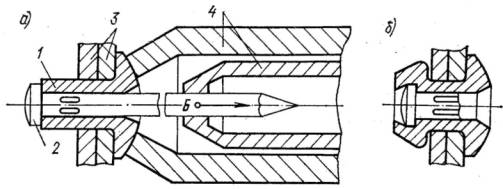
Рис. 2. Соединение
а - до расклепывания заклепки; б - после расклепывания; 1 - заклепка; 2 -
разжимной стержень; 3 - соединяемые листовые детали; 4 - приспособление для
расклепывания заклепки; 5 - сила расклепывания, равная разрывному усилию
разжимного стержня в ослабленном месте
Размеры заклепки комбинированной, мм
|
Диаметр стержня заклепки d |
4,8±0,16 |
|
Диаметр головки D |
10±0,5 |
|
Длина заклепки l |
8 |
|
Высота головки H |
2,1±0,25 |
|
Внутренний диаметр стержня заклепки d1 |
2,6±0,08 |
|
Радиус сферы головки заклепки R |
8 |
|
Радиус под головкой заклепки R1, не более |
0,4 |
|
Глубина фаски в головке заклепки С, не более |
0,8 |
|
Предельное смещение относительно оси стержня заклепки: |
|
|
оси головки |
0,5 |
|
оси отверстия |
0,3 |
|
Диаметр разжимного стержня d2 |
2,5-0,06 |
|
Диаметр головки разжимного стержня D1 |
4,2+0,1 |
|
Длина разжимного стержня l1 |
40±1 |
|
Высота буртика головки разжимного стержня h1 |
2 |
|
Радиус сферы головки разжимного стержня R2 |
1 |
|
Радиус под головкой разжимного стержня R3 |
3 |
|
Размер а |
2-0,1 |
|
Размер b |
27±0,05 |
|
Размер t |
0,8 |
|
Радиус R4 |
0,1 |
|
Длина до места разрыва разжимного стержня |
6 |
|
Длина выточки разжимного стержня |
2 |
|
Высота головки разжимного стержня h |
2 |
Пример условного обозначения комбинированной заклепки, диаметром стержня заклепки 4,8 мм, длиной 8 мм в сборе с разжимным стержнем диаметром 2,5 мм, длиной 40 мм:
Заклепка комбинированная ЗК 4,8´8+PC 2,5´40, ОСТ 34-13-017-78.
Пример условного обозначения только одной заклепки:
Заклепка З 4,8´8, ОСТ 34-13-017-78.
Пример условного обозначения только одного разжимного стержня:
Разжимной стержень PC 2,5´40, ОСТ 34-13-017-78.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Заклепка комбинированная должна изготавливаться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Комбинированная заклепка должна изготавливаться из следующих материалов:
заклепка - проволока из алюминиевого сплава для холодной высадки марки АМц, диаметром 4,5 мм по ГОСТ 14838-69**.
разжимной стержень - проволока диаметром 2,5 мм из стали марки 45 по ГОСТ 17305-71*.
2.3. Поверхность заклепок и разжимных стержней должна быть чистой, без трещин, раковин, надрывов, расслоения металла, закатов и других механических повреждений.
2.4. Браковочными дефектами не являются:
следы от разъемных штампов, косой срез конца стержня заклепки, невыводящие размеры заклепки за пределы отклонения, установленные настоящим стандартом;
облой, образовавшийся при высадке головки заклепки и разжимного стержня, при условии, что величина облоя не превышает половины поля допуска на диаметр головки заклепки и разжимного стержня.
2.5. Замер диаметра конца стержня заклепки производится на расстоянии 2-3 мм от его конца.
2.6. Неуказанные предельные отклонения размеров:
отверстий - по A8;
валов - по В8;
остальных - по СМ8.
2.7. Разжимной стержень должен подвергаться цинковому покрытию по ГОСТ 9.073-77. Толщина покрытия 3-12 мкм с последующим пассивированием.
3. ПРАВИЛА ПРИЕМКИ, МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИИ
3.1. Изготовленные комбинированные заклепки в сборе с разжимными стержнями должны быть приняты техническим контролем предприятия-изготовителя.
3.2. Комбинированные заклепки должны предъявляться к сдаче партиями. При приемке комбинированных заклепок должно быть установлено:
соответствие используемого материала сертификату поставщика;
соответствие размеров заклепки и разжимного стержня чертежам и требованиям настоящего стандарта.
Примечание. Перед изготовлением комбинированных заклепок производится входной контроль поступившей партии материала на определение механических свойств, способности к высадке и химический состав.
3.3. От каждой предъявленной к сдаче партии комбинированных заклепок (для проверки по наружному виду и размерам, включая проверку на расклепывание) отбирается 0,1%, но не менее 50 шт. заклепок и разжимных стержней.
При удовлетворительном результате наружного осмотра все 50 шт. комбинированных заклепок подлежат испытанию путем расклепывания заклепки при соединении двух стальных листов толщиной по 1-1,5 мм каждый до полного разрыва разжимного стержня. При данном испытании заклепка не должна иметь продольных трещин.
При неудовлетворительном результате проверки контролю подвергается двойное количество заклепок и разжимных стержней от партии.
3.4. Наружный осмотр заклепок и разжимных стержней для контроля соответствия по п. 2.3 настоящего стандарта производится без применения увеличительных приборов.
3.5. Размеры и расположение поверхности заклепок и разжимных стержней проверяется предельными калибрами, шаблонами, контрольными матрицами или универсальными измерительными инструментами. Длина заклепки должна проверяться по длинной стороне стержня заклепки.
3.6. Прямолинейность стержня заклепки должна проверяться на свободное вхождение стержня заклепки в контрольную матрицу, диаметром отверстия 2,9 мм (диаметр отверстия в матрице должен соответствовать второму ряду по ГОСТ 11284-75).
3.7. Схема технологического процесса клепки и примеры применения комбинированных заклепок в труднодоступных местах приведены в приложении к настоящему стандарту.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Упаковку комбинированных заклепок и маркировку тары производить по ГОСТ 18160-72. Внутренние поверхности ящиков должны быть выложены прокладочной бумагой по ГОСТ 12256-76.
4.2. Комбинированные заклепки с упаковочной тарой должны иметь вес не более 20 кг.
4.3. На упаковочных ящиках должна быть нанесена маркировка, содержащая:
наименование или товарный знак предприятия-изготовителя; условное обозначение изделия; вес нетто.
4.4. В каждом упаковочном ящике помещается сертификат, в котором должно быть указано:
наименование предприятия-изготовителя;
условное обозначение изделия;
перечень и результаты испытаний, проведенных по данному стандарту;
вес нетто.
4.5. Транспортирование упакованных изделий заказчику допускается любым видом транспорта и должно обеспечивать полную сохранность изделий.
4.6. Хранение комбинированных заклепок производится в помещении склада, защищенном от попадания влаги.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Предприятие-изготовитель должно гарантировать соответствие комбинированных заклепок требованиям чертежей и настоящего стандарта.
ПРИЛОЖЕНИЕ
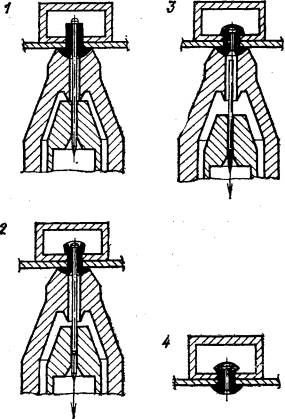
Рис. 3. Схема технологического процесса клепки 1-4
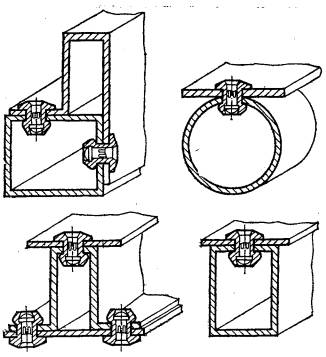
Рис. 4. Примеры применения комбинированных заклепок
Заклепка комбинированная ЗК-12
Технические условия
Срок введения с 01. 02.1978 г.
Срок действия до 31.12.1982 г.
Настоящие Технические условия (ТУ) распространяются на заклепку комбинированную ЗК-12, предназначенную для соединения профилированного настила (гофрированных листов) и разнообразных листовых деталей суммарной толщиной до 5 мм.
Пример условного обозначения заклепки комбинированной ЗК-12:
ЗК-12, ТУ 36-2088-78
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Заклепка комбинированная должна соответствовать требованиям настоящих ТУ и рабочим чертежам ЗК-12 Киреевского ЗОК.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.2. Основные параметры и размеры заклепки должны соответствовать указанным в таблице и на рисунке.
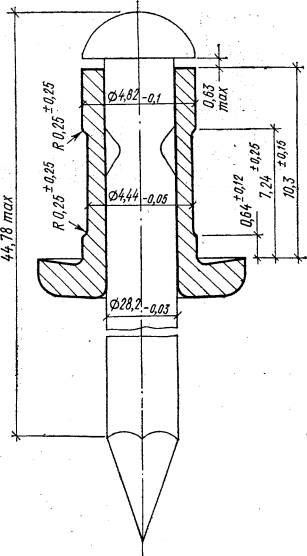
Рис. Заклепка комбинированная ЗК-12
|
Показатель |
Величина |
|
Наружный диаметр корпуса заклепки, мм |
4,82 |
|
Длина корпуса заклепки, мм |
11,95 |
|
Диаметр стержня, мм |
2,82 |
|
Длина стержня, мм, не более |
44,78 |
|
Вес корпуса, г |
0,55 |
|
Вес стержня, г |
2,2 |
1.3. Допускаемые отклонения размеров заклепок не должны превышать указанных на рисунке.
ХАРАКТЕРИСТИКА
1.4. Заклепка изготавливается из следующих материалов: корпус заклепки - из проволоки диаметром 4,55-4,6 мм марки АМг2 по ОСТ 1-92005-71 или АМц по ГОСТ 14838-69** (сплав алюминиевый, деформируемый по ГОСТ 4784-74);
стержень - из калиброванной стали 20 кп для холодной высадки по ГОСТ 10702-63.
1.5. Стержень и корпус заклепки изготавливаются методом холодной высадки на специальных автоматах.
1.6. На поверхности стержня и корпуса заклепки не допускаются дефекты в виде трещин, надрывов и расслоений металла.
1.7. Стержень заклепки должен быть фосфатирован согласно требованиям ГОСТ 3002-70*** или оцинкован с толщиной покрытия не менее 15 мкм.
КОМПЛЕКТНОСТЬ
1.8. В комплект поставки входит: заклепка в собранном виде; эксплуатационная документация в соответствии с ГОСТ 2.601-68*.
УПАКОВКА
1.9. Упаковка заклепок производится в деревянные ящики по ГОСТ 2991-76. Вес ящиков (брутто) не должен превышать 50 кг.
1.10. Перед упаковкой внутренние стенки ящика должны быть проложены бумагой по ГОСТ 12256-76.
1.11. Заклепка должна быть подвергнута консервации в соответствии с требованиями ГОСТ 13168-69 для 1-й группы изделий, категория условий хранения и транспортирования «С».
1.12. В ящик должен быть вложен упаковочный лист.
МАРКИРОВКА
1.13. Маркировка ящиков должна осуществляться согласно ГОСТ 14192-77.
1.14. Маркировку наносить на торце с помощью трафарета несмываемой черной нитроэмалью НЦ-184. Шрифт маркировки ПО-7 по ГОСТ 2930-62*.
1.15. Маркировка должна содержать: адрес грузополучателя; наименование или товарный знак предприятия-изготовителя; условные обозначения изделия; номер партии; вес нетто; год изготовления.
2. ПРАВИЛА ПРИЕМКИ
2.1. Каждая партия заклепок должна быть принята техническим контролем завода-изготовителя.
2.2. Партией считают число комбинированных заклепок, изготовленных в течение одной смены, но не более 50000 шт.
2.3. Каждая предъявляемая к сдаче партия заклепок должна пройти контрольно-выборочную проверку. Для наружного осмотра отбирается - 0,5% партии, для проверки геометрических параметров - 0,1%.
2.4. При обнаружении в контрольной партии комбинированных заклепок более 10% изделий с отклонениями от требований настоящих ТУ из предъявленной к сдаче партии отбирают удвоенное количество заклепок и подвергают повторной проверке.
В случае выявления при вторичной проверке более 10% изделий с отклонениями от требований настоящих ТУ вся партия подвергается поштучной разбраковке.
2.5. Передача изделий на склад готовой продукции допускается только при наличии документации, оформленной ОТК, подтверждающей качество изделий.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Проверка качества исходных материалов производится по сертификатам заводов-поставщиков, а при отсутствии таковых - в заводской лаборатории по методикам, изложенным в стандартах и ТУ.
3.2. Проверку линейных и геометрических размеров стержня и корпуса заклепки осуществляют при помощи шаблона и штангенциркуля по ГОСТ 166-73* в процессе производства каждые 30 мин.
3.3. Внешний осмотр корпуса заклепки и стержня производят при помощи лупы пятикратного увеличения.
4. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
4.1. Процесс соединения профилированного стального настила или листовых деталей комбинированными заклепками осуществляют с помощью ручных пистолетов односторонней клепки СТД-96, СТД-96/1, изготовляемых по ТУ 36-1416-75.
4.2. В соединяемых деталях для установки комбинированной заклепки сверлить отверстия диаметром 4,9+0,1 мм.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование комбинированных заклепок производят любым видом транспорта в упаковке завода-изготовителя.
5.2. При хранении и транспортировании комбинированные заклепки должны быть защищены от прямого попадания атмосферных осадков.
5.3. Условия хранения изделий - по группе «С» в соответствии с ГОСТ 15150-69.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Поставщик гарантирует соответствие комбинированных заклепок требованиям настоящих ТУ при соблюдении потребителем правил транспортирования, хранения и применения, установленных настоящими ТУ.
6.2. Срок гарантии устанавливается 12 месяцев со дня ввода изделия в эксплуатацию.
Заклепка комбинированная ЗК-10
Технические условия
(с изменением № 1 от 10.10. 1975 г.)
Срок введения с 01.09. 1975 г.
Настоящие Технические условия (ТУ) распространяются на заклепку комбинированную, предназначенную для соединения профилированного стального настила (гофрированных листов) и разнообразных листовых деталей суммарной толщиной до 4 мм.
Заклепка комбинированная изготавливается Челябинским заводом профилированного стального настила по технической документации иностранных фирм и лицензионным материалам.
Заклепка комбинированная состоит из корпуса заклепки и стержня. Заклепка комбинированная является комплектующим изделием для профилированного стального настила.
Пример условного обозначения заклепки комбинированной: заклепка ЗК-10, ТУ 67-74-75.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Заклепка комбинированная должна соответствовать требованиям настоящих ТУ и комплекту документации иностранной фирмы по форме, размерам и допускаемым отклонениям.
1.2. Основные параметры и размеры заклепки комбинированной даны в таблице и на рисунке.
|
Показатель |
Величина |
|
Наружный диаметр корпуса, мм |
4,82 |
|
Длина корпуса, мм |
10 |
|
Вес корпуса, г |
0,55 |
|
Диаметр стержня, мм |
2,82 |
|
Длина стержня, мм |
40 |
|
Вес стержня, г |
2,2 |
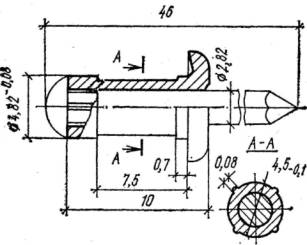
Рис. Заклепка комбинированная ЗК-10
ХАРАКТЕРИСТИКА ЗАКЛЕПКИ КОМБИНИРОВАННОЙ
1.3. Заклепка комбинированная изготавливается из следующих материалов:
корпус заклепки - из проволоки диаметром 4,55-4,6 мм марки АМ-2 по ОСТ 1-92005-71 (сплав алюминиевый деформируемый, по ГОСТ 4784-74;
стержень - из углеродистой конструкционной стали марки 20 для холодной высадки по ГОСТ 17305-71*.
1.4. Стержень и корпус заклепки изготавливают методом холодной высадки на автоматах.
1.5. На поверхностях стержня и корпуса заклепки не допускаются дефекты в виде трещин, швов, надрывов и расслоений металла.
1.6. Допустимые отклонения на свободные размеры назначают по 7 классу точности по ОСТ 1010.
1.7. Минимально допустимый вес фосфатного покрытия стержня должен составлять 20 г/м2. При изготовлении стержней с цинковым покрытием толщина покрытия должна быть в пределах 9-12 мкм.
КОМПЛЕКТНОСТЬ
1.8. В комплект поставки входит:
партия заклепок комбинированных в сборе;
сертификат в соответствии с требованиями ГОСТ 18160-72.
МАРКИРОВКА
1.9. К каждому ящику с заклепками комбинированными прикрепляют бирку, содержащую следующие маркировочные данные: обозначение заклепки комбинированной; номер ТУ; вес брутто; вес нетто; клеймо ОТК; дата упаковки; товарный знак завода-изготовителя.
1.10. Маркировку на бирке наносят цифрами и буквами высотой не менее 5 мм.
УПАКОВКА
1.11. Упаковка заклепок комбинированных должна производиться согласно требованиям ГОСТ 18160-72.
1.12. В ящик укладывают сертификат на данную партию заклепок. К ящику крепят маркировочную бирку с данными по п. 1.9.
2. ПРАВИЛА ПРИЕМКИ
2.1. Каждая партия заклепок комбинированных должна быть принята техническим контролем завода-изготовителя.
2.2. Партией считают число заклепок комбинированных, изготовленных в течение смены, но не более 10 000 шт.
2.3. Из каждой предъявленной к сдаче партии заклепок комбинированных отбирают контрольную партию для наружного осмотра - 1 %, для проверки размеров - 0,2%.
2.4. При обнаружении в контрольной партии заклепок комбинированных более 10% изделий с отклонениями от требований настоящих ТУ из предъявленной к сдаче партии отбирают удвоенное количество заклепок и подвергают повторной проверке. В случае выявления при вторичной проверке более 10% заклепок комбинированных с отклонениями от требований настоящих ТУ вся партия подвергается поштучной разбраковке.
2.5. Каждая партия заклепок комбинированных должна сопровождаться сертификатом, удостоверяющим качество изделий и содержащим следующие данные: обозначение заклепки комбинированной; номер ТУ; материал стержня и корпуса заклепки; вес брутто; вес нетто; клеймо ОТК; дата упаковки; товарный знак завода-изготовителя.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Наружный осмотр корпуса заклепки и стержня производят при помощи лупы пятикратного увеличения.
3.2. Проверку геометрических размеров стержня и корпуса заклепки осуществляют при помощи технологического измерительного инструмента в процессе производства каждые 30 мин.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование заклепок комбинированных производят любым видом транспорта в упаковке завода-изготовителя.
4.2. Хранение заклепок комбинированных должно быть в закрытых помещениях.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Процесс соединения профилированного стального настила или листовых деталей заклепками комбинированными осуществляют с помощью специального инструмента.
5.2. В соединяемых деталях для установки заклепки комбинированной сверлить отверстия диаметром 4,9±0,1 мм,
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Поставщик гарантирует соответствие заклепок комбинированных требованиям настоящих ТУ при соблюдении потребителем правил транспортирования, хранения и применения.
4. ПОГОНАЖНЫЕ И НЕСТАНДАРТНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ
В разделе приведены сортаменты и основные характеристики погонажных и крепежных изделий, изготавливаемых в качестве комплектующих к панелям или листу элементов по специальным техническим условиям или чертежам, являющимся, по существу, приложением к соответствующим техническим условиям на панели или лист.
В частности, приведены технические условия и сортамент погонажных изделий по ТУ 36-2175-79 из алюминиевых прессованных профилей, изготавливаемых Воронежским заводом строительных алюминиевых конструкций Минмонтажспецстроя СССР;
Технические условия и сортамент погонажных, стальных изделий по ТУ 67-198-78 Челябинского завода Минтяжстроя СССР;
сортамент погонажных и нестандартных крепежных изделий по чертежам завода «Электрощит» Минэнерго СССР; технические условия и перечень чертежей содержатся в ТУ 34-13-17608-78 и ТУ 34-13-17609-78 Минэнерго СССР; сортамент погонажных изделий Орского завода металлоконструкций ММСС СССР, изготовляемых по альбому ДП-77.
Элементы фасонные (доборные) из алюминиевых прессованных профилей для ограждающих конструкций
Технические условия
Срок введения с 09.07.1979 г.
Срок действия до 09.07.1984 г.
Настоящие Технические условия (ТУ) распространяются на элементы фасонные (доборные) из алюминиевых прессованных профилей для ограждающих конструкций, далее именуются «элементы», предназначенные для разделки стыков стеновых панелей, примыканий стен к окнам, воротам, цоколю здания, оформления парапетов, углов примыкания окон к стенам и стеновым панелям, блокировки окон между собой при наборе в ленточные горизонтальные и вертикальные проемы и т.д.
Пример условного обозначения (шифра) элемента, изготовленного из профиля ПА-21, длиной 6 м:
НПА-21-6, ТУ 36-2175-79.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Элементы должны изготавливаться в соответствии с требованиями настоящих ТУ и конструкторской документации, утвержденной в установленном порядке,
основные параметры и размеры
1.2. Основные параметры и размеры элементов должны соответствовать указанным в таблице.
Таблица
Размеры элементов, мм
|
Марка |
Сечение элемента и размеры |
Длина элемента |
Вес, кг |
|
1. Элементы для стен |
|||
|
НПА-21-6 |
|
6000 |
11,4 |
|
НПА-22-1,2 НПА-22-1,8 НПА-22-2 НПА-22-2,4 НПА-22-3 НПА-22-3,6 НПА-22-4,8 НПА-22-6 |
|
1200 1800 2000 2400 3000 3600 4800 6000 |
0,7 1,05 1,16 1,39 1,74 2,09 2,78 3,48 |
|
НПА-23-1,2 НПА-23-1,8 НПА-23-2 НПА-23-2,4 НПА-23-3 НПА-23-3,6 НПА-23-4,8 НПА-23-6 |
|
1200 1800 2000 2400 3000 3600 4800 6000 |
0,88 1,32 1,46 1,75 2,2 2,63 3,5 4,4 |
|
НПА-24-1,2 НПА-24-1,8 НПА-24-2 НПА-24-2,4 НПА-24-3 НПА-24-3,6 НПА-24-4,8 НПА-24-6 |
|
1200 1800 2000 2400 3000 3600 4800 6000 |
0,91 1,37 1,52 1,83 2,38 2,74 3,65 4,76 |
|
НПА-25-2 НПА-25-3 НПА-25-6 |
|
2100 3100 6000 |
1,49 2,21 4,26 |
|
НПА-26-1,2 НПА-26-1,8 НПА-26-2 НПА-26-2,4 НПА-26-3 НПА-26-3,6 НПА-26-4,8 НПА-26-6 |
|
1200 1800 2000 2400 3000 3600 4800 6000 |
0,58 0,87 0,96 1,15 1,44 1,73 2,31 2,88 |
|
НПА-27-1,2 НПА-27-1,8 НПА-27-2 НПА-27-2,4 НПА-27-3 НПА-27-3,6 НПА-27-4,8 НПА-27-6 |
|
1200 1800 2000 2400 3000 3600 4800 6000 |
0,87 1,3 1,44 1,73 2,16 2,59 3,46 4,32 |
|
НПА-28-1,2 НПА-28-1,8 НПА-28-2 НПА-28-2,4 НПД-28-3 НПА-28-3,6 НПА-28-4,8 НПА-28-6 |
|
1200 1800 2000 2400 3000 3600 4800 6000 |
1,27 1,91 2,12 2,54 3,18 3,82 5,09 6,36 |
|
НПА-29-2 НПА-29-3 НПА-29-6 |
|
3000 3000 6000 |
2,02 3,03 6,06 |
|
Профили применяются и для окон производственных зданий II. Элементы для окон производственных зданий |
|||
|
ПК2-125 |
|
2100 3100 6000 |
0,64 0,96 1,86 |
|
ПА-39 |
|
2000 3000 6000 |
1,3 1,94 3,88 |
|
ПА-40 |
|
2100 3100 6000 |
0,64 0,96 1,86 |
|
ПК1-27 |
|
2100 3100 6000 |
1,13 1,68 3,24 |
|
III. Элементы для окон гражданских зданий |
|||
|
ПА-218 |
|
1000 1200 1800 3000 6000 |
0,78 0,94 1,42 2,34 4,68 |
|
ПА-36 |
|
1200 1800 2000 2100 6000 |
0,32 0,52 0,58 0,61 1,74 |
|
ПА-42 |
|
1200 1800 3000 6000 |
0,47 0,71 1,17 2,34 |
|
ПА-295 |
|
1200 1800 3000 6000 |
0,54 0,81 1,35 2,7 |
|
ПА-38 |
|
1200 1800 |
0,6 0,9 |
|
ПА-37 |
|
2400 3000 6000 50 |
1,2 1,5 3 0,023 |
|
ПА-30 |
|
2000 3000 6000 |
0,9 1,35 2,7 |
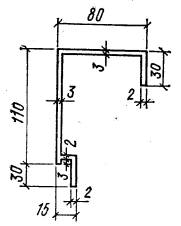
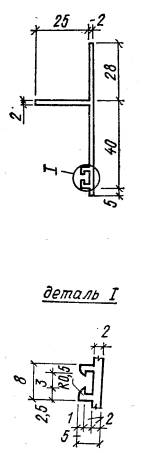
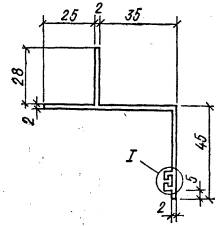
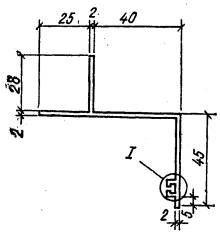
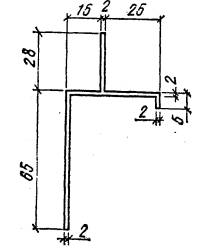
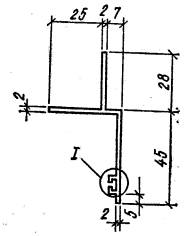
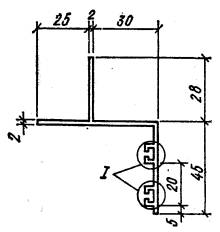
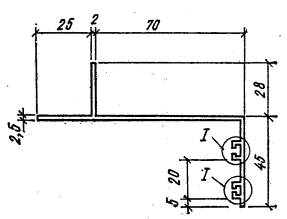
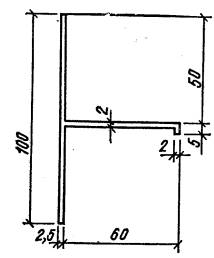
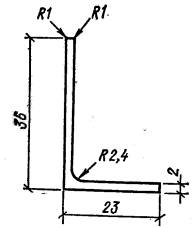
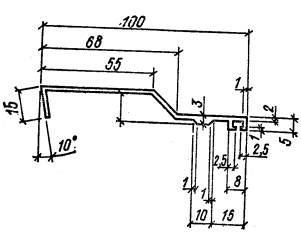
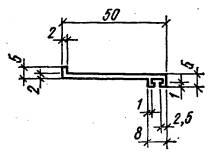
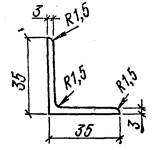
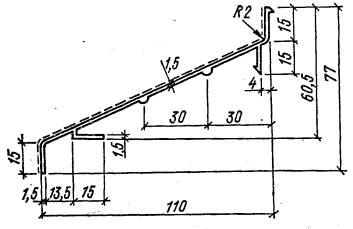
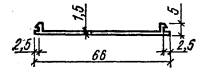
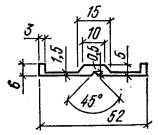
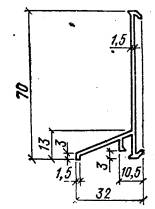
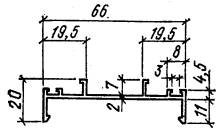
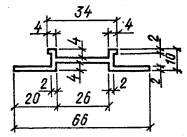
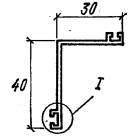
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.3. Элементы должны изготавливаться из алюминиевого сплава АД31 Т5 по ГОСТ 22233-76.
1.4. Химический состав алюминиевого сплава АД31 должен удовлетворять требованиям ГОСТ 4784-74.
требования к элементам
1.5. Допускаемые отклонения на длину элементов не должны превышать ±2,5 мм.
1.6. Элементы должны быть обрезаны под прямым углом. Допускаемая косина реза (торцевой части) не должна превышать 2° на ширину элементов.
