|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
ОТКРЫТОЕ АКЦИОНЕРНОЕ
ОБЩЕСТВО
АКЦИОНЕРНАЯ
КОМПАНИЯ ПО ТРАНСПОРТУ НЕФТИ «ТРАНСНЕФТЬ»
ОАО «АК
«ТРАНСНЕФТЬ»

РУКОВОДЯЩИЙ ДОКУМЕНТ
КЛАССИФИКАЦИЯ
ДЕФЕКТОВ И МЕТОДЫ РЕМОНТА ДЕФЕКТОВ
И ДЕФЕКТНЫХ СЕКЦИЙ ДЕЙСТВУЮЩИХ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ
РД 23.040.00-КТН-090-07

ПРЕДИСЛОВИЕ
1 Разработан Открытым акционерным обществом «Акционерная компания по транспорту нефти «Транснефть» (ОАО «АК «Транснефть») и Открытым акционерным обществом «Инжиниринговая нефтегазовая компания - Всероссийский научно-исследовательский институт по строительству и эксплуатации трубопроводов, объектов ТЭК» (ОАО ВНИИСТ).
2 Утвержден и введен в действие приказом ОАО «АК «Транснефть» от 14.04.2007 г.
3 Дата введения с 14.04.2007 г.
4 Введен взамен РД 153-39.4-067-04*
5 Срок пересмотра - не реже одного раза в 5 лет
6 Оригинал документа хранится в службе нормирования и технического регулирования ОАО «АК «Транснефть»
7 Документ входит в состав отраслевого информационного фонда ОАО «АК «Транснефть»
Внесены Изменение № 1, утвержденное Первым вице-президентом ОАО «АК «Транснефть» Калининым 21.05.2007 г., Изменение № 2, утвержденное Первым вице-президентом ОАО «АК «Транснефть» В.И. Кушнаревым 20.12.2007 г.
Аннотация
Настоящий документ является организационно-техническим документом системы отраслевой стандартизации ОАО «АК «Транснефть». Документ РД устанавливает методы устранения дефектов нефтепроводов при обнаружении их с помощью внутритрубной диагностики и другими методами неразрушающего контроля, а также при ликвидации аварий. Содержит - типы и параметры дефектов, подлежащих устранению, правила определения предельного срока эксплуатации для дефектных секций до устранения дефектов, методы постоянного ремонта дефектов и дефектных секций в зависимости от типа и параметров дефектов.
В разработке РД приняли участие:
от ОАО «АК «Транснефть» - Лисин Ю.В., Чужинов С.Н.;
от ОАО ВНИИСТ - Гаспарянц Р.С., Васин Е.С., Аладинский В.В., Маханев В.О., Белкин А.А., Сачков А.Б., Авдеев В.П., Акуленок А.В.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Настоящий документ разработан в развитие РД 153-39.4-067-04* «Методы ремонта дефектных участков действующих магистральных нефтепроводов» в соответствии с техническими регламентами и стандартами предприятия, действующими в ОАО «АК «Транснефть» в области эксплуатации и ремонта линейной части магистральных нефтепроводов.
В основу настоящего РД положены результаты проведенных экспериментальных исследований, расчетов прочности и долговечности участков трубопроводов с дефектами, в том числе отремонтированных различными методами ремонта.
При разработке настоящего РД учтен опыт эксплуатации и ремонта магистральных трубопроводов.
Методы ремонта, не указанные в настоящем РД, не допускаются для применения на действующих магистральных и технологических нефтепроводах ОАО «АК «Транснефть».
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Настоящий РД устанавливает методы ремонта секций трубопроводов, содержащих дефекты, которые были обнаружены с помощью внутритрубной диагностики и другими методами неразрушающего контроля, а также при ликвидации аварий.
1.2 Настоящий РД регламентирует:
- классификацию по типам и параметрам дефектов, подлежащих устранению;
- предельные сроки эксплуатации секций с дефектами;
- методы ремонта дефектов и дефектных секций в зависимости от типа, параметров и взаимного расположения дефектов.
1.3 Требования настоящего РД являются обязательными при эксплуатации, реконструкции, выборочном, капитальном и аварийном ремонтах, диагностике линейной части нефтепроводов, технологических нефтепроводов НПС и нефтебаз ОАО «АК «Транснефть».
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем РД использованы ссылки на следующие нормативные документы:
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
СНиП 2.05.06-85* Магистральные трубопроводы
СНиП III-42-80 Магистральные трубопроводы
СП 34-101-98 Выбор труб для магистральных нефтепроводов при строительстве и капитальном ремонте
ВППБ 01-05-99 Правила пожарной безопасности при эксплуатации магистральных нефтепроводов открытого акционерного общества "Акционерная компания по транспорту нефти "Транснефть"
РД 39-00147105-006-97 Инструкция по рекультивации земель, нарушенных и загрязненных при аварийном и капитальном ремонте магистральных нефтепроводов
РД 39-00147105-015-98 Правила капитального ремонта магистральных нефтепроводов
РД 39-00147105-016-98 Методика расчета прочности и устойчивости ремонтируемых линейных участков магистральных нефтепроводов с учетом дефектов, обнаруженных при диагностическом обследовании
РД 153-39.4-086-01 Технология сварочно-монтажных работ при установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы
РД 153-39.4-114-01 Правила ликвидации аварий и повреждений на магистральных нефтепроводах
РД-08.00-60.30.00-КТН-046-1-05 Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов
РД-08.00-60.30.00-КТН-050-1-05 Сварка при строительстве и капитальном ремонте магистральных нефтепроводов
РД-06.01-60.30.00-КТН-071-1-05 Методика оценки работоспособности и проведения аттестации магистральных нефтепроводов
ОСТ 23.040.00-КТН-574-06 Стандарт отрасли. Нефтепроводы магистральные. Определение прочности и долговечности труб и сварных соединений с дефектами.
РД-23.040.60-КТН-332-06 Инструкция по технологии монтажа, приварки патрубков для вырезки отверстий на нефтепроводах под давлением и порядку их эксплуатации
РД-23.060.30-КТН-572-06 Технология ремонта вантузов магистральных и технологических трубопроводов с рабочим давлением 6,3 МПа
Технология ремонта дефектов трубопроводов с применением чопов, патрубков и тройников
РД-91.020.00-КТН-149-06 Нормы проектирования электрохимической защиты магистральных трубопроводов и сооружений НПС
РД-75.180.00-КТН-164-06 Технология проведения работ по композитно-муфтовому ремонту магистральных нефтепроводов
ОР-13.01-45.21.30-КТН-004-2-02* Регламент по вырезке и врезке «катушек», соединительных деталей, заглушек, запорной и регулирующей арматуры и подключению участков магистральных нефтепроводов
ОР-13.01-74.30.00-КТН-004-1-03 Регламент и методика проведения дополнительного дефектоскопического контроля дефектов труб магистральных и технологических нефтепроводов
ОР-03.100.50-КТН-415-06 Регламент планирования и устранения дефектов выборочным ремонтом на магистральных нефтепроводах ОАО «АК «Транснефть»
ОР-16.01-60.30.00-КТН-090-1-05 Регламент ведения паспортов на линейную часть магистральных нефтепроводов
ОР-19.100.00-КТН-047-06 Регламент внутритрубной диагностики магистральных нефтепроводов
ОР-13.01-60.30.00-КТН-002-3-00 Регламент представления срочных донесений об авариях и отказах на магистральных нефтепроводах, НПС и РП и их учет
ОТТ-08.00-60.30.00-КТН-051-1-05 Общие технические требования. Магистральный нефтепровод. Требования к проведению сварочных работ при выборочном ремонте магистральных нефтепроводов
ТУ 102-488-05 Детали соединительные и узлы магистральных трубопроводов на Рр до 10 МПа (100 кгс/см2)
ТУ 1469-001-01297858-01 Приварные муфты и патрубки для ремонта действующих магистральных нефтепроводов
«Технология ремонта дефектов кольцевых сварных швов действующих магистральных нефтепроводов методом наплавки», ОАО «АК «Транснефть», 2003 г.
3 ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В настоящем РД применены следующие термины с соответствующими определениями:
3.1 Аномалия: поры, шлаковые включения, утяжина, подрез, превышение проплава, наплывы, чешуйчатость, отклонения размеров шва от требований нормативных документов, а также те дефекты и особенности сварного шва, которые невозможно точно классифицировать по данным ВТД
3.2 Бобышка: патрубок с внутренней резьбой для отвода нефти, заглушенный резьбовой пробкой, обваренной по контуру, или с вентилем для отбора давления
3.3 Вмятина: местное уменьшение проходного сечения трубы без излома оси нефтепровода, возникшее в результате поперечного механического воздействия.
3.4 Выборочный ремонт нефтепровода: ремонт отдельной секции трубопровода или группы секций, расположенных на расстоянии до 100 м друг от друга и содержащих дефекты, подлежащие ремонту.
3.5 Вырезка: метод ремонта, заключающийся в вырезке из нефтепровода секции или участка секции с дефектом («катушка») и замене бездефектной «катушкой».
3.6 Галтельная муфта: ремонтная муфта для ремонта дефектов поперечных сварных швов, привариваемая к трубе и имеющая специальную полость шириной до 100 мм.
3.7 Глубина вмятины: максимальное расстояние от образующей трубы до поверхности трубы во вмятине
3.8 Глубина дефекта: наибольший размер дефекта в направлении толщины стенки (радиальном направлении) трубы.
3.9 Глубина гофра: глубина гофра определяется как сумма высоты выпуклости и глубины вогнутости, измеренных от образующей трубы
3.10 Гофр: уменьшение проходного сечения трубы, сопровождающееся чередующимися поперечными выпуклостями и вогнутостями стенки, в результате потери устойчивости от поперечного изгиба с изломом оси нефтепровода.
3.11 Дата последнего обследования: дата проведения последнего диагностического обследования, по результатам которого были определены параметры дефекта.
3.12 Дефект: каждое отдельное несоответствие нормативным документам: стенки, сварных швов, геометрических форм трубы, а также соединительные, конструктивные детали и приварные элементы, не соответствующие нормативным документам.
3.13 Дефект поверхности: дефект проката на поверхности трубы по ГОСТ 21014-88.
3.14 Дефектная секция: секция, содержащая один и более дефектов.
3.15 Дефектный сварной стык: кольцевой сварной шов, содержащий один и более дефектов.
3.16 Длина дефекта: расстояние между наиболее удаленными в продольном направлении (вдоль оси трубы) точками дефекта.
3.17 Дополнительный дефектоскопический контроль: контроль, проводимый неразрушающими методами с целью уточнения типа и параметров дефекта, обнаруженного ВИП и выявления возможных дополнительных дефектов.
3.18 Заварка: ремонт, заключающийся в восстановлении толщины стенки трубы в местах потери металла и сварного шва методом наплавки.
3.19 Замена участка: замена участка нефтепровода длиной более заводской длины трубы с дефектами на трубы, отвечающие требованиям СНиП 2.05.06.
3.20 Капитальный ремонт нефтепровода: плановый ремонт с заменой труб или замена изоляционного покрытия нефтепровода с устранением дефектов стенки и дефектов сварных швов трубы.
3.21 Катушка: часть трубы длиной не менее диаметра и не более длины заводской секции трубы, ввариваемая в нефтепровод с помощью двух кольцевых стыков или вырезаемая из нефтепровода с помощью двух кольцевых резов.
3.22 Комбинированный дефект: два и более близкорасположенных дефекта и/или особенности, для которых минимальное расстояние от границы одного дефекта и/или особенности до границы другого дефекта/особенности меньше или равно значения 4-х толщин стенки трубы.
3.23 Композитная муфта: стальная оболочка, не приваренная к стенке трубопровода и заполненная композитным составом. Устанавливается по специальной композитно-муфтовой технологии (КМТ).
3.24 Метод временного ремонта нефтепровода: метод ремонта, восстанавливающий несущую способность участка нефтепровода с дефектами на ограниченный период времени.
3.25 Метод постоянного ремонта нефтепровода: метод ремонта, восстанавливающий несущую способность участка нефтепровода с дефектами до уровня бездефектного участка на все время его дальнейшей эксплуатации.
3.26 Муфта с коническими переходами: необжимная приварная муфта большего диаметра, имеющая конические переходы от цилиндрической части муфты к поверхности трубы.
3.27 Необжимная приварная муфта: ремонтная конструкция, имеющая полость длиной более 100 мм и привариваемая к трубе с зазором на технологических кольцах.
3.28 Несущая способность трубопровода: максимальное внутреннее давление, которое может выдержать трубопровод без разрушений и отказов при нормативных нагрузках.
3.29 Номинальный диаметр трубы: наружный диаметр трубы, указанный в сертификате трубы.
3.30 Номинальная толщина стенки трубы: толщина стенки трубы, указанная в сертификате трубы.
3.31 Нормативные документы: действующие на момент утверждения настоящего РД регламенты на изготовление труб, соединительных и конструктивных деталей для магистральных нефтепроводов, на проектирование, производство и приемку работ по строительству, реконструкции, ремонту магистральных нефтепроводов, ГОСТ, СНиП, ОСТ, ВСН, ТУ, ОТТ и другие документы, внесенные в реестр ТУ и ТТ ОАО «АК «Транснефть».
3.32 Обжимная приварная муфта: ремонтная конструкция, при установке которой производится обжатие дефектного участка нефтепровода с последующей ее приваркой к трубе.
3.33 Околошовная зона: участок основного металла трубы шириной, равной четырем номинальным толщинам стенки трубы в каждую сторону от линии перехода шва к основному металлу.
3.34 Особенность: отклонение в пределах требований нормативных документов - стенки, сварных швов, геометрических форм трубы с параметрами, не превышающими указанные в таблице 5.1.
3.35 Патрубок: присоединенный трубный элемент, служащий для подключения трубопроводов и арматуры.
3.36 Потеря металла (коррозионная): локальное уменьшение толщины стенки трубы в результате коррозионного повреждения.
3.37 Проектное давление рпроект: избыточное давление, определяемое для каждой секции по эпюре давлений с учетом гидравлического уклона и высотного положения секции и НПС.
3.38 Предельный срок эксплуатации: предельный срок эксплуатации при проектном давлении рпроект.
3.39 Разнотолщинность: наличие в сварном соединении труб разной толщины.
3.40 Расслоение: внутреннее нарушение сплошности металла трубы в продольном и поперечном направлении, разделяющее металл стенки трубы на слои, технологического происхождения.
3.41 Расслоение с выходом на поверхность: расслоение, выходящее на внешнюю или внутреннюю поверхность трубы.
3.42 Расслоение в околошовной зоне: расслоение, примыкающее к сварному шву (расстояние линии перехода шва к основному металлу до края расслоения меньше или равно значения 4-х толщин стенки трубы).
3.43 Ремонтная конструкция: конструкция, установленная на нефтепроводе для ремонта дефектов.
3.44 Риска, механическое повреждение типа «риска», дефект типа «риска»: механическое повреждение стенки трубы (риска, царапина, задир, продир) в виде углубления с уменьшением толщины стенки трубы, образованное перемещающимся по поверхности трубы твердым телом.
3.45 Секция: участок трубы между поперечными сварными стыками.
3.46 Секция с коррозионным повреждением: секция, содержащая совокупность коррозионных дефектов с общей площадью всех потерь металла глубиной более 0,8 мм, равной или превышающей 15% от площади наружной поверхности секции.
3.47 Сужение (овальность): уменьшение проходного сечения трубы, при котором сечение трубы имеет отклонение от окружности.
3.48 Трещина: дефект в виде разрыва (несплошности) металла, геометрия которого определяется двумя размерами (протяженность, глубина).
3.49 Трещиноподобный коррозионно-механический дефект: дефект в виде одиночной трещины или группы трещин, скорость роста которых определяется воздействием на металл, как коррозионной среды, так и напряжений (коррозионное растрескивание под напряжением).
3.50 Уменьшение толщины стенки технологическое: плавное утонение стенки, образовавшееся в процессе изготовления горячекатаной трубы или технологический дефект проката.
3.51 «Чопик» (чоп): стальная пробка для устранения сквозных отверстий, устанавливаемая с обваркой по контуру.
3.52 Ширина дефекта (длина по окружности трубы): расстояние между наиболее удаленными в кольцевом направлении точками дефекта.
3.53 Шлифовка: метод ремонта, заключающийся в снятии в зоне дефекта путем шлифования слоя металла для восстановления плавной формы поверхности стенки трубы. Используется для ремонта участков труб с дефектами глубиной до 20% от номинальной толщины стенки трубы.
4 ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
В настоящем РД применены следующие обозначения и сокращения:
|
АК |
- акционерная компания; |
|
ВИП |
- внутритрубный инспекционный прибор (WM - ультразвуковой, CD - ультразвуковой для выявления трещин, MFL - магнитный); |
|
ВСН |
- ведомственные строительные нормы; |
|
ВТД |
- внутритрубная диагностика |
|
ГОСТ |
- государственный стандарт; |
|
ДДК |
- дополнительный дефектоскопический контроль; |
|
КМТ |
- композитно-муфтовая технология; |
|
МН |
- магистральный нефтепровод; |
|
НД |
- нормативный документ |
|
НПЗ |
- нефтеперерабатывающий завод; |
|
НПС |
- нефтеперекачивающая станция; |
|
ОАО МН |
- открытое акционерное общество магистральных нефтепроводов; |
|
ОСТ |
- «Стандарт отрасли. Нефтепроводы магистральные. Определение прочности и долговечности труб и сварных соединений с дефектами»; |
|
ОТТ |
- общие технические требования; |
|
РД |
- руководящий документ; |
|
СНиП |
- строительные нормы и правила; |
|
СП |
- свод правил; |
|
ЦБПО |
- центральная база производственного обеспечения; |
|
Dн |
- номинальный наружный диаметр трубы; |
|
t |
- номинальная толщина стенки трубы; |
|
Нв |
- глубина вмятины; |
|
Нг |
- глубина гофра; |
|
Нд |
- допустимая глубина вмятины или сумма выступа и глубины гофра при ремонте по композитно-муфтовой технологии; |
|
d |
- минимальный измеренный наружный диаметр трубы; |
|
tпатр |
- номинальная толщина стенки патрубка; |
|
dпатр |
- номинальный наружный диаметр патрубка. |
5 ТИПЫ И ПАРАМЕТРЫ ДЕФЕКТОВ
5.1 Ремонт секции с дефектами должен быть выполнен с учетом взаимного расположения всех имеющихся дефектов, подлежащих ремонту, в соответствии с методами и ограничениями, приведенными в таблице 6.2. К дефектным секциям, ремонтируемым только вырезкой, относятся секции с коррозионным повреждением и секции, на которых установлено более двух муфт (тройников), за исключением случая установки двух муфт на сварные стыки секции и муфты (тройника) по телу трубы.