1.7. Прогиб элементов в поперечном направлении не контролируется.
1.8. На элементах не допускается смятие торцов и загнутые углы.
1.9. Элементы должны иметь анодно-окисное покрытие по ГОСТ 9.031-74.
По согласованию с заказчиком допускается поставка элементов без анодно-окисного покрытия.
комплектность
1.10. Элементы должны поставляться заказчиком совместно с винтами самонарезающими по ТУ 36-2155-78.
1.11. Номенклатура и количество поставки элементов и винтов самонарезающих должны соответствовать спецификации заказчика.
упаковка
1.12. Элементы должны упаковываться в решетчатые деревянные ящики по ГОСТ 2991-76, обитые внутри древесноволокнистыми плитами по ГОСТ 4598-74*.
Вес (нетто) ящиков не должен превышать 500 кг. Допускается упаковка доборных элементов в ящики совместно с ограждающими конструкциями.
1.13. Деревянные ящики, применяемые для упаковки элементов, должны быть внутри обиты или выстланы упаковочной бумагой по ГОСТ 8828-75*.
1.14. Элементы должны быть уложены в ящик рядами, между каждым рядом прокладывается один слой оберточной бумаги по ГОСТ 8273-75.
1.15. В каждую упаковку должен вкладываться упаковочный лист, в котором указывается:
наименование или товарный знак завода-изготовителя;
условное обозначение (шифр) изделий;
вес (нетто);
дата изготовления;
штамп ОТК;
обозначение настоящих ТУ.
1.16. Элементы после упаковки должны быть закреплены в ящиках с помощью деревянных досок и брусков от возможных перемещений во время транспортировки.
1.17. Винты самонарезающие упаковываются по ТУ 36-2155-78.
маркировка
1.18. Маркировка элементов должна производиться несмываемыми красками с внутренней стороны изделия. Маркировка должна соответствовать рабочим чертежам.
1.19. Маркировка упаковки элементов должна наноситься на бирку или непосредственно на тару.
1.20. Бирка должна быть прочно прикреплена со стороны, удобной для просмотра. На бирке следует указывать: наименование завода-изготовителя; наименование заказчика; условное обозначение (шифр) изделия; номер заказа; вес (брутто); дату изготовления; штамп ОТК.
1.21. Бирка изготавливается из фанеры по ГОСТ 3916-69 толщиной от 3 до 4 мм размером 80´150 мм. Надписи на бирках должны быть четкими. Допускается бирку изготавливать из листового алюминиевого сплава любой марки толщиной от 0,2 до 2 мм. Надписи на бирки наносятся ударным химическим или электрохимическим способами.
1.22. На деревянных ящиках должны быть нанесены знаки: «Верх, не кантовать» и «Место строповки» по ГОСТ 14192-77. Знаки наносятся эмалью черного цвета марки ПФ-115 по ГОСТ 6465-76.
2. ПРАВИЛА ПРИЕМКИ
2.1. Элементы должны приниматься отделом технического контроля завода-изготовителя партиями. К одной партии относятся элементы одного типоразмера, но не более 200 шт.
2.2. Качество поверхности необходимо проверять на каждом изделии.
2.3. Для проверки геометрических размеров элементов от каждой партии отбирают 2% изделий, но не более 2 шт.
2.4. При приемке проверяется:
комплектность;
маркировка;
упаковка.
2.5. При получении неудовлетворительных результатов испытаний элементов проводят повторные испытания на удвоенном количестве изделий той же партии.
2.6. При получении неудовлетворительных результатов повторных испытаний элементов проводят поштучный контроль из той же партии.
2.7. Партия элементов считается принятой, если при проверке установлено соответствие всех параметров элементов требованиям настоящих ТУ.
2.8. Потребитель имеет право производить выборочный контроль изделий на заводе-изготовителе, применяя при этом правила приемки и методы контроля, установленные настоящими ТУ.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Проверка качества исходных материалов производится по сертификатам заводов-поставщиков.
3.2. Качество поверхности элементов определяют визуально. Глубина дефектов при необходимости определяется контрольной зачисткой.
3.3. Качество и толщину анодно-окисного покрытия проверяют по ГОСТ 9.031-74.
3.4. Геометрические размеры проверяют с использованием штангенциркуля ШЦ-III по ГОСТ 166-73* и рулетки РЗ-10 по ГОСТ 7502-69 или другими универсальными инструментами, обеспечивающими требуемую чертежами точность.
3.5. Косина реза проверяется с помощью угломера по ГОСТ 5378-66*.
3.6. Проверка комплектности производится сличением подготовленной к отправке партии с комплектностью, указанной в спецификации заказчика. Количество элементов должно соответствовать данным в сопроводительной документации.
3.7. Проверка маркировки и упаковки производится внешним осмотром.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование элементов допускается осуществлять любым видом транспорта, обеспечивающим сохранность упакованных изделий от воздействия атмосферных осадков.
4.2. При транспортировке ящики с элементами должны быть раскреплены транспортными средствами от перемещения.
4.3. При хранении элементы должны быть защищены от механических повреждений и от попадания атмосферных осадков.
5. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
5.1. Установку элементов следует производить с применением элементов крепления в соответствии с рабочими чертежами.
5.2. Удары по элементам при их установке производить не допускается.
ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие элементов фасонных (доборных) из алюминиевых прессованных профилей требованиям настоящих ТУ при соблюдении указаний по эксплуатации, транспортированию и хранению.
Гарантийный срок эксплуатации элементов фасонных (доборных) из алюминиевых прессованных профилей - один год с момента отгрузки с завода-изготовителя.
Погонажные изделия из тонколистовой оцинкованной и неоцинкованной стали с полимерными покрытиями и без них
Технические условия
(Взамен ТУ 67-198-78)
Срок введения с 01.12.1979 г.
Срок действия до 01.12.1984 г.
Настоящие Технические условия (ТУ) распространяются на погонажные изделия из тонколистовой оцинкованной и неоцинкованной стали с полимерными покрытиями и без них, предназначенные для защиты стыков панелей и профилей, парапетов, обрамления оконных и дверных проемов от попадания осадков и влаги, для отделки зданий и т.п.
Погонажные изделия изготавливаются на гибочных станках Челябинским заводом профилированного стального настила по технической документации, разработанной ЦНИИпромзданий, и рабочим чертежам завода (см. таблицу).
Таблица
Размеры элементов, мм
|
Марка |
Эскиз* |
Заготовка**, мм |
Вес, кг/шт |
||||
|
ширина |
толщина |
без покрытия |
С полимерным покрытием |
||||
|
органозоль ОД-ХВ-221 |
ЭП-0140 |
Ф-2СД, Ф-2МСД |
|||||
|
Л-1 |
|
140 |
1 0,8 |
3,42 2,74 |
3,5 2,8 |
3,47 2,78 |
3,44 2,75 |
|
Л-2 |
|
415 |
1 0,8 |
10,16 8,13 |
10,3 8,21 |
10,3 8,24 |
10,2 8,16 |
|
Л-3 |
|
560 |
1 0,8 |
13,71 10,97 |
13,84 11,07 |
13,9 11,12 |
13,71 11,01 |
|
Л-4 |
|
183 |
1 0,8 |
4,48 3,58 |
4,52 3,62 |
4,54 3,63 |
4,5 3,6 |
|
Л-5 |
|
135 |
1 0,8 |
3,3 2,64 |
3,34 2,67 |
3,35 2,68 |
3,32 2,65 |
|
Л-5а |
285 |
1 0,8 |
6,98 5,58 |
7,04 5,64 |
7,07 5,61 |
7,01 5,6 |
|
|
Л-5б |
415 |
1 0,8 |
10,17 8,13 |
10,26 8,21 |
10,3 8,24 |
10,2 8,16 |
|
|
Л-6 |
|
326 |
1 0,8 |
7,98 6,38 |
8,06 6,45 |
8,09 6,47 |
8,01 6,41 |
|
Л-6а |
106 |
1 0,8 |
2,59 2,01 |
2,62 2,1 |
2,63 2,11 |
2,61 2,08 |
|
|
Л-7 |
|
426 |
1 0,8 |
10,41 8,34 |
10,53 8,42 |
10,57 8,46 |
10,47 8,38 |
|
Л-7а |
372 |
1 0,8 |
9,11 7,28 |
9,1 7,36 |
9,23 7,39 |
9,14 7,32 |
|
|
Л-8 |
|
234 |
1 0,8 |
5,71 4,58 |
5,78 4,63 |
5,81 4,65 |
5,75 4,6 |
|
Л-8а |
374 |
1 0,8 |
9,15 7,32 |
9,25 7,46 |
9,28 7,43 |
9,19 7,35 |
|
|
Л-9 |
|
214 |
1 0,8 |
5,24 4,19 |
5,29 4,23 |
5,31 4,25 |
5,26 4,21 |
|
Л-9а |
354 |
1 0,8 |
8,67 6,93 |
8,75 7 |
8,79 7,03 |
8,7 6,96 |
|
|
Л-10 |
|
165 |
1 0,8 |
4,04 3,23 |
4,03 3,26 |
4,09 3,28 |
4,04 3,24 |
|
Л-10а |
115 |
1 0,8 |
2,81 2,25 |
2,84 2,27 |
2,85 2,28 |
2,83 2,26 |
|
|
Л-11 |
|
332 |
1 0,8 |
8,13 6,5 |
8,21 6,56 |
8,24 6,59 |
8,16 6,53 |
|
Л-11а |
402 |
1 0,8 |
9,84 7,87 |
9,94 7,95 |
9,98 7,98 |
9,88 7,91 |
|
|
Л-12 |
|
115 |
1 0,8 |
2,81 2,25 |
2,84 2,27 |
2,85 2,28 |
2,83 2,26 |
|
Л-13 |
|
340 |
1 0,8 |
8,32 6,66 |
8,4 6,72 |
8,44 6,75 |
8,36 6,69 |
|
Л-14 |
|
280 |
1 0,8 |
6,85 5,48 |
6,92 5,58 |
6,95 5,56 |
6,88 5,51 |
|
Л-15 |
|
446 |
1 0,8 |
10,92 8,73 |
11,02 8,82 |
11,07 8,86 |
10,96 8,77 |
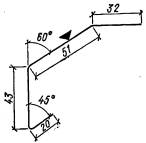
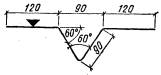
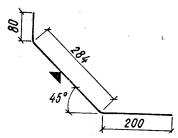
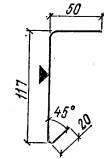
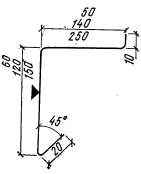
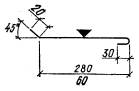
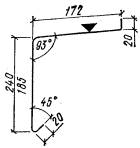
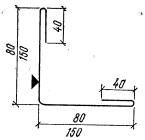
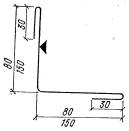
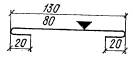
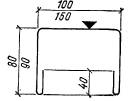
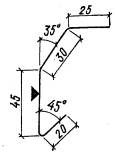
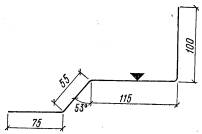
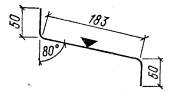
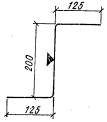
* Значком ▼ обозначена лицевая сторона элемента.
** Длина элемента 3000 мм.
Пример условного обозначения погонажного изделия Л-1, изготовленного из стали марки Ст3кп I класса покрытия по ГОСТ 14918-69 толщиной 0,8 мм и длиной 3000 мм с односторонним покрытием краской ОД-ХВ-221:
|
Л-1 |
Ст3кп 1 ГОСТ 14918-69 0,8´3000 |
ТУ 67-261-79. |
|
1 ОД-ХВ-221 |
Пример условного обозначения погонажного изделия Л-1, изготовленного из стали марки Б Ст3пс 2-й категории, 2-й группы по ГОСТ 16523-70 толщиной 0,8 мм и длиной 3000 мм с двусторонним покрытием грунтовкой ЭП-0140:
|
Л-1 |
БСт3пс2-2 ГОСТ 16523-70 0,8´3000 |
ТУ 67-261-79 |
|
2 2П-0140 |
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Погонажные изделия должны соответствовать требованиям настоящих ТУ и чертежам завода-изготовителя.
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.2. Материал основы:
сталь тонколистовая оцинкованная с непрерывных линий по ГОСТ 14918-69 группы Б, I класса покрытия марки Ст3кп по ГОСТ 380-71 нормальной точности по ГОСТ 19904-74; сталь листовая углеродистая обыкновенного качества общего назначения 2-й категории, 2-й группы, нормальной вытяжки по ГОСТ 16523-70 марки Б ст3кп или Б ст3пс по ГОСТ 380-71,
1.3. Материал покрытия:
краска ОД-ХВ-221 по ТУ 6-10-1606-77; грунтовая ЭП-0140 по ТУ 6-10-1563-76; суспензии марок Ф-2СД и Ф-2МСД по ТУ 6-10-041-645-77.
1.4. Погонажные изделия изготавливают длиной до 3000 мм, толщиной 0,8 и 1 мм.
Примечание. По согласованию между поставщиком и потребителем возможно изготовление изделий толщиной от 0,5 до 1 мм.
1.5. Размеры и вес погонажных изделий должны соответствовать настоящим ТУ и чертежам завода-изготовителя.
Примечание. При вычислении веса погонажных изделий плотность стали принята равной 7,85 г/см3, вес цинкового покрытия, нанесенного с двух сторон, принят 500 г/м2. Вес покрытия краской ОД-ХВ-221 - 55-70 г/м2, грунтовкой ЭП-0140 - 170-220 г/м2 из расчета на две стороны, фторопластом Ф-2СД, Ф-2МСД - 31 г/м2 из расчета на одну сторону, лаком ГФ-296 - 3,9 г/м2 из расчета на одну сторону,
1.6. Наибольший угол загиба равен 135°.
1.7. Допускаемые отклонения линейных размеров: по длине ±5 мм, остальные ±2 мм.
1.8. При одностороннем покрытии профилей защитно-декоративным покрытием нелицевая сторона защищается от коррозии алкидным лаком ГФ-296.
1.9. На поверхности погонажных изделий не допускается нарушений антикоррозионной защиты и отделочных слоев покрытия, кроме следов от прижимов, разметочных рисок, отдельных рисок механического происхождения и потертостей, не проникающих до металла.
1.10. На отдельных погонажных изделиях допускаются потертости, изменения цвета покрытия и налеты окиси цинка на поверхности общей площадью не более 5%.
1.11. Допускаемое отклонение угла загиба ±3°.
1.12. В партии допускается 5% изделий немерной длины.
1.13. Погонажные изделия поставляют в комплекте с панелями по спецификации заказчика.
1.14. Погонажные изделия поставляются за отдельную плату.
1.1.5. Вид, цвет и отделка покрытия согласовывается с заводом-изготовителем.
1.16. Упаковка погонажных изделий производится в тару, изготовленную по чертежам завода-изготовителя и обеспечивающую сохранность изделий от механических воздействий.
1.17. Маркировка тары производится в соответствии с требованиями ГОСТ 14192-77.
1.18. В тару с погонажными изделиями укладывается упаковочный лист, содержащий следующее: условное обозначение изделия; цвет покрытия; количество изделий; номер партии; штамп ОТК.
1.19. Каждая партия сопровождается сертификатом, содержащим следующие данные: наименование или товарный знак завода-изготовителя; наименование потребителя; условное обозначение изделий; цвет покрытия; номер партии; количество погонажных изделий в тоннах; заключение ОТК о соответствии погонажных изделий требованиям ТУ.
2. ПРАВИЛА ПРИЕМКИ
2.1. 3а партию принимаются изделия одного типоразмера, изготовленные по единой технологии с одинаковым защитно-декоративным покрытием в течение одной смены.
2.2. При приемке ОТК проверяет:
соответствие исходных материалов сертификатам или актам лаборатории;
соответствие изделий требованиям настоящих ТУ и чертежей.
2.3. Каждое погонажное изделие подвергается внешнему осмотру.
2.4. Контроль геометрических размеров производится выборочно на 10% изделий партии, но не менее трех изделий. При обнаружении отклонения от требований настоящих ТУ контролю подвергается удвоенное количество изделий. При выявлении брака при повторной проверке вся партия бракуется.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Внешний вид погонажных изделий проверяется без применения увеличительных приборов.
3.2. Геометрические размеры контролируются универсальным мерительным инструментом.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование погонажных изделий производится любым видом транспорта.
4.2. Хранение погонажных изделий производится в заводской упаковке в условиях, исключающих повреждение упаковки и попадание на них атмосферных осадков.
5. УСЛОВИЯ ЭКСПЛУАТАЦИИ
5.1. Не допускается использовать погонажные изделия в качестве несущих элементов конструкций.
5.2. При монтаже погонажных изделий не допускается применять усилия, которые могут вызвать изменение геометрических размеров и повреждение покрытия.
5.3. Крепление погонажных изделий производится по проекту. Резка погонажных изделий с полимерными покрытиями газопламенными резаками и соединение методом сварки не допускается.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Погонажные изделия должны быть приняты ОТК завода-изготовителя.
6.2. Завод-изготовитель гарантирует соответствие погонажных изделий требованиям настоящих ТУ при соблюдении потребителем условий хранения и эксплуатации.
Погонажные и нестандартные крепежные изделия завода «Электрощит» Минэнерго СССР
Ниже в табличной форме приведены основные характеристики комплектующих стальных изделий для стен зданий из трехслойных панелей, изготавливаемых по ТУ 34-13-17608-78 и ТУ 34-13-17609-78 Минэнерго СССР.
Вес элементов дан с учетом цинкового покрытия. По требованию заказчика элементы могут поставляться с дополнительной защитно-декоративной отделкой акрилсиликоновой эмалью, органозолем или пластизолем по ТУ 34-13-4630-76.
Погонажные элементы завода «Электрощит»
|
Наименование изделий |
Эскиз |
Чертеж |
Сечение заготовки, мм |
Вес, кг/пог. м |
|
Нащельник вертикальный А-1 |
|
8гк.342.038 |
98´1 |
0,8 |
|
Слив надоконный, подоконный и между" панелями А-2 |
|
8гк.333.028 |
218´1 |
1,8 |
|
Слив парапетный А-3 |
|
8гк.342.050 |
680´1 |
5,6 |
|
Нащельник угловой А-4 |
|
8гк.950.068 |
440´1 |
3,7 |
|
Шайба А-5 |
|
8гк.950.068 |
- |
0,03 |
|
Пластина прижимная А-6 |
|
8гк.156.486 |
55´3 |
0,06 |
|
Скоба слива А-7 |
|
8гк.141.352 |
205´2 |
0.13 |
|
Скоба углового нащельника А-8 |
|
8гк.141.353 |
352´3 |
0,33 |
|
Скоба парапетного слива А-9 |
|
8гк.141.354 |
575´4 |
1.8 |
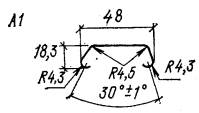
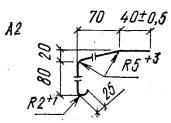
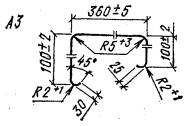
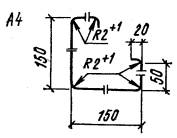
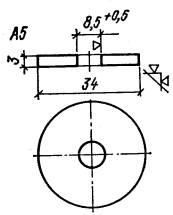
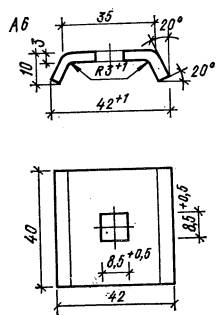
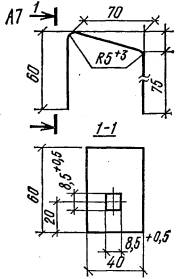
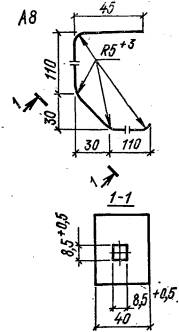
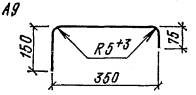
Погонажные изделия Орского завода металлоконструкций Минмонтажспецстроя СССР
Ниже в табличной форме приведены основные характеристики комплектующих стальных изделий для стен зданий из трехслойных панелей, изготавливаемых на Орском заводе по альбому, шифр ДП-77 (погонаж), разработанному институтом Гипроспецлегконструкция Минмонтажспецстроя СССР.
Таблица
Погонажные элементы Орского завода металлоконструкций
|
Наименование элемента |
Эскиз |
Марка |
Сечение заготовки, мм |
Вес, кг/пог. м |
|
Карниз |
|
Д-1 |
430´1 |
3,38 |
|
Карниз |
|
Д-2 |
340´1 |
2,65 |
|
Парапетный элемент |
|
Д-3 |
230´1 |
1,79 |
|
Фартук |
|
Д-4 |
630´1 |
4,91 |
|
Слив |
|
Д-5 |
100´1 |
0,78 |
|
Слив |
|
Д-6 |
125´1 |
0,97 |
|
Слив |
|
Д-7 |
160´1 |
1,24 |
|
Слив |
|
Д-8 |
185´1 |
1,44 |
|
Слив |
|
Д-9 |
192´1 |
1,5 |
|
Слив |
|
Д-10 |
222´1 |
1,74 |
|
Анкерная скоба |
|
Д-11 |
110´2 |
1,71 |
|
Анкерная скоба |
|
Д-12 |
140´2 |
2,19 |
|
Нащельник |
|
Д-13 |
50´1 |
0,39 |
|
Нащельник |
|
Д-14 |
80´1 |
0,47 |
|
Нащельник |
|
Д-15 |
80´1 |
0,62 |
|
Уголок |
|
Д-16 |
190´4 |
5,92 |
|
Уголок |
|
Д-17 |
100´4 |
2,9 |
|
Пластина |
|
Д-18 |
60´1 |
0,47 |
|
Пластина |
|
Д-19 |
50´3 |
1,17 |
|
Уголок |
|
Д-20 |
85´3 |
1,98 |
|
Слив |
|
Д-21 |
178´1 |
1,4 |
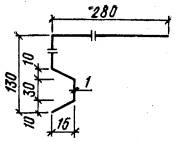
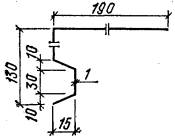
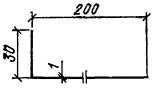
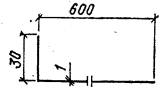
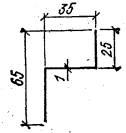
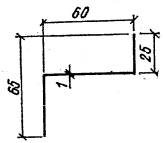
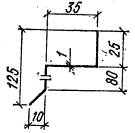
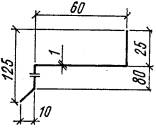
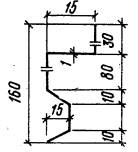
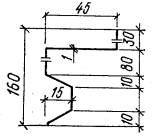
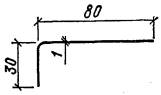
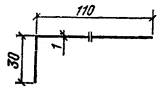
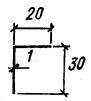
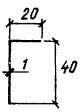
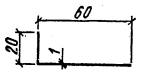

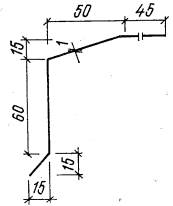
Примечание. Вес элементов дан с учетом цинкового покрытия.
5. КРАШЕНЫЙ РУЛОННЫЙ ЛИСТ
Металл рулонный с декоративно-антикоррозионным покрытием
Технические условия
ТУ 34-13-4630-76
(с изменением № 1 от 31.07.1978 г.)
Срок введения с 06.02.1977 г.
Срок действия до 06.02.1982 г.
Настоящие Технические условия (ТУ) распространяются на металл рулонный с декоративно-антикоррозионным покрытием (в дальнейшем «окрашенный металл») и устанавливают технические требования к изготовлению, контролю, приемке и поставке.
Окрашенный металл предназначен для изготовления гофрированных профилей, трехслойных стеновых и кровельных панелей с утеплителем из пенополиуретана и других изделий для промышленного и энергетического строительства.
Изготовитель - Куйбышевский завод «Электрощит».
Пример условного обозначения:
для оцинкованной стали с покрытием акриловой эмалью лицевой стороны и алкидным лаком обратной стороны
|
Ц1´1100 |
АС |
|
Л |
для оцинкованной стали с двусторонним покрытием органозолем
|
Ц1´1250 |
О |
|
О |
для алюминия с покрытием акрилсиликоновой эмалью лицевой стороны и без покрытия обратной стороны
|
А1´1250 |
АС |
|
Н |
Примечание. Индексы Ц, А указывают наименования металла: Ц - тонколистовая оцинкованная сталь, А - алюминий него сплавы; 0,8-1 - толщина, мм; 1000, 1100, 1250 - ширина полосы, мм;
индексы О, АС, Л указывают наименования покрытий: О - органозоль, АС - акриловые и акрилсиликоновые эмали, Л - алкидный лак;
индекс Н указывает отсутствие покрытия алкидным лаком обратной стороны полосы,
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Окрашенный металл должен соответствовать требованиям настоящих ТУ.
1.2. Основные размеры окрашенного металла должны соответствовать данным в табл. 1.
Таблица 1
|
Наименование металлоосновы |
Толщина полосы, мм |
Ширина полосы, мм |
|
Сталь рулонная оцинкованная по ГОСТ 14918-69, группа Б, I класса покрытия |
0,8 |
1000 |
|
То же |
1 |
1100; 1250 |
|
Лента рулонная из алюминиевого сплава АМГ2М по ОСТ 1-92006-71 |
0,8 |
1000 |
|
То же |
1 |
1100; 1250 |
Примечания: 1. Отклонения по ширине и толщине металлоосновы должны соответствовать требованиям стандартов на исходный металл.
2. Окрашенный металл может изготавливаться следующих размеров: 0,6´1000; 0,6´1100; 0,6´1250; 0,8´1100; 0,8´1250 после освоения металлургической промышленностью производства рулонного металла указанных размеров.
1.3. Металлическая полоса покрывается:
акриловыми эмалями АС-5122, АС-5122Г и акрилсиликоновыми эмалями АС-1171, AG-1171A, АС-1171-Г, АС-1171АГ по ТУ 6-10-11-28-27-74, органозолем ОД-ХВ-221 по ТУ 6-10-11-7-13-74 с одной или двух сторон;
алкидным лаком ГФ-296Г, ГФ-296ПГ по ТУ 6-10-11-1-21-74 с обратной стороны полосы при одностороннем покрытии акриловыми, акрилсиликоновыми эмалями и органозолем.
Примечания: 1. До освоения серийного производства органозолей в качестве основного покрытия будут использоваться акриловые и акрилсиликоновые эмали.
2. Допускается применение других покрытий, удовлетворяющих техническим требованиям настоящих ТУ, предъявляемым к покрытиям на основе акриловых, акрилсиликоновых эмалей или органозолей по согласованию с заводом-изготовителем.
3. Цвет и блеск покрытия должны согласовываться заказчиком с заводом-изготовителем..
4. Обратная сторона полосы при одностороннем покрытии эмалями и органозолем может быть без покрытия алкидным лаком.
1.4. Органозоль наносится по грунтовке АК-0138 по ТУ 6-10-11-6-13-74, акриловые и акрилсиликоновые эмали - по грунту ЭП-0200 по ТУ 6-10-11-18-27-74. Толщина сухой пленки грунта- 4-5 мкм.
1.5. Основные параметры покрытий должны соответствовать указанным в табл. 2.
Таблица 2
|
Показатель |
Величина |
||
|
Покрытие |
|||
|
О |
АС |
л |
|
|
Внешний вид покрытия |
Поверхность однотонная гладкая. Допускаются отдельные незначительные потеки и неровности, не влияющие на защитные свойства лакокрасочных покрытий и качество внешнего вида |
||
|
Цвет покрытия |
Белый, серый, бирюзовый, голубой по ТУ 6-10-11-28-27-74 для акриловых и акрилсиликоновых эмалей. |
||
|
|
Белый по ТУ 6-10-11-7-13-74 для органозоля |
||
|
Номинальная толщина покрытия, мкм |
50 |
25 |
5 |
|
Отклонения по толщине покрытия, % |
±20 |
±20 |
±20 |
|
Прочность пленки при ударе, кг×см, не менее |
50 |
30-50 |
- |
|
Прочность пленки при изгибе «Т» |
0,5Т |
2-3Т |
- |
Примечание. Верхнее значение прочности пленки при ударе и при изгибе для акриловых и акрилсиликоновых эмалей относится для стали и алюминия, а нижнее - для оцинкованной стали.
1.6. Вес одного рулона стали с покрытием должен быть не более 10 т, алюминия с покрытием - не более 3,5 т. Внутренний диаметр рулона 600+40 мм, наружный диаметр - не более 1500 мм.
1.7. Рулон может состоять из отдельных кусков. При этом длина куска должна быть не менее двух метров, количество кусков - не более 5.
1.8. Допускается поставка рулонного металла с непокрытыми участками по всей ширине листа общей длиной их не более 5% длины листа в рулоне.
комплектность
1.9. В комплект поставки входят: рулоны окрашенного металла и товаросопроводительная документация, включающая:
сертификат качества - 3 экземпляра;
упаковочный лист - 3 экземпляра.
маркировка
1.10. Каждый рулон окрашенного металла должен иметь бирку с указанием на ней наименования и товарного знака предприятия-изготовителя; условного обозначения продукции; вес рулона; клейма ОТК; номера настоящих ТУ.
упаковка
1.11. Рулон должен быть перевязан в трех местах мягкой металлической лентой по ГОСТ 19904-74.
2. ПРАВИЛА ПРИЕМКИ
2.1. Окрашенный металл должен быть подвергнут приемо-сдаточным испытаниям и принят ОТК завода-изготовителя.
2.2. Рулоны окрашенного металла должны предъявляться к приемке партиями. Партия должна состоять из продукции, выпускаемой по единой технологии, с одинаковыми покрытиями и одного размера. Вес партии - не более 200 т.
2.3. При приемке окрашенного металла ОТК обязан проверить: соответствие окрашенного металла требованиям настоящих ТУ; наличие технической и сопроводительной документации, отправляемой заказчику.
Примечание. К проверке предъявляются не менее 10% рулонов окрашенного металла от партии.
2.4. Контроль качества готовой продукции производится по внешнему виду покрытия, цвету пленки, толщине покрытия, адгезии покрытия, прочности пленки при изгибе и ударе.
3. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИИ
3.1. Образцы для контрольных испытаний отбираются от каждого десятого рулона обрезанием листа ножницами на выходе линии в количестве не менее трех образцов длиной 20 см.
3.2. Внешний вид покрытия определяется визуально. Покрытия осматривают при дневном или искусственном рассеянном свете на расстоянии около 0,3 м от предмета осмотра.
3.3. Цвет пленки проверяется визуально сравнением с эталоном при естественном рассеянном свете.
3.4. Измерение толщины покрытия производится электронным толщиномером. Для тисненых поверхностей может быть использован микрометр по ГОСТ 6507-78. При использовании микрометра измерение производится в следующем порядке:
измеряется толщина листа с покрытием с двух сторон;
измеряется толщина листа после удаления покрытия с одной из сторон;
измеряется толщина листа без покрытия.
Толщина покрытия определяется в виде разности показаний.
3.5. Адгезия пленки проверяется следующим образом:
на пластинке с покрытием наносится решетка по ГОСТ 15140-78;
затем на прессе Эриксена производится вытяжка на глубину не менее 7 мм. При этом не должно быть отслаивания квадратов, края надрезов должны быть ровными.
3.6. Прочность пленок на изгиб определяется методом изгиба «Т». Прочность пленки при изгибе «Т» определяется в тисках. Пластинку с покрытием изгибают на 2-3 см от края на 180° (испытываемое покрытие сверху). Состояние пленки после изгиба рассматривают с помощью лупы (увеличение десятикратное). Если на поверхности покрытия нет трещин, то прочность пленки при изгибе 0Т (отсутствие трещин). Если на сгибе имеются трещины, то пластинку изгибают в том же направлении вторично вокруг кромки загнутой полоски металла. Снова смотрят состояние пленки после изгиба, при этом радиус изгиба составляет половину толщины металлической пластины (0,5 Т). Изгиб пластинки необходимо повторять до тех пор, пока на изгибе не будет поверхностных трещин.
3.7. Прочность пленки при ударе определяется по ГОСТ 4765-73 на приборе У-1, У-1А.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование рулонов окрашенного металла производится железнодорожным, водным и автомобильным транспортом.
4.2. Транспортирование рулонов должно производиться на подкладках из древесины хвойных пород не ниже 3-го сорта, по ГОСТ 8486-66.
4.3. Хранение окрашенного металла должно производиться в условиях, исключающих попадание на него атмосферных осадков, влаги и прямых солнечных лучей.
5. ГАРАНТИИ ПОСТАВЩИКА
5.1. Поставщик гарантирует соответствие окрашенного металла требованиям настоящих ТУ при соблюдении потребителем условий транспортирования и хранения.
Сталь рулонная холоднокатаная с декоративно-антикоррозионным покрытием
Технические условия
Срок введения с 01.02.1978 г.
Настоящие Технические условия (ТУ) распространяются на сталь рулонную холоднокатаную С декоративно-антикоррозионным лакокрасочным покрытием (в дальнейшем «черный окрашенный металл») и устанавливают технические требования к изготовлению, контролю, приемке и поставке.
Черный окрашенный металл предназначается для изготовления профилей гофрированных с размерами по ТУ 34-13-5914-79, используемых в неагрессивных и слабоагрессивных средах для сооружения утепленной кровли, временных торцов ТЭЦ и ГРЭС, а также для внутренних обшивок стеновых и кровельных панелей по размерам в ТУ 34-13-17609-78 с утеплителями на основе органических соединений.
Изготовитель - Куйбышевский завод «Электрощит».
Пример условного обозначения:
покрытие меламино-алкидной эмалью лицевой стороны и алкидным лаком обратной стороны
|
С 0,8´1000 |
МЛ |
; |
|
Л |
покрытие меламино-алкидной эмалью лицевой стороны и органозолем обратной стороны
|
С 0,8´1100 |
МЛ |
; |
|
О |
покрытие акрилсиликоновой эмалью лицевой стороны и алкидным лаком обратной стороны
|
С 1,0´1250 |
АС |
; |
|
Л |
покрытие акриловой эмалью лицевой стороны и органозолем обратной стороны
|
С 1,0´1250 |
А |
; |
|
О |
Примечания:
Индекс С - холоднокатаная сталь; 0,8; 1,0 - толщина, мм; 1000, 1100, 1250 -
ширина полосы, мм; индексы О, АС, МЛ, Л указывают наименования
декоративно-антикоррозионного покрытия: О - органозоль, А - акриловые эмали, АС
- акрилсиликоновые эмали, МЛ - меламино-алкидная эмаль, Л - алкидный лак;
лицевая сторона покрывается акриловыми, акрилсиликоновыми и меламино-алкидными
эмалями, обратная - органозолем и алкидным
лаком; рулонный металл с покрытиями системы ![]() применяется в
дальнейшем для изготовления трехслойных панелей по ТУ
34-13-17609-78, с покрытиями
применяется в
дальнейшем для изготовления трехслойных панелей по ТУ
34-13-17609-78, с покрытиями ![]() - для изготовления
профилей гофрированных по ТУ
34-13-5914-79.
- для изготовления
профилей гофрированных по ТУ
34-13-5914-79.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Черный окрашенный металл должен соответствовать требованиям настоящих ТУ.
1.2. Основные размеры окрашенного металла должны соответствовать данным табл. 1.
Таблица 1
|
Наименование металла |
Толщина полосы, мм |
Ширина полосы, мм |
|
Сталь рулонная холоднокатаная по ГОСТ 19904-74 марки БСт3пс или ВСт3кп по ГОСТ 380-71* |
0,8 |
1000 |
|
То же |
1 |
1100; 1250 |
|
Сталь рулонная тонколистовая кровельная холоднокатаная марки по ГОСТ 17715-72 |
0,8 |
1000 |
Примечания: 1. Отклонения по ширине и толщине металлоосновы должны соответствовать требованиям стандартов на исходный металл. 2. Окрашенный металл может изготовляться следующих размеров: 0,6´1000; 0,6´1100; 0,6´1250; 0,7´1000; 0,7´1100; 0,7´1250; 0,8´1100; 0,8´1250 после освоения металлургической промышленностью производства металла указанных размеров,
1.3. Металлическая полоса покрывается:
акриловыми эмалями АС-5122, АС-5122Г, акрилсиликоновыми эмалями АС-1171, АС-1171А, АС-1171Г, АС-1171АГ по ТУ 6-10-11-28-27-74 с лицевой стороны;
меламино-алкидными эмалями МЛ-12 по ГОСТ 9754-76 с лицевой стороны;
органозолем ОД-ХВ-221 по ТУ 6-10-11-7-13-74 с обратной стороны;
алкидным лаком ГФ-296Г, ГФ-296ПГ по ТУ 6-10-11-1-21-74 с обратной стороны.
Примечания: 1. Допускается применение других покрытий, удовлетворяющих техническим требованиям настоящих ТУ, предъявляемым к покрытиям на основе акриловых, акрилсиликоновых и меламино-алкидных эмалей или органозолей, а также полимерных пленок на основе поливинилхлорида и поливинилиденфторида по согласованию с заводом-изготовителем; 2. Цвет и блеск покрытий, рисунок и цвет пленки должны согласовываться заказчиком с заводом-изготовителем.
1.4. Меламино-алкидные, акриловые и акрилсиликоновые эмали наносятся по грунту ЭП-0200 по ТУ 6-10-11-18-27-74, органозоль - по грунтовке АК-0138 по ТУ 6-10-11-6-13-74. Толщина сухой пленки грунта - 4-5 мкм. Алкидный лак наносится без грунта.
1.5. Основные параметры покрытий должны соответствовать указанным в табл. 2.
Таблица 2
|
Показатель |
Величина |
|||
|
Покрытие |
||||
|
О |
АС |
МЛ |
Л |
|
|
Внешний вид покрытия |
Поверхность однотонная гладкая Допускаются отдельные незначительные потеки и неровности, не влияющие на защитные свойства лакокрасочных покрытий и качество внешнего вида |
|||
|
Цвет покрытия |
Белый, серый, бирюзовый, голубой по ТУ 6-10-11-28-27-74 для акриловых и акрилсиликоновых эмалей Белый по ТУ 6-10-11-7-13-74 для органозоля |
|||
|
|
Цвет для меламино-алкидных эмалей по ГОСТ 9754-76 |
|||
|
Номинальная толщина покрытия, мкм |
50 |
25 |
25 |
5 |
|
Отклонения по толщине покрытия, % |
±10 |
±10 |
±10 |
±30 |
|
Прочность пленки при обратном ударе, кг-см, не менее |
50 |
50 |
50 |
- |
|
Прочность пленки при изгибе «Т» |
0,5Т |
2¸3Т |
2¸3Т |
- |
1.6. Вес одного рулона стали с покрытием должен быть не более 10 т. Внутренний диаметр рулона 600+40 мм, наружный диаметр не более 1500 мм.
Пп. 1.7-4.3 см. в ТУ 34-13-4630-76.
5. ГАРАНТИИ ПОСТАВЩИКА
Окрашенный металл должен быть принят отделом технического контроля предприятия-поставщика.
Поставщик гарантирует соответствие окрашенного металла требованиям настоящих ТУ при соблюдении потребителем условий транспортирования и хранения, установленных ТУ.
Гарантированный срок службы с покрытием акриловыми эмалями - 5 лет, акрилсиликоновыми эмалями - 10 лет при эксплуатации в условиях умеренного климата.
Алюминий рулонный и его сплавы с защитно-декоративными органическими покрытиями
Технические условия
Срок введения с 31.12.1978 г.
Срок действия до 31.12.1983 г.
Настоящие Технические условия (ТУ) распространяются на алюминий рулонный и его сплавы с защитно-декоративными органическими покрытиями (в дальнейшем «окрашенный алюминий и алюмопласт») и устанавливают технические требования к изготовлению, контролю, приемке и поставке.
Окрашенный алюминий и алюмопласт предназначается для изготовления гнутых профилей, штамповок, гофрированных листов, трехслойных стеновых и кровельных панелей с утеплением из пенополиуретана и других изделий для гражданского, промышленного и энергетического строительства, в конструкциях различных видов транспорта, в радиотехнической промышленности, для изготовления предметов народного потребления.
Изготовитель - Куйбышевский завод «Электрощит».
При заказе условным обозначением указывается марка сплава, его состояние, толщина, ширина материала, тип покрытия, дву- или одностороннее нанесение.
Пример условного обозначения:
для алюминия с покрытием акрилсиликоновой эмалью лицевой стороны и без покрытия обратной стороны
|
АД1М 1´25 |
АС |
или АС |
|
Н |
||
|
АМг2М 1´250 |
АС |
; |
|
Н |
для алюминия с покрытием органозолем лицевой стороны и с покрытием обратной стороны алкидным лаком
|
АМг2М 0,8´1100 |
О |
; |
|
Л |
для алюминия с покрытием пластизолем лицевой стороны и без покрытия обратной стороны алкидным лаком
|
АД 1М 1,0´1250 |
П |
; |
|
М |
алюмопласт - алюминий с наклеенной на него поливинилхлоридной пленкой
|
АМг2М 1,0´1250 |
ПВХ |
. |
|
Н |
Примечание. Индексы О, АС, ПВХ, Л указывают наименование покрытий: О - органозоль, АС - акриловая и акрилсиликоновая эмали, Л - лак алкидный, ПВХ - поливинилхлоридная пленка; индекс Н указывает отсутствие покрытия алкидным лаком с обратной стороны; 0,8¸1 - толщина лент, мм; 1000, 1100, 1250 - ширина полосы, мм.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Окрашенный алюминий и алюмопласт должен соответствовать требованиям настоящих ТУ.
1.2. Основные размеры окрашенного алюминия и алюмопласта должны соответствовать данным табл. 1.
Таблица 1
|
Наименование металлоосновы |
Толщина полосы, мм |
Ширина полосы, мм |
|
Лента рулонная из алюминия АД, АД1 и сплавов АМЦ, АМг2, Д16 по ОСТ 1-92006-71 |
0,6¸1,2 |
1000, 1100, 1250 |
Примечания: 1. Отклонения по ширине и толщине металлоосновы должны соответствовать требованиям стандартов на исходный металл.
2. Окрашенный металл может изготовляться следующих размеров:
|
0,6´1000 0,8´1000 1´1000 1,2´1000 |
0,6´1100 0,8´1100 1´1100 1,2´1100 |
0,6´1250 0,8´1250 1´1250 1,2´1250 |
3. Допускаются другие типоразмеры окрашенного металла по согласованию с заводом-изготовителем.
1.3. Алюминиевая полоса покрывается:
акриловыми эмалями АС-5122, АС-5122г по ТУ 6-10-12-84-76;
акрилсиликоновыми эмалями АС-1171, АС-1171А, АС-1171Г АС-1171АГ по ТУ 6-10-12-85-76;
органозолем ОД-ХВ-221 по ТУ 6-10-16-06-77;
алкидным лаком ГФ-296г, ГФ-296пг по ТУ 6-10-11-1-21-74 с обратной стороны полосы при одностороннем покрытии акриловыми, акрилсиликоновыми эмалями и органозолем;
поливинилхлоридной (ПВХ) пленкой по ГОСТ 9998-74*, ТУ 400-1-461-73, ТУ 6-05-1757-76.
Примечания: 1. Допускается применение других покрытий, удовлетворяющих техническим требованиям настоящих ТУ, предъявляемым к покрытиям на основе акриловых, акрилсиликоновых эмалей, органозолей или полимерных пленок по согласованию с заводом-изготовителем. 2. Цвет, блеск покрытия, рисунок и цвет поливинилхлоридной (ПВХ) пленки должны согласовываться заказчиком с заводом-изготовителем. 3. Обратная сторона полосы при одностороннем покрытии эмалями и органозолем может быть без покрытия алкидным лаком.
1.4. Органозоль наносится по грунтовке АК-0138 по ТУ 6-10-15-91-77, акриловые и акрилсиликоновые эмали - по грунту ЭП-0200 по ТУ 6-10-11-18-27-74. Толщина сухой пленки грунта - 4-5 мкм.
1.5. Пленка ПВХ наносится по клеевому слою марки ВИЛАД-6К, приготовленному из компонентов А-6К (ТУ 6-05-221-270-73) и полиизоционата (ТУ 6-03-375-75). Толщина сухого клеевого слоя должна быть 10-15 мкм.
1.6. Основные параметры покрытий должны соответствовать указанным в табл. 2 и 3.
Таблица 2
|
Показатель |
Величина |
||
|
покрытия |
|||
|
О |
АС |
Л |
|
|
Внешний вид покрытия |
Поверхность однотонная, гладкая. Допускаются отдельные незначительные подтеки и неровности, не влияющие на защитные свойства лакокрасочных покрытий и качество внешнего вида |
||
|
Цвет покрытия |
Белый, серый, бирюзовый, голубой по ТУ 6-10-11-28-27-74 для акриловых и акрилсиликоновых эмалей |
||
|
|
Белый по ТУ 6-10-16-06-77 для органозоля |
||
|
Номинальная толщина покрытия, мкм |
60 |
25 |
5 |
|
Отклонения по толщине покрытия, % |
±20 |
±20 |
±20 |
|
Прочность пленки при ударе, кг×см, не менее |
50 |
50 |
- |
|
Прочность пленки при изгибе, «Т» |
0,5Т |
3Т |
- |
Примечание. Допускаются другие цвета покрытий по согласованию с заводом-изготовителем.
Таблица 3
|
Показатель |
Величина |
|
Покрытие ПВХ |
|
|
Внешний вид покрытия |
Поверхность однотонная или с рисунком, гладкая или тисненая |
|
Цвет покрытия |
От пастельных тонов до темных, имитация дерева, камня, ткани |
|
Номинальная толщина |
По ГОСТ 9998-74 или ТУ 400-1-461-73, ТУ 6-05-1757-76 |
|
Отклонения по толщине покрытия, % |
По ГОСТ 9998-74 или ТУ 400-1-461-73, ТУ 6-05-1757-76 |
|
Адгезия пленки: |
|
|
при решетчатом надрезе и вытяжке на прессе Эриксена на глубину не менее 7 мм |
Не должно быть отслаивания пленки по диагональному надрезу |
|
на отслаивание по методике ТРосв. 135-35-74 |
Не менее 2 кг/см на расстоянии более 50 мм от края рулона |
|
Прочность пленки при изгибе «Т» |
ОТ |
1.7. Вес одного рулона алюминия с покрытием не должен быть более 3,5 т. Внутренний диаметр рулона 600+40 мм, наружный диаметр - не более 1500 мм.
1.8. В рулонах при толщине ленты 1 мм и менее допускается не более четырех обрывов.
1.9. Допускаются на поверхности окрашенного металла отдельные риски, потертости, царапины глубиной не более толщины защитно-декоративного покрытия.
Пп. 1.10.-3.7 см. в ТУ 34-13-4630-76.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование рулонов окрашенного металла и алюмопласта производится железнодорожным, водным и автомобильным транспортом,
4.2. Рулоны окрашенной ленты поставляются, как и алюминиевые неокрашенные рулоны, завернутыми по диаметру и с защитой торцов одним или несколькими слоями водонепроницаемой бумаги по ГОСТ 8828-75*. Рулоны транспортируются на деревянных подкладках из древесины хвойных пород не ниже 3-го сорта по ГОСТ 8486-66 с металлическими креплениями конструкции завода-изготовителя.
4.3. Хранение окрашенного металла должно производиться в условиях, исключающих попадание на него осадков, влаги и прямых солнечных лучей.
4.4. Способы погрузки, транспортирования и разгрузки рулонов должны гарантировать сохранность их от коррозии и механических повреждений.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Окрашенный металл и алюмопласт должен быть принят отделом технического контроля завода-изготовителя.
5.2. Поставщик гарантирует соответствие окрашенного металла и алюмопласта требованиям настоящих ТУ при соблюдении потребителем условий транспортирования и хранения, установленных техническими условиями.
5.3. Гарантийный срок устанавливается: 5 лет для алюмопласта при применении внутри отапливаемых помещений, 5 лет для окрашенного алюминия при применении в условиях умеренного климата для наружных конструкций.
Сталь холоднокатаная с защитно-декоративным лакокрасочным покрытием
Технические условия
ТУ 67-262-79
Срок введения с 01.12.1979 г.
Срок действия до 01.12.1984 г.
Настоящие Технические условия (ТУ) распространяются на сталь холоднокатаную с защитно-декоративным лакокрасочным покрытием, предназначенную для изготовления строительных ограждающих конструкций.
Пример условного обозначения рулонной холоднокатаной стали марки БСт3кп 2-й категории, 2-й группы по ГОСТ 16523-70 толщиной 1 мм, шириной 1250 мм с односторонним покрытием краской ОД-ХВ-221:
|
Ст. рул. |
Б Ст3кп 2 - 2 ГОСТ 16523-70 |
|
1,0´1250 1 ОД-ХВ-221 ТУ 67-262-79 |
Пример условного обозначения листовой холоднокатаной стали марки БСт3кп 2-й категории, 2-й группы по ГОСТ 16523-70 толщиной 0,8 мм, шириной 1100 мм и длиной 3000 мм с двусторонним покрытием грунтовкой ЭП-0140:
|
Ст. лист |
Б Ст3кп 2 - 2 ГОСТ 16523-70 |
|
0,8´1100´3000 2 ЭП-0140 ТУ 67-262-79 |
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Сталь холоднокатаная с защитно-декоративным лакокрасочным покрытием должна соответствовать требованиям настоящих ТУ.
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.2. Материал основы - сталь листовая углеродистая обыкновенного качества общего назначения 2-й категории, 2-й группы, нормальной вытяжки по ГОСТ 16523-70 марки БСт3кп или БСт3пс по ГОСТ 380-71*.
1.3. Материал покрытия:
краска ОД-ХВ-221 по ТУ 6-10-1606-77, по грунтовке АК-0138, по ТУ 6-10-1591-77 или грунтовке КЧ-0189 по ТУ 6-10-1688-78;
грунтовка ЭП-0140 по ТУ 6-10-1563-76;
суспензии фторопласта Ф-2СД и Ф-2МСД по ТУ 6-10-041-645-77.
1.4. Нелицевая сторона полосы в случае одностороннего покрытия защищается от коррозии лаком ГФ-296, ТУ 6-10-1490-75 толщиной пленки 6-10 мкм.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.5. Сталь с защитно-декоративным лакокрасочным покрытием поставляется толщиной 0,8; 0,9; 1 мм.
1.6. Сталь поставляется в рулонах весом до 10 т с внутренним диаметром 600 мм и наружным диаметром не более 1500 мм, а также в листах длиной 3000 мм, весом пакета до 10 т.
1.7. Предельные отклонения по длине листовой стали не должны превышать плюс 20 мм.
1.8. Телескопичность рулона не должна превышать 40 мм.
ХАРАКТЕРИСТИКА ПОКРЫТИЯ
1.9. Цвет покрытия согласовывается между поставщиком и потребителем и оговаривается в спецификации.
1.10. На поверхности покрытия допускаются:
отдельные царапины, риски и кратеры, не проникающие до металла;
утолщения покрытия на кромках полосы до 10 мкм.
1.11. Свойства покрытия должны соответствовать требованиям и нормам, указанным в табл. 1.
Таблица 1
|
Показатель |
Вид покрытия |
Метод испытаний |
||||
|
краска ОД-ХВ-221 |
грунтовка ЭП-0140 |
суспензия Ф-2СД |
суспензия Ф-2МСД |
лак ГФ-296 |
||
|
Внешний вид пленки |
Поверхность ровная, гладкая без механических включений и пор |
По п. 3.2 |
||||
|
|
|
Допускается шагрень и незначительные кратеры |
|
|
|
|
|
Цвет пленки |
Белый, салатовый, голубой, серо-голубой, серый |
Красно-коричневый |
Непрозрачное покрытие от белого до бежевого цвета |
Бесцветное глянцевое покрытие |
По п. 3.2 |
|
|
Прочность пленки при обратном ударе, кг×см, не менее |
50 |
30 |
50 |
50 |
30 |
По ГОСТ 4765-73 пластинку помещают на наковальню накраской вниз |
|
Твердость пленки по карандашу, не менее |
В |
для самостоятельного покрытия НВ-В под покрытие эмалью Б-АС-1212 В-3В |
НВ |
НВ |
- |
По п. 3.3 |
|
Прочность пленки при изгибе «Т», не более |
1Т |
- |
1,5Т |
1,5Т |
- |
По п. 3.4 |
|
Прочность пленки при изгибе на конус |
- |
Допускается появление микротрещин при диаметре конуса менее 6 мм |
- |
- |
- |
По п. 3.5 |
|
Адгезия пленки при решетчатом надрезе и обратном ударе по прибору У-1А, кг×см, с применением липкой ленты |
50 |
- |
50 |
50 |
- |
По п. 3.6 |
|
Не должно быть отслаивания квадратов, края надрезов должны быть ровные |
|
Не должно быть отслаивания квадратов, края надрезов должны быть ровные |
- |
- |
||
|
Адгезия пленки при решетчатом надрезе с применением липкой ленты |
- |
Не должно быть отслаивания квадратов, края надрезов должны быть ровные |
- |
- |
- |
По п. 3.7 |
|
Толщина покрытия, мкм |
40-50 |
66-86 |
26-40 |
26-40 |
6-10 |
По п. 3.8 |
УПАКОВКА И МАРКИРОВКА
1.12. Упаковка стали с покрытием производится по чертежам завода-изготовителя и должна обеспечивать защиту от механических повреждений и загрязнения при транспортировании.
1.13. Каждый рулон или пакет снабжается биркой с обозначением:
товарного знака или наименования завода-изготовителя; условного обозначения стали; цвета покрытия; номера партии; номера рулона или пакета; размеров; веса нетто; процент общей длины дефектных участков; штампа ОТК.
2. ПРАВИЛА ПРИЕМКИ
2.1. Приемка стали производится партиями. Партия должна состоять из продукции, выпущенной по единой технологии, с одинаковым покрытием, одного типоразмера.
Размер партии не должен превышать сменную выработку продукции.
2.2. Проверка на соответствие стали с покрытием требованиям технических условий осуществляется приемо-сдаточным контролем.
2.3. Лабораторном испытаниям на соответствие толщины покрытия, адгезии и твердости по карандашу подвергается 50% продукции; на соответствие остальным требованиям и нормам не менее 10%.
2.4. Проверке качества по внешнему виду подлежит 100% продукции.
2.5. Первый рулон партии подлежит лабораторным испытаниям в обязательном порядке.
2.6. В случае неудовлетворительных результатов при испытании образца от рулона проверке на соответствие требованиям и нормам подвергается удвоенное количество образцов от данного рулона.
2.7. В случае неудовлетворительных результатов при повторном испытании рулон бракуется и проверке на соответствие требованиям и нормам настоящих ТУ подвергается 100% продукции и бракуются рулоны, образцы от которых не выдержали лабораторных испытаний.
2.8. Партия стали с покрытием сопровождается паспортом, в котором указывается:
наименование или товарный знак завода-изготовителя;
дата изготовления и номер паспорта;
общее количество рулонов или пакетов в партии;
общий вес нетто;
номер заказа;
вид и цвет покрытия;
номер настоящих ТУ;
размеры и марка стали;
требования технических условий и следующие показатели: цвет покрытия; толщина покрытия; прочность пленки при обратном ударе; прочность пленки при изгибе «Т»; адгезия пленки при решетчатом надрезе и обратном ударе с применением липкой ленты; заключение отдела технического контроля предприятия-изготовителя о соответствии продукции требованиям настоящих ТУ.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. От каждого рулона, подлежащего лабораторным испытаниям, отрезается образец во всю ширину стальной полосы и длиной от 70 до 150 мм.
3.2. Внешний вид пленки определяется визуально без применения увеличительных приборов. Цвет пленки проверяется визуальным методом по ГОСТ 16873-78.
3.3. Твердость пленки определяется с помощью набора карандашей известной твердости (6В-5В-4В-3В-2В-В-НВ-F-Н-2Н-3Н-4Н-5Н-6Н).
Карандаш затачивается так, чтобы стержень выступал на 6 мм. Конец стержня шлифуется шкуркой шлифовальной бумажки по ГОСТ 6456-75 с зернистостью не более 12 так, чтобы отшлифованная поверхность стержня была перпендикулярной оси карандаша.
При определении твердости карандаш держат под углом 45° по отношению к поверхности покрытия и проводят линию на покрытий движением от себя с максимально возможным усилием, чтобы стержень не ломался. Каждое определение производится неиспользованным краем стержня на расстоянии не менее 20 мм от края образца.
Твердость пленки соответствует максимальной твердости карандаша, не нарушающего сплошность покрытия.