5.2 Классификация дефектов секции по типам и параметрам, определенным по результатам ВТД и ДДК, приведена в таблице 5.1.
Расчет на прочность и долговечность и определение предельного срока эксплуатации труб и сварных соединений с дефектами и особенностями проводится по ОСТ 23.040.00-КТН-574-06.
5.2.1 Два и более дефекта разных типов из приведенных в таблице 5.1 считаются комбинированным дефектом, если минимальное расстояние от границы одного дефекта до границы другого дефекта меньше или равно значения 4-х толщин стенки трубы.
5.2.2 Дефект считается примыкающим к сварному шву, если минимальное расстояние от линии перехода шва к основному металлу до границы дефекта меньше или равно значения 4-х толщин стенки трубы.
5.2.3 Предельный срок эксплуатации секции с дефектом (дефектами):
- определяется по результатам расчетов на прочность и долговечность каждого дефекта по нормативным документам, согласованным Ростехнадзором РФ и внесенным в реестр «НД ОАО «АК «Транснефть» и действующим на дату проведения расчетов;
- определяется настоящим РД в зависимости от типа дефекта и его параметров по таблице 5.1;
- отсчитывается от даты последнего обследования.
5.3 Дефекты геометрии трубы - дефекты, связанные с изменением формы трубы. К ним относятся: вмятина, гофр, сужение.
Глубина гофра определяется как сумма высоты выпуклости и глубины вогнутости, измеренных от образующей трубы.
Схемы измерения минимального диаметра трубы d для дефектов «сужение» и «сужение в сочетании с вмятиной» приведены в приложении А.
5.4 К дефектам стенки трубы относятся: потеря металла, уменьшение толщины стенки, механическое повреждение, расслоение, расслоение с выходом на поверхность, расслоение в околошовной зоне, трещина, трещиноподобный коррозионно-механический дефект.
5.4.1 Потери металла делятся на объединенные и одиночные.
Объединенная потеря металла - это группа из двух и более коррозионных дефектов, объединенных в единый дефект, если расстояние между соседними дефектами меньше или равно значения 4-х толщин стенки трубы в районе дефектов. Объединенная потеря металла характеризуется ее габаритной площадью, определяемой крайними точками дефектов из состава группы и равной произведению длины объединенного дефекта L вдоль оси трубы на ширину объединенного дефекта W по окружности трубы (рисунок 5.1). Дефекты, сгруппированные по указанным критериям, в технических отчетах по диагностике, базе данных «Дефект» и актах ДДК описываются как «объединенные потери металла».
Одиночная потеря металла - это один дефект потери металла, расстояние от которого до ближайших потерь металла превышает значение 4-х толщин стенки трубы в районе дефекта.
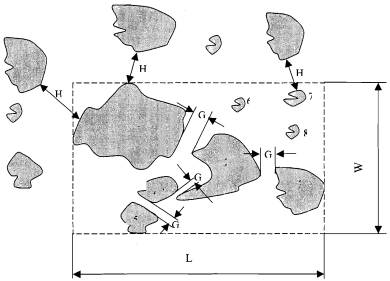
G £ 4t
H > 4t
Рисунок 5.1 - Дефект «объединенная потеря металла» и его габаритная площадь
5.4.2 Механические повреждения поверхности стенки трубы, классифицируемые по ГОСТ 21014 как «риска», «царапина», «задир», «продир», «поверхностная вмятина», идентифицируются по данным ВИП как «риска».
5.5 Дефекты сварного соединения (шва) - это дефекты в самом сварном шве или в околошовной зоне. Типы и параметры дефектов сварных соединений регламентируются соответствующими нормативными документами.
5.5.1 К дефектам сварного шва относятся:
Трещина, непровар, несплавление - дефекты в виде несплошности металла по сварному шву, которые по данным ВИП идентифицируются как «несплошность плоскостного типа» поперечного, продольного, спирального сварного шва.
Поры, шлаковые включения, утяжина, подрез, превышение проплава, наплывы, чешуйчатость, отклонения размеров шва от требований нормативных документов, которые по данным ВИП идентифицируются как «аномалия» поперечного, продольного, спирального сварного шва.
Смещение кромок - несовпадение уровней расположения внутренних и наружных поверхностей стенок сваренных (свариваемых) труб (для поперечного сварного шва) или листов (для спиральных и продольных швов) в стыковых сварных соединениях, которое по данным ВИП идентифицируется как «смещение» поперечного, продольного, спирального сварного шва.
Косой стык - сварное стыковое соединение трубы с трубой (с катушкой, с соединительной деталью), в котором продольные оси труб расположены под углом друг к другу.
5.5.2 Разнотолщинность стыкуемых труб с отношением толщин стенок более 1,5 является дефектом (за исключением стыков, выполненных по специальным техническим условиям, с соответствующей записью в журнале сварки в составе исполнительной документации).
5.5.3 Кольцевой сварной шов, содержащий один и более дефектов, является «дефектным сварным стыком». В базах данных, содержащих сведения о дефектах, учету подлежат «дефектные сварные стыки» без указания в них количества дефектов.
5.6 К дефектам нефтепровода относятся:
- недопустимые соединительные детали;
- недопустимые конструктивные детали и приварные элементы.
5.6.1 К недопустимым соединительным деталям относятся детали незаводского изготовления: отводы, тройники, переходники, заглушки.
Сварные секторные отводы заводского изготовления, выполненные не по ТУ 102-488-05 «Детали соединительные и узлы магистральных трубопроводов на Рр до 10 МПа (100 кгс/см2)», включаются в состав дефектов и подвергаются ДДК. По результатам ДДК устанавливается классификация отвода в соответствии с порядком, приведенным в приложении Б.
5.6.2 К недопустимым конструктивным деталям и приварным элементам нефтепровода относятся:
а) заплаты вварные и накладные всех видов и размеров;
б) ремонтные конструкции, не разрешенные к применению данным РД
или НД, действовавшим на момент установки;
в) ремонтные конструкции, под которыми выявлен рост параметров дефектов более, чем на 10%;
г) временные ремонтные конструкции, у которых закончился предельный срок эксплуатации, указанный в разделе 6 (таблица 6.4);
д) накладные детали из частей труб;
е) вантузы, отборы давления, механические сигнализаторы пропуска средств очистки и диагностики, бобышки, «чопики», места приварки шунтирующих перемычек, контактов контрольно-измерительной аппаратуры, у которых закончился предельный срок эксплуатации, определенный по таблице 5.1;
ж) кожухи, касающиеся стенки трубы;
з) сварные присоединения, не соответствующие НД.
Конструктивные детали и приварные элементы, обнаруженные ВИП, характеристики которых не указаны в техническом задании на внутритрубную диагностику участка нефтепровода, включаются в состав дефектов и подвергаются ДДК. По результатам ДДК устанавливается классификация деталей и предельный срок их эксплуатации по таблице 5.1.
5.6.3 Участок трубы на переходах через естественные и искусственные преграды в месте касания к нему кожуха включается в состав дефектов.
5.7 При выборочном ремонте и капитальном ремонте стенки трубы с заменой изоляции должен проводиться ДДК всех дефектов на участке ремонта.
5.8 В процессе диагностических обследований и ДДК выявляются особенности нефтепровода с параметрами стенки, сварных швов, геометрических форм трубы, не превышающими пределы, указанные в таблице 5.1.
Особенности нефтепровода включаются в состав технического отчета по диагностике ВИП WM, MFL, CD. Изменение параметров особенностей контролируется при повторных инспекциях.
В состав технического отчета по диагностике также включаются отложения (загрязнения стенки трубы, приводящие к потере сигнала), металлические предметы, находящиеся вблизи трубопровода, посторонние предметы внутри трубопровода.
Таблица 5.1 - Классификация дефектов секции
|
№ |
Тип дефекта, секции (код дефекта) |
Параметры дефекта |
Предельный срок эксплуатации |
|
1 |
Дефектные секции |
||
|
1.1 |
Секция с дефектом (0101) |
По данным ВТД Параметры дефектов приведены в пп. 2-18 таблицы 5.1 |
Наименьшее значение из предельных сроков эксплуатации, определенных расчетом по ОСТ 23.040.00-КТН-574-06 для каждого комбинированного и отдельного дефекта (пп. 2- 10 таблицы 5.1), и по пп. 11-18 таблицы 5.1 |
|
1.2 |
Секция с коррозионным повреждением (0102) |
По данным ВТД Общая площадь всех потерь металла глубиной более 0,8 мм равна или превышает 15% от площади наружной поверхности секции |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
2 |
Вмятины |
||
|
2.1 |
Вмятина в сочетании*) с потерей металла по п. 5 (0201) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
2.2 |
Вмятина в сочетании*) с механическим повреждением по п. 6 (0202) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
2.3 |
Вмятина в сочетании*) с трещиной по п. 7 (0203) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
2.4 |
Вмятина в сочетании*) с расслоением по п. 8.1 (0204) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
2.5 |
Вмятина в сочетании*) с расслоением с выходом на поверхность по п. 8.2 (0205) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
2.6 |
Вмятина в сочетании*) с дефектом сварного шва по п. 9.1-9.15, 10.1-10.10 (0206) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
2.7 |
Вмятина в сочетании*) с дефектом по п. 5-7, 8.1, 8.2, расположенная на сварном шве или примыкающая**) к сварному шву (0207) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
2.8 |
Вмятина без дополнительных дефектов, расположенная на сварном шве или примыкающая**) к сварному шву (0208) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
2.9 |
Вмятина на расстоянии 4t и менее от места касания кожуха стенки трубы (0209) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 Касание кожуха устраняется в течение 1 года от даты обнаружения |
|
2.10 |
Вмятина на стенке трубы без дополнительных дефектов (0210) |
По данным ВТД |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Независимо от размеров при Dн 159¸426 мм |
||
|
|
Глубиной 6 мм и более при Dн более 426 мм |
||
|
3 |
Гофр |
||
|
3.1 |
Гофр в сочетании*) с потерей металла по п. 5 (0301) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
3.2 |
Гофр в сочетании*) с механическим повреждением по п. 6 (0302) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
3.3 |
Гофр в сочетании*) с трещиной по п. 7 (0303) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
3.4 |
Гофр в сочетании*) с расслоением по п. 8.1 (0304) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
3.5 |
Гофр в сочетании*) с расслоением с выходом на поверхность по п. 8.2 (0305) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
3.6 |
Гофр в сочетании*) с дефектом сварного шва по п. 9.1-9.15, 10.1-10.10 (0306) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
3.7 |
Гофр в сочетании*) с дефектом по п. 5-7, 8.1, 8.2, расположенный на сварном шве, или примыкающий**) к сварному шву (0307) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
3.8 |
Гофр без дополнительных дефектов, расположенный на сварном шве или примыкающий**) к сварному шву (0308) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
3.9 |
Гофр на стенке трубы без дополнительных дефектов (0309) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
3.10 |
Гофр на отводах холодного и горячего гнутья (0310) |
По данным ВТД Глубина гофра более t или более 10 мм, расстояние между двумя соседними выпуклостями менее 30 мм |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4 |
Сужение |
||
|
4.1 |
Сужение в сочетании*) с потерей металла по п. 5 (0401) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4.2 |
Сужение в сочетании*) с механическим повреждением по п. 6 (0402) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4.3 |
Сужение в сочетании*) с трещиной по п. 7 (0403) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4.4 |
Сужение в сочетании*) с расслоением по п. 8.1 (0404) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4.5 |
Сужение в сочетании*) с расслоением с выходом на поверхность по п. 8.2 (0405) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4.6 |
Сужение в сочетании*) с дефектом сварного шва по п. 9.1-9.15, 10.1-10.10 (0406) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4.7 |
Сужение в сочетании с дефектом по п. 2, 3, 5-7, 8.1, 8.2 на сварном шве или примыкающее к сварному шву**) (0407) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4.8 |
Сужение в сочетании*) с вмятиной по п. 2 (0408) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4.9 |
Сужение в сочетании*) с гофром по п. 3 (0409) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4.10 |
Сужение без дополнительных дефектов на сварном шве или примыкающее к сварному шву**) (0410) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
4.11 |
Сужение без дополнительных дефектов (0411) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
5 |
Потеря металла (коррозионная), уменьшение толщины стенки трубы технологическое, дефект поверхности |
||
|
5.1 |
Потеря металла (внешняя или внутренняя), расположенная на сварном шве или примыкающая к сварному шву (0501) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
5.2 |
Потеря металла (внешняя или внутренняя) без примыкания к сварному шву (0502) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
5.3 |
Уменьшение толщины стенки технологическое трубы из стали контролируемой прокатки (0503) |
По данным ВТД Более 0,05t |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Уменьшение толщины стенки технологическое трубы из проката по ГОСТ 19903 (0503) |
По данным ВТД Отклонение толщины стенки более минусового допуска по табл. 3 ГОСТ 19903 |
|
|
5.4 |
Дефект поверхности трубы из стали контролируемой прокатки (0504) |
По данным ВТД Глубиной более 0,05t |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Дефект поверхности трубы из проката по ГОСТ 19903 (0504) |
По данным ВТД Отклонение толщины стенки более минусового допуска по табл. 3 ГОСТ 19903 |
|
|
6 |
Механическое повреждение стенки трубы |
||
|
6.1 |
Механическое повреждение типа «риска» (0601) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
7 |
Трещина |
||
|
7.1 |
Трещина в стенке трубы (0701) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
7.2 |
Трещиноподобный коррозионно-механический дефект (0702) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
8 |
Расслоение |
||
|
8.1 |
Расслоение (0801) |
По данным ВТД Площадью более 5000 мм2, длиной или шириной более 80 мм |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
8.2 |
Расслоение с выходом на поверхность (0802) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
8.3 |
Расслоение, примыкающее**) к бездефектному сварному шву (0803) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
8.4 |
Расслоение в сочетании*) с дефектом сварного шва по п. 9.1-9.15, 10.1-10.10 (0804) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
9 |
Дефект поперечного сварного шва |
||
|
Дефектный сварной стык (0901) |
По данным ВТД Сварной стык, содержащий один и более дефектов по п. 9.3-9.15 |
Наименьшее значение из предельных сроков эксплуатации, определенных расчетом по ОСТ 23.040.00-КТН-574-06 для каждого комбинированного и отдельного дефекта |
|
|
Дефект в поперечном сварном шве (пп. 9.3-9.15), расположенный на расстоянии менее 10 номинальных диаметров от границ гофра (кроме гофров на гнутых отводах), при угловом положении центра дефекта шва относительно центра гофра в диапазоне 120-240 град (0902) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Дефект поперечного сварного шва в сочетании*) с потерей металла (0903) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
9.4 |
Трещина в поперечном сварном шве (0904) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
9.5 |
Несплошность плоскостного типа в поперечном сварном шве (0905) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
9.6 |
Непровар в поперечном сварном шве (0906) |
По данным ДДК |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Глубиной более 0,05t, более 1,0 мм |
||
|
|
Протяженностью более t, более 25 мм |
||
|
|
Суммарной протяженностью более 25 мм на длине шва 300 мм |
||
|
9.7 |
Несплавление в поперечном сварном шве (0907) |
По данным ДДК Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
9.8 |
Аномалия в поперечном сварном шве (0908) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
9.9 |
Поры в поперечном сварном шве (0909) |
По данным ДДК |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Размер отдельной поры более 0,2t, более 3,0 мм |
||
|
|
Суммарной протяженностью более 30 мм на длине шва 300 мм |
||
|
9.10 |
Шлаковые включения в поперечном сварном шве (0910) |
По данный ДДК |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Размер отдельного включения более 0,1t, более 1,5 мм |
||
|
|
Суммарной протяженностью более 30 мм на длине шва 300 мм |
||
|
9.11 |
Вогнутость корня шва (утяжина) поперечного сварного шва (0911) |
По данным ДДК |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Глубиной более 0,2t, более 1 мм |
||
|
|
Протяженностью более 50 мм |
||
|
|
Суммарной протяженностью более 50 мм на длине шва 300 мм |
||
|
9.12 |
Подрез в поперечном сварном шве (0912) |
По данным ДДК |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Глубиной более 0,05t, более 0,5 мм |
||
|
|
Протяженностью более 50 мм |
||
|
|
Суммарной протяженностью более 100 мм на длине шва 300 мм |
||
|
9.13 |
Смещение кромок в поперечном сварном шве (0913) |
По данным ВТД Глубиной более 0,2t, более 3,0 мм при толщине стенки равной или более 10 мм |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
9.14 |
Разнотолщинность (0914) |
По данным ВТД С отношением толщин стенок стыкуемых труб более 1,5 |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
9.15 |
Косой стык (0915) |
По данным ВТД Угол между осями стыкуемых труб равен или больше 3 градусов |
Определяется расчетом ПО ОСТ 23.040.00-КТН-574-06 |
|
10 |
Дефект продольного или спирального сварного шва |
||
|
10.1 |