3.4. Прочность пленки при изгибе «Т» определяется в тисках. Образец размером 20´150 мм с покрытием изгибают на 10-20 мм от края на 180° (покрытие сверху). Изгиб продолжают в том же направлении по кромке загнутой полоски металла до тех пор, пока пленка на месте изгиба (увеличение десятикратное) не будет иметь разрывов до металла.
Допускаются поверхностные трещины.
За конечное значение определения принимается сумма толщин металла, вокруг которой сделан последний изгиб.
3.5. Определение прочности пленки при изгибе на конусе.
Рычаг управления на устройстве устанавливают в горизонтальное положение, испытуемый образец вводят между конусом и тяговым стержнем покрытием к тяговому стержню, и жестко закрепляют в вертикальном положении рядом с конусом, помещая пластину по длине позади зажимного стержня таким образом, что пластина всегда установлена к меньшему диаметру конуса. Два листа оберточной бумаги тщательно протирают с каждой стороны тальком и вводят между образцом и тяговым стержнем. Затем рычаг поворачивают на 180° с равномерной скоростью, чтобы согнуть образец приблизительно на 135° за время около 15 с. Согнутую поверхность образца сразу же осматривают с целью выявления трещин, определяют и обозначают конец трещины, наиболее удаленной от малого диаметра конуса, тяговый стержень переводят в начальное положение и образец вынимают.
При растрескивании покрытия определение диаметра конуса производится по длине трещины согласно номограмме, приложенной к прибору.
3.6. Адгезию пленки при решетчатом надрезе и обратном ударе по прибору У-1А определяют по прочности пленки к обратному удару на приборе У-1А по ГОСТ 15140-78.
В месте падения бойка на пленку наклеивают ленту полиэтиленовую с липким слоем по ГОСТ 20477-75 и быстрым движением снимают ленту с покрытия. Адгезия считается удовлетворительной, если квадраты не отслаиваются и края надрезов остаются ровными (липкая лента чистая).
3.7. При определении адгезии (без обратного удара) на пленке делают 10 поперечных и продольных надрезов до подложки так, чтобы образовалась решетка из квадратов 2´2 мм. На решетку наклеивают липкую ленту и быстрым движением снимают ее с покрытия. Адгезия пленки считается удовлетворительной, если квадраты не отслаиваются и края надрезов остаются ровными.
3.8. Измерение толщины покрытия должно производиться на расстоянии не менее 20 мм от кромки образца микрометром типа MP по ГОСТ 4381-68 с ценой деления не более 0,002 мм и пределами измерений от 0 до 25 мм в следующем порядке: измеряется толщина листа с покрытием; в том же месте измеряется толщина листа после удаления покрытия растворителем; толщина покрытия определяется разностью показателей.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Погрузка и крепление рулонов и пакетов стали с покрытием производится по чертежам завода-изготовителя в соответствии с техническими условиями погрузки и крепления МПС из условия максимальной загрузки вагонов.
4.2. Условия транспортирования и хранения стали с покрытием указаны в табл. 2 (ГОСТ 15150-69).
Таблица 2
|
Вид покрытия |
Условия эксплуатации |
Транспортирование |
Хранение |
|
ОД-ХВ-221 |
Внутри помещения с нормальными температурно-влажностными условиями |
Ж2 |
Ж3 |
|
ЭП-0140 |
В атмосферных условиях, неагрессивной среде и в качестве основы для получения стали с атмосферостойким покрытием эмалью Б-АС-1212 |
Ж2 |
Ж3 |
|
Ф-2СД и Ф-2МСД |
В атмосферных условиях, неагрессивной среде |
ОЖ3, ОЖ4 |
ОЖ4 |
5. УСЛОВИЯ ЭКСПЛУАТАЦИИ
5.1. Сталь с полимерными покрытиями эксплуатируется в средах, указанных в табл. 2.
5.2. Профилирование стали с покрытием должно производиться только при наличии технологической смазки. После профилирования следы смазки должны быть убраны.
5.3. Не допускается резка стали с покрытием газопламенными резаками и соединение методом сварки.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Сталь с покрытием в рулонах или листах должна быть принята ОТК завода-изготовителя.
6.2. Завод-изготовитель гарантирует соответствие стали с покрытием требованиям настоящих ТУ при соблюдении потребителем правил транспортирования, хранения и эксплуатации.
Сталь тонколистовая оцинкованная с полимерными покрытиями
Технические условия
Взамен ТУ 67-190-78, ТУ 67-209-78 и ТУ 67-207-78 (с покрытием марок Ф-2СД и Ф-2МСД).
Срок введения с 01.12.1979 г.
Срок действия до 01.12.1984 г.
Настоящие ТУ распространяются на сталь тонколистовую оцинкованную с защитно-декоративным лакокрасочным покрытием, предназначенную для изготовления строительных ограждающих конструкций.
Пример условного обозначения стали рулонной оцинкованной, группы Б, марки Ст3кп I класса покрытия по ГОСТ 14918-69 толщиной 1 мм шириной 1250 мм с односторонним покрытием краской ОД-ХВ-221:
|
Ст. рул. |
Б Ст3кп 1 ГОСТ 14918-69 |
|
1,0´1250 1 ОД-ХВ-221 ТУ 67-263-79 |
Пример условного обозначения стали листовой оцинкованной, группы Б, марки Ст3кп I класса покрытия по ГОСТ 14918-69 толщиной 0,8 мм шириной 1100 мм и длиной 3000 мм с двусторонним покрытием грунтовкой ЭП-0140:
|
Ст. лист. |
Б Ст3кп 1 ГОСТ 14918-69 |
|
0,8´1100´3000 2 ЭП-0140 ТУ 67-263-79 |
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Сталь оцинкованная с защитно-декоративным лакокрасочным покрытием должна соответствовать требованиям настоящих ТУ.
ТРЕБОВАНИЯ К ИСХОДНЫМ МАТЕРИАЛАМ
1.2. Материал основы - сталь тонколистовая оцинкованная с непрерывных линий по ГОСТ 14918-69 группы Б, I класса покрытия, марки Ст3кп по ГОСТ 380-71*, нормальной точности по ГОСТ 19904-74.
1.3. Материал покрытия:
краска ОД-ХВ-221 по ТУ 6-10-1606-77, по грунтовке AK-0138 по ТУ 6-10-1591-77 или по грунтовке КЧ-0189 по ТУ 6-10-1688-78;
грунтовка ЭП-0140 по ТУ 6-10-1563-76;
суспензии фторопласта марок Ф-2СД и Ф-2МСД, ТУ 6-10-041-645-77.
1.4. Нелицевая сторона полосы в случае одностороннего покрытия защищается от коррозии лаком ГФ-296, ТУ 6-10-1490-75 толщиной пленки 6-10 мкм.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.5. Сталь с защитно-декоративным лакокрасочным покрытием поставляется толщиной 0,8; 0,9; 1 мм.
1.6. Сталь поставляется в рулонах весом до 10 т с внутренним диаметром 600 мм и наружным диаметром не более 1500 мм, а также в листах длиной 3000 мм, весом пакета до 10 г.
1.7. Предельные отклонения по длине листовой стали не должны превышать плюс 20 мм.
1.8. Телескопичность рулона не должна превышать 40 мм.
ХАРАКТЕРИСТИКА ПОКРЫТИЯ
1.9. Цвет покрытия согласовывается между поставщиком и потребителем и оговаривается в спецификации.
1.10. На поверхности покрытия допускаются:
отдельные риски и кратеры, царапины, непроникающие до металла;
утолщения на кромках полосы до 10 мкм.
1.11. Свойства покрытия должны соответствовать требованиям и нормам, указанных в таблице 1.
Пп. 1.12-3.8 см. по ТУ 67-262-79.
Таблица 1
|
Показатель |
Вид покрытия |
Методы испытаний |
||||
|
ЭП-0140 |
ОД-ХВ-221 |
Ф-2СД и Ф-2МСД |
ГФ-296 |
|||
|
Внешний вид пленки |
Поверхность ровная, гладкая, без механических включений и пор |
По п. 3.2 |
||||
|
|
Допускается шагрень и незначительные кратеры |
|
|
|
|
|
|
Цвет пленки |
Красно-коричневый |
Белый, салатовый, голубой, серо-голубой, серый |
Непрозрачное покрытие от белого до бежевого цвета |
Бесцветное глянцевое покрытие |
По п. 3.2 |
|
|
Прочность пленки при обратном ударе по прибору У-1А, кг×см, не менее |
30 |
50 |
50 |
30 |
По ГОСТ 4565-73 пластинку помещают на наковальню накраской вниз |
|
|
Твердость пленки по карандашу, не менее |
для самостоятельного покрытия НВ-В под покрытие эмалью Б-АС-1212 В-3В |
В |
НВ |
- |
По п. 3.3 |
|
|
Прочность пленки при изгибе «Т», не более |
- |
1T |
1,5Т |
- |
По п. 3.4 |
|
|
Прочность пленки при изгибе на конусе |
Допускается появление микротрещин при диаметре конуса менее 6 мм |
- |
- |
- |
По п. 3.5 |
|
|
Адгезия пленки при решетчатом надрезе с применением липкой ленты |
Не должно быть отслаивания квадратов, края надрезов должны быть ровные |
- |
- |
- |
По п. 3.7 |
|
|
Адгезия пленки при решетчатом надрезе и обратном ударе по прибору У-1А, кг×см, с применением липкой ленты |
- |
50 |
50 |
- |
По п. 3.6 |
|
|
|
Не должно быть отслаивания квадратов, края надрезов должны быть ровные |
|
|
|||
|
Толщина покрытия, мкм |
66-86 |
40-50 |
26-40 |
6-10 |
По п. 3.8 |
|
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Погрузка и крепление рулонов и пакетов стали с покрытием производится по чертежам завода-изготовителя в соответствии с техническими условиями погрузки и крепления МПС из условия максимальной загрузки вагонов.
4.2. Транспортирование стали с покрытием и хранение ее в части воздействия климатических условий согласно табл. 2 по ГОСТ 15150-69.
Таблица 2
|
Вид покрытия |
Условия эксплуатации |
Транспорт |
Хранение |
|
ОД-ХВ-221 |
Внутри помещений с нормальными температурно-влажностными условиями |
Ж2 |
Ж3 |
|
ЭП-0140 |
В средах со слабоагрессивной степенью воздействия в соответствии со СНиП 11-28-73 и в качестве основы для получения стали с атмосферостойким покрытием эмалью Б-АС-1212 |
Ж2 |
Ж3 |
|
Ф-2СД и Ф-2МСД |
В средах со слабоагрессивной степенью воздействия в соответствии со СНиП II-28-73 |
ОЖ3, ОЖ4 |
ОЖ4 |
5. УСЛОВИЯ ЭКСПЛУАТАЦИИ
5.1. Сталь с полимерными покрытиями эксплуатируется в средах, указанных в табл. 2.
5.2. Профилирование стали с покрытием должно производиться только при наличии технологической смазки. После профилирования следы смазки должны быть убраны.
5.3. Не допускается резка стали с покрытием газопламенными резаками и соединение методом сварки.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Сталь с покрытием в рулонах и листах должна быть принята ОТК завода-изготовителя.
6.2. Завод-изготовитель гарантирует соответствие стали с покрытием требованиям настоящих ТУ при соблюдении потребителем правил транспортирования, хранения и эксплуатации.
Глава II. МАТЕРИАЛЫ И ИЗДЕЛИЯ, ПРИМЕНЯЕМЫЕ В КОНСТРУКЦИЯХ МЕТАЛЛИЧЕСКИХ СТЕН И ПОКРЫТИЙ
Материалы и изделия общего назначения, применяемые в конструкциях металлических стен и покрытий, образуют пять групп;
1. Теплоизоляционные материалы.
2. Пароизоляционные материалы.
3. Уплотняющие прокладки и материалы для них,
4. Мастики и герметики.
5. Прочие материалы.
1. ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Плиты и маты теплоизоляционные из минеральной ваты на синтетическом связующем
(по ГОСТ 9573-72 *)
Плиты и маты изготавливаются из минеральной ваты на синтетическом связующем с пластифицирующими добавками или без них и предназначены для тепловой изоляции строительных конструкций, промышленного оборудования и трубопроводов при температурах от минус 60 до плюс 400° С.
Плиты изготавливают квадратной или прямоугольной формы, маты - в виде рулонов. Размеры изделий даны в табл. 1.
Таблица 1
|
Размеры, мм |
|||
|
Изделие |
длина |
ширина |
толщина |
|
Плиты |
2000 |
500, 1000 |
40, 50, 60, 70, 80, 90, 100 |
|
Маты |
2000, 3000, 4000 |
500, 1000 |
40, 50, 60, 70, 80, 90, 100 |
Примечание. По согласованию допускается изготовление изделий других размеров.
Плиты в зависимости от величины их сжимаемости под удельной нагрузкой 0,02 кг/см2 делят на мягкие, полужесткие и жесткие.
Изделия в зависимости от плотности подразделяют на марки: 50, 75, 100, 125 и 150. Физико-механические показатели изделий даны в табл. 2.
Количество отвержденного фенольного связующего в изделиях должна быть не менее 90% общего количества связующего.
Таблица 2
|
Показатель |
Величина |
||||
|
Мягкие плиты и маты |
Полужесткие плиты |
Жесткие плиты |
|||
|
Марка |
|||||
|
50 |
75 |
100 |
125 |
150 |
|
|
Объемный вес, кг/м3, не более |
50 |
75 |
100 |
125 |
150 |
|
Коэффициент теплопроводности при 25±5° С, ккал/(м×ч×°С) |
0,04 |
0,042 |
0,044 |
||
|
Содержание связующего вещества, % (по весу) |
3±1 |
4±1 |
5+1 |
||
|
Сжимаемость под нагрузкой 0,02 кг/см2, не более |
- |
20 |
15 |
6 |
|
Плиты минераловатные твердые на синтетическом связующем
(по ТУ 21 ЛитССР 39-74)
Плиты минераловатные твердые на синтетическом связующем предназначаются для тепло- и звукоизоляции ограждающих строительных конструкций. Минеральная вата, применяемая для изготовления плит, должна соответствовать требованиям ГОСТ 4640-76, синтетическое связующее и другие добавки - действующим стандартам и ТУ на эти материалы. Размеры плит: длина 1200, 1800, 3600 мм; ширина 900, 1200, 1800 мм; толщина 20, 30, 40, 50, 60 мм. По согласованию с заказчиком допускается изготовление плит других размеров. Марки плит: 250; 300; 400.
Технические требования приведены в таблице.
|
Показатель |
Величина |
||
|
Марка |
|||
|
250 |
300 |
400 |
|
|
Объемный вес в сухом состоянии, кг/м3 |
250±25 |
|
400±50 |
|
Коэффициент теплопроводности при температуре 25±5°С, ккал/(м×ч×°С), не более |
0,048 |
0,052 |
0,059 |
|
Прочность на сжатие при 10% деформации, кг/см2, не менее |
0,8 |
1,2 |
2,5 |
|
Предел прочности при статическом изгибе, кг/см2, не менее |
2 |
4 |
12 |
|
Содержание синтетического связующего, % |
6-8 |
6-8 |
7-10 |
|
Количество отвержденного фенольного связующего, %, не менее |
90 |
90 |
80 |
|
Водопоглощение по массе, %, не более |
50 |
30 |
15 |
Влажность плиты не должна превышать 1 % по весу.
Плиты минераловатные повышенной жесткости на синтетическом связующем
(по гост 22950-78)
Минераловатные плиты повышенной жесткости изготавливают из минеральной ваты и синтетических связующих с модифицирующими и гидрофобизирующими добавками по технологии мокрого формования гидромассы или пульпы. Минераловатные плиты повышенной жесткости относятся к трудносгораемым материалам и предназначаются для тепловой изоляции строительных конструкций, в том числе стеновых панелей, перекрытий и покрытий, выполненных из профилированного металлического настила или железобетона без устройства стяжки и выравнивающего слоя. Плиты выпускают длиной 1 м, шириной 0,5 мм и толщиной 40, 50 и 60 мм.
Технические требования приведены в таблице.
|
Показатель |
Категория качества |
|
|
высшая |
первая |
|
|
Объемный вес, кг/м3 |
200±25 |
|
|
Теплопроводность при температуре 25±5° С, ккал/(ч×м×°С), не более |
0,044 |
0,045 |
|
Прочность на сжатие при 10%-ной деформации, кг/см2, не менее |
1 |
1 |
|
Содержание связующего вещества, % (по весу), не более |
10 |
10 |
|
Водопоглощение, % (по весу) |
10 |
40 |
|
Влажность, % (по весу), не более |
1 |
1 |
Плиты жесткие строительные теплоизоляционные из штапельного стекловолокна
(по ТУ 400-1/52-45-73)
Плиты жесткие строительные теплоизоляционные из штапельного стекловолокна на синтетическом связующем, выпускаемые Мосасботермокомбинатом, предназначены для тепловой изоляции ограждающих конструкций жилых и общественных зданий, а также промышленных холодильников при температурах изолируемых поверхностей от минус 60° до плюс 180° С.
Размеры плит, мм: длина 1000; ширина 1500; толщина 60, 70.
В зависимости от объемной массы выпускают плиты марок: ПЖС-150 и ПЖС-200, характеристики которых приведены в таблице.
|
Показатель |
Марка |
|
|
ПЖС-150 |
ПЖС-200 |
|
|
Объемный вес, кг/м3 |
150±20 |
190±20 |
|
Средний диаметр элементарного волокна, мкм, не более |
12 |
12 |
|
Содержание неволокнистых включений, % (по весу), не более |
5 |
5 |
|
Содержание синтетического связующего, % (по весу), не более |
12 |
13 |
|
Сжимаемость плит под удельной нагрузкой 0,02 кг/см2, не более |
5 |
4 |
|
Коэффициент теплопроводности в сухом состоянии при средней температуре 25±5°, ккал/(м×ч×°С), не более |
0,042 |
0,045 |
Примечание. По согласованию с потребителем плиты могут выпускаться с гидрофобизирующей добавкой с водопоглощением по массе не более 30%.
Плиты теплоизоляционные из пенопласта полистирольного
(по ГОСТ 15588-70*)
Плиты из полистирольного пенопласта изготавливают беспрессовым способом из суспензионного вспенивающегося полистирола с добавкой или без добавки антипирена.
Плиты предназначены для тепловой изоляции строительных ограждающих конструкций и промышленного оборудования при температуре изолируемых поверхностей не свыше 70° С.
Плиты подразделяют на два вида: ПСБ-С (с антипиреном) и ПСБ (без антипирена). В зависимости от величины объемного веса плиты выпускают следующих марок: 16, 20, 25, 30 и 40. Плиты марок 16 и 20 выпускают только без антипирена. Размеры плит: по длине от 900 до 2000 мм с интервалом 50 мм; по ширине от 500 до 1200 мм с интервалом 50 мм, по толщине 25, 33, 50 и 100 мм.
Примечание. По согласованию между поставщиком и заказчиком допускается изготовление плит других размеров.
Технические требования приведены в таблице.
|
Показатель |
С государственным знаком качества |
Первая категория |
||||||
|
Марка |
||||||||
|
16 |
20 |
25 |
30 |
20 |
25 |
30 |
40 |
|
|
Объемный вес в воздушно-сухом состоянии, кг/м3, не более |
16 |
20 |
25 |
30 |
20 |
25 |
30 |
40 |
|
Предел прочности при изгибе, кг/см2, не менее |
0,7 |
1,4 |
1,8 |
2,1 |
0,7 |
1 |
1,3 |
1,8 |
|
Напряжение при 10%-ной линейной деформации сжатия, кг/см2, не менее |
0,5 |
0,7 |
1 |
1,5 |
0,5 |
0,7 |
1 |
1,5 |
|
Водопоглощение за 24 ч, % (по объему), не более |
4 |
3 |
2 |
2 |
5 |
4 |
3 |
2 |
|
Коэффициент теплопроводности в сухом состоянии при температуре 25±5°С, ккал/(м×ч×°С), не более |
0,035 |
0,034 |
0,032 |
0,032 |
0,035 |
0,033 |
0,033 |
0,033 |
Примечания: 1. При несоответствии плит хотя бы одному из требований для данной марки они должны быть отнесены к более низкой марке, требованиям которой, за исключением объемной массы, плиты полностью отвечают.
2. Плиты, которым в установленном порядке присвоен государственный Знак качества, должны соответствовать установленной марке по всем показателям.
Плиты теплоизоляционные из пенопласта на основе резольных фенолформальдегидных смол
(по ГОСТ 20916-75)
Теплоизоляционные плиты из пенопласта изготавливают на основе резольных фенолформальдегидных смол, газообразователя, вспенивающего и отверждающего агента и модифицирующих добавок.
Плиты предназначаются для тепловой изоляции строительных ограждающих конструкций при температуре изолируемых поверхностей не выше 130° С. Плиты относят к группе трудносгораемых материалов.
В зависимости от величины объемного веса плиты подразделяют на марки: 50, 75 и 100. Размеры плит: по длине от 600 до 3000 мм с интервалом 100 мм; по ширине от 500 до 1200 мм с интервалом 100 мм; по толщине 50, 60, 70, 80, 100, 120 и 150 мм.
Технические требования приведены в таблице.
|
Показатель |
Первая категория |
С государственным Знаком качества |
|||
|
Марка |
|||||
|
50 |
75 |
100 |
50 |
75 |
|
|
Объемный вес в сухом состоянии, кг/м3, не более |
50 |
75 |
100 |
50 |
75 |
|
Влажность плит, отгружаемых потребителю, % (по весу), не более |
20 |
20 |
20 |
20 |
20 |
|
Напряжение при 10%-ной линейной деформации сжатия, кгс/см2, не менее |
0,5 |
1,3 |
2 |
1 |
2 |
|
Предел прочности при изгибе, кг/см2, не менее |
0,8 |
1,7 |
2,6 |
1,2 |
2,6 |
|
Сорбционная влажность за 24 ч при относительной влажности воздуха 98±2%, % (по весу), не более |
25 |
22 |
20 |
22 |
20 |
|
Коэффициент теплопроводности в сухом состоянии, при температуре 20±5° С, ккал/(м×ч×°С), не более |
0,035 |
0,037 |
0,04 |
0,033 |
0,035 |
|
Кислотное число, мг КОН/г, не более |
30 |
30 |
30 |
30 |
30 |
Примечание. При несоответствии плит хотя бы одному из показателей требований для данной марки они должны быть отнесены к более низкой марке, требованиям которой, за исключением объемного веса, плиты полностью отвечают.
Плиты перлитофосфогелевые теплоизоляционные
(по ГОСТ 21500-76)
Перлитофосфогелевые теплоизоляционные плиты изготавливают из вспученного перлитового песка, холодного стекла, ортофосфорной кислоты и гидрофобизирующей жидкости ГКЖ-10 или ГКЖ-11 с добавкой армирующих волокнистых материалов (асбест) или без них, с гидроизоляционно-упрочняющим покрытием или без него.
Гидроизоляционно-упрочняющее покрытие представляет собой рулонный материал (оберточная, мешочная или битумная бумага), наклеенный битумом или другими водостойкими клеящими составами по четырем наибольшим граням изделия. Плиты с гидроизоляционно-упрочняющим покрытием предназначаются для тепловой изоляции строительных конструкций при температурах от минус 80 до плюс 60° С. Плиты без гидроизоляционно-упрочняющего покрытия относят к несгораемым и предназначаются для огнезащиты и тепловой изоляции строительных конструкций при температурах до 600° С.
Плиты в зависимости от плотности (объемного веса) подразделяют на марки: 200, 250 и 300, а в зависимости от размеров - на 3 группы (1П, 2П, 3П). Размеры плит даны в табл. 1.
Таблица 1
|
Обозначение группы |
Размеры, мм |
||
|
Длина |
Ширина |
Толщина |
|
|
1П |
500 |
250 |
40, 50, 60, 70 |
|
2П |
500, 450 |
500, 450 |
80, 90 |
|
3П |
1000, 900 |
500, 450 |
100 |
Водопоглощение плит (по объему за 24 ч) не должно превышать: для теплоизоляции строительных конструкций - 5%; для теплоизоляции горячих поверхностей оборудования и огнезащиты - 15%.
Технические требования приведены в табл. 2.
Таблица 2
|
Показатель |
Марка |
||
|
200 |
250 |
300 |
|
|
Плотность в сухом состоянии, кг/м3, не более |
200 |
250 |
300 |
|
Теплопроводность в сухом состоянии, ккал/(м×ч×°С), не более, при средней температуре |
|
|
|
|
25±5 |
0,055 |
0,065 |
0,07 |
|
125±5 |
0,075 |
0,077 |
0,08 |
|
Предел прочности при изгибе плит без покрытия, кг/см2, не менее: |
|
|
|
|
высшей категории качества |
4 |
5 |
6 |
|
первой категории качества |
3,5 |
4,5 |
5,5 |
Линейная температурная усадка плит, предназначенных для тепловой изоляции горячих поверхностей, не должна превышать 1,5% при 600° С.
Плиты фибролитовые на портландцементе
(по ГОСТ 8928-70)
Плиты фибролитовые изготавливают из смеси древесной стружки, раствора минерализатора и портландцемента. Плиты применяют в качестве теплоизоляционного, конструктивно-теплоизоляционного и акустического материала. Плиты фибролитовые относят к трудносгораемым биостойким материалам.
В зависимости от объемного веса плиты подразделяют на три марки: 300, 400, 500. Рекомендуемая область применения плит приведена в табл. 1.
Таблица 1
|
Марка плиты |
Объемный вес, кг/м3 |
Рекомендуемая область применения |
|
300 |
От 300 до 350 |
В качестве теплоизоляционных материалов |
|
400 500 |
От 350 до 450 Более 450 |
В качестве конструкционно-теплоизоляционных и акустических материалов |
Размеры плит, мм: длина - 2400, 3000; ширина - 500, (550), 600, (1150), 1200; толщина - 30, 50, 75, 100.
Коэффициенты звукопоглощения плит марки 400 и 500 толщиной 30 мм, изготавливаемых из стружки шириной 2 мм и предназначаемых для акустической отделки помещений, приведены в табл. 2.
Таблица 2
|
Положение плиты |
Коэффициенты звукопоглощения при частоте колебаний, Гц |
|||||||
|
63 |
125 |
250 |
500 |
1000 |
2000 |
4000 |
8000 |
|
|
Вплотную к ограждению |
0,08 |
0,11 |
0,18 |
0,25 |
0,38 |
0,59 |
0,63 |
0,65 |
|
На расстоянии 50 мм от ограждения |
0,08 |
0,11 |
0,27 |
0,46 |
0,35 |
0,54 |
0,6 |
0,63 |
2. ПАРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Пленка полиэтиленовая
(по ГОСТ 10354-73)
Полиэтиленовую пленку изготовляют методом экструзии из полиэтилена низкой плотности и его композиций, содержащего пигменты (красители), стабилизаторы, скользящие и антистатические добавки. Пленку применяют в качестве упаковочного материала в строительстве, в сельском хозяйстве, в различных областях техники и в быту. В зависимости от назначения полиэтиленовую пленку выпускают следующих марок: М - для изготовления транспортных мешков и других ответственных назначений; С - для изготовления изделий технического назначения и использования в сельском хозяйстве, для упаковки и др.; Н - для изготовления изделий народного потребления, бытового назначения. Пленку марок М, С и Н выпускают 1-м и 2-м сортом, отличающихся предельными отклонениями по толщине. Условное обозначение пленки состоит из названия материала «пленка полиэтиленовая», марки (М, С и Н), вида добавок (п - пигмент, с - стабилизатор, т -скользящая добавка, а - антистатическая добавка), толщины и ширины, мм, и сорта.
Технические требования приведены в табл. 1.
Таблица 1
|
Показатель |
Марка |
||
|
М |
С |
Н |
|
|
В пленке не допускаются трещины, запрессованные складки, разрывы и сквозные отверстия |
|||
|
Разрушающее напряжение при растяжении, кг/см2, не менее: |
|
|
|
|
в продольном направлении |
150 |
140 |
130 |
|
в поперечном направлении |
150 |
130 |
120 |
|
Относительное удлинение при разрыве, %, не менее: |
|
|
|
|
в продольном направлении |
450 |
250 |
200 |
|
в поперечном направлении |
450 |
350 |
300 |
|
Коэффициент трения (статический) |
0,1-0,3 |
0,1-0,3 |
0,1-0,3 |
Полиэтиленовую пленку выпускают в рулонах или пакетах. Марка полиэтилена, рецептура стабилизаторов и красителей по ГОСТ 16337-77 и другие добавки, толщина и ширина полотна пленки оговариваются потребителем при заказе.
Ширина полотен пленки: до 800; свыше 800 и 1500; свыше 1500 до 3000; свыше 3000 до 5000; свыше 5000 до 6000 и свыше 6000 мм.