Дефект продольного (спирального) сварного шва в сочетании*) с потерей металла (1001) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
10.2 |
Трещина в продольном (спиральном) сварном шве (1002) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
10.3 |
Несплошность плоскостного типа в продольном (спиральном) сварном шве (1003) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
10.4 |
Непровар в продольном (спиральном) сварном шве (1004) |
По данным ДДК Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
10.5 |
Несплавление в продольном (спиральном) сварном шве (1005) |
По данным ДДК Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
10.6 |
Аномалия в продольном (спиральном) сварном шве (1006) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
10.7 |
Удлиненные шлаковые включения в продольном (спиральном) сварном шве (1007) |
По данным ДДК |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Размер по толщине стенки более 1,6 мм |
||
|
|
Суммарной протяженностью более 12,7 мм на длине шва 150 мм |
||
|
10.8 |
Круглые шлаковые включения и поры в продольном (спиральном) сварном шве (1008) |
По данным ДДК |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Размер отдельного включения, поры более 3,2 мм |
||
|
|
Суммарной протяженностью более 6,4 мм на длине шва 150 мм |
||
|
10.9 |
Смещение кромок в продольном (спиральном) сварном шве (1009) |
По данным ВТД |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
Глубиной более 1,0 мм при толщине стенки до 10 мм |
||
|
|
Глубиной более 0,1t при толщине стенки от 10 до 20 мм включительно |
||
|
|
Более 2,0 мм при толщине стенки более 20 мм |
||
|
10.10 |
Подрез в продольном (спиральном) сварном шве (1010) |
По данным ДДК Глубиной более 0,4 мм |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
11 |
Участок трубы в месте касания кожуха |
||
|
11.1 |
Участок трубы в месте касания к нему кожуха (1101) |
По данным ВТД Дефект на расстоянии 4t и менее от места касания кожуха стенки трубы |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 для дефекта |
|
12 |
Недопустимые соединительные детали |
||
|
12.1 |
Соединительные детали незаводского изготовления (1201): отводы, тройники, переходники, заглушки |
По данным ДДК Дефекты с параметрами по п. 2, 3, 5, 6, 8, 9, 10 |
Устранение в течение 3 суток с момента обнаружения |
|
12.2 |
Сварные секторные отводы заводского изготовления, не соответствующие ТУ 102-488-05 (1202) |
По данным ДДК Дефекты сварных швов по п. 9.2-9.14 |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 для дефекта сварного шва |
|
|
При несоответствии параметров отвода требованиям таблицы Б.2 |
1 год от даты диагностического обследования |
|
|
13 |
Вантузы, патрубки, отборы давления |
||
|
13.1 |
Вантузы, патрубки, отборы давления (1301) |
По данным ДДК Трещины в металле патрубка или усиливающей накладки. Трещины, несплавления, подрезы в металле и околошовной зоне сварных швов присоединения к трубе (накладок, патрубков с накладками, патрубков без накладок), к корпусу задвижки, фланцу задвижки. |
Устранение в течение 3 суток с момента обнаружения |
|
|
|
По данным ВТД Патрубки без усиливающей накладки при отношении диаметра патрубка к диаметру нефтепровода Dн 0,2 и более |
Предельный срок эксплуатации с момента обнаружения определяется по таблице Д.1 |
|
|
|
По данным ВТД Патрубки с усиливающей накладкой при отношении диаметра патрубка к диаметру нефтепровода Dн более 0,3 |
Предельный срок эксплуатации с момента обнаружения определяется по таблице Д.2 |
|
|
|
По данным ДДК Патрубки с усиливающей накладкой при отношении толщины накладки к толщине стенки трубы менее 0,8 |
Предельный срок эксплуатации с момента обнаружения определяется по таблице Д.3 |
|
|
|
По данным ДДК Патрубки с усиливающей накладкой при отношении толщины накладки к толщине стенки трубы более 1,2 |
Предельный срок эксплуатации с момента обнаружения определяется по таблице Д.4 |
|
|
|
По данным ВТД Патрубки с усиливающей накладкой при отношении ширины накладки к диаметру патрубка менее 0,4 |
Предельный срок эксплуатации с момента обнаружения определяется по таблице Д.5 |
|
|
|
По данным ВТД Расстояние от сварных швов приварки патрубка или усиливающей накладки до сварных швов трубы менее 100 мм |
При выявлении по данным ДДК дефектов сварных швов - устранение в течение 3 суток с момента обнаружения |
|
|
|
Предельный срок эксплуатации с момента обнаружения определяется по таблице Д.6 |
|
|
|
|
По данным ДДК Дефекты (коррозионные повреждения, риски, задиры) патрубка |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
|
|
По данным ДДК Толщина стенки патрубка меньше значения, определенного по таблице В.2 приложения В |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 |
|
14 |
Механические сигнализаторы пропуска средств очистки и диагностики |
||
|
14.1 |
Механические сигнализаторы пропуска средств очистки и диагностики (1401) |
По данным ДДК Трещины, несплавления, подрезы в металле и околошовной зоне сварных швов приварки сигнализатора |
Устранение в течение 3 суток с момента обнаружения |
|
|
|
По данным ВТД Расстояние от сварных швов приварки сигнализатора до сварных швов трубы менее 100 мм |
При выявлении по данным ДДК дефектов сварных швов - устранение в течение 3 суток с момента обнаружения |
|
|
|
Предельный срок эксплуатации с момента обнаружения определяется по таблице Д.6 |
|
|
15 |
«Чопики» |
||
|
15.1 |
«Чопики» (1501) |
По данным ДДК Трещины, несплавления, подрезы в металле и околошовной зоне сварного шва обварки чопика |
Устранение в течение 3 суток с момента обнаружения |
|
|
|
По данным ВТД Расстояние от шва обварки «чопика» до сварных швов трубы или шва обварки соседнего «чопика» менее 100 мм |
При выявлении по данным ДДК дефектов сварных швов -устранение в течение 3 суток с момента обнаружения |
|
|
|
Предельный срок эксплуатации с момента обнаружения определяется по таблице Д.6 |
|
|
16 |
Бобышки |
||
|
16.1 |
Бобышки (1601) |
По данным ДДК Трещины, несплавления, подрезы в металле и околошовной зоне сварных швов обварки бобышки |
Устранение в течение 3 суток с момента обнаружения |
|
|
|
По данным ВТД Расстояние от сварных швов обварки бобышки до сварных швов трубы менее 100 мм |
При выявлении по данным ДДК дефектов сварных швов - устранение в течение 3 суток с момента обнаружения |
|
|
|
Предельный срок эксплуатации с момента обнаружения определяется по таблице Д.6 |
|
|
17 |
Недопустимые конструктивные детали и сварные присоединения |
||
|
17.1 |
Места приварки шунтирующих перемычек, контактов контрольно-измерительной аппаратуры (1701) |
По данным ДДК Трещины, несплавления, подрезы в металле и околошовной зоне сварных швов приварки к трубе |
Устранение в течение 3 суток с момента обнаружения |
|
17.2 |
Отверстие в стенке трубопровода, закрытое приварным патрубком без запорной арматуры (1702) |
По данным ДДК Не соответствующие действующим НД. |
В соответствии с п.3 Регламента ОР-13.01-60.30.00-КТН-002-3-00 |
|
17.3 |
Отверстие в стенке трубопровода, закрытое приварным патрубком с запорной арматурой (1703) |
По данным ДДК Не соответствующие действующим НД. |
В соответствии с п. 3 Регламента ОР-13.01-60.30.00-КТН-002-3-00 |
|
17.4 |
Отверстие в стенке трубопровода (1704) |
По данным ДДК Не соответствующие действующим НД. |
В соответствии с п. 3 Регламента ОР-13.01-60.30.00-КТН-002-3-00 |
|
17.5 |
Заплаты, накладные детали из частей труб (1705) |
По данным ВТД Независимо от размеров |
Устранение в течение 3 суток с момента обнаружения |
|
18 |
Ремонтные конструкции |
||
|
18.1 |
Ремонтные конструкции (1801) |
По данным ВТД Не допущенные для применения настоящим РД, не соответствовавшие НД на момент установки |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 для дефекта без учета ремонта |
|
18.2 |
Временные ремонтные конструкции (1802) |
По данным ВТД Временные ремонтные конструкции, указанные в таблице 6.4 |
Определяется по таблице 6.4 |
|
18.3 |
Ремонтные конструкции, не полностью закрывающие дефект (1803) |
По данным ВТД Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 для дефекта без учета ремонта |
|
18.4 |
Ремонтные конструкции, под которыми выявлен рост параметров дефектов (1804) |
По данным ВТД Ремонтные конструкции, под которыми выявлен рост параметров дефектов более, чем на 10% |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 для дефекта без учета ремонта |
|
18.5 |
Трещины всех видов и направлений стенки и швов ремонтной конструкции (1805) |
По данным ДДК Независимо от размеров |
Устранение в течение 3 суток с момента обнаружения |
|
18.6 |
Дефекты сварных швов ремонтной конструкции (1806) |
По данным ДДК Дефекты металла и околошовной зоны сварных швов в соответствии с п. 3.4 РД-08.00-60.30.00-КТН-046-1-05 |
Устранение в течение 3 суток с момента обнаружения |
|
18.7 |
Коррозионные повреждения, риски, задиры стенки муфты, патрубка (1807) |
По данным ДДК Независимо от размеров |
Определяется расчетом по ОСТ 23.040.00-КТН-574-06 для дефектов ремонтной конструкции |
|
*) Минимальное расстояние от границы одного дефекта до границы другого дефекта меньше или равно значения 4-х толщин стенки трубы t в районе дефектов. **) Минимальное расстояние от линии перехода шва к основному металлу до границы дефекта меньше или равно значения 4-х толщин стенки трубы в районе дефекта |
|||
6 МЕТОДЫ РЕМОНТА СЕКЦИЙ, СОДЕРЖАЩИХ ДЕФЕКТЫ, И ОТДЕЛЬНЫХ ДЕФЕКТОВ
6.1 Неразрешенные методы ремонта
Запрещается установка на секциях нефтепроводов заплат всех видов, накладных деталей и других, не разрешенных настоящим РД, конструктивных деталей. Все ранее установленные заплаты, накладные детали должны быть устранены постоянными методами ремонта.
6.2 Разрешенные методы ремонта
6.2.1 Для ремонта дефектных секций и отдельных дефектов магистральных и технологических нефтепроводов могут применяться следующие методы ремонта:
- шлифовка;
- заварка;
- установка ремонтной конструкции;
- вырезка.
Требования к указанным методам ремонта приведены в разделе 7 настоящего РД.
6.2.2 Ремонт дефектной секции - восстановление несущей способности секции до уровня бездефектного нефтепровода на все время его дальнейшей эксплуатации.
К методам и конструкциям для постоянного ремонта (для типов дефектов, ремонт которых разрешен данным методом в соответствии с таблицей 6.2) относятся шлифовка, заварка, вырезка, композитная муфта, обжимная приварная муфта, галтельная муфта, удлиненная галтельная муфта, патрубок с эллиптическим днищем, допустимый диаметр которого определяется по таблице 6.5, муфтовый тройник, разрезной тройник, герметизирующий чоп («чопик»).
Одиночные сквозные отверстия диаметром до 40 мм (в том числе после устранения патрубков) устраняются установкой чопов («чопиков») и обваркой в соответствии с «Технологией ремонта дефектов трубопроводов с применением чопов, патрубков и тройников».
Сварные присоединения, патрубки, не соответствующие требованиям НД, устраняются с помощью патрубка с усиливающей накладкой и усиливающей муфтой по технологии КМТ (П1П7), муфтовых тройников (П8), разрезных тройников (П9), устанавливаемых по «Технологии ремонта дефектов трубопроводов с применением чопов, патрубков и тройников».
1) все дефекты должны быть отремонтированы в сроки, не превышающие предельные сроки эксплуатации, указанные в отчете по ВТД (в соответствии с таблицей 5.1);
2) дефектная секция должна быть отремонтирована шлифовкой, заваркой, установкой ремонтных конструкций в соответствии с требованиями пп. 6.2.4-6.2.15. Размеры муфт определяются из условия исключения их вырезки на срок не менее 6 лет, но не более срока эксплуатации нефтепровода. Если на секции уже установлена муфта, размеры устанавливаемой муфты определяются из условия исключения их вырезки на срок не менее 2 лет.
3) ремонт выполняется методом вырезки в соответствии с п. 7.4, если при установке ремонтных конструкций не выполняются требования пп. 6.2.4-6.2.15, или при наличии на дефектной секции конструктивных и соединительных деталей и приварных элементов, которые препятствуют установке ремонтной конструкции.
6.2.4. Не допускается установка более двух муфт (тройников) на секцию за исключением случая установки двух муфт на сварные стыки секции и муфты (тройника) по телу трубы. Устранение ранее установленных муфт (тройников), не отвечающих данным условиям, проводится методом вырезки.
6.2.5. В пределах дефектной секции не допускается ремонт методами вырезки и установки муфты (тройника) одновременно. При этом назначается общий метод ремонта - вырезка.
6.2.7. Расстояние L (пп. 4-7 табл. 6.1) между ближайшими торцами муфт (тройников) не должно быть менее Dн.
Расстояние L между ближайшими краями вырезок, между торцом муфты (тройника) и ближайшим краем вырезки не должно быть менее Dн. При невыполнении данных условий назначается общий метод ремонта - вырезка. Длина вырезаемой катушки должна быть не менее Dн.
6.2.8. Не допускается установка технологических колец муфты на кольцевые сварные швы трубопровода, гофры. Для установки муфты дефекты, попадающие (полностью или частично) под технологические кольца муфты и допускающие ремонт шлифовкой (п. 7.2) или заваркой (п. 7.3), должны быть отремонтированы указанными методами ремонта.
6.2.9. Расстояние L1 (п. 1 табл. 6.1) от торца технологического кольца муфты до края не отремонтированного дефекта вне муфты должно быть не менее 4t.
6.2.10. Расстояние L2 (п. 1 табл. 6.1) от торца технологического кольца муфты до кольцевого сварного шва вне муфты должно быть не менее 4t.
6.2.11. Для приварных муфт (тройников) расстояние L3 (п. 1 табл. 6.1) от шва приварки муфты к трубе до кольцевого сварного шва должно быть не менее 100 мм.
6.2.12. Для приварных муфт (тройников) расстояние L4 (п. 1 табл. 6.1) от шва приварки муфты (тройника) к трубе до края дефекта вне муфты (тройника), отремонтированного заваркой должно быть не менее 100 мм. Для установки муфты (тройника) дефекты, попадающие (полностью или частично) в зону шва и менее 100 мм от шва приварки муфты (тройника) к трубе и допускающие ремонт шлифовкой (п. 7.2), должны быть отремонтированы указанным методом ремонта.
6.2.13. Расстояние L5 (п. 1 табл. 6.1) от шва приварки муфты к трубе до края дефекта, ремонтируемого приварной муфтой, должно быть не менее 100 мм.
6.2.14. Для муфты П1 величина перекрытия L6 (п. 3 табл. 6.1) места ремонтируемого дефекта должна быть не менее 1,65 Dн для дефекта кольцевого сварного шва, дефекта ориентированного в окружном направлении, продольной трещины и внутренней коррозии. Для других типов дефектов, ремонтируемых муфтой П1, величина L6 должна быть не менее 0,5 Dн.
6.2.15. Расстояние от сварных швов приварки элементов ремонтных конструкций к трубе до сварных швов присоединений и патрубков должно быть не менее 100 мм.
6.2.16. Методы ремонта дефектных секций с учетом требований и ограничений по установке ремонтных конструкций пп. 6.2.3 - 6.2.15 приведены в таблице 6.2.
6.2.17 Конструкции временного ремонта применяются на ограниченный период времени, установка их в плановом порядке запрещается. К конструкциям для временного ремонта относятся ранее установленные необжимная приварная муфта (В1), муфта с коническими переходами (В2).
6.2.18 Для ранее установленных муфт с коническими переходами, необжимных приварных муфт предельный срок эксплуатации определяется по таблице 6.4 в зависимости от отношения проектного давления нефтепровода Рпроект в этой зоне к рабочему (нормативному) давлению Рраб:
![]()
где d - толщина стенки, мм;
Dн - наружный диаметр трубы, мм;
sв - временное сопротивление материала трубы по ТУ или ГОСТ, МПа.
n - коэффициент надежности по нагрузке равный 1,1 для нефтепроводов диаметром менее 700 мм равный 1,15 для остальных.
k1 - коэффициент надежности по материалу, определяется по проектной документации, в случае отсутствия по «Инструкции по применению стальных труб в газовой и нефтяной промышленности» или СНиП, действовавшими на момент строительства, реконструкции и капитального ремонта.
kн - коэффициент надежности по назначению трубопровода, равный 1,05 для нефтепроводов диаметром 1220 мм и равный 1,0 для остальных.
По истечении срока, указанного в таблице 6.4 и отсчитываемого с момента проведения установки, муфты с коническими переходами, необжимные приварные муфты должны быть заменены постоянными методами ремонта.
(Измененная редакция, Изм. № 1)
6.2.19 Дефекты в сочетании с приваренными к трубе кольцами, оставшимися после демонтажа элементов необжимных приварных муфт или муфт с коническими переходами, ранее приваренными обжимными муфтами, а также вварные и накладные заплаты, могут быть отремонтированы с помощью композитных муфт.
6.2.20 Для дефекта в поперечном сварном шве, расположенного на расстоянии менее 10 номинальных диаметров от границ гофра (кроме гофров на гнутых отводах), при угловом положении центра дефекта шва относительно центра гофра в диапазоне от 120 до 240 град, (таблица 5.1, п. 9.2) применяется вырезка стыка и гофра, как постоянный метод ремонта. В случае, если гофр находится на гнутом отводе, необходимость ремонта дефекта шва определяется по 9.1, 9.3 - 9.15 таблицы 5.1, а ремонт дефекта шва проводится в соответствии с 9.1, 9.3 - 9.15 таблицы 6.2.
6.2.21 Все ремонтные конструкции должны иметь документацию, подтверждающую их соответствие требованиям ТУ на изготовление, технологии сварочно-монтажных работ и заключения по результатам дефектоскопического контроля сварных швов.
6.3 Методы ремонта дефектов
В таблице 6.2 приведены методы постоянного ремонта секций, содержащих дефекты, и отдельных дефектов с учетом параметров дефектов, их взаимного расположения и несущей способности ремонтных конструкций.