Ширина пленки в рулоне: до 500; свыше 500 до 1000; свыше 1000 до 1500; свыше 1500 до 2500; свыше 2500 до 3000; свыше 3000 мм.
Максимальная длина куска пленки в рулоне 25 м.
Гарантийный срок хранения для пленок, не содержащих добавок, устанавливается 10 лет со дня изготовления.
Полиэтиленовая пленка не токсична при нормальных комнатных или атмосферных условиях. Не требует особых мер предосторожности. При поднесении открытого пламени полиэтиленовая пленка загорается без взрыва и горит коптящим пламенем с образованием расплыва и выделением токсичных продуктов.
Показатели полиэтиленовой пленки, изготовленной из полиэтилена по ГОСТ 16337-77*, приведены в табл. 2.
Таблица 2
|
Показатель |
Величина |
|
Объемный вес, г/см3, при 20° С |
0,919-0,929 |
|
Температура размягчения, °С |
108-112 |
|
Температура начала деформации (под действием собственного веса), °С |
90-100 |
|
Температура хрупкости (морозостойкость), °С |
Минус 70 |
|
Модуль упругости при растяжении, кг/см2 |
1500-3000 |
|
Коэффициент газопроницаемости при 20° С, см3×см/с×кг |
|
|
Азот |
0,6´10-3 |
|
Кислород |
1,9´10-3 |
|
Углекислый газ |
7,3´10-3 |
|
Водород |
5´10-3 |
Справочные данные по толщине и весу приведены в табл. 3.
Таблица 3
|
Толщина, мм |
Вес пленки, г/м2 |
Количество м2 в 1 кг пленки, м2/кг |
|
0,06 |
55,1 |
18,2 |
|
0,08 |
73,4 |
13,6 |
|
0,1 |
91,8 |
10,9 |
|
0,12 |
110,2 |
9,1 |
|
0,15 |
137,7 |
7,3 |
|
0,2 |
183,6 |
5,4 |
|
0,25 |
229.5 |
4,4 |
Фольгоизол
(по ГОСТ 20429-75)
Фольгоизол - рулонный материал, состоящий из тонкой рифленой фольги, покрытой с нижней стороны слоем резинобитумного или полимерно-битумного вяжущего, смешанного с минеральным наполнителем и антисептиком. В зависимости от назначения фольгоизол подразделяют на кровельный и гидроизоляционный. Фольгоизол кровельный предназначается для устройства верхнего слоя рулонного ковра с различными уклонами и конфигурацией кровель зданий, расположенных во II, III и IV климатических зонах страны. Фольгоизол гидроизоляционный предназначается для устройства защитного гидроизоляционного слоя теплоизоляции трубопроводов. Фольгоизол выпускают в рулонах шириной полотна 960±2 мм. Общая площадь рулона фольгоизола 10+0,3 м2. Справочный вес рулона, кг, зависит от толщины фольги, мм: 21,3 при толщине фольги 0,08.
22,2 при толщине фольги 0,1;
23,2 » » » 0,1;
25,2 » » » 0,2.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Полотно фольгоизола не должно иметь борозд, бугров, трещин, проколов, разрывов, дыр и складок на слое вяжущего. Не покрытая слоем вяжущего кромка фольги должна быть не более 5 мм с каждой стороны. Рулон фольгоизола должен быть с ровными торцами.
Технические требования приведены в таблице.
|
Показатель |
Величина |
|
Вес резинобитумного или полимерно-битумного вяжущего, г/м2, не менее |
2000 |
|
Отношение минимального количества резинобитумного или полимерно-битумного вяжущего к максимальному количеству вяжущего образцов, отобранных от одного и того же рулона по весу, не менее |
0,9 |
|
Водонепроницаемость при гидростатическом давлении, ати (время испытания образца 2 ч) |
2 |
|
Водопоглощение (замачивание в воде в течение 24 ч), г/м2, не более |
4 |
Фольгоизол должен быть гибким. При изгибании полоски кровельного фольгоизола на стержне диаметром 20 мм и гидроизоляционного фольгоизола на стержне диаметром 35 мм при температуре минус 12° С на слое вяжущего не должно появляться трещин. Фольгоизол должен быть температуроустойчивым. При нагревании в течение 2 ч в вертикальном положении образцов кровельного фольгоизола при температуре 100°С и образцов гидроизоляционного фольгоизола при температуре 110° С на слое вяжущего не должно появляться вздутий, сползаний и других дефектов покровного слоя.
3. УПЛОТНЯЮЩИЕ ПРОКЛАДКИ И МАТЕРИАЛЫ ДЛЯ НИХ
Прокладки уплотняющие пенополиуретановые для окон и дверей
(по ГОСТ 10174-72)
Прокладки изготавливаются из обычного и морозоустойчивого эластичного пенополиуретана и представляют собой вспененную пластмассу с открыто-ячеистой структурой. Прокладки предназначаются для уплотнения притворов деревянных окон и дверей с целью снижения теплопотерь, воздухо-, звуко- и пыленепроницаемости.
Прокладки в зависимости от обработки поверхности подразделяют на два вида: А - с поверхностным слоем клеевого состава на одной из широких граней, защищенным полимерной пленкой или водонепроницаемой бумагой; Б - без поверхностного слоя клеевого состава. Прокладки изготавливают в виде полосок прямоугольного сечения.
Размеры прокладок, мм:
по длине...... от 2000 до 4500
по ширине ..... 10
по толщине ...... 8
Прокладки изготавливают из эластичного пенополиуретана по рецептурам, утвержденным в установленном порядке. Материалы, применяемые для изготовления прокладок, должны соответствовать требованиям действующих стандартов или технических условий на эти материалы.
Технические требования к эластичному пенополиуретану приведены в таблице.
|
Показатель |
Величина |
|
Объемный вес, кг/м3 |
От 30 до 45 |
|
Средний диаметр ячеек, мм |
0,8 |
|
Остаточная деформация после 50%-ного сжатия в течение 72 ч при 20° С, не более |
10 |
|
Напряжение сжатия 50%-ной деформации, кг/см2 |
От 0,04 до 0,07 |
|
Предел прочности при разрыве, кг/см2, не менее |
1,2 |
При изготовлении прокладок, устанавливаемых в притворах деревянных окон и дверей с тройным остеклением и тройным уплотнением, должен применяться морозоустойчивый пенополиуретан по МРТУ 6-05-1227-69.
Цвет прокладок белый и желтый, а прокладок, изготовленных из морозоустойчивого пенополиуретана, светло-серый.
Размеры защитных полосок: по длине - на 20 мм более длины прокладок; по ширине - 10 мм; по толщине: из полимерной пленки - от 0,02 до 0,08 мм, из бумаги - от 0,05 до 0,2 мм.
Клеевые составы, наносимые на прокладки вида А, должны быть водостойкими, обеспечивать надежное приклеивание прокладок (после удаления защитных полосок) к сухой окрашенной поверхности деревянных брусков, сохранять клеящую способность не менее 12 мес со дня выпуска прокладок. При удалении защитных полосок не должно происходить разрушения поверхностного слоя прокладок.
Поставка прокладок вида Б производится комплектно с необходимым количеством клея и инструкцией по его применению.
Прокладки пороизоловые уплотняющие
(по ГОСТ 19177-73)
Прокладки пороизоловые уплотняющие получают вулканизацией газонаполненной антисептированной резиновой смеси, изготовленной Ио каучукосодержащего сырья, мягчителя, наполнителя и антисептика.
Пороизоловые прокладки предназначены для уплотнения стыков сборных элементов ограждающих конструкций зданий и сооружений. Температурные пределы эксплуатации пороизоловых прокладок минус 40 - плюс 70° С. Пороизоловые прокладки перед укладкой должны быть покрыты тонким слоем резинобитумной мастики и этой же мастикой приклеены к стыкуемым поверхностям сборных элементов. В конструкциях пороизоловые прокладки должны быть защищены от атмосферных воздействий.
Пороизоловые прокладки выпускают в виде жгутов круглого сечения диаметром 20, 30, 40, 50 и 60 мм, а также прямоугольные или овального сечения размерами 30´40 и 40´60 мм. Пороизоловые прокладки в зависимости от физико-механических показателей подразделяют на марки А, Б и В. Длина пороизоловых прокладок марки А не нормируется, однако вес одной прокладки не должен превышать 30 кг. Пороизоловые прокладки марки Б выпускают длиной 3000 и 3200 мм, а прокладки марки В - 3000 и 6000 мм. По согласованию с заказчиком допускается выпуск пороизоловых прокладок другой длины и других поперечных сечений.
Технические требования приведены в таблице.
|
Показатель |
Марка |
||
|
А |
Б |
В |
|
|
Кажущаяся площадь, кг/м3, не более |
400 |
500 |
500 |
|
Предел прочности при разрыве, кг/см2, не менее |
5 |
2 |
0,7 |
|
Относительное удлинение при разрыве, %, не менее |
200 |
130 |
50 |
|
Водопоглощение за 24 ч, % (по весу), не более |
1 |
1 |
1 |
|
Остаточная деформация, %, не более |
8 |
20 |
20 |
|
Морозостойкость циклов, не менее |
75 |
75 |
75 |
|
Остаточная деформация после 75 циклов замораживания и оттаивания, %, не более |
20 |
20 |
30 |
Пенополиуретан эластичный на основе полиэфира П-2200
(по ОСТ 6-05-407-75)
Пенополиуретан (ППУ) эластичный на основе полиэфира П-2200 получают путем взаимодействия полиэфира П-2200 с толуилендиизоцианатом в присутствии катализатора, эмульгатора и специальных добавок. В строительстве ППУ эластичный применяют в качестве звуко- и теплоизоляционного материала.
ППУ сохраняет эластичные свойства в интервале температур от -15° С до +100° С, стоек к действию бензина и смазочных масел, удовлетворительно стоек к действию грибков, малогигроскопичен. ППУ, получаемый с коэффициентом пены не менее 95, является тропикостойким.
В зависимости от кажущейся плотности и среднего размера ячеек ППУ эластичный выпускают следующих марок: 25-1,8; 25-3,2; 28-0,8; 32-0,5; 35-0,8; 40-0,8; 40-0,8С; 40-0,8ПС; 40-1,2; 45-0,8; 60-0,4; КН.
Условное обозначение: первая цифра - средняя кажущаяся плотность, кг/м3; вторая цифра - средний размер ячеек, мм; С - самозатухающий; ПС - самозатухающий повышенной свариваемости; КН - листы с глянцевой (верх блока) и шероховатой (от снятия бумаги снизу блока) поверхностью или листы из середины блока с дефектами поверхности, соответствующими требованиям для ППУ марки КН.
ППУ эластичный выпускают в виде листов и полотнищ. Длина листов 1,85 и 2 м, ширина 750, 850, 1000 и 1600 мм с допускаемыми отклонениями ±50 мм, толщина от 3 до 100 и более мм со следующими допускаемыми отклонениями: при толщинах от 3 до 10-±1, более 10 до 30-±2, более 30 до 50-±3, более 50 до 100-±4, более 100-±5 мм. Длина полотнищ ППУ 400 м, ширина 0,85; 1; 1,2; 1,5 и 1,6 м, толщина - по заказу. По согласованию с потребителем допускается выпуск листов и полотна других размеров и материала в виде блоков.
ППУ эластичный представляет собой ячеистую пластмассу с преобладанием открыто-ячеистой структуры. Цвет ППУ эластичного - от белого до желтого, допускается серый оттенок. ППУ самозатухающий повышенной свариваемости - от белого до сиреневого цвета.
Технические требования приведены в таблице.
|
Показатель |
Величина |
|
Предел прочности при растяжении (всех марок, кроме 25, 60 и КН), кг/см2 |
1 - 1,2 |
|
Напряжение сжатия при 40%-ной деформации (кроме марки КН), кг/см2 |
0,025-0,075 |
|
Напряжение сжатия при 60%-ной деформации, кг/см2 |
До 0,04-0,115 |
ППУ эластичный безвреден для человека и не выделяет в процессе эксплуатации при обычных температурах вредных веществ.
ППУ эластичный является горючим, быстро загорающимся материалом. Температура плавления 230° С, воспламенения 440° С и самовоспламенения 480° С. В процессе горения выделяются высокотоксичные газы (цианистые соединения, окись углерода и др.). Все производственные и складские помещения должны быть обеспечены необходимым противопожарным оборудованием и средствами пожаротушения. Для тушения пламени необходимо применять сильную струю воды. В случае загрязнения ППУ маслом и другими жидкими горючими продуктами возможно его самовозгорание при хранении.
ППУ эластичный хранят в сухом складском помещении на стеллажах или уложенный штабелями. Материал не должен подвергаться воздействию солнечных лучей, а в отапливаемых помещениях должен находиться на расстоянии не менее 1 м от отопительных приборов. Рулоны хранят в вертикальном положении.
Гарантийный срок хранения в условиях неотапливаемого склада - 1 год с момента изготовления. В процессе хранения допускается изменение цвета ППУ эластичного.
Прокладки резиновые пористые уплотняющие (гернит)
(по ГОСТ 5.1011-71)
Резиновые пористые прокладки (гернит) изготавливают из резиновой смеси типа З-ИР-73-51 на основе полихлоропренового каучука. Изделиям, изготавливаемым по этому стандарту, присваивается государственный Знак качества. Прокладки предназначаются для уплотнения стыков наружных стен панельных и блочных домов в районах с расчетной температурой пятидневки от минус 40 до плюс 70° С. В поперечном сечении прокладки имеют круглую форму. Допускаемая овальность прокладок должна не превышать 15% величины диаметра поперечного сечения. Размеры прокладок: по длине 3000 мм, по диаметру поперечного сечения 30, 35 и 40 мм.
Технические требования приведены в табл. 1.
Таблица 1
|
Показатель |
Величина |
|
Объемный вес, г/см3 |
0,25-0,5 |
|
Эластичное восстановление, %, не менее: |
|
|
при плюс 70° С |
75 |
|
при минус 40° С |
60 |
|
Водопоглощение по весу за 24 ч, %, не более |
3 |
Поверхностный слой прокладок должен быть уплотненным, сплошным и не иметь разрывов, открытых пор и трещин. На поверхности отдельных прокладок допускаются незначительные дефекты, указанные в табл. 2.
Таблица 2
|
Показатель |
Размеры, мм |
Количество по всей длине прокладки, шт. |
|
Вмятины глубиной |
3 |
4 |
|
Местные наплывы и складки высотой |
3 |
2 |
|
Пузыри: |
|
|
|
диаметром |
15 |
3 |
|
высотой |
5 |
- |
Пенополиуретан эластичный морозостойкий марки ППУ-ЭМ-1
(по ТУ 6-05-1473-76)
Морозостойкий пенополиуретан марки ППУ-ЭМ-1 получают путем взаимодействия сополимера тетрагидрофурана и окиси пропилена с диизоцианатом в присутствии катализатора, регулятора пористости и воды.
ППУ-ЭМ-1 используют в качестве амортизационного, звуко- и теплоизоляционного, набивочного и настилочного материала в условиях низких температур. ППУ-ЭМ-1 может эксплуатироваться при температуре до +100° С, обладает высокой устойчивостью к многократному циклическому сжатию, тропикостоек, стоек к действию бензина и смазочных масел, малогигроскопичен.
ППУ-ЭМ-1 выпускают в виде листов прямоугольной формы длиной 2 м, шириной 850 и 1000 мм и толщиной от 10 до 300 мм. Допускаемые отклонения при толщине 10-30 мм не превышают ±2 мм, при толщине 30-50 мм - ±3 мм и 50-300 мм - ±4 мм.
ППУ-ЭМ-1 представляет собой эластичную, преимущественно открыто-ячеистую пластмассу без сквозных отверстий от белого до светло-желтого цвета.
Технические требования приведены в таблице.
|
Показатель |
С государственным Знаком качества |
Первая категория |
|
Кажущийся объемный вес, кг/м3 |
35-40 |
35-40 |
|
Разрушающее напряжение при растяжении, кг/см2, не менее |
1,2 |
|
|
Относительное удлинение при разрыве, %, не менее |
150 |
150 |
|
Эластичность по отскоку, %, не менее |
30 |
20 |
|
Относительная остаточная деформация при 50% сжатии при 20° С в течение 72 ч, %, не более |
10 |
10 |
|
Напряжение сжатия при 50%-ной деформации, кг/см2, в пределах |
0,04-0,1 |
0,04-0,1 |
|
Морозостойкость, °С, не менее |
-50 |
-50 |
ППУ-ЭМ-1 безвреден для человека и не выделяет в процессе эксплуатации при обычных температурных условиях вредных веществ, ППУ-ЭМ-1 является горючим, быстро загорающимся материалом. В процессе горения выделяются высокотоксичные газы (цианистые соединения, окись углерода и др.). В связи с этим ППУ-ЭМ-1 не должен использоваться в нагреваемых выше 150° С деталях и конструкциях и вблизи источников нагрева. В случае загрязнения маслом и другими горючими продуктами возможно самовозгорание его при хранении. ППУ-ЭМ-1 хранят в сухом складском помещении на стеллажах или уложенным штабелями высотой не более 1 м. Гарантийный срок хранения в условиях неотапливаемого склада- 10 лет с момента изготовления.
Пенополиуретан эластичный на основе простых полиэфиров окиси пропилена
(по ТУ 6-05-1688-74)
Пенополиуретан (ППУ) эластичный используют в различных отраслях народного хозяйства в качестве амортизационного, звуко- и теплоизоляционного, набивочного и настилочного материала.
В зависимости от величины жесткости при сжатии на 50% ППУ эластичный выпускают марок 40, 75 и 165 в виде прямоугольных листов и полотна. Размер листов: длина - 2000±50, ширина - 1000±50, толщина - от 4 до 300 мм по требованию заказчика. Длина полотна в рулоне - не менее 5000 мм, ширина - 1000±50, толщина до 10±1.
Технические требования приведены в таблице.
|
Показатель |
Марка |
||
|
40 |
75 |
165 |
|
|
Внешний вид |
Эластичен, преимущественно открыто ячеистая пластмасса. Сквозные отверстия не допускаются |
||
|
Цвет |
Неокрашенный - от белого до желтого. Окрашенный - по согласованию с потребителем |
||
|
Кажущийся объемный вес, кг/м3 |
20-30 |
20-30 |
20-40 |
|
Жесткость при сжатии на 50%, г/см2 |
40±10 |
75±15 |
150-280 |
|
Остаточная деформация (72 ч при 20° С и 50% сжатия), %, не более |
25 |
25 |
75 |
|
Предел прочности при растяжении, кг/см2, не менее |
0,5 |
0,7 |
0,5 |
|
Относительное удлинение в момент разрыва, %, не менее |
100 |
100 |
20 |
|
Гибкость при температуре минус 30° С |
Не допускаются разрывы или трещины |
||
ППУ эластичный безвреден для человека и не выделяет в процессе эксплуатации при обычных температурных условиях вредных веществ. ППУ эластичный горючий, быстро загорающийся материал. Температура плавления 230° С, воспламенения 440° С, самовоспламенения 480° С. В процессе горения выделяются высокотоксичные газы (цианистые соединения, окись углерода и др.). В связи с этим ППУ эластичный не должен использоваться в нагреваемых выше 150° С деталях и конструкциях и вблизи источников нагрева. Гарантийный срок хранения- 10 лет с момента изготовления.
4. МАСТИКИ И ГЕРМЕТИКИ
Мастика полиизобутиленовая строительная УМС-50
(по ГОСТ 14791-69)
Полиизобутиленовая строительная мастика УМС-50, представляет собой густовязкую однородную нетвердеющую массу, изготовляемую из высокомолекулярного полиизобутилена, нейтрального минерального масла и тонкоизмельченного наполнителя (мел, мрамор, известняк) и способную сохранять свои физико-механические свойства при температуре от минус 50° С до плюс 70° С. Мастика предназначается для уплотнения стыков конструкций крупнопанельных зданий с целью их герметизации.
Технические требования даны в таблице.
|
Показатель |
Величина |
|
Цвет |
От светло-серого до коричневого |
|
Предел прочности при разрыве, кг/см2, не менее |
0,07 |
|
Относительное удлинение, %, не менее |
10 |
|
Водопоглощение, %, не более |
0,8 |
|
Однородность состава, %, не более |
4 |
|
Теплостойкость, °С, не ниже |
70 |
Мастика герметизирующая нетвердеющая «Бутэпрол»
(по ТУ 21-29-45-76)
Мастика герметизирующая нетвердеющая «Бутэпрол» представляет собой вязкую однородную массу, изготовленную на основе синтетических каучуков, наполнителей и пластификаторов, способную сохранять свои физико-механические свойства при температурах от минус 50° С до плюс 70° С.
Технические требования даны в таблице.
|
Показатель |
С государственным Знаком качества |
Первая категория |
|
Предел прочности при растяжении, кг/см2, не менее |
0,15 |
0,1 |
|
Относительное удлинение, %, не менее |
45 |
40 |
|
Водопоглощение, %, не более |
0,2 |
0,5 |
|
Консистенция, мм, в пределах |
7-12 |
7-12 |
|
Стекание мастики при температуре 70° С (теплостойкость), мм, не более |
1 |
2 |
Мастика «Бутэпрол» предназначена для герметизации стыков в крупнопанельных и крупноблочных зданиях. Мастику «Бутэпрол» допускается применять для стыков, относительная деформация в которых не превышает 10%.
Мастика имеет цвет от светло-серого до коричневого.
Транспортирование мастики производят любым видом транспорта в условиях, исключающих возможность ее увлажнения, загрязнения и воздействия на нее солнечных лучей.
Мастику хранят в сухих закрытых помещениях, предохраняющих ее от солнечных лучей и атмосферных осадков.
Гарантийный срок хранения мастики - один год со дня ее изготовления.
Мастика герметизирующая нетвердеющая «Бутэпрол-2М»
(по ТУ 21-29-58-77)
Мастику герметизирующую нетвердеющую «Бутэпрол-2М» изготавливают на основе синтетических каучуков, наполнителей, пластификаторов и адгезионных добавок. Мастика «Бутэпрол-2М» сохраняет свои физико-механические показатели при температурах от минус 40 до плюс 70° С.
Мастика «Бутэпрол-2М» предназначена для уплотнения стыков ограждающих конструкций из элементов профильного стекла, относительная деформация в которых не превышает 10%.
Технические требования даны в таблице.
|
Показатель |
С государственным Знаком качества |
Первая категория |
|
Максимальное напряжение при растяжении, кг/см2, не менее |
0,2 |
0,15 |
|
Относительное удлинение при максимальной нагрузке, %, не менее |
35 |
25 |
|
Водопоглощение, %, не более |
0,25 |
0,4 |
|
Отекание при 70°С (теплостойкость), мм, не более |
1 |
2 |
|
Консистенция, мм, в пределах |
5-10 |
5-10 |
|
Относительное удлинение при минус 40° С, не менее |
20 |
20 |
Мастика «Бутэпрол-2М» имеет светло-серый цвет. По согласованию с потребителем допускается выпуск мастики других цветов.
Мастика «Бутэпрол-2М» расфасована в брикетах весом 1,5-2 кг, диаметром 50-60 мм, которые завернуты - в полиэтиленовую пленку толщиной не более 40 мкм.
Мастику «Бутэпрол-2М» хранят в закрытых помещениях, препятствующих воздействию солнечных лучей, атмосферных осадков и механических повреждений.
При транспортировании и хранении мастики при температуре ниже 0°С перед употреблением ее выдерживают при 20° С не менее 24 ч.
Гарантийный срок хранения мастики - 6 мес со дня изготовления.
Мастика герметизирующая нетвердеющая «Гэлан»
(по ТУ 21-29-44-76)
Мастика герметизирующая нетвердеющая «Гэлан» представляет собой вязкую однородную массу, изготовляемую на основе синтетического каучука, наполнителей, масел и технологических добавок, способную сохранять свои физико-механические свойства при температурах от минус 40° С до плюс 80° С.
Герметизирующая мастика «Гэлан» предназначается для заполнения и герметизации швов стеклянного ограждения теплиц.
Для изготовления мастики применяют следующие материалы:
бутилкаучук марок 1645, 1040, 1050 и 1520т (ТУ 38-003-169-74);
масла индустриальные марок Н-40а (ГОСТ 20799-75*);
вазелиновое масло (ГОСТ 20799-75*);
талловое масло (ТУ 81-05-26-75);
хлоропарафин (ТУ 6-01-568-71);
мел (ГОСТ 12085-73*);
асбест (ГОСТ 12871-67*) и другие технологические добавки.
Технические требования даны в таблице.
|
Показатель |
С государственным Знаком качества |
Первая категория |
|
Предел прочности при разрыве, кг/см2, не менее |
0,12 |
0,1 |
|
Относительное удлинение, %, не менее |
30 |
20 |
|
Водопоглощение, %, не более |
0,3 |
0,5 |
|
Стекание мастики при температуре 80° С (теплостойкость), мм, не более |
1 |
2 |
|
Консистенция, мм |
7-12 |
7-12 |
Мастика «Гэлан» светло-серого цвета. По заказу потребителя допускается выпуск мастики других цветов.
Мастику «Гэлан» выпускают брикетами весом 1 кг, диаметром не более 40 мм, каждый брикет завернут в полиэтиленовую пленку (в один слой) толщиной не более 40 мкм по ГОСТ 10354-73. Брикеты упаковывают в деревянные или картонные ящики.
Мастику «Гэлан» хранят в закрытых складах или под навесом в условиях, исключающих ее увлажнение, загрязнение и перегрев солнечными лучами или отопительными приборами. Гарантийный срок хранения мастики - один год со дня отгрузки ее потребителю.
Мастики тиоколовые строительного назначения
(по ТУ 84-246-75)
Мастики тиоколовые марок КБ-0,5 и АМ-0,5 предназначены для герметизации стыков между наружными ограждающими конструкциями зданий и для защиты сооружений от атмосферной коррозии. Мастика КБ-0,5 имеет черный цвет, мастика АМ-0,5 - серый цвет. Мастики применяют в климатических зонах в интервале температур от минус 50° С до плюс 70° С.
Технические требования приведены в табл. 1.
Таблица 1
|
Показатель |
Марка АМ-0,5 |
Марка КБ-0,5 |
||
|
с государственным Знаком качества |
обычная |
с государственным Знаком качества |
обычная |
|
|
Жизнеспособность при температуре 18-30° С, ч, не менее |
2 |
2 |
2 |
2 |
|
Предел прочности при разрыве, кг/см2, не менее |
2 |
1 |
3 |
3 |
|
Относительное удлинение при разрыве, %, не менее |
200 |
150 |
150 |
100 |
Мастику АМ-0,5 поставляют комплектно в виде основной пасты А-0,5 (серого цвета) и отверждающей пасты № 30 или № 30Б (черного цвета); мастику КБ-0,5 - в виде основной пасты К-0,5 (черного цвета) и отверждающей пасты Б-1 (оранжевого цвета). Соотношение паст указывают в паспорте по результатам испытаний образцов на соответствие требованиям настоящих ТУ в пределах, указанных в табл. 2.
Таблица 2
|
Марка мастики |
Основная паста |
Наименование и количество отверждающей пасты в весовых частях на 100 весовых частей основной пасты |
||
|
Б-1 |
№ 30 |
№ 30Б |
||
|
КБ-0,5 |
К-0,5 |
10-14 |
- |
- |
|
АМ-0,5 |
А-0,5 |
- |
17-28 |
10-22 |
Основные и отверждающие пасты хранят в закрытых складских помещениях при температуре не выше 30° С в условиях, исключающих попадание осадков в прямых солнечных лучей. Мастики обладают способностью после смешения превращаться в эластичную резину, практически без усадки, при нормальной температуре с хорошей адгезией по отношению ко всем строительным материалам (бетону, дереву, штукатурке, металлу). Работы по герметизации сооружений проводят во время монтажа последних или после его завершения специально обученными рабочими под наблюдением технического персонала. Перед применением основная и отверждающая пасты, взятые в определенном соотношении, тщательно перемешивают. Навеску мастики готовят из расчета, что она будет израсходована в течение не более 2 ч. Смешение основных и отверждающих паст производят в любой емкости с помощью электродрели с закрепленной на ней лопастной мешалкой или вручную. Время перемешивания мастики в 10-15-литровой емкости электродрелью 5-6 мин, вручную - 10-15 мин. После перемешивания начинается необратимый процесс вулканизации и основная паста превращается в резиноподобный материал. Качество покрытия зависит от состояния поверхности, температуры и влажности окружающего воздуха, точного соотношения компонентов. Нанесение мастики производят при температуре не ниже плюс 5° С. С понижением температуры увеличивается вязкость и удлиняется время вулканизации мастик.