На рисунках (таблицы 6.6 и 6.7) показаны ремонтные конструкции и методы ремонта, используемые при ремонте в соответствии с настоящим РД.
Таблица 6.1 - Требования к установке и взаимному расположению муфт на секции
|
№ п/п |
Параметры |
Описание |
|
1. |
|
Приварная муфта на стенке секции (П2, П6, П8, П9) |
|
2. |
|
Приварная муфта на сварном стыке (П3, П4, П5У) |
|
3. |
|
Композитная муфта на стенке или стыке секции (П1, П1В, П1П7) п. 6.2.14 |
|
4. |
|
Муфты на сварных стыках (П1, П3, П4, П5У, П6) п. 6.2.7 |
|
5. |
|
Муфты на секции (П1, П1П7, П1В, П2, П4, П6, П8, П9) и сварных стыках (П1, П3, П4, П5У, П6) п. 6.2.7 |
|
6. |
|
Муфты на секции (П1, П1П7, П1В, П2, П4, П6, П8, П9) |
|
7. |
|
Муфты на соседних секциях (П1, П1В, П2, П6, П8, П9) п. 6.2.7 |
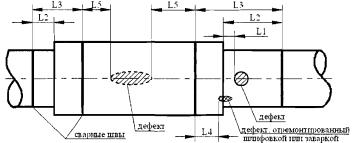
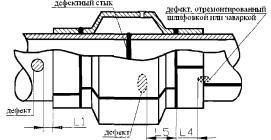
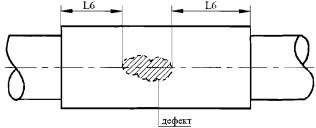
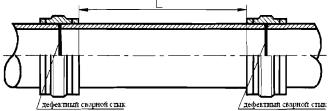
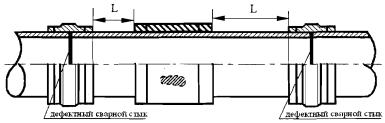
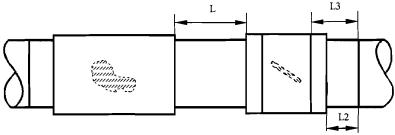
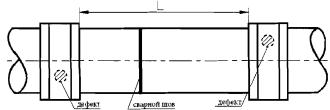
Таблица 6.2 - Методы постоянного ремонта секций, содержащих дефекты, и отдельных дефектов линейной части МН
|
№ в таб. 5.1 |
Описание дефектов в секции |
Параметры дефектов и их взаимного расположения |
Метод ремонта секции |
|
1.2 |
Секция с коррозионным повреждением |
Общая площадь всех потерь металла глубиной более 0,8 мм равна или превышает 15% от площади наружной поверхности секции |
вырезка |
|
1.1 |
Секция с дефектами: - Вмятина; - Гофр; - Сужение; - Потеря металла (коррозионная); - Уменьшение толщины стенки трубы (технологическое); - Механическое повреждение стенки трубы; - Трещина; - Расслоение; - Расслоение с выходом на поверхность трубы; |
На секции расположен дефект, методом ремонта которого является только вырезка |
вырезка |
|
|
- Дефект поперечного сварного шва; - Дефект продольного или спирального сварного шва; - Недопустимые соединительные и конструктивные детали; - Вантузы; - Недопустимые ремонтные конструкции |
Параметры дефектов и их взаимное расположение ограничивают установку ремонтных конструкций пп. 6.2.3 - 6.2.15 |
|
|
1.1 |
Секция с дефектами поперечных сварных швов |
Параметры дефектов и их взаимного расположения соответствуют требованиям и ограничениям на установку необходимых ремонтных конструкций пп. 6.2.3 - 6.2.15 |
2 муфты на сварных стыках |
|
1.1 |
Секция с дефектами: - Вмятина; - Гофр; - Потеря металла (коррозионная); - Уменьшение толщины стенки трубы (технологическое); - Механическое повреждение стенки трубы; - Трещина; - Расслоение; - Расслоение с выходом на поверхность трубы; - Дефект поперечного сварного шва; - Дефект продольного или спирального сварного шва; - Недопустимые соединительные и конструктивные детали |
Параметры дефектов и их взаимного расположения соответствуют требованиям и ограничениям на установку необходимых ремонтных конструкций пп. 6.2.3 - 6.2.15 |
Муфта по табл. 6.2 (пп. 2-17) |
|
1.1 |
Секция с дефектами: - Вмятина; - Гофр; - Потеря металла (коррозионная); - Уменьшение толщины стенки трубы (технологическое); - Механическое повреждение стенки трубы; - Трещина; - Расслоение; - Расслоение с выходом на поверхность трубы; - Дефект поперечного сварного шва; - Дефект продольного или спирального сварного шва; - Недопустимые соединительные и конструктивные детали |
Параметры и взаимное расположение дефектов, ремонтируемых муфтой, соответствуют требованиям и ограничениям пп. 6.2.3 -6.2.15 |
Шлифовка, заварка, муфта по табл. 6.2 (пп. 2-17) |
|
|
Расстояние от края дефектов, ремонтируемых шлифовкой и заваркой, до приварного шва устанавливаемой муфты L4 (рис. 6.1) равно и более 100 мм |
||
|
|
Параметры и расположение дефектов, ремонтируемых заваркой, соответствуют требованиям п. 7.3 |
||
|
|
Параметры дефектов, ремонтируемых шлифовкой, соответствуют требованиям п. 7.2 |
||
|
1.1 |
Секция с дефектами: - Потеря металла на внешней поверхности трубы (коррозионная); - Уменьшение толщины стенки на внешней поверхности трубы (технологическое); - Механическое повреждение внешней поверхности трубы; - Трещина на внешней поверхности трубы; - Расслоение с выходом на внешнюю поверхность трубы; - Дефект поперечного сварного шва |
Расстояние от края дефектов, ремонтируемых заваркой, до приварных швов ранее установленных ремонтных конструкций равно и более 100 мм |
Шлифовка, заварка |
|
|
Параметры и расположение дефектов, ремонтируемых заваркой, соответствуют требованиям п. 7.3 |
||
|
|
Параметры дефектов, ремонтируемых шлифовкой, соответствуют требованиям п. 7.2 |
||
|
2.1 |
Вмятина в сочетании с потерей металла на внешней поверхности трубы |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
с потерей металла глубиной равной и более 50% от толщины стенки трубы |
вырезка |
|
|
|
|
глубиной менее и равной Нд (таблица 6.3) с потерей металла глубиной до 50% от толщины стенки трубы |
муфта П1 |
|
|
|
глубиной от 1% до 3,5% Dн с потерей металла глубиной до 20% толщины стенки трубы |
шлифовка потери металла, ремонт вмятины - муфта П2*) |
|
|
|
глубиной до 1 % Dн с потерей металла глубиной до 20% толщины стенки трубы |
Шлифовка потери металла, ремонт вмятины не требуется |
|
|
|
глубиной от 1% до 3,5% Dн с потерей металла глубиной до 20% толщины стенки трубы, расположенные в зоне шириной до (0,75Dн-100 мм) в каждую сторону от поперечного сварного шва |
шлифовка потери металла, муфта П5У |
|
|
|
глубиной от 1% до 3,5% Dн с потерей металла глубиной до 20% толщины стенки трубы, расположенные в зоне шириной до 150 мм в каждую сторону от поперечного сварного шва |
шлифовка потери металла, муфта П4 |
|
2.1 |
Вмятина в сочетании с потерей металла на внутренней поверхности трубы |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
с потерей металла глубиной равной и более 50% от толщины стенки трубы |
вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) с потерей металла глубиной до 50% от толщины стенки трубы |
муфта П1 |
|
|
|
глубиной до 3,5% Dн с потерей металла глубиной до 20% толщины стенки трубы |
муфта П2*) |
|
|
2.2 |
Вмятина в сочетании с механическим повреждением на внешней поверхности трубы |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
с механическим повреждением глубиной равной и более 50% толщины стенки трубы |
вырезка |
|
|
|
|
глубиной менее и равной Нд (таблица 6.3) с механическим повреждением глубиной до 50% толщины стенки трубы |
муфта П1 |
|
|
|
глубиной от 1% до 3,5% Dн с механическим повреждением глубиной до 20% толщины стенки трубы |
шлифовка механического повреждения, ремонт вмятины - муфта П2*) |
|
|
|
глубиной до 1% Dн с механическим повреждением глубиной до 20% толщины стенки трубы |
шлифовка механического повреждения, ремонт вмятины не требуется |
|
|
|
глубиной от 1% до 3,5% Dн с механическим повреждением глубиной до 20% толщины стенки трубы, расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва |
шлифовка мех. повреждения, муфта П5У |
|
|
|
глубиной от 1% до 3,5% Dн с механическим повреждением глубиной до 20% толщины стенки трубы, расположенные в зоне шириной до 150 мм в каждую сторону от поперечного сварного шва |
шлифовка мех. повреждения, муфта П4 |
|
2.2 |
Вмятина в сочетании с механическим повреждением на внутренней поверхности трубы |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
с механическим повреждением глубиной равной и более 50% толщины стенки трубы |
вырезка |
|
|
|
|
глубиной менее и равной Нд (таблица 6.3) с механическим повреждением глубиной до 50% от толщины стенки трубы |
Муфта П1 |
|
|
|
глубиной до 3,5% Dн с механическим повреждением глубиной до 20% толщины стенки трубы |
Муфта П2*) |
|
2.3 |
Вмятина в сочетании с трещиной |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
с трещиной глубиной равной и более 50% толщины стенки трубы |
вырезка |
|
|
|
|
с трещиной глубиной равной и более 20% толщины стенки трубы и длиной равной и более 0,5Dн |
вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) с трещиной глубиной равной и более 20% толщины стенки трубы и длиной до 0,5Dн |
муфта П1 |
|
|
|
глубиной менее и равной Нд (таблица 6.3) с трещиной глубиной до 20% толщины стенки трубы |
муфта П1 |
|
|
|
глубиной до 3,5% Dн с трещиной на внешней поверхности трубы глубиной до 20% толщины стенки трубы |
шлифовка трещины, ремонт вмятины - муфта П2*) |
|
|
|
глубиной от 1% до 3,5% Dн с трещиной на внешней поверхности трубы глубиной до 20% толщины стенки трубы, расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва |
шлифовка трещины, муфта П5У |
|
|
|
глубиной от 1% до 3,5% Dн с трещиной на внешней поверхности трубы глубиной до 20% толщины стенки трубы, расположенные в зоне шириной до 150 мм в каждую сторону от поперечного сварного шва |
шлифовка трещины, муфта П4 |
|
2.4 |
Вмятина в сочетании с расслоением |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
глубиной от 3,5% Dн до Нд (таблица 6.3) или при глубине до 3,5% Dн и длине расслоения 1,5 Dн и более |
муфта П1 |
|
|
|
глубиной до 3,5% Dн при длине расслоения до 1,5 Dн |
муфта П2*) |
|
|
2.5 |
Вмятина в сочетании с расслоением с выходом на наружную поверхность трубы |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
при глубине расслоения равной и более 50% толщины стенки трубы |
Вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) при глубине расслоения до 50% толщины стенки трубы |
муфта П1 |
|
|
|
глубиной от 1% до 3,5% Dн с расслоением глубиной до 20% толщины стенки трубы |
шлифовка расслоения, ремонт вмятины - муфта П2*) |
|
|
|
глубиной до 1,0% Dн с расслоением глубиной до 20% толщины стенки трубы |
шлифовка расслоения, ремонт вмятины не требуется |
|
|
2.5 |
Вмятина в сочетании с расслоением с выходом на внутреннюю поверхность трубы |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
с глубиной расслоения равной и более 50% от толщины стенки трубы |
вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) с расслоением глубиной до 50% от толщины стенки трубы |
муфта П1 |
|
|
|
глубиной до 3,5% Dн с расслоением глубиной до 20% от толщины стенки трубы |
муфта П2*) |
|
|
2.6 |
Вмятина в сочетании с дефектом поперечного сварного шва |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
при глубине дефекта шва равной и более 50% толщины стенки трубы или его ширине равной и более 0,6 длины окружности трубы |
Вырезка |
|
|
|
|
глубиной менее и равной Нд (таблица 6.3) при глубине дефекта шва до 50% толщины стенки трубы и его ширине менее 0,6 длины окружности трубы |
муфта П1 |
|
|
|
глубиной до 3,5% Dн, расположенная в зоне шириной до 150 мм от кольцевого шва, при глубине дефекта шва до 20% толщины стенки трубы и его ширине менее 0,6 длины окружности трубы |
муфта П4*) |
|
|
|
глубиной до 3,5% Dн и длиной до 1,5 Dн при глубине дефекта шва до 20% толщины стенки трубы и его ширине менее 0,6 длины окружности трубы |
муфта П6*) |
|
2.6 |
Вмятина в сочетании с дефектом продольного или спирального сварного шва |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
при глубине дефекта шва равной и более 50% толщины стенки трубы |
Вырезка |
|
|
|
|
при глубине дефекта шва равной и более 20% толщины стенки трубы и длине равной и более 0,5Dн |
Вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) при глубине дефекта шва равной и более 20% толщины стенки трубы и его длине до 0,5Dн |
муфта П1 |
|
|
|
глубиной до 3,5% Dн при глубине дефекта шва до 20% толщины стенки трубы |
муфта П1 |
|
2.7 |
Вмятина в сочетании с расслоением, расположенная на сварном шве или примыкающая к сварному шву |
в сочетании с расслоением с выходом на поверхность |
Вырезка |
|
|
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
|
глубиной менее или равной Нд (таблица 6.3) |
муфта П1 |
|
|
|
|
глубиной до 3,5% Dн при длине расслоения 1,5 Dн и более |
муфта П1 |
|
|
|
глубиной до 3,5% Dн при длине расслоения до 1,5 Dн и примыкании к продольному шву |
муфта П2*) |
|
|
|
глубиной до 3,5% Dн, расположенные в зоне шириной до (0,75 Dн -100 мм) в каждую сторону от поперечного сварного шва |
муфта П5У |
|
|
|
глубиной до 3,5% Dн, расположенные в зоне шириной до 150 мм от поперечного шва |
муфта П4 |
|
2.8 |
Вмятина без дополнительных дефектов, расположенная на сварном шве или примыкающая к сварному шву |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
глубиной менее или равной Нд (таблица 6.3) |
муфта П1 |
|
|
|
глубиной до 3,5% Dн в околошовной зоне продольного сварного шва |
муфта П2*) |
|
|
|
глубиной до 3,5% Dн, расположенная в зоне шириной до 150 мм от кольцевого шва |
муфта П4 |
|
|
|
глубиной до 3,5% Dн, расположенная в зоне шириной до (0,75 Dн - 100 мм) в каждую сторону от поперечного сварного шва |
муфта П5У |
|
|
2.9 |
Вмятина на расстоянии 4t и менее от места касания кожуха стенки трубы, под полотном дороги |
глубиной более Нд (таблица 6.3) |
ремонт вмятины - вырезка, замена кожуха |
|
|
глубиной менее или равной Нд (таблица 6.3) |
Ремонт вмятины - муфта П1, замена кожуха |
|
|
|
глубиной до 3,5% Dн |
Ремонт вмятины - муфта П2*), замена кожуха |
|
|
|
глубиной до 1 % Dн |
ремонт вмятины не требуется, замена кожуха |
|
|
2.9 |
Вмятина на расстоянии 4t и менее от места касания кожуха стенки трубы, до подошвы откоса полотна дороги |
глубиной более Нд (таблица 6.3) |
ремонт вмятины - вырезка, ремонт кожуха |
|
|
глубиной менее или равной Нд (таблица 6.3) |
ремонт вмятины - муфта П1, ремонт кожуха |
|
|
|
глубиной до 3,5% Dн |
ремонт вмятины - муфта П2*) ремонт кожуха |
|
|
|
глубиной до 1 % Dн |
ремонт вмятины не требуется, ремонт кожуха |
|
|
2.10 |
Вмятина на стенке трубы без дополнительных дефектов |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
глубиной от 3,5% Dн до Нд (таблица 6.3) |
муфта П1 |
|
|
|
глубиной до 3,5% Dн |
муфта П2*) |
|
|
3.1 |
Гофр в сочетании с потерей металла на внешней поверхности трубы |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
с потерей металла глубиной равной и более 50% от толщины стенки трубы |
Вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) с потерей металла глубиной до 50% от толщины стенки трубы |
Муфта П1 |
|
|
|
|
глубиной от 1% до 3,5% Dн с потерей металла глубиной до 20% толщины стенки трубы |
шлифовка потери металла, ремонт гофра -муфта П6*) |
|
|
|
глубиной от 1% и до 3,5% Dн, длиной равной и менее 100 мм с потерей металла глубиной до 20% толщины стенки трубы |
шлифовка потери металла, ремонт гофра -муфта П4 |
|
|
|
глубиной до 1% Dн с потерей металла глубиной до 20% толщины стенки трубы |
шлифовка потери металла, ремонт гофра не требуется |
|
3.1 |
Гофр в сочетании с потерей металла на внутренней поверхности трубы |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
с потерей металла глубиной равной и более 50% от толщины стенки трубы |
Вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) с потерей металла глубиной до 50% от толщины стенки трубы |
муфта П1 |
|
|
|
|
глубиной до 3,5% Dн с потерей металла до 20% толщины стенки трубы |
муфта П6*) |
|
|
|
глубиной до 3,5% Dн и длиной равной и менее 100 мм с потерей металла глубиной до 20% толщины стенки трубы |
Муфта П4 |
|
3.2 |
Гофр в сочетании с механическим повреждением на внешней поверхности трубы |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
с механическим повреждением глубиной равной и более 50% от толщины стенки трубы |
Вырезка |
|
|
|
|
глубиной менее и равной Нд (таблица 6.3) с механическим повреждением глубиной до 50% от толщины стенки трубы |
Муфта П1 |
|
|
|
глубиной от 1% до 3,5% Dн с механическим повреждением глубиной до 20% толщины стенки трубы |
шлифовка мех. повреждения, ремонт гофра - муфта П6*) |
|
|
|
глубиной от 1% до 3,5% Dн, длиной равной и менее 100 мм с механическим повреждением глубиной до 20% толщины стенки трубы |
Шлифовка мех. повреждения, ремонт гофра - муфта П4 |
|
|
|
глубиной до 1% Dн с механическим повреждением глубиной до 20% толщины стенки трубы |
шлифовка потери металла, ремонт гофра не требуется |
|
3.2 |
Гофр в сочетании с механическим повреждением на внутренней поверхности трубы |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
с механическим повреждением глубиной равной и более 50% толщины стенки трубы |
Вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) с мех. повреждением глубиной до 50% от толщины стенки трубы |
муфта П1 |
|
|
|
|
глубиной до 3,5% Dн с механическим повреждением глубиной до 20% от толщины стенки трубы |
муфта П6*) |
|
|
|
глубиной до 3,5% Dн и длиной равной и менее 100 мм с механическим повреждением глубиной до 20% толщины стенки трубы |
Муфта П4 |
|
3.3 |
Гофр в сочетании с трещиной |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
с трещиной глубиной равной и более 50% толщины стенки трубы |
Вырезка |
|
|
|
|
с трещиной глубиной равной и более 20% толщины стенки трубы и длиной равной и более 0,5Dн |
Вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) с трещиной глубиной равной и более 20% толщины стенки трубы и длиной до 0,5Dн |
Муфта П1 |
|
|
|
глубиной менее и равной Нд (таблица 6.3) с трещиной глубиной до 20% толщины стенки трубы |
муфта П1 |
|
|
|
глубиной до 3,5% Dн с трещиной на внешней поверхности трубы глубиной до 20% толщины стенки трубы и длиной до Dн |
шлифовка трещины, ремонт гофра - муфта П6*) |
|
|
|
глубиной до 3,5% Dн и длиной равной и менее 100 мм с трещиной на внешней поверхности трубы глубиной до 20% толщины стенки трубы |
шлифовка трещины, ремонт гофра - муфта П4 |
|
3.4 |
Гофр в сочетании с расслоением |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
глубиной менее и равной Нд (таблица 6.3) или при глубине до 3,5% Dн и длине расслоения 1,5 Dн и более |
муфта П1 |
|
|
|
|
глубиной до 3,5% Dн при длине расслоения до 1,5 Dн |
муфта П6*) |
|
|
|
глубиной до 3,5% Dн и длиной равной и менее 100 мм |
муфта П4 |
|
3.5 |
Гофр в сочетании с расслоением с выходом на наружную поверхность трубы |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
при глубине расслоения равной и более 50% от толщины стенки трубы |
Вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) при глубине расслоения до 50% от толщины стенки трубы |
муфта П1 |
|
|
|
|
глубиной от 1% до 3,5% Dн с расслоением глубиной до 20% толщины стенки трубы |
шлифовка расслоения, ремонт гофра -муфта |
|
|
|
глубиной от 1% до 3,5% Dн и длиной равной и менее 100 мм с расслоением глубиной до 20% толщины стенки трубы |
Шлифовка расслоения, ремонт гофра - муфта П4 |
|
|
|
глубиной до 1,0% Dн с расслоением глубиной до 20% толщины стенки трубы |
шлифовка расслоения, ремонт гофра не требуется |
|
3.5 |
Гофр в сочетании с расслоением с выходом на внутреннюю поверхность трубы |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
с глубиной расслоения равной и более 50% от толщины стенки трубы |
вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) с расслоением глубиной до 50% от толщины стенки трубы |
муфта П1 |
|
|
|
|
глубиной до 3,5% Dн с расслоением глубиной до 20% толщины стенки трубы |
муфта П6*) |
|
|
|
глубиной до 3,5% Dн и длиной равной и менее 100 мм с расслоением глубиной до 20% толщины стенки трубы |
Муфта П4 |
|
3.6 |
Гофр в сочетании с дефектом поперечного сварного шва |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
при угловом положении центра дефекта поперечного шва относительно центра гофра (кроме гофра на гнутых отводах) в диапазоне 120¸240 град |
Вырезка |
|
|
|
|
при глубине дефекта шва равной и более 50% толщины стенки трубы или его ширине равной и более 0,6 длины окружности трубы |
Вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) при глубине дефекта шва до 50% толщины стенки трубы и его ширине менее 0,6 длины окружности трубы |
муфта П1 |
|
|
|
глубиной до 3,5% Dн при глубине дефекта шва до 20% толщины стенки трубы и его ширине менее 0,6 длины окружности трубы |
муфта П6*) |
|
|
|
глубиной до 3,5% Dн и длиной равной и менее 100 мм при глубине дефекта шва до 20% толщины стенки трубы и его ширине менее 0,6 длины окружности трубы |
муфта П4 |
|
3.6 |
Гофр в сочетании с дефектом продольного или спирального сварного шва |
глубиной более Нд (таблица 6.3) |
вырезка |
|
|
при глубине дефекта шва равной и более 50% от толщины стенки трубы |
вырезка |
|
|
|
|
глубиной менее и равной Нд (таблица 6.3) при глубине дефекта шва до 50% толщины стенки трубы и его длине до 0,5Dн |
муфта П1 |
|
|
|
глубиной до 3,5% Dн при глубине дефекта шва до 20% толщины стенки трубы |
муфта П1 |
|
3.7 |
Гофр в сочетании с расслоением, расположенный на сварном шве или примыкающий к сварному шву |
в сочетании с расслоением с выходом на поверхность |
вырезка |
|
|
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
|
глубиной менее и равной Нд (таблица 6.3) или при глубине до 3,5% Dн и длине расслоения 1,5 Dн и более |
муфта П1 |
|
|
|
глубиной до 3,5% Dн при длине расслоения до 1,5 Dн |
муфта П6*) |
|
|
|
глубиной до 3,5% Dн и длиной равной и менее 100 мм |
муфта П4 |
|
|
3.8 |
Гофр без дополнительных дефектов, расположенный на сварном шве или примыкающий к сварному шву |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
глубиной менее и равной Нд (таблица 6.3) |
муфта П1 |
|
|
|
глубиной до 6% Dн, длиной более 100 мм |
муфта П6*) |
|
|
|
глубиной до 6% Dн, длиной равной и менее 100 мм |
муфта П4 |
|
|
3.9 |
Гофр на стенке трубы без дополнительных дефектов |
глубиной более Нд (таблица 6.3) |
Вырезка |
|
|
глубиной менее и равной Нд (таблица 6.3) |
муфта П1 |
|
|
|
глубиной до 6% Dн, длиной более 100 мм |
муфта П6*) |
|
|
|
глубиной до 6% Dн, длиной равной и менее 100 мм |
муфта П4 |
|
|
3.10 |
Гофр на отводах холодного и горячего гнутья |
независимо от размеров |
Вырезка |
|
4.1 |
Сужение в сочетании с потерей металла |
независимо от размеров |
вырезка |
|
4.2 |
Сужение в сочетании с механическим повреждением |
независимо от размеров |
вырезка |
|
4.3 |
Сужение в сочетании с трещиной |
независимо от размеров |
вырезка |
|
4.4 |
Сужение в сочетании с расслоением |
независимо от размеров |
вырезка |
|
4.5 |
Сужение в сочетании с расслоением с выходом на поверхность |
независимо от размеров |
вырезка |
|
4.6 |
Сужение в сочетании с дефектом сварного шва |
независимо от размеров |
вырезка |
|
4.7 |
Сужение в сочетании с дефектом, расположенное на сварном шве или примыкающее к сварному шву |
независимо от размеров |
вырезка |
|
4.8 |
Сужение в сочетании с вмятиной |
независимо от размеров |
вырезка |
|
4.9 |
Сужение в сочетании с гофром |
независимо от размеров |
вырезка |
|
4.10 |
Сужение без дополнительных дефектов, расположенное на сварном шве или примыкающее к сварному шву |
независимо от размеров |
вырезка |
|
4.11 |
Сужение без дополнительных дефектов |
независимо от размеров |
вырезка |
|
5.2 |
Объединенные и одиночные внешние потери металла с глубиной одного из дефектов равной и более 1,5 мм, с габаритной площадью равной и более 500 см2 |
глубиной 90% и более толщины стенки трубы;
глубиной 70% и более толщины стенки трубы при длине вдоль оси трубы равной и
более |
Вырезка |
|
|
глубиной от 70% до 90% толщины стенки трубы
при длине вдоль оси трубы до |
муфта П1 |
|
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до 10,5 м - Dн |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн, расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 70% толщины стенки трубы в околошовной зоне поперечного сварного шва |
муфта П4 |
|
|
|
одиночные глубиной до 70% толщины стенки с остаточной толщиной стенки не менее 5 мм и максимальными линейными размерами до 3t с расстоянием между соседними дефектами не менее 4t |
Заварка |
|
|
|
глубиной до 30% толщины стенки с остаточной
толщиной стенки не менее 5 мм, площадью не более Dн·t
и длиной не более |
заварка |
|
|
|
глубиной до 20% толщины стенки трубы |
шлифовка |
|
5.1 |
Потеря металла на внешней поверхности трубы, расположенная на сварном шве или примыкающая к сварному шву |
глубиной 90% и более толщины стенки трубы;
глубиной 70% и более толщины стенки трубы при длине вдоль оси трубы равной и
более |
вырезка |
|
|
глубиной от 70% до 90% толщины стенки трубы
при длине вдоль оси трубы до |
муфта П1 |
|
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до (10,5 м - Dн) |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн, примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75 Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 70% толщины стенки трубы в околошовной зоне поперечного сварного шва |
муфта П4 |
|
|
|
глубиной до 20% толщины стенки трубы |
шлифовка |
|
5.1 |
Потеря металла на внутренней поверхности трубы, расположенная на сварном шве или примыкающая к сварному шву |
глубиной 50% и более толщины стенки трубы или длиной вдоль оси трубы не менее (10,5 м - Dн) |
вырезка |
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до (10,5 м - Dн) |
муфта П1 |
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн, примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 50% толщины стенки трубы в околошовной зоне поперечного сварного шва |
муфта П4 |
|
5.2 |
Потеря металла на внешней поверхности трубы без примыкания к сварному шву |
глубиной 90% и более толщины стенки трубы;
глубиной 70% и более толщины стенки трубы при длине вдоль оси трубы равной и
более |
Вырезка |
|
|
|
глубиной от 70% до 90% толщины стенки трубы
при длине вдоль оси трубы до |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до (10,5 м - Dн) |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн, расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 70% толщины стенки трубы в околошовной зоне поперечного сварного шва |
муфта П4 |
|
|
|
одиночные глубиной до 70% толщины стенки с остаточной толщиной стенки не менее 5 мм и максимальными линейными размерами до 3t с расстоянием между соседними дефектами не менее 4t |
заварка |
|
|
|
глубиной до 30% толщины стенки с остаточной
толщиной стенки не менее 5 мм, площадью не более Dн·t и длиной не более |
заварка |
|
|
|
глубиной до 20% толщины стенки трубы |
шлифовка |
|
5.2 |
Потеря металла на внутренней поверхности трубы без примыкания к сварному шву |
глубиной 50% и более толщины стенки трубы или длиной вдоль оси трубы не менее (10,5 м - 3,3Dн) |
Вырезка |
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до (10,5 м - 3,3Dн) |
муфта П1 |
|
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн, расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 50% от толщины стенки трубы в околошовной зоне поперечного сварного шва |
муфта П4 |
|
11.1 |
Внешняя потеря металла, примыкающая к месту касания кожуха стенки трубы под полотном дороги |
глубиной 70% и более толщины стенки трубы или длиной вдоль оси трубы равной и более Dн |
ремонт потери металла вырезка, замена кожуха |
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн |
ремонт потери металла муфта П2*), замена кожуха |
|
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн, примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
ремонт потери металла муфта П5У, замена кожуха |
|
|
|
одиночные глубиной до 70% толщины стенки с остаточной толщиной стенки не менее 5 мм и максимальными линейными размерами до 3t с расстоянием между соседними дефектами не менее 4t |
ремонт потери металла заварка, замена кожуха |
|
|
|
глубиной до 30% толщины стенки с остаточной
толщиной стенки не менее 5 мм, площадью не более Dн·t и длиной не более |
ремонт потери металла заварка, замена кожуха |
|
|
|
глубиной до 20% толщины стенки трубы |
ремонт потери металла шлифовка, замена кожуха |
|
11.1 |
Внешняя потеря металла, примыкающая к месту касания кожуха стенки трубы до подошвы откоса полотна дороги |
глубиной 70% и более толщины стенки трубы или длиной вдоль оси трубы равной и более Dн |
ремонт потери металла вырезка, ремонт кожуха |
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн |
ремонт потери металла муфта П2*), ремонт кожуха |
|
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн, примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
ремонт потери металла муфта П5У, ремонт кожуха |
|
|
|
одиночные глубиной до 70% толщины стенки с остаточной толщиной стенки не менее 5 мм и максимальными линейными размерами до 3t с расстоянием между соседними дефектами не менее 4t |
ремонт потери металла заварка, ремонт кожуха |
|
|
|
глубиной до 30% толщины стенки с остаточной
толщиной стенки не менее 5 мм, площадью не более Dн·t и длиной не более |
ремонт потери металла заварка, ремонт кожуха |
|
|
|
глубиной до 20% толщины стенки трубы |
ремонт потери металла шлифовка, ремонт кожуха |
|
5.3 |
Уменьшение толщины стенки технологическое трубы на внешней поверхности трубы |
глубиной 90% и более толщины стенки трубы;
глубиной 70% и более толщины стенки трубы при длине вдоль оси трубы равной и
более |
Вырезка |
|
|
|
глубиной от 70% до 90% толщины стенки трубы
при длине вдоль оси трубы до |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до 10,5 м - Dн |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн, примыкающие к поперечному сварному шву и расположенные в зоне шириной до 0,75Dн - 100 мм в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 70% толщины стенки трубы в околошовной зоне поперечного сварного шва. |
муфта П4 |
|
|
|
одиночные глубиной до 70% толщины стенки с остаточной толщиной стенки не менее 5 мм и максимальными линейными размерами до 3t с расстоянием между соседними дефектами не менее 4t |
заварка |
|
|
|
глубиной до 30% толщины стенки с остаточной
толщиной стенки не менее 5 мм, площадью не более Dн·t и длиной не более |
заварка |
|
5.3 |
Уменьшение толщины стенки технологические трубы на внутренней поверхности трубы |
глубиной 50% и более толщины стенки трубы или длиной вдоль оси трубы не менее (10,5 м - Dн) |
вырезка |
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до (10,5 м - Dн) |
муфта П1 |
|
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн, примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 50% толщины стенки трубы в околошовной зоне поперечного сварного шва. |
муфта П4 |
|
5.4 |
Дефект поверхности (на внешней поверхности трубы) |
глубиной 90% и более толщины стенки трубы;
глубиной 70% и более толщины стенки трубы при длине вдоль оси трубы равной и
более |
вырезка |
|
|
|
глубиной от 70% до 90% толщины стенки трубы
при длине вдоль оси трубы до |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до 10,5 м - Dн |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн, примыкающие к поперечному сварному шву и расположенные в зоне шириной до 0,75Dн - 100 мм в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 70% толщины стенки трубы в околошовной зоне поперечного сварного шва. |
муфта П4 |
|
|
|
одиночные глубиной до 70% толщины стенки с остаточной толщиной стенки не менее 5 мм и максимальными линейными размерами до 3t с расстоянием между соседними дефектами не менее 4t |
заварка |
|
|
|
глубиной до 30% толщины стенки с остаточной
толщиной стенки не менее 5 мм, площадью не более Dн·t и длиной не более |
Заварка |
|
5.4 |
Дефект поверхности (на внутренней поверхности трубы) |
глубиной 50% и более толщины стенки трубы или длиной вдоль оси трубы не менее (10,5 м - Dн) |
Вырезка |
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до (10,5 м - Dн) |
муфта П1 |
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн, примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 50% толщины стенки трубы в околошовной зоне поперечного сварного шва. |
муфта П4 |
|
6.1 |
Механическое повреждение типа «риска» на внешней поверхности трубы |
глубиной 90% и более толщины стенки трубы;
глубиной 70% и более толщины стенки трубы при длине вдоль оси трубы равной и
более |
вырезка |
|
|
|
глубиной от 70% до 90% толщины стенки трубы
при длине вдоль оси трубы до |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до (10,5 м - Dн) |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн, примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75 Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 70% толщины стенки трубы в околошовной зоне поперечного сварного шва |
муфта П4 |
|
|
|
одиночные глубиной до 70% толщины стенки с остаточной толщиной стенки не менее 5 мм и максимальными линейными размерами до 3t с расстоянием между соседними дефектами не менее 4t |
Заварка |
|
|
|
глубиной до 30% толщины стенки с остаточной
толщиной стенки не менее 5 мм, площадью не более Dн·t и длиной не более |
Заварка |
|
|
|
глубиной до 20% толщины стенки трубы проходящая через поперечный сварной шов |
шлифовка риски, ремонт поперечного сварного шва - заварка |
|
|
|
глубиной до 20% от толщины стенки трубы |
Шлифовка |
|
6.1 |
Механическое повреждение типа «риска» на внутренней поверхности трубы |
глубиной 50% и более толщины стенки трубы или длиной вдоль оси трубы равной и более (10,5 м - Dн) |
Вырезка |
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до (10,5 м - Dн) |
муфта П1 |
|
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн, примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 50% толщины стенки трубы в околошовной зоне поперечного сварного шва |
муфта П4 |
|
7.1 |
Трещина на внешней поверхности трубы |
глубиной 70% и более толщины стенки трубы; глубиной 30% и более толщины стенки трубы при длине по окружности трубы не менее 0,6 длины окружности трубы или при длине по оси трубы не менее 0,5 Dн |
Вырезка |
|
|
|
глубиной до 70% толщины стенки трубы при длине по окружности трубы до 0,6 длины окружности трубы и при длине по оси трубы до 0,5 Dн |
муфта П1 |
|
|
|
глубиной до 70% толщины стенки трубы при длине по окружности трубы до 0,6 длины окружности трубы и по оси трубы до 0,5Dн примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
шлифовка и муфта П5У |
|
|
|
глубиной до 70% толщины стенки трубы при длине по окружности трубы до 0,6 длины окружности трубы и при длине по оси трубы до 0,5 Dн |
муфта П2*) |
|
|
|
глубиной до 30% толщины стенки трубы при длине до (10,5 м - 3,3 Dн) |
шлифовка и муфта П1 |
|
|
|
глубиной до 30% толщины стенки трубы при длине по оси трубы до Dн примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
шлифовка и муфта П5У |
|
|
|
глубиной до 30% толщины стенки трубы при длине по оси трубы до Dн |
шлифовка и муфта П2*) |
|
7.1 |