Герметизацию стыков панелей производят следующим образом. Перед нанесением мастики поверхность стыков панелей очищают от наплывов раствора, удаляют пыль волосяными или мочальными щетками или продувкой воздухом. Металлические щетки применять не следует, так как они образуют трудноудаляемую пыль, нарушающую сцепление мастики с поверхностью панели. Жировые пятна удаляют тряпками, смоченными скипидаром или бензином. Приготовленную мастику наносят на поверхность стыка панелей с помощью шпателя, шприца или другого приспособления. Слой накладываемой мастики в самом тонком месте составляет не менее 2 мм. Пленка должна иметь ширину контакта с поверхностью стыкуемых элементов не менее 25 мм и прочно сцепляться с материалом панелей. Для защиты сооружений от атмосферной коррозии мастики наносят слоем толщиной 1-2 мм на предварительно подготовленную поверхность с помощью шпателя или других приспособлений.
Срок гарантии для основных и отверждающих паст мастик КБ-0,5 - 1,5 года; АМ-0,5 - 1 год со дня проведения анализа заводом-изготовителем.
Мастики тиоколовые марок АМ-0,5 и КБ-0,5 относятся к токсичным, невзрывоопасным и трудносгораемым материалам. Токсичность тиоколовых мастик обусловлена выделением паров эпилхлоргидрина, дибутилфталата, дифенилпропана, раздражающих верхние дыхательные пути и глаза. Отверждающие пасты № Б-1, № 30Б, в состав которых входят бихромат натрия, при соприкосновении с открытой кожей вызывают раздражение. Покрытые одеждой части тела не страдают. Запрещается применение тиоколовых мастик марок АМ-0,5 и КБ-0,5 в закрытых помещениях.
Герметики марок У-30м и УТ-31
(по ГОСТ 13489-68*)
Герметики марок У-30м и УТ-31 изготавливают на основе жидкого тиокола и обладают способностью вулканизации при температуре 18-30° С. Герметики предназначены для герметизации металлических (за исключением латунных, медных, серебряных и из их сплавов) и других соединений, работающих при температурах от минус 60 до плюс 130° С в среде воздуха. Герметики применяют в различных климатических условиях, включая тропические.
Герметик, представляющий собой однородный материал, выпускают двух марок: У-30м и УТ-31. Технические требования герметикам даны в табл. 1.
Таблица 1
|
Показатель |
У-30м |
УТ-31 |
|
Цвет |
Черный |
Светло-серый |
|
Жизнеспособность, ч |
2-9 |
2-9 |
|
Степень вулканизации в единицах твердости по прибору ТИР, не менее |
40 |
30 |
|
Предел прочности при разрыве, кг/см2, не менее |
25 |
20 |
|
Относительное удлинение, %, не менее |
150 |
175 |
|
Относительное остаточное удлинение, %, не более |
8 |
10 |
|
Прочность связи при отслаивании (с применением клеевого подслоя), кг/см, не менее |
1,75 |
1,5 |
|
Температура хрупкости, °С, не выше |
-40 |
-40 |
|
Плотность, г/см3 |
1,40±0,1 |
1,95±0,1 |
Герметики состоят из трех компонентов: герметизирующей пасты, вулканизирующего агента и ускорителя вулканизации. Пасты для герметиков должны быть однородными и соответствовать данным табл. 2.
Таблица 2
|
Показатель |
Герметик марки У-30м |
Герметик марки УТ-31 |
|
Цвет |
Черный |
Белый |
|
Условная вязкость |
20-45 с (по вискозиметру ВЗ-1) |
Не более 2,2 см (по прибору «конус погружения») |
Гарантированный срок хранения герметизирующей пасты для герметика марки У-30м - один год, для герметика марки УТ-31 - шесть месяцев, вулканизирующего агента - один год.
Герметики тиоколовые марок УТ-32, У-30МЭС-5 и У-30МЭС-10
(по ТУ 38-105482-72)
Герметики УТ-32, У-30МЭС-5 и У-30МЭС-10 рекомендуются для работы в различных климатических условиях и предназначаются для герметизации клепаных, болтовых и др. металлических соединений конструкций и приборов. Герметики применяют без подслоя. Герметики УТ-32 и У-30МЭС-5 работают в среде воздуха и топлива в интервале температур от минус 60° до плюс 130° С. При температуре 150° С - кратковременно. Герметик У-30МЭС-10 работает в среде воздуха и топлива в интервале температур от минус 60° до плюс 130° С (при температуре 130° С - 24 ч). Герметики рекомендуются для применения в контакте с алюминиевыми сплавами неанодированными и анодированными магниевыми сплавами, оксидированной сталью, кадмированной и незащищенной. Герметик УТ-32 не рекомендуется для применения со сталью оцинкованной, с медью, латунью и с серебром, во избежание потемнения последних. Герметики представляют собой композиции на основе жидких тиоколов, способные вулканизироваться при комнатной температуре. Герметики марок УТ-32, У-30МЭС-5 и У-30МЭС-10 готовят на месте потребления и для поставки комплектуют из трех или четырех составных частей: герметизирующих и вулканизирующих паст, ускорителя и эпоксидной смолы Э-40. Разрешается комплектовка герметика У-30МЭС-5, У-30МЭС-10 с перекисью марганца вместо вулканизирующей пасты. На герметизируемые поверхности герметики наносят с помощью шпателя или шприца, а при разбавлении растворителем - кистью или методом полива. Герметик УТ-32, применяемый методом полива, обозначается УТ-32п; кистевой вариант герметика обозначается УТ-32к; шпательный - УТ-32ш.
Технические требования даны в табл. 1
Таблица 1
|
Показатель |
Марка |
||||
|
У-30МЭС-5 |
У-30МЭС-10 |
УТ-32ш |
УТ-32п |
УТ-32к |
|
|
Жизнеспособность, ч |
2-10 |
2-10 |
2-8 |
|
45 мин-5 ч |
|
Прочность при разрыве, кг/см2, не менее |
15 |
12 |
15 |
13 |
13 |
|
Относительное удлинение при разрыве, %, не менее |
150 |
220 |
200 |
200 |
200 |
|
Относительное остаточное удлинение после разрыва, %, не более |
12 |
20 |
15 |
15 |
15 |
|
Прочность связи при отслаивании. Разрыв по материалу или по сетке: |
|
|
|
|
|
|
от алюминиевого анодированного сплава Д-16, кг/см, не менее |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
|
от стали, кг/см, не менее |
- |
1,5 |
- |
- |
- |
|
Температура хрупкости, °С, не выше |
-40 |
-40 |
-40 |
-40 |
-40 |
|
Плотность, г/см3 |
1,35-1,5 |
1,35-1,5 |
1,65-1,75 |
- |
- |
Компоненты для поставки комплектуют в соотношении, указанном в табл. 2, и поставляют отдельно.
Таблица 2
|
Марка |
Гарантийный срок хранения |
Количество, кг для мастики |
|||
|
У-30МЭС-5 |
У-30МЭС-10 |
УТ-32ш УТ-32к |
УТ-32п |
||
|
У-30Э-5 |
0,25 |
100 |
- |
- |
- |
|
У-30Э-Л0 |
0,25 |
- |
100 |
- |
- |
|
У-32 |
0,25 |
- |
- |
100 |
100 |
|
Паста №9 |
1 |
11,5 |
15,5 |
12,1 |
4,6 |
|
ДФГ |
1 |
1,1 |
1,2 |
0,84 |
0,5 |
Клей-герметик кремнийорганический «Эластосил 11-06»
(по ТУ 6-02-775-73)
Клей-герметик «Эластосил 11-06» предназначается для склеивания и герметизации деталей из стали, алюминия, силикатного стекла, керамики, бетона, а также применяется в качестве защитного покрытия вышеуказанных материалов.
«Эластосил 11-06» представляет собой пастообразную композицию на основе низкомолекулярного каучука, наполнителей и катализаторов. Продукт вулканизируется после выдавливания из тары за счет контакта с влагой воздуха с образованием резиноподобного материала. Наилучшим образом вулканизация материала происходит при относительной влажности окружающей среды 60-70% и температуре от минус 10 до плюс 40° С. «Эластосил 11-06» не токсичен.
Технические требования даны в таблице.
|
Показатель |
Величина |
|
Внешний вид |
Однородная пастообразная масса без посторонних включений |
|
Цвет |
Не нормируется |
|
Предел прочности на разрыв, кг/см2, не менее |
16 |
|
Относительное удлинение, %, не менее |
280 |
|
Величина адгезии к дюралюминию, кг/см, не менее |
2 |
|
Жизнеспособность, мин, не менее |
10 |
Клей-герметик «Эластосил 11-06» взрывобезопасен и в условиях применения не выделяет в воздух рабочей зоны токсичных химических веществ, оказывающих неблагоприятное воздействие на здоровье человека.
5. ПРОЧИЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Ткани конструкционные из стеклянных крученых комплексных нитей
(по ГОСТ 19170-73)
Ткани изготавливают из стеклянных крученых комплексных нитей из алюмоборосиликатного стекла. Характеристики некоторых марок ткани даны в таблице.
|
Марка |
Толщина, мм |
Вес, г/м2 |
Плотность нитей/см |
Разрывная нагрузка, кг, не менее |
Наименование переплетения |
||
|
основы |
утка |
основы |
утка |
||||
|
Т10 |
0,23 |
290 |
36 |
20 |
270 |
150 |
Сатин 8/3 |
|
Т11 |
0,30 |
385 |
22 |
13 |
280 |
160 |
Сатин 8/3 |
|
Т12 |
0,30 |
370 |
22 |
13 |
275 |
160 |
Сатин 8/3 или 5/3 |
|
Т13 |
0,27 |
285 |
16 |
10 |
180 |
120 |
Полотно |
|
Т14 |
0,27 |
308 |
16 |
13 |
180 |
150 |
1/1 |
Конструкционные ткани вырабатываются без усиленных кромок шириной 70, 80, 92, 100, 110 и 115 см с допустимыми отклонениями ±2% установленной ширины. Конструкционные ткани невоспламеняемы, негорючи, нетоксичны.
В конструкционных тканях допускаются: петли по фону высотой до 2 мм, петли в кромках длиной до 3 мм, ворсистость, концы нитей длиной не более 5 мм от ликвидации обрыва, разнооттеночность от введения красителя в замасливатель, пятна, штрихи, следы от складок механических повреждений. Гарантийный срок хранения ткани - два года со дня изготовления.
Лак БТ-577 и краска БТ-177
(по ГОСТ 5631-70*)
Лак БТ-577 представляет собой раствор битума в органических растворителях с добавлением препарированного растительного масла и сиккатива. Лак БТ-577 предназначается для окраски металлических конструкций и изделий при непродолжительном их хранении, транспортировке и для изготовления краски БТ-177.
Краска БТ-177 представляет собой суспензию алюминиевой пудры в лаке БТ-577 и приготовляется непосредственно перед нанесением на поверхность путем смешивания 80-85% лака БТ-577 с 15- 20% алюминиевой пудры. Краска БТ-177 предназначена для окраски металлических конструкций и изделий, эксплуатируемых в атмосферных условиях. Покрытие краской БТ-177 (в два слоя по загрунтованной поверхности) должно сохранять защитные свойства в умеренно континентальном климате не менее двух лет.
Лак БТ-577 наносят на поверхность распылением, кистью или окунанием, а краску - распылением. Перед применением лак БТ-577 разбавляют до рабочей вязкости уайт-спиритом (ГОСТ 3134-78), сольвентом (ГОСТ 1928-67 или ГОСТ 10214-78), скипидаром (ГОСТ 1571-76) или смесью указанных растворителей.
Технические требования на лак БТ-577 даны в табл. 1.
Таблица 1
|
Показатель |
С государственным Знаком качества |
Первая категория |
|
Внешний вид пленки |
Глянцевая, однородная, ровная без оспин и морщин, черная, оттенок не нормируется |
|
|
Вязкость при 20° С по вискозиметру ВЗ-4, с, не менее |
18-35 |
18-35 |
|
Содержание нелетучих веществ, % |
39±2 |
Не менее 37 |
|
Время высыхания до степени 3: |
|
|
|
при 18-22° С, ч, не более |
24 |
24 |
|
при 100-110° С, мин, не более |
20 |
20 |
|
Твердость пленки по маятниковому прибору при 20±2° С, условные единицы, не менее |
0,20 |
0,16 |
|
Изгиб, не более |
1 |
3 |
|
Водостойкость пленки лака при 18-23° С, ч, не менее |
36 |
24 |
Краска БТ-177, полученная при смешивании лака с алюминиевой пудрой, должна соответствовать следующим нормам, приведенным в табл. 2.
Таблица 2
|
Показатель |
|
|
Внешний вид пленки |
Ровная, без оспин и морщин, серебристая |
|
Время высыхания до степени 3: |
|
|
при 18-22° С, ч, не более |
16 |
|
при 100-110° С, мин, не более |
30 |
|
Изгиб, мм, не более |
3 |
|
Укрывистость, г/м2, не более |
30 |
Эмаль АС-1213
(по ТУ 67-206-78)
Эмаль АС-1213 представляет суспензию пигментов и наполнителей в растворе алкидно-акриловой смолы с добавлением вспомогательных веществ и растворителей.
Эмаль АС-1213 применяют для устранения дефектов покрытия эмалью Б-АС-1212. В зависимости от назначения эмаль АС-1213 выпускают следующих марок:
А - для устранения мелких дефектов покрытия на заводе;
Б - для устранения мелких дефектов покрытия на стройке;
В - для устранения больших участков поврежденного покрытия или при необходимости замены цвета покрытия на стройке.
Технические требования приведены в таблице 1.
Таблица 1
|
Показатель |
Марка |
||
|
А |
Б |
в |
|
|
Внешний вид, цвет, блеск |
Листы с покрытием эмалью АС-1213 в сухом виде не должны отличаться от листов с покрытием эмалью Б-АС-1212. При визуальном осмотре в естественном рассеянном свете |
||
|
Условная вязкость по вискозиметру ВЗ-4, с |
40-60 |
40-60 |
- |
|
Содержание нелетучих веществ, % |
50±2 |
50±2 |
Не менее 67 |
Перед применением эмаль АС-1213 до рабочей вязкости доводится сольвентом. Перед нанесением эмали АС-1213 поверхность очищают от отстающего покрытия, воды, масла и других загрязнений. Эмаль АС-1213 наносят кистью в два слоя. Продолжительность высыхания пленки не менее 30 мин при температуре, не ниже 18° С. Толщина сухой пленки 25-50 мкм.
Приемка качества покрытия по ГОСТ 9980-75, разд. 1.
Упаковку, маркировку, транспортирование и хранение эмали АС-1213 производят по ГОСТ 9980-75. Эмаль АС-1213 упаковывают в стальные фляги, ГОСТ 5799-69.*
Гарантийный срок хранения эмали АС-1213 при температуре 18-25° С - 6 месяцев со дня изготовления. По истечении срока хранения эмаль АС-1213 проверяют на соответствие всем показателям технических требований. Нарастание вязкости при хранении не служит основанием для браковки. В случае соответствия всем показателям эмаль АС-1213 используют в производстве.
Эмали АС-1213 марок А, Б, В являются пожароопасными и токсичными материалами, что обусловлено свойствами входящих в их состав растворителей (бутилцеллозольв, сольвент, толуол). Бутилцеллозольв и его пары вызывают раздражение слизистых оболочек глаз, носоглотки, при попадании на кожу вызывают воспаление. Сольвент обладает выраженным раздражающим действием, проникает в организм через неповрежденную кожу, относится к разряду умеренно-токсичных веществ. Толуол и его пары в высоких концентрациях действуют наркотически, длительное воздействие паров толуола при низких концентрациях вызывает изменение крови. Предельно-допустимые концентрации (ПДК) в воздухе рабочей зоны и другие характеристики даны в табл. 2.
Таблица 2
|
Компонент |
ПДК в воздухе рабочей зоны, мг/м3 |
Температура, °С |
Предел взрываемости в смеси с воздухом, % (по объему) |
|
|
вспышки, |
самовоспламенения |
|||
|
Бутилцеллозольв |
240 |
74 |
- |
- |
|
Сольвент |
100 |
34 |
540 |
1,3-8 |
|
Толуол |
50 |
6,5 |
550 |
1,2-7 |
Работы, связанные с изготовлением, испытанием и применением эмали АС-1213 должны производиться в соответствии с «Правилами и нормами техники безопасности и промсанитарии для проектирования и эксплуатации пожаро- и взрывоопасных производств нефтехимической и химической промышленности», утвержденными Госгортехнадзором РСФСР от 24.09.1965 г.
Индивидуальные средства защиты при производстве и применении эмали АС-1213 - спецодежда, для защиты рук - пасты типа «биологические перчатки».
Средства тушения пожара: песок, асбестовое одеяло, пенные установки, огнетушители типа ОП-5.
Фанера бакелизированная
(по ГОСТ 11539-73)
Бакелизированную фанеру изготавливают из листов березового лущеного шпона по ГОСТ 3916-69, склеенного между собой во взаимно перпендикулярном направлении волокон древесины синтетическими смолами. Характеристики фанеры разных марок и область применения даны в табл. 1.
Таблица 1
|
Марка |
Характеристика |
Применение |
|
ФБС, ФБС1 |
Наружные слои фанеры пропитывают или на них наносят спирторастворимую смолу, на внутренние слои спирторастворимая смола не наносится |
Для изготовления конструкций в машиностроении и строительстве, эксплуатируемых в атмосферных условиях и в помещениях |
|
ФБВ, ФБВ1 |
Наружные слои фанеры пропитываются или на них наносится водорастворимая смола, на внутренние слои водорастворимая смола не наносится. |
Для изготовления конструкций в машиностроении и строительстве, эксплуатируемых в помещениях |
Фанера марки ФБС может применяться в изделиях, эксплуатируемых в условиях тропического климата.
Фанеру бакелизированную выпускают листами размерами 5,6´1,25 м; 5,6´1,55 м и 7,7´1,55 м и толщиной 5-18 мм. Предельные отклонения толщины даны в табл. 2.
Таблица 2
|
Номинальная толщина листа, мм |
Предельные отклонения, мм |
|
5 |
±0,5 |
|
7 |
±0,8 |
|
10 |
±0,9 |
|
12 |
±0,9 |
|
14 |
±0,9 |
|
16 |
+ 1,0-0,9 |
|
18 |
+2,0-0,9 |
Технические требования даны в табл. 3
Таблица 3
|
Показатель |
Толщина фанеры, мм |
Марка |
Методы испытаний |
||
|
ФБС |
ФБВ |
ФБС1, ФБВ1 |
|||
|
Предел прочности при растяжении вдоль волокон наружных слоев фанеры, кг/см2, не менее |
5; 7 |
900 |
800 |
60 |
По ГОСТ 9622-72* |
|
10; 12 |
750 |
- |
- |
||
|
14; 16; 18 |
70 |
- |
- |
|
|
|
Предел прочности при статическом изгибе PI, кг/см2, не менее: |
|
|
|
|
По ГОСТ 9625-72* |
|
поперек волокон наружных слоев фанеры, |
7 |
800 |
650 |
- |
|
|
10; 12 |
800 |
700 |
- |
|
|
|
14; 16; 18 |
900 |
800 |
- |
|
|
|
вдоль волокон наружных слоев фанеры |
10; 12 |
1200 |
1100 |
900 |
|
|
14; 16; 18 |
1100 |
1000 |
800 |
|
|
|
Предел прочности при скалывании по клеевому слою после кипячения в воде в течение 1 ч, кг/см2, не менее |
5-18 |
18 |
15 |
15 |
По ГОСТ 9624-72* |
|
Влажность, % |
5-7 |
|
6±2 |
|
По ГОСТ 9621-72* |
|
10-18 |
|
8±2 |
|
||
|
Плотность, г/см3, не менее |
5-18 |
|
1,2 |
|
По ГОСТ 9621-72* |
Глава III. ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ СТЕН И ПОКРЫТИЙ ПРОМЫШЛЕННЫХ ЗДАНИЙ
ОСОБЕННОСТИ И ОБЛАСТЬ ПРИМЕНЕНИЯ
К основным особенностям металлических стен и покрытий относятся:
индустриальность конструкции, собираемой из изделий или комплексных элементов (панелей) полной заводской готовности;
малый вес ограждения и его элементов; удобство транспортировки;
простота получения хороших теплоизолирующих свойств увеличением толщины слоя эффективного изоляционного материала;
простота и быстрота сборки элементов с помощью средств малой механизации;
высокая металлоемкость и в ряде случаев стоимость;
возможность коррозии и порчи металлического листа при наличии агрессивной среды и недостаточной культуры эксплуатации;
сложность образования проемов и отверстий под окна, оборудование, коммуникации и т.п. и уязвимость этих зон при эксплуатации.
Помимо перечисленного, стены имеют ряд дополнительных особенностей, которые сводятся к следующему:
навесная конструкция, закрепляемая к каркасу и работающая только на нагрузку от собственного веса, ветра и в случае сэндвич-панелей - на разность температуры, внутренней и наружной обшивок;
возможность получения гофрированной поверхности с различной глубиной и формой рельефа;
возможность получения фасада без видимых швов между отдельными листами или панелями;
возможность разнообразной заводской цветовой отделки металлического листа;
уязвимость стен в зоне цоколя.
Область рационального применения металлических стен и покрытий, определяемая их перечисленными выше особенностями и возможностями, регламентируется рядом нормативных документов, в частности:
«Техническими правилами по экономному расходованию основных строительных материалов» (ТП 101-76),
«Инструкцией по проектированию зданий из легких металлических конструкций» (СН 454-76),
стандартом «Панели металлические с утеплителем из пенопласта. Общие технические условия» (ГОСТ 21562-76);
главой СНиП II-28-73 «Защита строительных конструкций от коррозии (дополнение)».
Согласно этим нормам покрытия с применением стального профилированного листа могут применяться в одноэтажных промышленных зданиях в следующих случаях:
с пролетами 30 м и более и пролетами 24 м при блочном монтаже;
возводимых в районах со слабой базой стройиндустрии, перечисленных в прил. 1 ТП 101-76;
в районах с сейсмичностью 8 и 9 баллов;
в одно- и двухэтажных производственных зданиях и складах, преимущественно комплектной поставки;
для зданий из блок-боксов заводского изготовления;
для инвентарных, передвижных и сборно-разборных зданий.
Стены с применением стального профилированного листа могут применяться в одноэтажных отапливаемых производственных зданиях со стальным каркасом и покрытием из стального профилированного настила.
Применение стального профилированного листа в покрытиях и стенах допускается лишь при наличии неагрессивной или слабоагрессивной внешней (атмосферной) или внутренней среды (табл. 40 главы СНиП II-28-73 «Защита строительных конструкций от коррозии (дополнение)». При средней и сильной агрессии допускается применение ограждений из алюминиевых сплавов.
Применение двух- и трехслойных панелей согласно ГОСТ 21562-76 ограничивается зданиями с относительной влажностью внутреннего воздуха не более 60%.
В настоящее время наметились три основных направления применения эффективных материалов и легких металлических конструкций в современной архитектурно-строительной практике.
Первым направлением является применение этих материалов и конструкций для крупнейших строек страны (ВАЗ, КамАЗ, Атоммаш и др.).
Вторым направлением является строительство объектов с легкими конструкциями в районах Севера, Сибири, Дальнего Востока, в зонах пустынь и полупустынь, в высокогорных и отдаленных или труднодоступных районах, не имеющих развитой производственной базы стройиндустрии. К таким объектам относятся предприятия горнодобывающие, горноперерабатывающие, деревообрабатывающие, энергетики, транспорта, связи и др.
Третье направление - это строительство из легких металлических конструкций комплектной поставки зданий массового применения предприятий машиностроения, приборостроения, легкой, пищевой, мясо-молочной промышленности, предприятий технического обслуживания автотранспорта и сельскохозяйственных машин, складских объектов, а также объектов других отраслей промышленности, где от использования этих конструкций может быть получен наибольший экономический эффект в основном за счет значительного сокращения сроков строительства.
Наиболее часто встречающиеся габаритные схемы зданий (секций) с легкими конструкциями комплектной поставки, утвержденные Госстроем СССР, приведены в табл. 1.
Таблица 1
|
Сетка колонн, м |
Высота зданий, м |
||
|
с напольным транспортом |
с подвесным транспортом |
с мостовыми кранами |
|
|
6´18 |
4,8; 6; 7,2 |
- |
6; 7,2 |
|
6´24 |
4,8; 6; 7,2 |
- |
- |
|
12´18 |
4,8; 6; 7,2; 8,4 |
6; 7,2; 8,4 |
8,4; 9,6; 10,8 |
|
12´24 |
4,8; 6; 7,2; 8,4 |
6; 7,2; 8,4 |
8,4; 9,6; 10,8 |
С такими параметрами строится около 60% площадей промышленных зданий.
Разработанная проектная документация для зданий (секций) с металлическими конструкциями разделена на три группы.
В первую группу входят материалы для проектирования (МДП). Они содержат справочные данные для разработки и объемно-планировочных решений и принятия общих конструктивных решений зданий.
Вторая группа материалов содержит рабочие чертежи (марки КМ) несущих конструкций.
Третья группа материалов содержит рабочие чертежи (марки КМ) ограждающих конструкций. Перечень типовой документации ограждающих конструкций дан в прил. 2.
Разработанная структура типовых материалов увеличивает производительность труда при проектировании. Кроме того, создаются предпосылки для перехода на автоматизированное проектирование с помощью ЭВМ, а также на автоматизированную систему контроля за ходом проектирования, изготовления, комплектации, поставки и монтажа металлических конструкций промышленных зданий.
КОНСТРУКЦИИ СТЕН
Металлические стены образуют две группы, к первой из которых относятся конструкции послойной сборки, требующие последовательного монтажа ригелей, внутренней обшивки, теплоизоляционного слоя и наружной обшивки. При этом элементы стены устанавливаются непосредственно в проектное положение (с лесов, подмостей и т.п.) или предварительно собираются на заводе металлоконструкций или стройплощадке в каркасные панели, из которых и образуется стена. Ко второй группе относятся стены из трехслойных бескаркасных сэндвич-панелей заводского изготовления, состоящих из двух обшивок, соединенных достаточно прочным теплоизоляционным материалом.
По стенам из профилированного листа к применению рекомендуются: один вариант двухслойной конструкции (серия 271-77) и три варианта трехслойной (серии 374-74, 217-78 и 774-73)*.
* Полное название серии дано в прил. 2.
Двухслойная стена поэлементной сборки серии 271-77 включает цоколь из трехслойных (серии 1.432-12) или однослойных (серия 1.432-14) бетонных панелей, ригели из холодноформованных профилей (рис. 1), устанавливаемых с шагом 1,8 м, затем по шпилькам, ввернутым в ригели, устанавливается слой твердых минераловатных плит 1´1,8 м и стальные обрешетки. Листы наружной обшивки крепятся к обрешеткам самонарезающими винтами, а по продольным кромкам друг к другу - комбинированными заклепками. В серии в качестве обшивок принят стальной лист с высотой гофров 44 мм, являющийся по расходу стали оптимальным. Однако при необходимости обшивки могут быть выполнены из листов других типоразмеров, как стальных, так и алюминиевых с проверкой их несущей способности и жесткости (f/l £ 1/150) для принятого шага ригелей. При алюминиевых листах плоскости контакта стальных обрешеток должны изолироваться, например, проклейкой тиоколовой лентой, стеклотканью и т.п.; расход стали дан в табл. 2.
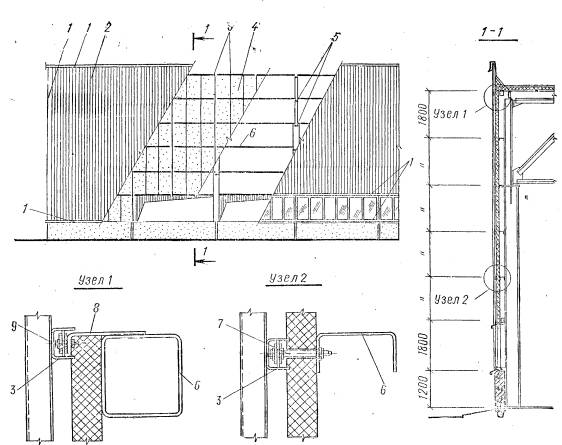
Рис. 1. Схема и детали двухслойной стены (шифр 271-77)
1 - погонажные элементы окантовки угла, парапета, оконного проема и цоколя; 2 -
наружный лист; 3 - обрешетка; 4 - теплоизоляция; 5 столики; 6 - ригель; 7 -
шпилька М12: 8 - скоба для крепления панелей; 9 - самонарезающий винт
|
Шифр рабочих чертежей |
Расход стали, кг/м2, на |
||||
|
каркас* |
обшивки |
погонажные элементы |
крепежные детали |
всего |
|
|
271-71 |
6,5 |
8,5 |
0,9 |
1,7 |
17,6 |
|
374-74 |
6,3 |
17 |
0,9 |
2,3 |
26,5 |
|
217-76 |
6,3 |
17 |
0,9 |
2,8 |
27 |
|
774-73 |
10,1 |
16,1 |
1,1 |
1,2 |
28,5 |
* Для нормативной ветровой нагрузки 50 кг/м2.
Стены укрупнительной сборки серий 374-74 и 217-78 компонуются из элементов, собираемых непосредственно на площадке в панели номинальной ширины 6 м и высотой до 12 и более метров (рис.2).
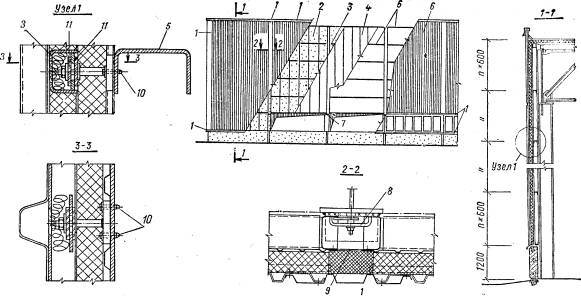
Рис. 2. Схема и детали стены из металлического профилированного
листа с укрупненными монтажными элементами (шифры 374-74 и 217-78)
1 - погонажные фасонные элементы нащельника, парапета, оконного проема, цоколя
и окантовки угла; 2 - теплоизоляция; 3 - обрешетка; 4 - внутренний лист; 5 -
ригели; 6 - наружный лист; 7 - столик; 8 -. скоба крепления панелей; 9 -
оцинкованный стальной лист; 10 - самонарезающий болт; 11 - прокладка
Конструкция панелей серии 374-74 состоит из стальной рамы, собираемой из холодноформованных швеллеров на болтах. К раме крепится внутренний лист, затем укладываются два слоя плит пенополистирола, закрепляются стальные обрешетки и наружный лист.
Оригинальное соединение обрешеток с рамой позволило создать конструкцию каркасной панели без ощутимых теплопроводных включений (Промышленное строительство, 1976, № 12, с. 31). В серии в качестве обшивок приняты листы С10-899-0,8 (внутренний) и С50-749-0,8 (наружный). Очевидно, что обшивки можно выполнять из листов других типоразмеров при соответствующей корректировке шага ригелей. При алюминиевом листе плоскости его контакта со стальными элементами необходимо изолировать.
При монтаже панели устанавливаются на закрепленных на колоннах столики и притягиваются к колонне специальными скобами в уровне каждого ригеля рамы. Затем на заклепках крепят внутренний нащельник вертикального шва, шов изолируют вкладышами из брусков пенополистирола и закрывают наружным нащельником.
Конструкция панели по серии 217-78 аналогична описанной выше и отличается использованием для теплоизоляции жестких минераловатных плит в одном варианте и слоя плит и слоя матов в другом. Предельные расчетные зимние температуры для стен с теплоизоляцией из жестких минераловатных плит разной толщины l0 = 0,056 ккал/(м×ч×°С) из условия невыпадения конденсата даны в табл. 3.
Таблица 3
|
Толщина слоя теплоизоляции*, мм |
Сопротивление теплопередаче, м2×ч×°С/ккал |
Расчетные температуры наружного воздуха при tв = 18° С и относительной влажности воздуха в помещении, j, % |
|
|
до 50 |
51-60 |
||
|
60 |
1,25 |
-39 |
-27 |
|
70 |
1,43 |
-47 |
-34 |
|
80 |
1,61 |
-55 |
-40 |
|
90 |
1,79 |
- |
-47 |
|
100 |
1,97 |
- |
-54 |
* После обжатия на 10-15%.
Соединение наружной и внутренней обшивок между собой во втором варианте выполнено с помощью деревянных брусков.
Монтаж панелей и заделка швов выполняются аналогично описанным выше.
При панельном решении по серии 774-73 стена компонуется из располагаемых горизонтально каркасных панелей заводского или построечного изготовления и вертикальной наружной обшивки из профилированного листа (рис. 3). Предусмотрены панели размерами 2,4´6 и 3´6 м. К раме из холодноформованных швеллеров крепят расположенный вдоль панели лист внутренней обшивки и коротыши, к которым через изолирующую прокладку на болтах присоединяют уголки обрешетки. Теплоизоляцию в виде полужестких или жестких минераловатных плит укладывают между уголками обрешетки в два слоя со смещением швов в смежных слоях. При полужестких плитах предусмотрено их обжатие при установке листа наружной обшивки.
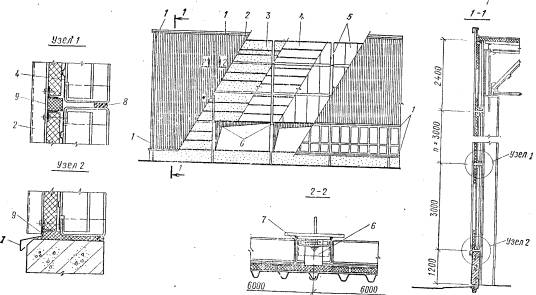
Рис. 3. Схема и детали стены полистовой сборки (шифр 774-73)
1 - погонажные элементы окантовки угла парапета оконного проема и цоколя; 2 -
наружный лист; 3 - теплоизоляция; 4 - внутренний лист; 5 - обрешетка; 6 -
столики; 7 - скоба крепления панелей; 8 - гернитовый шнур; 9 - вкладыш из
минваты
При монтаже панель устанавливается на столики и притягивается к колонне четырьмя скобами по углам. Вертикальные швы заделываются брусками из минеральной ваты, горизонтальные - двумя шнурами гернита или пароизола, после чего стену обшивают вертикально располагаемым наружным листом мерной длины, а в высоких зданиях - листом длиной до 12 м.
Сопоставляя описанные варианты конструкций, можно сказать следующее.
Двухслойные стены серии 271-77 отличаются пониженным расходом металла. При применении окрашенного листа обшивок полистовая сборка обеспечивает наибольшую вероятность сохранности защитно-декоративного слоя, что является важнейшим условием долговечности конструкций. Однако послойная сборка требует сооружения лесов или передвижных подмостей и отличается высокой трудоемкостью монтажа. Применение этих стен сдерживается также недостаточным производством твердых изоляционных плит с офактуренной поверхностью.
Стены укрупнительной сборки из панелей больших размеров серий 374-74 и 217-78 сводят к минимуму трудоемкость собственно монтажа при значительной общей трудоемкости. К их недостаткам относятся повышенная вероятность порчи защитно-декоративной отделки листов, повышенный по сравнению с послойной сборкой расход стали, сложность заделки стыков.
Стены серии 774-73 из транспортабельных панелей заводского изготовления имеют сравнительно невысокую общую трудоемкость монтажа. При этом упрощается изготовление, транспорт и монтаж панелей из-за отсутствия крашеного наружного листа, исключены нащельники, обеспечивается наибольшая вероятность сохранности отделки наружного листа. Однако они включают полистовой монтаж наружной обшивки.
Ко второй группе металлических стен относятся стены из бескаркасных сэндвич-панелей. Панель представляет собой трехслойную пластину, в которой металлические обшивки склеены достаточно прочным средним слоем, обеспечивающим теплоизоляцию ограждения. В качестве среднего слоя пока применяют только жесткий пенополиуретан. Панели изготавливают на высокопроизводительных непрерывных линиях и стендовых установках. На непрерывных линиях профилирование обшивок, обработка их внутренней поверхности, вспенивание теплоизоляции, резка готовой полосы на панели мерной длины происходят при постоянной скорости движения, которая в зависимости от параметров изделия составляет 3-10 м/мин. Панели стендового изготовления получают вспениванием теплоизоляции между уложенными в форму обшивками необходимого профиля. Все выпускаемые панели имеют номинальную ширину 1 м и стыкуются друг с другом в шпунт или с помощью нащельников по кулачковым кромкам.
Область применения панелей разной толщины по отрицательным температурам (колонка 18, табл. 1, СНиП II-A.6-72) дана в табл. 4.
Таблица 4
|
Номинальная толщина панели, мм |
Расчетное сопротивление теплопередаче стены, м2×ч×°С/ккал |
Расчетная зимняя температура в °С при tв =18° С и j, % |
|
|
до 50 |
51-60 |
||
|
45 |
1,28 |
-31 |
-20 |
|
50 |
1,35 |
-33 |
-22 |
|
60 |
1,64 |
-37 |
-26 |
|
80 |
2,13 |
-44 |
-35 |
|
90 |
2,35 |
-48 |
-40 |
|
100 |
2,6 |
-52 |
-45 |
Типовые решения конструкций стен из панелей со стальными обшивками и шпунтовым (тип I) и кулачковым (тип II) стыком содержатся в серии.773-74, со шпунтовым стыком (тип III) - в серии 219-76, и из панелей с алюминиевыми обшивками со стыком тип I - в серии 454-75. Во всех случаях стена включает цоколь из трехслойных (рис. 4, серия 1.432-12) или однослойных (серия 1.432-14) бетонных панелей, ригели из холодноформованных профилей, располагаемые с шагом 1,8-3,6 м, стеновые панели, элементы окантовки проемов, цоколя, парапета и т.п. Углы стен образуются доборными панелями, получаемыми продольной распиловкой основных панелей или специальной угловой панелью (при стендовом производстве). Панели навешивают на крюках на опорные ригели и крепят болтами к промежуточным (ветровым) ригелям. Панели второго типа между ригелями соединяются друг с другом скобами с шагом 0,9-1,2 м. Швы между панелями I и III типа должны уплотняться эластичной лентой типа «комприбанд», швы между панелями второго типа уплотняются лентой из эластичного морозостойкого пенопласта и закрываются нащельниками. Горизонтальные швы (между ярусами панелей) уплотняются упругими прокладками и снаружи герметизируются мастикой. Обрамление углов, парапетов, проемов, цоколя, стыка смежных ярусов выполняют из погонажных фасонных элементов, которые при панелях со стальными обшивками выполняются из листовой стали толщиной 0,8-1 мм и длиной до 3 м, а при панелях с алюминиевыми обшивками - из прессованных алюминиевых профилей длиной до 6 м. Эти прфили крепят к элементам каркаса самонарезающими винтами, а к обшивкам панелей - комбинированными заклепками. Расход металла на стены из трехслойных панелей дан в табл. 5.
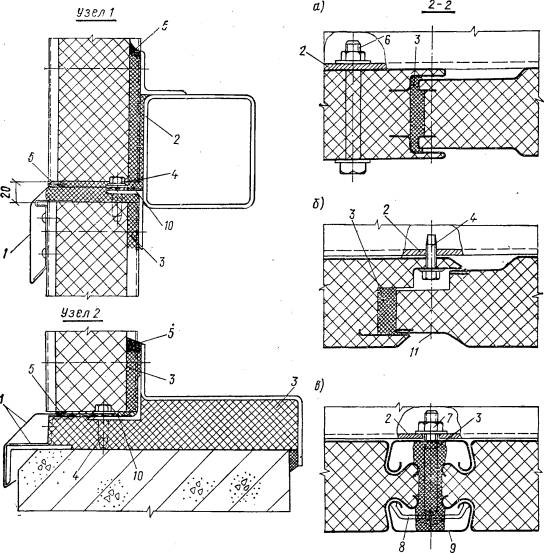
Рис. 4. Схема и детали стены из трехслойных сэндвич-панелей (шифры
773-74; 454-75; 219-76)
1 - погонажные элементы, окантовки парапета, оконного проема, цоколя и угла; 2
- ригели; 3 - эластичный пенополиуретан; 4 - самонарезающий винт; 5 - мастика
«УМС-50»; 6 - болт М10; 7 - болт М8; 8 - прижимная скоба; 9 - наружный
нащельник; 10 - лента из полиэтиленовой пленки на холодной битумной мастике; 11
- ось стыка;
а - стык тип I; б - то же, тип II; в - то же, тип III
Таблица 6
|
Шифр рабочих чертежей |
Тип стыка |
Расход материала, кг/м2, на |
|||||||
|
стальной каркас |
обшивки 0,8 мм |
погонажные элементы |
стальные крепежные детали |
всего |
|||||
|
сталь |
алюминий |
сталь |
алюминий |
стали |
алюминия |
||||
|
773-74, 454-75 |
I; III |
8 |
14,6 |
- |
0,8 |
- |
0,4 |
23,8 |
- |
|
773-74 |
II |
8 |
14,6 |
- |
2 |
- |
0,6 |
25,2 |
- |
|
219-76 |
I |
8 |
- |
4,8 |
- |
0,3 |
0,5 |
8,5 |
5,1 |
* Для нормативной ветровой нагрузки 50 кг/м2.
конструкции покрытии
Конструктивно покрытия с применением металлического листа выполняют послойной сборкой с рулонной кровлей или из двухслойных панелей (монопанелей) с последующим устройством рулонной кровли.
В покрытиях послойной сборки применяют стальной настил с высотой гофра 40-80 мм, укладываемый по прогонам, идущим с шагом, как правило, 3 м. В ряде случаев (сплошностенчатые стропильные конструкции) может оказаться целесообразным увеличение шага прогонов до 4-4,5 м для полного использования несущей способности настила данной марки и упрощения конструкций. В зонах снеговых мешков, напротив, может возникнуть необходимость в уменьшении шага прогонов до 1,5-2 м.
Прогоны пролетом 6 м принимают из горячекатаных швеллеров (серии 1.460-4 и 1.460-8), а при пролете 12 м - решетчатой конструкции (серия 1.462-5 или выпуск ЦНИИПСК шифра ОТП-2117) или сквозные по выпуску ЦНИИПСК шифра ОСП-187.
Структура покрытия послойной сборки с теплоизоляцией из пенополистирола и нагрузки от него даны в табл. 6.
Таблица 6
|
Наименование |
Нормативная нагрузка, кг/м2 |
Коэффициент перегрузки |
Расчетная нагрузка, кг/м2 |
|
Профилированный настил |
10-15 |
1,1 |
11-17 |
|
Слой рубероида на мастике |
4 |
1,2 |
5 |
|
Теплоизоляция из пенополистирола |
5 |
1,2 |
6 |
|
g = 40 кг/м3 |
|
|
|
|
Четырехслойный рулонный ковер |
16 |
1,2 |
19 |
|
Гравийная защита, 20 мм |
40 |
1,3 |
52 |
|
Всего |
75-80 |
|
93-99 |
В табл. 7 приведены значения равномерно распределенной нагрузки для настилов разной марки и следующих условий: прогоны перечисленных выше серий с шагом 3 м, предел текучести стали настила- 23 кг/мм2, предел прочности - 21 кг/мм2, сопротивление срезу - 13 кг/мм2, предельный относительный прогиб - 1/150 пролета [25].
Таблица 7
|
Марка настила |
Нагрузка в кгс/м2 при расчетной схеме |
|||
|
однопролетная |
двухпролетная |
трехпролетная |
четырехпролетная |
|
|
Н-80-674-1 |
635 |
740 |
890* |
845* |
|
Н-79-680-1 |
500 |
575 |
715 |
670 |
|
Н-60-782-1 |
360 |
440 |
545 |
510 |
|
Н-60-782-0,9 |
310 |
375 |
465 |
435 |
|
Н-60-782-0,8 |
260 |
315 |
395 |
360* |
|
Н-60-845-1 |
415 |
415 |
520 |
485 |
|
Н-60-845-0,9 |
370 |
360 |
445 |
420 |
|
Н-60-845-0,8 |
330 |
305 |
360* |
340* |
|
Н-40-711-0,8 |
- |
200 |
190** |
205** |
* По условию устойчивости стенки гофра на опоре.
** По условию жесткости.
К прогонам или другим несущим конструкциям настил крепится самонарезающими болтами в соответствии с указаниями упомянутого Руководства или серий типовых чертежей покрытий. Стык настила по длине делают внахлестку или впритык (рис. 5). По продольным кромкам соседние настилы соединяются комбинированными заклепками с шагом 500 мм.
Достоинством покрытий послойной сборки является возможность применения достаточно широкой гаммы эффективных теплоизоляционных материалов, в том числе несгораемых и трудносгораемых. Общим требованием к этим материалам является правильность формы и малые отклонения от номинала по толщине, обеспечивающие возможность выполнения по ним кровель без стяжки. Этому требованию отвечают плиты из стирольного и фенольного пенопластов, минераловатные повышенной жесткости, стеклопластовые, перлитопластбетонные, перлитофосфогелевые и калиброванные ячеистобетонные.
Архитектурные детали покрытий с применением профилированного настила содержит серия 2.460-6, выпуски 0 и 1 (см. литературу), а также серия 2.460-11. Типовые детали кровель даны в серии 2.460-12.
Особенностью этих покрытий является устройство ендов без продольного уклона.
Температурные швы без перепада высот решаются без разрыва кровли с помощью полуцилиндрических компенсаторов из оцинкованной листовой стали весом 6,3 кг/м2.
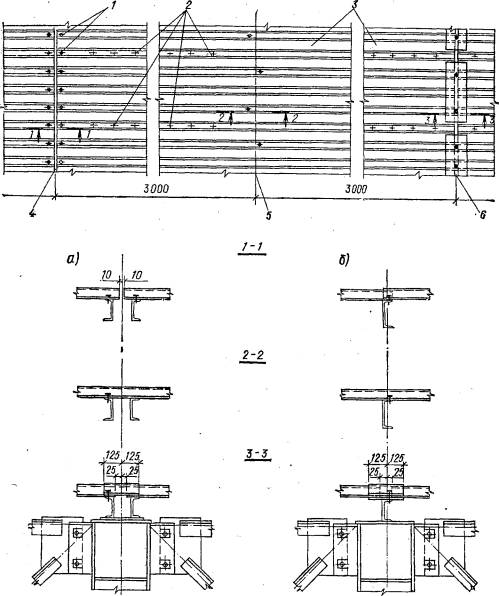
Рис. 5. Фрагмент плана профилированного настила. Узлы крепления
профилированного настила к прогонам
а - шаг ферм - 12 м; б - 6 м (шифр 1.460-4); 1 - самонарезающие болты; 2 -
комбинированные заклепки через 300 мм; 3 настил; 4 - крайняя опора настила; 5 -
промежуточная опора настила; 6 - опора настила в ендове
Чугунные воронки внутренних водостоков устанавливаются в штампованные или сварные поддоны глубиной 45-50 мм из стального листа толщиной 2 мм. Поддоны устанавливают в прямоугольные вырезы в настиле и крепят к нему болтами.
Трубы и шахты пропускаются через стальные патрубки из листа толщиной 5-6 мм, опирающиеся фланцем на профилированный настил покрытия.
Указания по устройству покрытий с профилированным стальным настилом и разными теплоизоляционными материалами содержатся в ряде руководств, разработанных и изданных ЦНИИпромзданий (см. литературу).
Конструкция покрытия из двухслойных панелей (монопанелей) во многом аналогична конструкции послойной сборки. Специфика состоит в том, что стальной лист панелей оказывается закрытым теплоизоляцией, что приводит к некоторым сложностям при соединении панелей с прогонами и друг с другом.
Архитектурные детали покрытий бесфонарных зданий из двухслойных панелей содержит серия 2.460-16, вып. 0; 1 и 2. Вып. 1 содержит детали покрытий при поэлементной сборке, вып. 2 - при монтаже щитами укрупнительной сборки.
Ограждающие конструкции покрытия включают панели с покровным слоем из бумаги или гидроизоляционного материала, основной гидроизоляционный ковер и гравийную защиту толщиной 20 мм по слою битума 2 мм.
Расчетные нагрузки на покрытие при шаге прогонов 3 м для данной марки настила монопанели определяются по табл. 7.
Поперечные стыки панелей выполняют на прогонах, в ряде случаев с уширенной верхней полкой (рис. 6). Наиболее простым является стык на упругих фигурных прокладках из эластичного пенопласта с замкнутоячеистой структурой, например из пенополиэтилена. По торцам панели крепят к прогонам через волну, к промежуточным прогонам - по наружным кромкам.
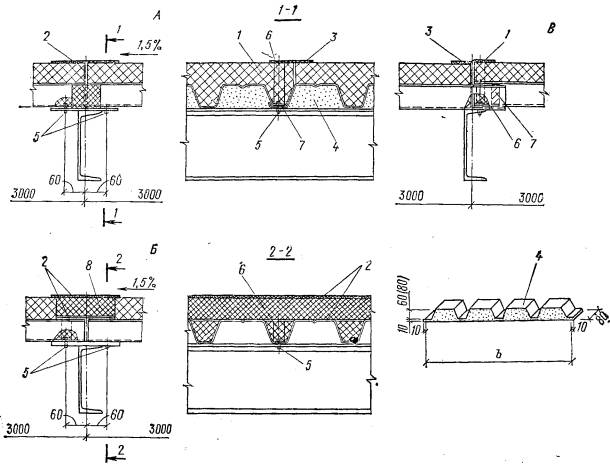
Рис. 6. Узлы покрытий из двухслойных панелей (шифр 2.460-16)
А - стык панелей на фигурной прокладке; Б - стык с вкладышем теплоизоляции; В -
стык внахлестку; 1 - панель; 2 - полоса рубероида шириной 200 мм на мастике; 3
- полоса рубероида шириной 120 мм на мастике; 4 - фигурная прокладка; 5 -
самонарезающий винт; 6 - столбик теплоизоляции Æ 40 мм; 7 - мастика;
8 - вкладыш изоляции
Продольный стык выполняют внахлестку с соединением кромок листов комбинированными заклепками с шагом 500 мм. Пароизоляцию стыка обеспечивают слоем герметика, в качестве которого рекомендуются тиоколовые мастики УТ-32 или АМ-0,5, герметик «Эластосил 11-05» и др.
В местах установки болтов и заклепок покровный слой и теплоизоляцию временно удаляют с помощью трубчатой фрезы диаметром 35-40 мм. После закрепления и соединения панелей выбранную теплоизоляцию устанавливают на место.
При наличии в панелях покровного гидроизоляционного слоя продольные и поперечные швы проклеивают полосами рубероида, а покровный слой при этом учитывают в составе водоизоляционного ковра. Указания по устройству покрытия из панелей содержатся в «Рекомендациях по применению кровельных панелей в покрытиях промышленных зданий».
АРХИТЕКТУРНО-КОМПОЗИЦИОННЫЕ ПРИЕМЫ И РЕШЕНИЯ
Каркас
Каркас зданий с металлическими ограждающими конструкциями выполняют, как правило, стальным. В обоснованных случаях могут применяться смешанные (сталь-железобетон), железобетонные или деревянные каркасы.
Защитно-декоративную отделку каркаса выполняют по СНиП II-28-73 «Защита строительных конструкций от коррозии».
Цветовую отделку каркаса выполняют в соответствии с требованиями «Указаний по проектированию цветовой отделки интерьеров производственных зданий промышленных предприятий» (СН 181-70) и «Руководства по проектированию цветовой отделки интерьеров жилых, лечебных и производственных зданий». (М. Стройиздат, 1978).
Основными приемами цветовой отделки каркаса являются: использование естественного цвета применяемого материала (алюминий, оцинкованная сталь, дерево, бетон); окраска (контрастная или нюансная). Контрастную отделку применяют для более полного и эффектного выявления конструктивной основы здания, для более легкого ее восприятия.
Нюансную отделку применяют для смягчения восприятия при более сложных, насыщенных или массивных конструкциях.
Цоколь
Цоколь выполняют из прочных и ударостойких материалов. В сравнительно мягких климатических условиях цоколь рекомендуется выполнять из однослойных легкобетонных панелей (серия 1.432-14), в суровых климатических условиях и в зданиях с агрессивной средой и повышенной влажностью - из трехслойных железобетонных панелей с эффективной теплоизоляцией (серия 1.432-12).
В отдельных случаях (при сложном рельефе, особых архитектурных задачах, отсутствии или трудности доставки железобетонных и легкобетонных панелей, при наличии дешевых местных материалов и рабочей силы, а также соответствующем технико-экономическом обосновании) цоколь может быть выполнен из кирпича однослойной или многослойной конструкции.
При многослойной конструкции, цоколя с применением эффективной теплоизоляции необходимо, чтобы теплоизоляционный слой цокольной части служил продолжением теплоизоляционного слоя металлических стен.
Высоту цоколя для большей сохранности металлических стен рекомендуется принимать 0,9-2,4 м. Большую высоту цоколя рекомендуется принимать в районах с большими снегоотложениями и снегозаносами, при интенсивном транспортном движении (особенно в зоне ворот) и частном расположении ворот дверей, а также в случае возможности складирования различных материалов в зоне наружных стен как внутри, так и снаружи здания.
Верх цоколя рекомендуется увязывать с отметками проемов окон, дверей, ворот, технологических отверстий и вводов.
В целях создания большей архитектурной выразительности зданий и сооружений (например, рельефа и светотени, легкости, контрастности) наружную грань цоколя целесообразно сдвигать внутрь от наружной грани металлических стен на 20-50 мм.
Цоколь рекомендуется выполнять с улучшенной отделкой в соответствии с высококачественной отделкой металлической стены.
Железобетонные панели рекомендуется применять с заводской наружной облицовкой керамической плиткой, камнем или другими материалами.
Кирпичные вставки в цоколе из железобетонных панелей рекомендуется выполнять с той же отделкой, что и панели, и в одной плоскости с ними по фасаду.
Металлическая стена
Оптимальное решение металлической стены во многом определяется целесообразным выбором материалов и изделий, принятыми конструктивными и архитектурными решениями, полнотой учета специфики металлических стен.
Основным материалом для обшивок металлических стен послойной сборки и облицовок сэндвич-панелей служит оцинкованный профилированный стальной лист с различными видами отделки.
Основными видами защиты и отделки металлических листов являются оцинковка и комбинированные покрытия. Комбинированные покрытия состоят из слоя оцинковки (20-25 мкм) и окрасочного слоя полимерными материалами или слоя наклеиваемой пластмассовой пленки.
Для наружных (фасадных) покрытий металлических облицовок и обшивок применяют пластизоли, органозоли, фторопласты, меламино-алкидные, алкидно-акриловые (покрытие типа «Версакор»), акриловые, акрилсиликоновые, полиэфирсиликоновые смолы и поливи-нилиденфторидные пленки.
Для внутренних (в интерьере) покрытий применяют органозоли, пластизоли и поливинилхлоридные пленки.
Технология и оборудование отечественных заводов позволяют наносить на обе поверхности металлического (стального или алюминиевого) листа одинаковые или различные по составу, толщине, цвету и фактуре покрытия со скоростью 30-45 м/мин. Возможные сочетания вариантов покрытий даны в соответствующих ТУ.
К основным архитектурно-художественным качествам защитно-декоративных покрытий относятся: цвет; фактура; текстура; стабильность свойств (погодостойкость, средостойкость, биостойкость, долговечность, стойкость против механических воздействий, появления царапин, трещин, отслоений, пятен, выбелов и т.п.).
Рекомендуются следующие цвета:
алкидно-акриловое покрытие (Минтяжстрой СССР):
серый (разных оттенков);
синий;
салатовый;
бежевый;
полиэфирсиликоновое покрытие (Минтяжстрой СССР):
морская волна;
бежевый;
органозольное покрытие (Минтяжстрой СССР):
белый (Минэнерго СССР);
салатовый;
охристый;
пластизольное покрытие (Минтяжстрой СССР):
серый светлый;
акрилсиликоновое и акриловое покрытие (Минэнерго СССР):
белый;
серый;
бирюзовый;
голубой;
меламино-алкидное покрытие (Минэнерго СССР):
по ГОСТ 9754-76.
Акриловые, акрилсиликоновые, органозольные, меламино-алкидные, пластизольные, фтористые покрытия имеют гладкую фактуру и однотонную текстуру, полиэфирсиликоновые покрытия - глянцевую и полуматовые фактуры и однотонную текстуру, покрытия эмалью Б-АС-1212 и алкидно-акриловые покрытия (типа «Версакор») - рельефную фактуру и однородную текстуру.
Цвет, фактуру и текстуру покрытий (окрасочных и пленочных) рекомендуется согласовывать с заводом-изготовителем.
Данные по основным свойствам применяемых окрасочных систем приведены в табл. 8.
Долговечность защитно-декоративных покрытий по литературным данным составляет: акрилсиликоновых, полиэфирсиликоновых и пластизольных - 10-15 лет, акриловых и органозольных - 8-10 лет; алкидно-акриловых - 20-25 лет.