Трещина на внутренней поверхности трубы |
глубиной 50% и более толщины стенки трубы; глубиной 30% и более толщины стенки трубы при длине по окружности трубы не менее 0,6 длины окружности трубы или при длине по оси трубы не менее 0,5 Dн |
вырезка |
|
|
|
глубиной до 50% толщины стенки трубы при длине по окружности трубы до 0,6 длины окружности трубы и при длине по оси трубы до 0,5 Dн |
муфта П1 |
|
|
|
глубиной до 50% толщины стенки трубы при длине по окружности трубы до 0,6 длины окружности трубы и по оси трубы до 0,5Dн примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75 Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 50% толщины стенки трубы при длине по окружности трубы до 0,6 длины окружности трубы и при длине по оси трубы до 0,5 Dн |
муфта П2 |
|
|
|
глубиной до 30% толщины стенки трубы при длине до (10,5 м - 3,3 Dн) |
муфта П1 |
|
|
|
глубиной до 30% толщины стенки трубы при длине по оси трубы до Dн примыкающие к поперечному сварному шву и расположенные в зоне шириной до (0,75 Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
глубиной до 30% толщины стенки трубы при длине по оси трубы до Dн |
муфта П2*) |
|
7.2 |
Трещиноподобный коррозионно-механический дефект |
независимо от размеров |
Вырезка |
|
8.1 |
Расслоение |
длиной более (10,5 м - Dн) |
вырезка |
|
|
|
длиной до (10,5 м - Dн) |
муфта П1 |
|
|
|
длиной до (1,5 Dн - 200 мм) |
муфта П2*) |
|
|
|
расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
8.2 |
Расслоение с выходом на внешнюю поверхность трубы |
глубиной 70% и более от толщины стенки трубы |
Вырезка |
|
|
с глубиной до 70% толщины стенки трубы |
муфта П1 |
|
|
|
|
с глубиной до 70% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2** |
|
|
|
с глубиной до 70% толщины стенки трубы расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
|
с глубиной до 20% толщины стенки трубы |
Шлифовка |
|
8.2 |
Расслоение с выходом на внутреннюю поверхность трубы |
глубиной 50% и более от толщины стенки трубы |
Вырезка |
|
|
с глубиной до 50% толщины стенки трубы |
муфта П1 |
|
|
|
|
с глубиной до 50% толщины стенки трубы при длине вдоль оси трубы до Dн |
муфта П2*) |
|
|
|
с глубиной до 50% толщины стенки трубы расположенные в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
8.3 |
Расслоение, примыкающее к бездефектному сварному шву |
длиной более (10,5 м - Dн) |
Вырезка |
|
|
длиной до (10,5 м - Dн) |
муфта П1 |
|
|
|
длиной до (1,5 Dн - 200 мм) |
муфта П2*) |
|
|
|
в околошовной зоне поперечного сварного шва, расположенные в зоне шириной до (0,75 Dн - 100 мм) в каждую сторону от поперечного сварного шва (в том числе, содержащего дефект, ремонтируемый муфтами П3 и П4) |
муфта П5У |
|
|
8.4 |
Расслоение в сочетании с дефектом сварного шва |
длиной более (10,5 м - Dн) |
Вырезка |
|
|
длиной до (10,5 м - Dн) с дефектом шва, ремонтируемым муфтой П1 |
муфта П1 |
|
|
|
в околошовной зоне поперечного сварного шва, расположенные в зоне шириной до (0,75 Dн - 100 мм) в каждую сторону от поперечного сварного шва с дефектом шва, ремонтируемым муфтами П3 и П4 |
муфта П5У |
|
|
Дефектный сварной стык |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более толщины стенки трубы |
вырезка |
|
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине дефекта по окружности трубы до 0,6 длины окружности трубы |
муфта П3 |
|
|
|
подрезы облицовочного шва максимальной глубиной не более 20% толщины стенки трубы и видимые дефекты на поверхности облицовочных швов (отдельные поры, сетки и цепочки пор, незаваренные кратеры) при суммарной длине дефектов по окружности трубы до 1/6 длины окружности трубы |
заварка |
|
|
|
с недопустимой геометрией и неудовлетворительным формированием шва (недостаточное усиление шва, недостаточная ширина шва, отсутствие плавного перехода на основной металл, чешуйчатость более 1 мм) |
заварка |
|
|
|
типа «чешуйчатость сварного шва», наплывы высотой более 3 мм, «поры выходящие на поверхность» с остаточной высотой усиления не менее значений, указанных в РД 08.00-60.30.00-КТН-050-1-05 |
шлифовка |
|
|
|
превышение высоты усиления сварного шва по РД 08.00-60.30.00-КТН-050-1-05 |
шлифовка |
|
Дефект в поперечном сварном шве |
расположенный на расстоянии менее 10 Dн от границ гофра (кроме гофров на гнутых отводах), при угловом положении центра дефекта шва относительно центра гофра в диапазоне 120¸240 град. |
вырезка дефектного стыка и гофра |
|
|
Дефект поперечного сварного шва в сочетании*) с потерей металла глубиной более 0,2t |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более толщины стенки трубы |
вырезка |
|
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% от толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% от толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% от толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы и потерей металла глубиной до 50% толщины стенки трубы, расположенной в пределах околошовной зоны |
муфта П4 |
|
|
|
с глубиной не более 70% от толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы и потерей металла глубиной до 50% толщины стенки трубы и длиной вдоль оси трубы до Dн, расположенной в зоне шириной до (0,75 Dн - 100 мм) в каждую сторону от поперечного сварного шва |
муфта П5У |
|
9.4 |
Трещина в поперечном сварном шве |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более от толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине до 90% от толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной до 70% от толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% от толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П4 |
|
9.5 |
Несплошность плоскостного типа в поперечном сварном шве |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более от толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% от толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% от толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% от толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П4 |
|
9.6 |
Непровар в поперечном сварном шве |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более от толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% от толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% от толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% от толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П4 |
|
9.7 |
Несплавление в поперечном сварном шве |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более от толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П4 |
|
9.8 |
Аномалия в поперечном сварном шве |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П3 |
|
|
|
подрезы облицовочного шва максимальной глубиной не более 20% толщины стенки трубы и видимые дефекты на поверхности облицовочных швов (отдельные поры, сетки и цепочки пор, незаваренные кратеры) при суммарной длине дефектов по окружности трубы до 1/6 длины окружности трубы |
заварка |
|
|
|
с недопустимой геометрией и неудовлетворительным формированием шва (недостаточное усиление шва, недостаточная ширина шва, отсутствие плавного перехода на основной металл, чешуйчатость более 1 мм) |
заварка |
|
|
|
типа «чешуйчатость сварного шва», наплывы высотой более 3 мм, «поры выходящие на поверхность» с остаточной высотой усиления не менее значений, указанных в РД 08.00-60.30.00-КТН-050-1-05 |
шлифовка |
|
|
|
превышение высоты усиления сварного шва по РД 08.00-60.30.00-КТН-050-1-05 |
шлифовка |
|
9.9 |
Поры в поперечном сварном шве |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П3 |
|
9.10 |
Шлаковые включения в поперечном сварном шве |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П3 |
|
9.11 |
Вогнутость корня шва (утяжина) поперечного сварного шва |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П3 |
|
9.12 |
Подрез в поперечном сварном шве |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П3 |
|
|
|
подрезы облицовочного шва максимальной глубиной не более 20% толщины стенки трубы и видимые дефекты на поверхности облицовочных швов (отдельные поры, сетки и цепочки пор, незаваренные кратеры) при суммарной длине дефектов по окружности трубы до 1/6 длины окружности трубы |
заварка |
|
|
Превышение проплава поперечного сварного шва |
при высоте более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при высоте не более 90% толщины стенки трубы |
муфта П1 |
|
|
|
с высотой не более 70% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с высотой не более 70% толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П3 |
|
9.13 |
Смещение кромок в поперечном сварном шве |
при глубине более 90% толщины стенки трубы; с суммарной длиной по окружности трубы более 0,6 длины окружности трубы при глубине 70% и более толщины стенки трубы |
вырезка |
|
|
|
с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы при глубине не более 90% толщины стенки трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
с глубиной не более 70% толщины стенки трубы при суммарной длине дефекта по окружности трубы не более 0,6 длины окружности трубы |
муфта П3 |
|
9.14 |
Разнотолщинность |
С отношением толщин стенок стыкуемых труб более 1,5 |
муфта П3 |
|
9.15 |
Косой стык |
величиной до 4 градусов с дефектом сварного шва глубиной 70 % и более толщины стенки трубы или при суммарной длине по окружности 0,6 и более длины окружности трубы |
вырезка |
|
|
|
величиной до 4 градусов с дефектом сварного шва глубиной не более 70 % толщины стенки трубы при суммарной длине по окружности не более 0,6 длины окружности трубы |
муфта П1 |
|
|
|
величиной 4 градуса и более |
вырезка |
|
10.1 |
Дефект продольного сварного шва в сочетании с потерей металла глубиной более 0,2t |
глубиной 70% и более толщины стенки; глубиной 30% и более толщины стенки трубы при длине по оси трубы не менее Dн |
вырезка |
|
|
дефект шва (кроме трещины) глубиной не более 70% толщины стенки трубы при длине по оси трубы до Dн с потерей металла, ремонтируемой муфтой П1 |
муфта П1 |
|
|
|
|
трещина глубиной не более 70% толщины стенки трубы при длине по оси трубы до 0,5Dн с потерей металла, ремонтируемой муфтой П1 |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы длиной до (10,5 м - Dн) с потерей металла, ремонтируемой муфтой П1 |
муфта П1 |
|
|
|
дефект шва (кроме трещины и несплошности плоскостного типа) с глубиной не более 30% толщины стенки трубы длиной до 1,5 Dн с потерей металла, ремонтируемой муфтой П2 |
муфта П2*) |
|
10.1 |
Дефект спирального сварного шва в сочетании с потерей металла глубиной более 0,2t |
глубиной более 70% толщины стенки трубы |
вырезка |
|
|
глубиной более 30% толщины стенки трубы с суммарной длиной по оси трубы более Dн на длине сварного шва 1,5Dн или с суммарной длиной по окружности трубы более 0,6 длины окружности трубы |
вырезка |
|
|
|
|
дефект шва (кроме трещины) глубиной не более 70% толщины стенки трубы с суммарной длиной по оси трубы до Dн на длине сварного шва 1,5Dн и по окружности трубы не более 0,6 длины окружности трубы, с потерей металла, ремонтируемой муфтой П1 |
муфта П1 |
|
|
|
трещина глубиной не более 70% толщины стенки трубы при длине по оси трубы до 0,5Dн с потерей металла, ремонтируемой муфтой П1 |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы длиной до (10,5 м - Dн) с потерей металла, ремонтируемой муфтой П1 |
муфта П1 |
|
|
|
дефект шва (кроме трещины и несплошности плоскостного типа) с глубиной не более 30% толщины стенки трубы длиной до 1,5 Dн и по окружности трубы не более 0,6 длины окружности трубы, с потерей металла, ремонтируемой муфтой П2 |
муфта П2*) |
|
10.2 |
Трещины в продольном сварном шве |
глубиной более 70% толщины стенки трубы при любой длине |
вырезка |
|
|
|
глубиной более 30% толщины стенки трубы при длине более 0,5 Dн |
вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы с длиной по оси трубы до 0,5 Dн |
муфта П1 |
|
|
|
глубиной не более 30% от толщины стенки трубы при длине до (10,5 м - 3,3Dн) |
муфта П1 |
|
10.2 |
Трещины в спиральном сварном шве |
глубиной более 70% толщины стенки трубы при любой длине |
вырезка |
|
|
|
глубиной более 30% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы или при суммарной длине по оси трубы более 0,5 Dн на длине сварного шва 1,5 Dн |
вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы при суммарной длине по окружности трубы не более 0,6 длины окружности трубы. |
муфта П1 |
|
|
|
глубиной не более 70% толщины стенки трубы при суммарной длине по оси трубы до 0,5Dн на длине сварного шва 1,5Dн |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы или при длине по оси трубы более 0,5Dн |
муфта П1 |
|
10.3 |
Несплошность плоскостного типа в продольном сварном шве |
глубиной более 70% толщины стенки при любой длине |
вырезка |
|
|
глубиной более 30% толщины стенки трубы при длине по оси трубы более Dн |
вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы при длине по оси трубы до Dн |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при длине по оси трубы до (10,5 м - 3,3Dн) |
муфта П1 |
|
|
10.3 |
Несплошность плоскостного типа в спиральном сварном шве |
глубиной более 70% толщины стенки трубы при любой длине |
вырезка |
|
|
глубиной более 30% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы или при суммарной длине по оси трубы более Dн на длине сварного шва 1,5 Dн |
вырезка |
|
|
|
|
глубиной не более 70% толщины стенки трубы с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы и по оси трубы до Dн на длине сварного шва 1,5Dн |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по оси трубы до (10,5 м - 3,3Dн) |
муфта П1 |
|
10.4 10.5 |
Непровар или несплавление в продольном сварном шве |
глубиной более 70% толщины стенки при любой длине |
Вырезка |
|
|
глубиной более 30% толщины стенки трубы при длине по оси трубы более Dн |
Вырезка |
|
|
|
|
глубиной не более 70% толщины стенки трубы при длине по оси трубы до Dн |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при длине до (10,5 м - 3,3Dн) |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при длине до 1,5 Dн |
муфта П2*) |
|
10.4 10.5 |
Непровар или несплавление в спиральном сварном шве |
глубиной более 70% толщины стенки трубы при любой длине |
вырезка |
|
|
глубиной более 30% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы или при суммарной длине по оси трубы более Dн на длине сварного шва 1,5 Dн |
вырезка |
|
|
|
|
глубиной не более 70% толщины стенки трубы с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы и по оси трубы до Dн на длине сварного шва 1,5Dн |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по оси трубы до (10,5 м - 3,3Dн) |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по окружности трубы не более 0,6 длины окружности трубы и длине по оси трубы до 1,5 Dн |
муфта П2*) |
|
10.6 |
Аномалия в продольном сварном шве |
глубиной более 70% толщины стенки при любой длине |
вырезка |
|
|
|
глубиной более 30% толщины стенки трубы при длине по оси трубы более Dн |
вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы при длине по оси трубы до Dн |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при длине по оси трубы до (10,5 м - Dн) |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при длине до 1,5 Dн |
муфта П2*) |
|
10.6 |
Аномалия в спиральном сварном шве |
глубиной более 70% толщины стенки трубы при любой длине |
вырезка |
|
|
|
глубиной 30% и более толщины стенки трубы с суммарной длиной по оси трубы более Dн на длине сварного шва 1,5Dн или с суммарной длиной по окружности трубы более 0,6 длины окружности трубы |
вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы и по оси трубы до Dн на длине сварного шва 1,5Dн |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по оси трубы до (10,5 м - 3,3Dн) |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по окружности трубы не более 0,6 длины окружности трубы и длине по оси трубы до 1,5 Dн |
муфта П2*) |
|
10.7 |
Удлиненные шлаковые включения в продольном сварном шве |
глубиной более 70% толщины стенки при любой длине |
Вырезка |
|
|
глубиной более 30% толщины стенки трубы при длине по оси трубы более Dн |
Вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы при длине по оси трубы до Dн |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при длине по оси трубы до (10,5 м - Dн) |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при длине до 1,5 Dн |
муфта П2*) |
|
|
10.7 |
Удлиненные шлаковые включения в спиральном сварном шве |
глубиной более 70% толщины стенки трубы при любой длине |
вырезка |
|
|
|
глубиной 30% и более толщины стенки трубы с суммарной длиной по оси трубы более Dн на длине сварного шва 1,5Dн или с суммарной длиной по окружности трубы более 0,6 длины окружности трубы |
вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы и по оси трубы до Dн на длине сварного шва 1,5Dн |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по оси трубы до (10,5 м - 3,3Dн) |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по окружности трубы не более 0,6 длины окружности трубы и длине по оси трубы до 1,5 Dн |
муфта П2*) |
|
10.8 |
Круглые шлаковые включения и поры в продольном сварном шве |
глубиной более 70% и более толщины стенки при любой длине |
Вырезка |
|
|
глубиной более 30% толщины стенки трубы при длине по оси трубы более Dн |
Вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы при длине по оси трубы до Dн |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при длине до (10,5 м - Dн) |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы длиной до 1,5 Dн |
муфта П2*) |
|
|
10.8 |
Круглые шлаковые включения и поры в спиральном сварном шве |
глубиной более 70% толщины стенки трубы при любой длине |
Вырезка |
|
|
глубиной 30% и более толщины стенки трубы с суммарной длиной по оси трубы более Dн на длине сварного шва 1,5Dн или с суммарной длиной по окружности трубы более 0,6 длины окружности трубы |
вырезка |
|
|
|
|
глубиной не более 70% толщины стенки трубы с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы и по оси трубы до Dн на длине сварного шва 1,5Dн |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по оси трубы до (10,5 м - 3,3Dн) |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по окружности трубы не более 0,6 длины окружности трубы и длине по оси трубы до 1,5 Dн |
муфта П2 |
|
10.9 |
Смещение кромок в продольном сварном шве |
глубиной более 70% толщины стенки при любой длине |
вырезка |
|
|
|
глубиной более 30% толщины стенки трубы при длине по оси трубы более Dн |
вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы при длине по оси трубы до Dн |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при длине до (10,5 м - Dн) |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы длиной до 1,5 Dн |
муфта П2*) |
|
10.9 |
Смещение кромок в спиральном сварном шве |
глубиной более 70% толщины стенки трубы при любой длине |
Вырезка |
|
|
|
глубиной 30% и более толщины стенки трубы с суммарной длиной по оси трубы более Dн на длине сварного шва 1,5Dн или с суммарной длиной по окружности трубы более 0,6 длины окружности трубы |
Вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы и по оси трубы до Dн на длине сварного шва 1,5Dн |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по оси трубы до (10,5 м - 3,3Dн) |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по окружности трубы не более 0,6 длины окружности трубы и длине по оси трубы до 1,5 Dн |
муфта П2*) |
|
*) При невыполнении одного из пп. 6.2.6, 6.2.8-6.2.13, 6.2.15 - устанавливается муфта П1. |
|||
|
10.10 |
Подрез в продольном сварном шве |
глубиной более 70% толщины стенки при любой длине |
Вырезка |
|
|
|
глубиной более 30% толщины стенки трубы при длине по оси трубы более Dн |
Вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы при длине по оси трубы до Dн |
муфта П1 |
|
|
|
с глубиной не более 30% толщины стенки трубы при длине по оси трубы до (10,5 м - 3,3Dн) |
муфта П1 |
|
|
|
глубиной не более 20% толщины стенки трубы |
Заварка |
|
10.10 |
Подрез в спиральном сварном шве |
глубиной более 70% толщины стенки трубы при любой длине |
вырезка |
|
|
|
глубиной более 30% толщины стенки трубы при суммарной длине по окружности трубы более 0,6 длины окружности трубы или при суммарной длине по оси трубы более Dн на длине сварного шва 1,5 Dн |
вырезка |
|
|
|
глубиной не более 70% толщины стенки трубы с суммарной длиной по окружности трубы не более 0,6 длины окружности трубы и по оси трубы до Dн на длине сварного шва 1,5Dн |
муфта П1 |
|
|
|
глубиной не более 30% толщины стенки трубы при суммарной длине по оси трубы до (10,5 м - 3,3Dн) |
муфта П1 |
|
|
|
глубиной не более 20% толщины стенки трубы |
заварка |
|
11.1 |
Участок трубы в месте касания к нему кожуха |
под полотном дороги |
замена кожуха |
|
|
до подошвы откоса насыпи полотна дороги |
ремонт участка кожуха |
|
|
12.1 |
Соединительные детали незаводского изготовления |
отводы, тройники, переходники, заглушки |
вырезка |
|
12.2 |
Сварные секторные отводы заводского изготовления |
при несоответствии параметров отвода требованиям таблицы Б.2 |
вырезка |
|
12.3 |
Соединительные детали трубопроводов (отводы, тройники, переходники, заглушки) заводского изготовления с дефектами глубиной до 20% от номинальной толщины стенки |
потери металла с общей площадью всех потерь металла 15% от площади наружной поверхности детали, риски, расслоения с выходом на поверхность, мелкие трещины, а также дефекты «аномалии сварного шва» (чешуйчатость, поры выходящие на поверхность) с остаточной высотой усиления не менее значений, указанных в РД 08.00-60.30.00-КТН-050-1-05 |
Шлифовка |
|
13.1 |
Вантузы, патрубки, отборы давления |
Трещины в металле патрубка или усиливающей накладки, в металле и околошовной зоне сварных швов присоединения к трубе (накладок, патрубков с накладками, патрубков без накладок); трещины, несплавления, подрезы в металле и околошовной зоне сварных швов присоединения к корпусу задвижки, фланцу задвижки. |
вырезка |
|
|
|
Несплавления, подрезы в металле и околошовной зоне сварных швов присоединения накладок вантуза к трубе. |
П1В |
|
|
|
Несплавления, подрезы в металле и околошовной зоне сварных швов присоединения накладок патрубка к трубе. |
П1П7 |
|
|
|
Патрубки без усиливающей накладки при отношении диаметра патрубка к диаметру нефтепровода Dн равном и более 0,2, но не более 0,3 |
приварка накладки |
|
|
|
Патрубки без усиливающей накладки при отношении диаметра патрубка к диаметру нефтепровода Dн более 0,3 |
вырезка |
|
|
|
Патрубки с усиливающей накладкой при отношении диаметра патрубка к диаметру нефтепровода Dн более 0,3 |
вырезка |
|
|
|
Вантузы с усиливающей накладкой при отношении толщины накладки к толщине стенки трубы менее 0,8 |
П1В |
|
|
|
Патрубки с усиливающей накладкой при отношении толщины накладки к толщине стенки трубы менее 0,8 |
П1П7 |
|
|
|
Вантузы с усиливающей накладкой при отношении толщины накладки к толщине стенки трубы более 1,2 |
П1В |
|
|
|
Патрубки с усиливающей накладкой при отношении толщины накладки к толщине стенки трубы более 1,2 |
П1П7 |
|
|
|
Вантузы с усиливающей накладкой при отношении ширины накладки к диаметру патрубка менее 0,4 |
П1В |
|
|
|
Патрубки с усиливающей накладкой при отношении ширины накладки к диаметру патрубка менее 0,4 |
П1П7 |
|
|
|
Расстояние от сварных швов приварки патрубка вантуза или усиливающей накладки до сварных швов трубы менее 100 мм |
П1В |
|
|
|
Расстояние от сварных швов приварки патрубка или усиливающей накладки до сварных швов трубы менее 100 мм |
П1П7 |
|
13.1 |
Вантузы, патрубки, отборы давления |
Дефекты (коррозионные повреждения, риски, задиры) патрубка глубиной равной и более 20% |
муфтовый тройник П8*) |
|
|
|
Коррозионные повреждения патрубка глубиной
до 30% толщины стенки патрубка с остаточной толщиной стенки не менее 5 мм,
площадью не более dпатр tпатр и длиной не более |
Заварка |
|
|
|
Одиночные коррозионные повреждения патрубка глубиной до 70% толщины стенки патрубка с остаточной толщиной стенки не менее 5 мм и минимальными линейными размерами до 3tпатр с расстоянием между соседними дефектами не менее наименьшего дефекта или не менее 4dпатр |
заварка |
|
|
|
Коррозионные повреждения патрубка глубиной до 20% толщины стенки |
шлифовка |
|
|
|
Риски, задиры на стенке патрубка глубиной до 20% толщины стенки, не примыкающие к сварным швам |
Шлифовка |
|
|
|
Толщина стенки патрубка вантуза меньше значения, определенного по таблице В.2 |
муфтовый тройник П8*) |
|
14.1 |
Механические сигнализаторы пропуска средств очистки и диагностики |
Трещины, несплавления, подрезы в металле и околошовной зоне сварных швов приварки сигнализатора |
Вырезка |
|
|
Расстояние от сварных швов сигнализатора до сварных швов трубы менее 100 мм |
муфта П1В |
|
|
15.1 |
«Чопики» |
Трещины, несплавления, подрезы в металле и околошовной зоне сварного шва обварки «чопика» |
муфта П1 |
|
|
|
Расстояние от шва обварки «чопика» до сварного шва трубы или шва обварки соседнего «чопика» менее 100 мм |
муфта П1 |
|
|
|
Расстояние от шва обварки «чопика» до поперечного сварного шва трубы 4t и менее |
муфта П4 |
|
16.1 |
Бобышки |
Трещины, несплавления, подрезы в металле и околошовной зоне сварных швов обварки бобышки |
муфтовый тройник П8*) |
|
|
|
Расстояние от сварных швов обварки бобышки до сварных швов трубы менее 100 мм |
муфта П1 |
|
*) При невыполнении п. 6.2.15 устанавливается тройник П9. При невыполнении п. 6.2.11 - вырезка. |
|||
|
17.1 |
Места приварки шунтирующих перемычек, контактов контрольно-измерительной аппаратуры |
Трещины, несплавления, подрезы в металле и околошовной зоне сварных швов приварки к трубе |
шлифовка, муфта П1 |
|
17.2 |
Отверстие в стенке трубопровода, закрытое приварным патрубком без запорной арматуры |
Расстояние между швами приварки к трубе, между швом приварки муфты к трубе и кольцевым швом трубы 100 мм и более |
П8 |
|
|
|
Расстояние между швом приварки муфты к трубе и кольцевым швом трубы 100 мм и более |
П9 |
|
|
|
Размеры патрубка ремонтной конструкции не соответствуют РД «Технология ремонта дефектов трубопроводов с применением чопов, патрубков и тройников», расстояние между швом приварки муфты к трубе и кольцевым швом трубы менее 100 мм |
Вырезка |
|
17.3 |
Отверстие в стенке трубопровода, закрытое приварным патрубком с запорной арматурой |
Расстояние между швами приварки к трубе, между швом приварки муфты к трубе и кольцевым швом трубы 100 мм и более |
П8 |
|
|
|
Расстояние между швом приварки муфты к трубе и кольцевым швом трубы 100 мм и более |
П9 |
|
|
|
Размеры патрубка ремонтной конструкции не соответствуют РД «Технология ремонта дефектов трубопроводов с применением чопов, патрубков и тройников», расстояние между швом приварки муфты к трубе и кольцевым швом трубы менее 100 мм |
Вырезка |
|
17.4 |
Отверстие в стенке трубопровода |
Диаметр отверстия не более 40 мм. Расстояние от сварного шва приварки чопа до сварных швов трубы 100 мм и более |
П10 |
|
|
|
Расстояние от сварных швов приварки ремонтной конструкции к трубе до сварных швов трубы 100 мм и более |
П7 (при устранении близко- расположенных дефектов муфтой П1-П1П7) |
|
|
|
Максимальный диаметр патрубка и диаметр отверстия не удовлетворяют условиям п. 7.6.3, расстояние от сварных швов приварки ремонтной конструкции к трубе до сварных швов трубы менее 100 мм |
вырезка |
|
17.5 |
Заплаты, накладные детали из частей труб |
вварные заплаты с длиной по оси трубы не более Dн |
муфта П2 |
|
|
|
всех видов и размеров |
муфта П1 |
|
|
|
всех видов и размеров |
при невыполнении условий установки муфты П1 -вырезка |
|
18.1 |
Ремонтные конструкции, не допущенные для применения настоящим РД |
Обжимная приварная муфта П2, установленная на дефекты, подлежащие ремонту муфтой П1 |
муфта П1 |
|
|
или НД, действовавшим на момент установки |
Все ремонтные конструкции |
вырезка |
|
18.2 |
Временные ремонтные конструкции |
Необжимная приварная муфта и муфта с коническими переходами, у которых закончился предельный срок эксплуатации (после демонтажа элементов муфт за исключением технологических колец) |
муфта П1 |
|
|
|
Ремонтные конструкции, у которых закончился предельный срок эксплуатации, указанный в таблице 6.4 |
вырезка |
|
18.3 |
Ремонтные конструкции, не полностью закрывающие дефект |
На дефект установлена муфта П2 |
муфта П1 |
|
|
Все ремонтные конструкции |
вырезка |
|
|
18.4 |
Ремонтные конструкции, под которыми выявлен рост параметров дефектов |
Ремонтные конструкции, под которыми выявлен рост параметров дефектов более, чем на 10% |
вырезка |
|
18.5 |
Трещины всех видов и направлений стенки и швов ремонтной конструкции |
Независимо от размеров |
вырезка |
|
18.6 |
Дефекты сварных швов ремонтной конструкции по п. 3.4 РД-08.00-60.30.00-КТН-046-1-05 |
Независимо от размеров |
вырезка |
|
18.7 |
Коррозионные повреждения стенки муфты, патрубка |
Глубиной до 30% толщины стенки с остаточной
толщиной стенки не менее 5 мм, площадью не более Dn·t
и длиной не более |
заварка |
|
|
|
Одиночные глубиной до 70% толщины стенки с остаточной толщиной стенки не менее 5 мм и максимальными линейными размерами до 3t с расстоянием между соседними дефектами не менее наименьшего дефекта или не менее 4t |
заварка |
|
|
|
Дефекты глубиной до 20% толщины стенки при любой длине |
шлифовка |
|
|
Риски, задиры стенки муфты, патрубка |
Дефекты глубиной до 20% толщины стенки, не примыкающие к сварным швам |
шлифовка |
Таблица 6.3 - Допустимая глубина вмятин и гофров при ремонте по композитно-муфтовой технологии
|
Dн, мм |
325 |
377 |
426 |
530 |
720 |
820 |
1020 |
1067 |
1220 |
|
Нд, мм |
33 |
38 |
43 |
53 |
50 |
48 |
45 |
45 |
45 |
|
Нд - допустимая глубина вмятины или сумма высоты выпуклости и глубины вогнутости гофра |
|||||||||
Таблица 6.4 - Предельный срок эксплуатации ремонтных конструкций
|
Рпроект / Рраб, % |
Срок эксплуатации с момента установки, лет |
||
|
Муфты с коническими переходами В2 |
Необжимные приварные муфты В1 |
Патрубок П7 диаметром 325 мм |
|
|
100% |
3 |
6 |
8 |
|
90% |
4 |
7 |
10 |
|
80% |
5 |
9 |
13 |
|
70% |
6 |
12 |
18 |
|
60% |
8 |
15 |
26 |
|
50% и менее |
12 |
15 |
30 |
Таблица 6.5 - Допустимые размеры приварных патрубков с эллиптическим днищем и усиливающей накладкой
|
Диаметр нефтепровода, мм |
Допустимые диаметры приварных патрубков, мм |
Допустимая ширина накладки, мм |
Допустимая толщина стенки патрубка (не менее), мм |
|
377 |
108 |
44 |
6 |
|
426 |
108 |
44 |
6 |
|
530 |
108 |
44 |
6 |
|
159 |
64 |
6*) |
|
|
720 |
108 |
44 |
6 |
|
159 |
64 |
6 |
|
|
219 |
88 |
6*) |
|
|
820 |
108 |
44 |
6 |
|
159 |
64 |
6 |
|
|
219 |
88 |
6*) |
|
|
1020 |
108 |
44 |
6 |
|
159 |
64 |
6 |
|
|
219 |
88 |
6*) |
|
|
1220 |
108 |
44 |
6 |
|
159 |
64 |
6 |
|
|
219 |
88 |
6 |
|
|
325 |
130 |
10 |
|
|
*) Определяется по таблице В.2 в зависимости от толщины стенки трубы |
|||
Таблица 6.6 - Методы ремонта и ремонтные конструкции
|
Обозначение (код ремонта) |
Ремонтная конструкция*, метод ремонта |
Описание ремонтной конструкции, метода ремонта |
|
Ремонтные конструкции |
||
|
П1 (71) |
мах 10500 (для составной муфты) |
Композитная муфта, устанавливаемая по технологии КМТ |
|
П1В (72) |
|
Композитная муфта для ремонта вантузов, устанавливаемая по технологии КМТ |
|
П1П7 (73) |
|
Композитная муфта для ремонта отверстий, патрубков ремонтной конструкции П7, устанавливаемая по технологии КМТ |
|
П2 (62) |
|
Обжимная приварная муфта с технологическими кольцами |
|
П3 (64) |
|
Галтельная муфта для ремонта поперечных сварных швов |
|
П4 (65) |
|
Галтельная муфта с короткой полостью с заполнением антикоррозионной жидкостью для ремонта поперечных сварных швов и «чопиков» с примыканием к поперечному шву |
|
П5 (66) |
|
Сварная галтельная муфта с технологическими кольцами для ремонта поперечных сварных швов |
|
П5У (68) |
|
Удлиненная сварная галтельная муфта с технологическими кольцами для ремонта поперечных сварных швов и дефектов в стенке трубы, примыкающих к поперечному сварному шву и расположенных в зоне шириной до (0,75Dн - 100 мм) в каждую сторону от поперечного сварного шва |
|
П6 (67) |
|
Удлиненная галтельная муфта для ремонта гофр с заполнением антикоррозионной жидкостью |
|
П7 (80) |
|
Патрубок с усиливающей накладкой для ремонта патрубков и отверстий. Патрубок диаметром 325 мм устанавливается на нефтепроводах диаметром 1220 мм, предельный срок эксплуатации - по таблице 6.4 |
|
П8 (81) |
|
Муфтовый тройник для ремонта вантузов, сигнализаторов пропуска средств очистки и диагностики, отборов давления, патрубков, отверстий |
|
П9 (82) |
|
Разрезной тройник заводского изготовления (патрубок приварен к полумуфте тройника в заводских условиях) для ремонта патрубков, отверстий |
|
П10 (120) |
|
Герметизирующие чопы для ремонта отверстий |
|
Методы ремонта |
||
|
Ш (1) |
Шлифовка |
Снятие в зоне дефекта путем шлифования слоя металла для восстановления плавной формы поверхности стенки трубы. Ремонт дефектов глубиной до 20% от номинальной толщины стенки. |
|
З (20) |
Заварка |
Восстановление толщины стенки трубы в местах потери металла и сварного шва методом наплавки. Ремонт дефектов стенки трубы с остаточной толщиной стенки не менее 5 мм. |
|
В (100) |
Вырезка |
Вырезка секции или участка секции с дефектом из нефтепровода и замена бездефектной «катушкой». |
|
ЗУ (160) |
Замена участка |
Замена участка нефтепровода длиной более заводской длины трубы с дефектами на трубы, отвечающие требованиям СНиП 2.05.06 |
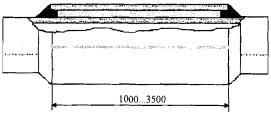
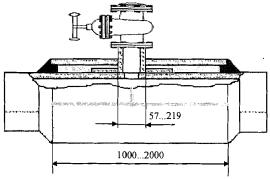
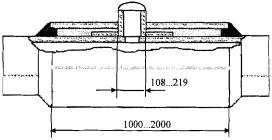

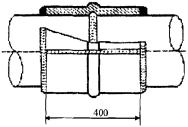
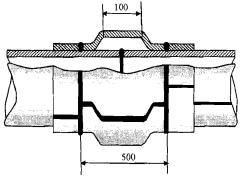
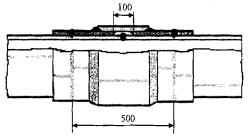
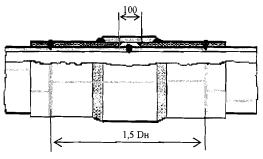
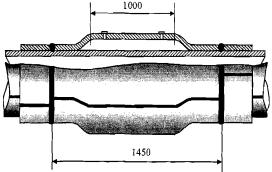
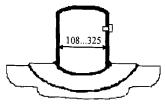
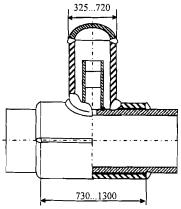
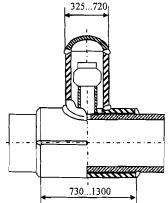

Примечание: *) Размеры для справок (для нефтепроводов диаметром 530-1220 мм) в соответствии с РД-75.180.00-КТН-164-06, РД-23.060.30-КТН-572-06, РД-23.040.60-КТН-332-06, РД «Технология ремонта дефектов трубопроводов с применением чопов, патрубков и тройников», ТУ 1469-001-01297858-01.