В более ответственных зданиях и сооружениях и в среднеагрессивной среде рекомендуется применять фторопластовые покрытия, алкидно-акриловые упрочненные покрытия (типа «Версакор»), покрытие эмалью Б-АС-1212 и пленочное покрытие на основе поливинилидефторида.
Вместо стального листа в ряде случаев целесообразно применение алюминиевого листа, как обладающего высокой стойкостью к некоторым агрессивным промышленным средам, а также высокими декоративными качествами. Применение алюминиевых профилей целесообразно также в архитектурных деталях и элементах стен, например фризах, козырьках, сливах, парапетах и т.п.
Таблица 8
|
Свойство |
Акриловые смолы |
Алкидные смолы |
Винилалкидные системы |
Органозоли |
Пластизоли |
ПВХ-смешанные полимеризаторы |
Полиэфирные смолы |
Силиконовые смолы |
Фтористые углеродсодержащие смолы |
Эпоксидные смолы |
Пленки |
|
|
поливинилхрориды |
поливинилфториды |
|||||||||||
|
Блеск |
О |
X |
X |
Н |
Н |
О |
О |
О |
У |
О |
У |
X |
|
Сохранение цвета |
О |
У |
У |
У |
У |
У |
О |
О |
X |
У |
У |
X |
|
Стойкость в атмосфере |
О |
X |
X |
О |
О |
X |
X |
О |
О |
Н |
О |
О |
|
Стойкость против появления пятен |
X |
X |
У |
X |
X |
X |
X |
X |
О |
О |
X |
О |
|
Стойкость против химикатов |
X |
У |
У |
О |
О |
X |
У |
X |
О |
О |
X |
О |
|
Стойкость против солей |
О |
X |
X |
О |
О |
О |
X |
X |
О |
О |
О |
О |
|
Стойкость против царапин |
О |
X |
X |
У |
У |
X |
О |
X |
У |
О |
У |
Н |
|
Стойкость на истирание |
X |
X |
X |
О |
О |
X |
О |
X |
О |
X |
О |
О |
|
Сцепление |
О |
X |
X |
О |
О |
О |
X |
X |
X |
О |
О |
X |
|
Упругость (эластичность) |
X |
X |
X |
О |
О |
X |
X |
X |
О |
X |
О |
О |
|
Твердость |
X |
У |
X |
X |
X |
X |
О |
X |
X |
О |
У |
X |
Примечание. Условные обозначения: О - отлично; X - хорошо; У - удовлетворительно; Н - недостаточно.
Алюминиевые профили и листы рекомендуется применять, как правило, с защитно-декоративным анодно-окисным покрытием. Толщина покрытия при слабоагрессивной среде должна быть не менее 8 мкм, в среднеагрессивной - 15-20 мкм. Применение алюминиевых профилей и листа без защитного покрытия допускается лишь в конструкциях, работающих в неагрессивной среде и при отсутствии требований к хорошему внешнему виду.
Виды и характеристика анодно-окисных покрытий, выполняемых на заводах алюминиевых строительных конструкций, приведены в табл. 9.
Таблица 9
|
Вид анодирования |
Шифр |
Цвет изделия |
Толщина окисной пленки, мкм |
Длина элемента, мм |
|
Бесцветное |
- |
Серебристый |
14-20 |
1200-7000 |
|
Цветное |
А |
Светлый бронзово-желтый |
20 |
|
|
|
В |
Светлый бронзовый |
16-20 |
|
|
|
С |
Бронзовый |
12-16 |
400-6000 |
|
|
Д |
Темно-коричневый |
9-12 |
|
|
|
Е |
Черный |
9 |
|
Ответственным вопросом при компоновке металлических стен является правильное решение стыков отдельных листов и укрупненных элементов.
Горизонтальные стыки в стенах послойной сборки рекомендуется выполнять напуском листов верхнего яруса на нижний. Отметки горизонтальных стыков листов следует увязывать с отметками проемов окон, ворот, дверей, жалюзи, располагая их на одном уровне по всей длине фасада.
Горизонтальные стыки между ярусами укрупненных монтажных элементов рекомендуется принимать с нахлесткой наружной облицовки верхних элементов на нижние. В некоторых случаях оправданным может оказаться стык с применением слива.
Горизонтальные стыки монтажных проемов рекомендуется увязывать с общим решением металлической стены.
Вертикальные стыки укрупненных монтажных элементов стен послойной сборки могут выполняться раскрытыми внутрь или наружу. В обоих случаях одна из обшивок соседних элементов соединяется нахлесткой крайних гофров, а вторая - нащельником из стандартного листа или специальной формы. Последние могут быть использованы для ритмического членения поля стены.
Для оформления внутренних и наружных углов зданий и примыканий к другим частям зданий и сооружений (цоколю, покрытию и др.), горизонтальных и вертикальных стыков панелей, окон, дверей, ворот, жалюзи, технологических и других проемов применяют специальные фасонные профили из стального оцинкованного и окрашенного листа (длиной до 3 м) или алюминия (длиной 6 м). Для стен со стальными облицовками рекомендуется применять стальные фасонные элементы, для алюминиевых - алюминиевые.
Сливы рекомендуется устанавливать с уклоном 10% для исключения возможного скопления влаги, снега, пыли, грязи. Вынос их должен быть по возможности минимальный.
Отделку фасонных элементов целесообразно увязывать с общим архитектурным решением плоскости стены и всего здания. Рекомендуются следующие приемы их отделки:
цвет фасонных элементов совпадает с цветовой отделкой фасадной плоскости металлического ограждения;
цвет фасонных элементов, отличный от цветовой отделки фасадной плоскости металлического ограждения, но связанный общей цветовой гармонией; как правило, это цвета дополнительные или одной цветовой гаммы, но заметно отличающиеся по светлоте, обеспечивающей высокую контрастность применяемых цветовых сочетаний;
комбинированная отделка, основанная на общей цветовой гармонии, т.е. часть фасонных элементов может иметь цвет применяемого металлического ограждения, другая часть - от него отличный.
Окна
Окна рекомендуется принимать минимальной площади, исходя из технологических, функциональных, объемно-планировочных, экономических, психофизиологических и гигиенических требований.
Естественный свет целесообразно использовать на предприятиях с невысокими требованиями к уровню освещенности. При повышенных требованиях рекомендуется применять совмещенное (интегральное) освещение, когда наряду с небольшими по площади окнами или светопроемами в покрытии (при широких зданиях) используется искусственное освещение.
Размещение и форма окон должны способствовать выявлению архитектоники легкого металлического ограждения, его легкости и индустриальности.
В качестве основных архитектурно-композиционных приемов рекомендуются горизонтальное ленточное остекление ниже поля металлической стены, т.е. над цоколем, и вертикальное ленточное остекление.
В некоторых случаях может оказаться целесообразным устройство горизонтального ленточного остекления над полем металлической стены или в пределах его высоты, например на границе стыкования ярусов обшивок, а также остекление в форме отдельно расположенных окон или витражей.
При ленточном остеклении качество архитектурного решения фасада в значительной степени зависит от правильного соотношения глухих и остекленных поверхностей. Узкая полоса ленточного остекления приобретает особое значение при больших площадях глухих участков стены.
Отдельные окна могут акцентировать внутренний и внешний силуэт здания, создавать определенный ритмический и метрический порядок.
Расположение отдельных окон рекомендуется увязывать с разрезкой основной конструкции стены. При компоновке окон рекомендуется придерживаться основного принципа: минимум резки элементов металлической стены.
Витражное остекление рекомендуется применять в отдельных случаях для создания глубины и эффектного контраста между поверхностью глухой стены и интерьером.
В складских зданиях, а также в производственных и вспомогательных, особенно при их большой ширине, может оказаться целесообразным устройство вместо окон верхнего освещения через зенитные фонари.
Ворота и двери
Ворота и двери принимают стандартными по типовым чертежам, приведенным в прил. 2. Архитектурные детали и узлы примыкания ворот и дверей на примере стен из трехслойных сэндвич-панелей даны в Серии 773-74, вып. 0; 3 и 4.
При разработке архитектурного решения фасада особое внимание должно быть уделено оформлению проемов дверей и ворот, а также отделке их полотнищ с наружной стороны. В ряде случаев в качестве облицовки может быть использован металлический лист обшивки стен.
Козырьки, навесы, лестницы
Козырьки, навесы, металлические лестницы, обслуживающие площадки должны выполняться, как правило, отдельно стоящими, без крепления их к полю металлической стены, предусматривая между ними зазор не менее 150 мм.
Архитектурное решение козырьков, навесов, металлических лестниц, обслуживающих площадок рекомендуется увязывать с общим композиционным решением зданий и металлических ограждений и использовать их в качестве элементов архитектурной композиции.
Основной отделкой этих элементов является окраска. При этом она может быть контрастной или нюансной.
Технологическое оборудование и инженерно-технические устройства
Технологическое оборудование следует функционально зонировать с тем, чтобы свести к минимуму число вводов в зоне металлических стен.
Вводы рекомендуется устраивать ниже планировочной отметки или в зоне цоколя. При необходимости они могут размещаться в зоне оконных проемов.
В ряде случаев оказывается целесообразной архитектурная обработка наружного технологического оборудования и коммуникаций, а также их использование в качестве элементов архитектурной композиции. Их отделку следует увязывать с общим архитектурным решением комплекса, здания и металлической стены. При этом рекомендуются следующие основные приемы:
контрастная отделка, при которой цвет коммуникаций и оборудования является дополнительным к цвету металлической стены;
нюансная отделка, при которой цвет коммуникаций и оборудования совпадает с цветом металлической стены или находится в единой цветовой гамме;
функциональная отделка.
Функциональную окраску рекомендуется выполнять с учетом работы «Функциональная окраска в архитектуре промышленных предприятий» (М., ЦНИИпромзданий, 1968, автор В.В. Блохин) и «Руководства по проектированию цветовой отделки интерьеров жилых, лечебных и производственных зданий» (М., Стройиздат, 1978).
Вентиляционные жалюзийные решетки в наружных стенах следует располагать, как правило, в зонах оконных проемов. При этом размеры решеток должны равняться или быть кратными размерам окон.
Не рекомендуется прокладывать системы санитарно-технических устройств по металлическим стенам на фасадах и в интерьерах. При наружном неорганизованном водоотводе с покрытий их устройство на стенах со стороны сброса воды не допускается.
В зданиях с влажным режимом следует избегать устройства выброса воздуха вентиляционными системами через отверстия в наружных стенах.
При необходимости устройства таких выбросов следует предусматривать меры по предотвращению омывания выбрасываемым влажным или загрязненным воздухом наружных поверхностей стен (факельный выброс, организованный отвод выбрасываемого воздуха выше кровель и др.).
Примеры архитектурных решений фасадов зданий даны на рис. 7, 8, 9.
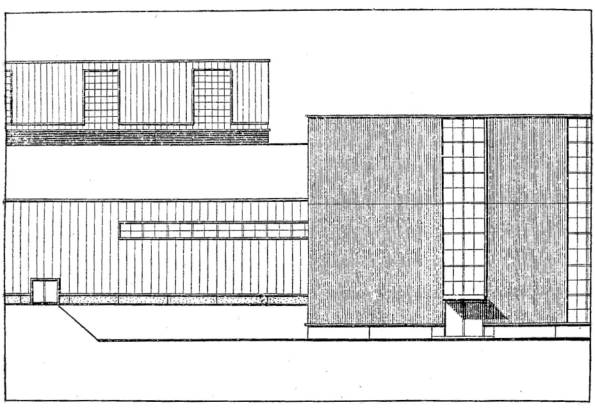
Рис. 7. Пример архитектурного решения фасадов зданий
Рис. 8. Пример архитектурного решения фасадов зданий
Рис. 9. Пример архитектурного решения фасадов зданий
ПРИЛОЖЕНИЕ I
Перечень типовых проектов металлических ограждений и комплектующих их конструкций
|
№ п.п. |
Наименование серии, выпуска |
Шифр |
Институт-разработчик |
Институт-распространитель |
|
1 |
Металлические стены, одноэтажных производственных зданий полистовой сборки Вып. 1. Материалы для проектирования |
774-73 |
ЦНИИпромзданий при участии ЦНИИСК им. В.А. Кучеренко, НИИСФ, Промстальконструкция |
ЦИТП |
|
2 |
Стены одноэтажных отапливаемых производственных зданий из металлических профилированных листов и пенополистирола с укрупнительными монтажными элементами Вып. 1. Материалы для проектирования |
374-74 |
ЦНИИпромзданий при участии НИИСФ |
» |
|
3 |
Стены одноэтажных производственных зданий из металлических профилированных листов и стекло- и минераловатных материалов с укрупненными монтажными элементами Рабочие чертежи |
217-78 |
ЦНИИпромзданий |
» |
|
4 |
Двухслойные стены одноэтажных производственных зданий с наружными металлическими листами и теплоизоляцией из минераловатных плит повышенной жесткости Рабочие чертежи |
271-77 |
ЦНИИпромзданий |
ЦНИИпромзданий |
|
5 |
Металлические стены одноэтажных производственных зданий из трехслойных панелей Вып. 0. Материалы для проектирования Вып. 0-1. Материалы для проектирования стен с толщиной утеплителя 100 и 120 мм Вып. 1. Монтажные детали Рабочие чертежи Вып. 2. Элементы стальных конструкций Рабочие чертежи Вып. 3. Архитектурные детали отделки стен. Рабочие чертежи Вып. 4. Монтажные и архитектурные узлы стен |
773-74 |
ЦНИИпромзданий при участии НИИСФ |
ЦИТП |
|
6 |
Стены одноэтажных промышленных зданий из трехслойных алюминиевых панелей, изготовляемых стендовым способом. Материалы для проектирования |
454-75 |
ЦНИИПромзданий при участии ЦНИИСК им. В.А. Кучеренко и НИИСФ |
ЦИТП |
|
7 |
Металлические стены одноэтажных производственных зданий из трехслойных панелей типа «сэндвич», изготовляемых стендовым способом (на оборудовании фирмы «Метекно») |
219-78 |
То же |
» |
|
8 |
Стены одноэтажных производственных зданий из трехслойных стальных панелей, изготовляемых стендовым способом. Материалы для проектирования |
223-77 |
Гипроспецлегконструкция при участии ЦНИИПромзданий, НИИСФ, ЦНИИСК им. В.А. Кучеренко |
» |
|
9 |
Унифицированные фасонные детали стен одноэтажных промышленных зданий из легких металлических конструкций комплектной поставки. Фасонные (доборные) элементы из стали |
ДП-77 |
ВГПКТИ Гипроспецлегконструкция |
ВГПКТИ Гипроспецлегконструкция |
|
|
Материалы для проектирования |
|
|
|
|
10 |
Унифицированные фасонные детали стен и кровельных покрытий одноэтажных промышленных зданий из легких металлических конструкций Вып. 1. Элементы стен Вып. 2. Элементы кровли Материалы для проектирования |
278-77 |
ВГПКТИ Гипроспецлегконструкция |
ВГПКТИ Гипроспецлегконструкция |
|
11 |
Архитектурные детали покрытий одноэтажных промышленных зданий с применением стального профилированного настила ТДА Вып. 0. Материалы для проектирования Вып. 1. Рабочие чертежи типовых деталей |
2.460-6 |
ЦНИИПромзданий |
ЦИТП |
|
12 |
Типовые детали покрытий унифицированных одноэтажных промышленных зданий (секций) из легких металлических конструкций Рабочие чертежи |
2.460-11 |
ЦНИИПромзданий |
» |
|
13 |
Типовые детали кровель унифицированных одноэтажных зданий (секций) из легких металлических конструкций Рабочие чертежи |
2.460-12 |
То же |
» |
|
14 |
Узлы покрытий одноэтажных производственных зданий из двухслойных панелей Вып. 0. Материалы для проектирования Вып. 1. Узлы покрытий из двухслойных панелей Рабочие чертежи Вып. 2. Узлы покрытий с применением монтажных щитов из двухслойных панелей Рабочие чертежи |
2.460-16 |
ЦНИИПромзданий, Ленинградский Промстройпроект |
» |
|
15 |
Окна стальные для производственных зданий из легких металлических конструкций Вып. 0. Указания по применению Вып. 1. Окна из спаренных труб Вып. 2. Окна из одинарных труб Вып. 3. Монтажные узлы |
1.436-9 |
Промстройпроект |
ЦИТП |
|
16 |
Окна стальные из одинарных труб для зданий из ЛМК |
|
ВГПКТИ Гипроспецлегконструкция |
ВГПКТИ Гипроспецлегконструкция |
|
17 |
Панели оконные стальные из горячекатаных и гнутых профилей для производственных зданий |
ЦНИИпроектстальконструкция |
Издательство стандартов. М., 1975 |
|
|
18 |
Окна алюминиевые для промышленных зданий с применением легких металлических конструкций Вып. 0. Указания по применению и изготовлению окон Вып. 1. Окна из алюминиевых профилей одинарные Вып. 2. Окна из алюминиевых профилей (с термовкладышами) спаренные Вып. 3. Окна из алюминиевых профилей (с термовкладышами) со стек-лопакетами Вып. 4. Монтажные узлы Вып. 5. Механизмы открывания |
1.436-10 |
ВГПКТИ Гипроспецлегконструкция |
ВГПКТИ Гипроспецлегконструкция |
|
19 |
Окна деревянные для зданий промышленных предприятий |
ГОСТ 12506-67 |
ЦНИИПромзданий |
Издательство стандартов. М., 1971 |
|
20 |
Фонари зенитные для производственных зданий из легких металлических конструкций Вып. 0. Материалы для проектирования и монтажные узлы Вып. 1. Стаканы фонарей с применением стеклопакетов Рабочие чертежи КМ Вып. 2. Стаканы фонарей с применением профильного стекла Рабочие чертежи КМ |
1.464-10 |
ЦНИИПромзданий |
ЦИТП |
|
21 |
Фонари зенитные для промышленных зданий |
Л-500КМД |
ВГПКТИ Гипроспецлегконструкция |
ВГПКТИ Гипроспецлегконструкция |
|
22 |
Фонари зенитные для промышленных зданий |
Серия 3200 |
Промстройпроект |
Промстройпроект |
|
23 |
Фонарь зенитный. Рабочие чертежи. КМД |
|
ВГПКТИ ВГПКТИ Гипроспецлегконструкция |
ВГПКТИ Гипроспецлегконструкция |
|
24 |
Двери металлические для зданий с применением легких металлических ограждающих конструкций |
285-77 |
ЦНИИПромзданий |
ЦИТП |
|
25 |
Алюминиевые двери для гражданских зданий Рабочие чертежи* |
259 |
ВГПКТИ Гипроспецлегконструкция |
ВГПКТИ Гипроспецлегконструкция |
|
26 |
Двери деревянные для зданий промышленных предприятий |
. ГОСТ 14624-69 |
|
Издательство стандартов, М., 1970 |
|
27 |
Ворота и двери противопожарные для промышленных зданий ПВ 3,6´3,6; ПВ 3,6´3; ПВИ 3,6´3,6; ПВИ 3,6´3 Вып. 1. Противопожарные двери Вып. 2. Противопожарные двери искронедающие Вып. 3. Ворота противопожарные и искронедающие Вып. 4. Противопожарные двери металлические Вып. 5. Противопожарные двери деревянные, пропитанные антипиреном |
2.435-6 |
Госхимпроект |
ЦИТП |
|
28 |
Ворота раздвижные 2-польные 4X4,2 м для портовых складов штучных грузов Вып. 1. Механическая часть Вып. 2. Архитектурно-строительная часть Вып. 3. Электротехническая часть Вып. 4. Воздушные и тепловоздушные завесы |
1.435-10 |
Гипроречтранс (Ленинград) |
ЦИТП Минский филиал |
|
29 |
Ворота подъемно-поворотные с автоматическим управлением Вып. 1. Рабочие чертежи Часть 1. Общая часть. Часть 2 Детали: ВПЭ 3,6´3,6; ВПЭ 3,6´4,2; ВПЭ 3´3; ВПЭ 2,4´2,4; ВПЭ 3,6´3; ВПП 3,6´4,2; ВПП 3´3; ВПП 3,6´3; ВПП 2,4´2,4; ВПП 3,6´3,6 |
Серия 1.435-11 |
Промстройпроект |
ЦИТП |
|
30 |
Ворота металлические распашные с автоматическим управлением и воздушно-тепловыми завесами для автобусных, трамвайных и троллейбусных депо Вып. 1. Ворота троллейбусных парков Вып. 2. Ворота трамвайных депо Вып. 3. Ворота автобусных парков Вып. 4. Привод ворот для внутренней установки Вып. 5. Привод ворот для наружной установки Вып. 6. Воздушные тепловые завесы Вып. 7. Электрическая часть троллейбусных и трамвайных депо Вып. 8. Электрическая часть автобусных парков Вып. 9. Архитектурно-строительная часть проемов ворот |
Серия 1.435-14 |
Мосгортранспроект |
» |
|
31 |
Ворота раздвижные складчатые ВРС 3,6´3; ВРС 3,6´3,6; ВРС 3,6´4,2; ВРС 4,2´4,2; ВРС 4,9´5,4 |
Серия 1.435-16 |
ЦНИИПромзданий |
ЦИТП |
|
32 |
Ворота распашные с ручными приборами открывания В 3,6´3; В 3,6´3,6; В 3,6´4,2; В 4,9´5,4 Вып. 1 |
Шифр 41-74 |
То же |
» |
|
33 |
Ворота шторные ВШ 4,9´5,4 Вып. 1, 2 |
Шифр 898-73 |
|
» |
|
34 |
Ворота подъемно-поворотные с ручным и механизированным открыванием размером 3,6´3,6 ВПП 3,6´3,6 |
Л-42 КМД |
ВГПКТИ Гипроспецлегконструкция |
ВГПКТИ Гипроспецлегконструкция |
|
35 |
Ворота откатные с механизированным и ручным открыванием 4,8´5,4 ОВ-4,8´5,4 |
Л-207 КМД |
То же |
То же |
|
36 |
Ворота распашные складчатые: РСВ 3,6´3,6 РСВ 4,2´4,2 РСВ 4,8´5,4 РВС-к |
Л-75 КМД |
ВГПКТИ Гипроспецлегконструкция |
ВГПКТИ Гипроспецлегконструкция |
|
37 |
Ворота портовых складов раздвижные двупольные 5,2´5,5 |
ПР-05-57 |
Союзморниипроект |
ЦИТП и Новосибирский филиал ЦИТП |
|
38 |
Ворота портовых складов раздвижные однопольные 5,2´5,5 |
ПР-05-59 |
То же |
Новосибирский филиал ЦИТП |
СПИСОК ЛИТЕРАТУРЫ
1. Глава СНиП II-24-74. Алюминиевые конструкции. М., Стройиздат, 1974.
2. Алюминиевые конструкции. Справочное пособие. Под ред. В.И. Трофимова. М., Стройиздат, 1978.
3. Блохин в. в. Архитектура интерьера промышленных зданий. М., Стройиздат, 1973.
4. Блохин В.В. Функциональная окраска в архитектуре промышленных предприятий. М., ЦНИИПромзданий, 1968.
5. Дехтяр А.Ш. Облегченные конструкции металлических стен промышленных зданий. М., Стройиздат, 1979.
6. Глава СНиП II-28-73. Защита строительных конструкций от коррозии (дополнение). М., Стройиздат, 1976.
7. Инструкция по проектированию зданий из легких металлических конструкций. СН 454-76. М., Стройиздат, 1977.
8. Каталог легких ограждающих конструкций и комплектующих изделий. Часть I. ЦБНТИ. Минтяжстрой СССР. М., 1978.
9. Каталог легких несущих и ограждающих конструкций и комплектующих металлоизделий для промышленных зданий. М., Внешторгиздат, 1978. Минмонтажспецстрой СССР.
10. Каталог унифицированных зданий (секций) из легких металлических конструкций. Сборник 400-0. Одноэтажные здания. М., ЦИТП, 1974.
11. Каталог унифицированных зданий (секций) из легких металлических и смешанных конструкций (дополнение сборника 400-0), М., ЦИТП, 1979.
12. Клебанов П.Н., Титов Д.Н., Лифшиц А.Е. Объемные блоки из легких конструкций для встроенных вспомогательных помещений. Промышленное строительство, 1974, № 10.
13. Глава СНиП II-26-76. Кровли. М., Стройиздат, 1978.
14. Легкие металлические конструкции одноэтажных производственных зданий. Справочник проектировщика. М., Стройиздат,.1979.
15. Олесов И.П. Монтаж легких металлических конструкций. Монтажные и специальные работы в строительстве, 1975, № 10.
16. Панели металлические с утеплителем из пенопласта. Общие технические условия. ГОСТ 21562-76.
17. Пособие по физико-механическим характеристикам строительных пенопластов и сотопластов, М., Стройиздат, 1977 (ЦНИИСК им. В.А. Кучеренко).
18. Глава СНиП II-M.2-72*. Производственные здания промышленных предприятий. Нормы проектирования. М., Стройиздат, 1978.
19. Глава СНиП II-А.5-70*. Противопожарные нормы проектирования зданий и сооружений. М., Стройиздат, 1978.
20. Рекомендации по проектированию двухслойных панелей совмещенных покрытий с профилированным металлическим листом и заливочным фенолоформальдегидным пенопластом ФРП-1. М., ЦНИИСК им. В.А. Кучеренко, 1976.
21. Рекомендации по расчету трехслойных панелей с металлическими обшивками и заполнителем из пенопласта. М., ЦНИИСК им. В.А. Кучеренко, 1976.
22. Рекомендации по учету климатических особенностей северной зоны при проектировании наружных стен промышленных зданий с влажным и мокрым режимами помещений, М., ЦНИИПромзданий, 1977.
23. Руководство по изготовлению слоистых панелей с применением заливочных пенопластов. М., Стройиздат, 1977 (ЦНИИСК им. В.А. Кучеренко).
24. Руководство по определению экономически целесообразного сопротивления теплопередаче стен и покрытий производственных зданий. М., Стройиздат, 1976 (ЦНИИПромзданий).
25. Руководство по применению гофрированных профилей (стального оцинкованного профилированного настила) в утепленных покрытиях производственных зданий. М., ЦНИИПроектстальконструкция, 1978.
26. Руководство по применению двухслойных кровельных панелей в покрытиях промышленных зданий. М., ЦНИИПромзданий, 1979.
27. Руководство по применению перлитобитумов в покрытиях производственных зданий с профилированными стальными настилами и железобетонными плитами. М., ЦНИИПромзданий, 1974.
28. Руководство по применению фибролитовых, стеклопластовых и минераловатных плит в покрытиях производственных зданий с профилированными стальными настилами. М., ЦНИИПромзданий, 1974.
29. Руководство по проектированию естественного освещения зданий. М., Стройиздат, 1976 (НИИСФ).
30. Руководство по проектированию и устройству зенитных фонарей для естественного освещения производственных зданий промпредприятий. М., Стройиздат, 1976 (ЦНИИПромзданий).
31. Руководство по проектированию и устройству рулонных кровель в покрытиях, утепленных пенополистирольными плитами. М., ЦНИИПромзданий, 1971.
32. Руководство по проектированию одноэтажных и многоэтажных производственных зданий со стальным каркасом в сейсмических районах. М., Стройиздат, 1977 (ЦНИИПромзданий).
33. Руководство по проектированию цветовой отделки интерьеров жилых, лечебных и .производственных зданий. М., Стройиздат, 1978.
34. Руководство по рациональной области применения неутепленных ограждающих конструкций производственных зданий. М., Стройиздат, 1978 (ЦНИИПромзданий).
35. Сборник норм времени и расценок на сборку и монтаж конструкции из профилированного стального листа. М., Минтяжстрой СССР, 1978.
36. Совершенствование архитектурно-строительных решений промышленных зданий для северной строительной климатической зоны. Труды ЦНИИПромзданий, выпуск 36. М., 1974.
37. Глава СНиП II-3-79. Строительная теплотехника. М., Стройиздат, 1979.
38. Тамплон Ф.Ф. Металлические ограждающие конструкции. УПИ, Свердловск, 1976.
39. Тамплон Ф.Ф. Ограждающие конструкции из алюминиевых панелей. Л., Стройиздат, 1976.
40. Технические правила по экономному расходованию основных строительных материалов. ТП 101-76. М., Стройиздат, 1976.
41. Указания по герметизации стыков при монтаже строительных конструкций. СН 420-71. М., Стройиздат, 1971.
42. Указания по проектированию цветовой отделки интерьеров производственных зданий промышленных предприятии. СН 181-70. М., Стройиздат, 1976.
43. Хромец Ю.Н. Промышленные здания из легких конструкций. М., Стройиздат, 1978.
|
|