Таблица 6.7 - Ремонтные конструкции для временного ремонта
|
Обозначение (код ремонта) |
Ремонтная конструкция*) |
Описание ремонтной конструкции |
|
В1 (63) |
|
Приварная необжимная муфта с технологическими кольцами и заполнением антикоррозионной жидкостью |
|
В2 (61) |
|
Приварная муфта с коническими переходами и заполнением антикоррозионной жидкостью |
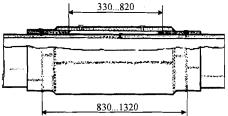
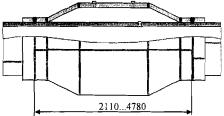
Примечание: *) Размеры для справок (для нефтепроводов диаметром 530-1220 мм) в соответствии с ТУ 1469-001-01297858-01.
7 ТРЕБОВАНИЯ К МЕТОДАМ РЕМОНТА СЕКЦИИ, СОДЕРЖАЩИХ ДЕФЕКТЫ
7.1 Общие положения
7.1.1. В данном разделе приводятся основные положения технологий ремонта нефтепроводов, применяемых при выборочном и капитальном ремонте. Устранение дефектов при капитальном ремонте выполняется при давлении в нефтепроводе не выше 2,5 МПа.
7.1.2 Каждый ремонт должен отражаться в паспорте нефтепровода. Ремонтные конструкции должны быть изготовлены в заводских условиях по техническим условиям и конструкторской документации, разработанной в установленном порядке и иметь паспорт. Применение муфт и других ремонтных конструкций, изготовленных в полевых условиях (в трассовых условиях) запрещается.
7.2 Шлифовка
Шлифовка используется для ремонта секций и соединительных деталей (отводы, тройники, переходники, заглушки и т.п.) с дефектами глубиной до 20% от номинальной толщины стенки трубы типа потеря металла (коррозионные дефекты, риски), расслоение с выходом на поверхность, мелких трещин, а также дефектов типа "аномалии сварного шва" (чешуйчатость, поры выходящие на поверхность) с остаточной высотой усиления не менее значений, указанных в РД 08.00-60.30.00-КТН-050-1-05.
Шлифовка используется для ремонта во вмятинах дополнительных дефектов - рисок, потерь металла, трещин, расслоений с выходом на поверхность в соответствии с таблицей 6.2.
Сварные присоединения (места старых приварок контрольно-измерительных колонок, места приварок шунтирующих перемычек и другие наплавления металла), примыкающие к бездефектному поперечному или продольному сварному шву, зашлифовываются заподлицо с поверхностью трубы.
При шлифовке путем снятия металла должна быть восстановлена плавная форма поверхности, снижена концентрация напряжений. Максимальное допустимое давление в трубе при проведении выборочного ремонта методом шлифовки - не более 2,5 МПа. Зашлифованный участок должен подвергаться визуальному, магнитопорошковому контролю или контролю методом цветной дефектоскопии.
После шлифовки должна проверяться остаточная толщина стенки трубы методом ультразвуковой толщинометрии. Остаточная толщина должна быть не менее 80 % от номинальной толщины стенки.
При шлифовке трещин перед установкой муфты (таблица 6.2, «вмятина в сочетании с трещиной», «гофр в сочетании с трещиной», «трещина в стенке трубы») глубина выбранного металла должна превышать глубину трещины не менее, чем на 5 % от номинальной толщины стенки. Остаточная толщина стенки после шлифовки трещин должна быть не менее 5 мм.
7.3 Заварка дефектов
Заварку разрешается применять для ремонта дефектов стенки трубы типа "потеря металла" (коррозионные язвы, риски) с остаточной толщиной стенки трубы не менее 5 мм, а также дефектов типа "аномалии поперечного сварного шва" (поры, выходящие на поверхность, подрезы сварного шва, недостаточное или отсутствующее усиление, недостаточная ширина шва) на сварных швах в соответствии с таблицей 6.2.
Заварка допускается, если глубина и максимальный линейный размер одиночного дефекта (длина, диаметр) или его площадь не превышают величин, указанных в таблице 6.2. Расстояние между смежными повреждениями должно быть не менее 100 мм. Расстояние от завариваемых дефектов до сварных швов, в т.ч. до спиральных, должно быть не менее 100 мм.
Заварку разрешается проводить при наличии в трубопроводе избыточного давления не менее 0,1 МПа и максимальном допустимом давлении в нефтепроводе не выше 2,5 МПа с учетом погрешности измерения применяемых приборов.
Подготовка и выполнение сварочных работ по заварке дефектов на стенке трубы должна соответствовать требованиям, приведенным в разделе 10 РД 153-39.4-086-01 (введенным в действие РД-08.00-60.30.00-КТН-056-1-05).
Подготовка и выполнение сварочных работ по заварке дефектов поперечных сварных швов должна соответствовать требованиям, приведенным в «Технологии ремонта дефектов кольцевых сварных швов действующих магистральных нефтепроводов методом наплавки».
Наплавленный металл подвергается визуальному, магнитопорошковому контролю для выявления внешних дефектов и ультразвуковому контролю для выявления внутренних дефектов. По результатам неразрушающего контроля качества сварных швов оформляется заключение установленной формы по РД 08.00-60.30.00-КТН-046-1-05.
7.4 Вырезка дефекта (замена «катушки»)
7.4.1 При этом способе ремонта секция или участок секции с дефектом («катушка») должен быть вырезан из нефтепровода и заменен бездефектной «катушкой». Вырезка дефекта должна применяться в случае обнаружения недопустимого сужения проходного диаметра нефтепровода, невозможности обеспечения требуемой степени восстановления нефтепровода при установке муфт (протяженная трещина, глубокая вмятина с трещиной или коррозией) или при наличии на секции более двух муфт.
7.4.2 Порядок организации и выполнения работ по вырезке и врезке «катушек», требования к врезаемым «катушкам» определяются ОР-13.01-45.21.30-КТН-004-2-02*.
Технология ремонта методом замены участка должна соответствовать действующим нормативным документам, отвечающим требованиям вновь строящегося трубопровода.
7.5 Установка ремонтных муфт
7.5.1 Требования на изготовление муфт.
Приварные муфты должны быть изготовлены в заводских условиях в соответствии с ТУ 1469-001-01297858-01 «Приварные муфты и патрубки для ремонта действующих магистральных трубопроводов», конструкторской документацией, технологической картой, должны иметь маркировку, паспорт и сертификаты на применяемые материалы.
Применение муфт и других ремонтных конструкций, изготовленных в полевых условиях (в трассовых условиях) запрещается.
Муфты должны быть изготовлены из листового материала или из новых (не бывших в эксплуатации) прямошовных или бесшовных труб, предназначенных для сооружения магистральных нефтепроводов.
Для изготовления муфт применяются низколегированные стали марок 09Г2С, 10ХСНД, 13Г1С-У, 17Г1С-У или аналогичные им. Толщина стенки муфты и ее элементов при одинаковой прочности металла трубы и муфты должна быть не меньше толщины стенки ремонтируемой трубы. При меньшей нормативной прочности металла муфты номинальная толщина ее стенки должна быть увеличена в соответствии с расчетом по СНиП 2.05.06 (п. 7.3). При этом толщина стенки муфты не должна превышать толщину стенки трубы более чем на 20% (допускается превышение 20% при округлении величины толщины стенки муфты до ближайшего стандартного значения толщины листа). При установке муфты на дефектный кольцевой сварной шов, соединяющий трубы разной толщины, или на дефект «разнотолщинность стыкуемых труб» учитывается наименьшая толщина стенки трубы, входящей в соединение. Все элементы муфты должны быть одинаковой толщины.
Дефекты в виде трещин, закатов, вмятин, задиров и рисок на поверхности муфт не допускаются. Установка муфт должна производиться в соответствии с РД 153-39.4-086-01.
7.5.2 Перед установкой ремонтных муфт необходимо тщательно удалить изоляционное покрытие с дефектного участка нефтепровода для последующей обработки поверхности, согласно технологии установки применяемой муфты. В целях правильности выбора ремонтной конструкции необходимо определить тип и фактические параметры дефекта с составлением акта проведения дефектоскопического контроля.
Приварная муфта должна перекрывать место дефекта не менее, чем на 100 мм от края дефекта. Длина муфт выбирается в зависимости от длины ремонтируемого дефекта, с учетом ограничений, приведенных в таблицах 6.1-6.5, и в соответствии с требованиями ТУ 1469-001-01297858-01 и технологии на установку муфт данного типа.
В местах приварки муфты и ее элементов к трубе нефтепровода должна быть проведена проверка на отсутствие дефектов стенки трубы. При наличии дефектов в стенке трубы приварка муфты в данном месте не допускается.
7.5.3 Композитная муфта П1 устанавливается по композитно-муфтовой технологии в соответствии с РД-75.180.00-КТН-164-06.
7.5.4 Подъем и опускание нефтепровода при ведении работ по установке муфт не допускаются.
7.5.5 Максимальное допустимое давление в нефтепроводе при установке приварных ремонтных муфт должно быть не более 2,5 МПа.
7.5.6 Все сварные швы муфты при изготовлении должны пройти 100% визуальный и радиографический контроль. При установке муфты на трубу все монтажные сварные швы и околошовные зоны поверхности основного металла должны пройти контроль в соответствии с РД 08.00-60.30.00-КТН-046-1-05.
7.5.7 Установка композитных муфт П1В и П1П7 проводится в соответствии с РД-23.060.30-КТН-572-06.
7.5.8 Установка муфтовых тройников П8 проводится в соответствии с РД-23.040.60-КТН-332-06.
7.5.9 Установка разрезных тройников П9 проводится в соответствии с РД «Технология ремонта дефектов трубопроводов с применением чопов, патрубков и тройников».
7.6 Установка патрубков с эллиптическим днищем и усиливающей накладкой
7.6.1 Патрубки должны быть изготовлены в соответствии с утвержденными техническими условиями, технологическим процессом, должны иметь маркировку, паспорт и сертификаты на применяемые материалы.
7.6.2 Установка патрубков должна производиться в соответствии с требованиями РД 153-39.4-086-01. Расстояние между швами усиливающей накладки патрубков и сварными швами трубы, в т.ч. спиральными, должно быть не менее 100 мм.
7.6.3 Высота патрубка должна быть не менее половины диаметра патрубка, но не менее 100 мм. Максимальный диаметр патрубка определяется в соответствии с таблицей 6.5. Патрубок должен иметь такой диаметр, чтобы расстояние от внутренней поверхности патрубка до края дефекта было не менее 4 толщин стенки ремонтируемой трубы. Усиливающая накладка должна иметь ширину не менее 0,4 диаметра патрубка и иметь технологические отверстия, а толщина накладки должна приниматься равной толщине стенки трубы.
7.6.4 Эллиптические днища применяются заводского изготовления и должны иметь следующие размеры:
- высота не менее 0,4 диаметра патрубка,
- высота цилиндрической части равна 0,1 диаметра патрубка,
- радиус сферической части не менее диаметра патрубка,
- радиус перехода сферической части к цилиндрической не более диаметра патрубка;
В стенке патрубка должно быть выполнено отверстие диаметром 8 мм для выхода газов при сварке. После окончания работы в отверстие забивается "чопик" и обваривается.
7.6.5 Контроль всех сварных соединений проводится в соответствии с требованиями РД 153-394-086-01 «Технология сварочно-монтажных работ при установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы».
7.6.6 Работы при приварке патрубков проводятся при величине давления в нефтепроводе не более 2,5 МПа.
7.7. Установка герметизирующих чопов
Для ремонта отверстий с освобождением нефтепровода до верхней образующей применяют ремонтную конструкцию П10: гладкие чопы диаметром от 8 до 40 мм. Чопы устанавливают на нефтепроводы с толщиной стенки от 8 мм до 19 мм.
Допускается установка чопов диаметром не более:
- 15 мм на нефтепровод диаметром 219 мм;
- 25 мм на нефтепровод диаметром 325 мм и 377 мм;
- 30 мм на нефтепровод диаметром 426 мм;
- 40 мм на нефтепровод диаметром 530 мм и выше.
Конструктивное исполнение чопов П10 и их порядок их установки определен в РД «Технология ремонта дефектов трубопроводов с применением чопов, патрубков и тройников».
7.8 Квалификация сварщиков
К выполнению сварочных работ при установке муфт и заварке дефектов на действующем нефтепроводе допускаются электросварщики, аттестованные на сварку ремонтных конструкций (муфт) и заварку коррозионных повреждений труб в соответствии с действующими правилами аттестации сварщиков и специалистов сварочного производства системы магистральных нефтепроводов ОАО «АК «Транснефть».
7.9 Восстановление изоляции
Для восстановления изоляции в зоне ремонта используются материалы, разрешенные и включенные в реестр ТУ и ТТ ОАО «АК «Транснефть». Защитные свойства наносимых изоляционных покрытий должны соответствовать защитным свойствам покрытия нефтепровода. Работы по подготовке поверхности и нанесению изоляции проводятся в соответствии с требованиями нормативных документов, действующих в системе ОАО «АК «Транснефть».
7.10 Общие требования по обеспечению безопасности ремонтных работ
Для обеспечения безопасности при проведении ремонтных работ необходимо обеспечить выполнение требований нормативных документов в области охраны труда и техники безопасности при эксплуатации магистральных нефтепроводов, пожарной безопасности при проведении сварочных и других огневых работ на объектах ОАО «АК «Транснефть».
7.11 Общие требования по обеспечению экологической безопасности
При выполнении ремонтных работ необходимо соблюдать требования охраны окружающей природной среды, сохранения ее устойчивого экологического равновесия и не нарушать условия землепользования, установленные законодательством в области охраны природы. Работы должны вестись в соответствии с требованиями регламентов по обеспечению экологической безопасности в процессе эксплуатации и производства работ в дочерних акционерных обществах системы ОАО «АК «Транснефть».
В местах загрязнения окружающей среды необходимо организовать контроль за содержанием нефтепродуктов в воде, воздухе и почве с целью определения степени загрязнения и своевременного принятия мер по устранению причин и последствий загрязнения.
В планах производства работ должны быть указаны мероприятия по охране окружающей природной среды, разработанные для конкретных условий.
Используемые для ремонта площади земли должны быть возвращены в состояние, пригодное для использования по назначению.
По окончании ремонтных работ должна быть проведена рекультивация нарушенных земель согласно РД 39-00147105-006-97.
При невозможности восстановления коренной растительности необходимо создавать ее искусственные формы посевом быстрорастущих видов трав с развитой корневой системой.
Предписания органов Росприроднадзора и Ростехнадзора подлежат безусловному выполнению ремонтно-строительными подразделениями ОАО МН и сторонними подрядными организациями.
8 КОНТРОЛЬ СОСТОЯНИЯ РЕМОНТНЫХ КОНСТРУКЦИЙ
8.1 Для ремонтных конструкций, смонтированных на МН и технологических трубопроводах, с периодичностью 10 лет с момента установки, проводится диагностическое обследование.
Диагностическое обследование должно включать в себя следующие методы неразрушающего контроля:
- проведение визуально-измерительного контроля поверхности муфт и сварных швов;
- проведение УЗК 100 % сварных швов по ГОСТ 14782.
8.2 Методы и объемы неразрушающего контроля сварных швов муфт (П2-П6, патрубков П7, муфт B1, B2) приведены в РД 153-39.4-086-1 (таблица 11), сварных швов муфт П1 (КМТ) приведены в РД 75.180.00-КТН-164-06 (пункты 6.8.3, 6.8.4). Методы и объемы неразрушающего контроля сварных швов разрезных тройников П9 и герметизирующих чопов П10 определены в РД «Технология ремонта дефектов трубопроводов с применением чопов, патрубков и тройников» (пункты 7.1, 7.2).
8.3 Диагностическое обследование ремонтных конструкций проводится лабораторией неразрушающего контроля, аттестованной в установленном порядке.
По результатам периодического диагностического контроля оформляется заключение о неразрушающем контроле. Данные по выявленным дефектам в течение 3-х суток представляют в ОАО ЦТД «Диаскан» для расчета срока устранения дефектов.
(Измененная редакция, Изм. № 2)
8.4 Дефекты, выявленные при диагностическом обследовании, должны быть устранены в сроки, указанные в таблице 5.1.
8.5 Сведения о техническом состоянии ремонтной конструкции заносятся согласно ОР-16.01-60.30.00-КТН-090-1-05 ("Паспорт магистрального нефтепровода", раздел 7).
Приложение А
(обязательное)
Порядок измерения величины минимального диаметра трубы d для дефектов "сужение" и "сужение в сочетании с вмятиной"
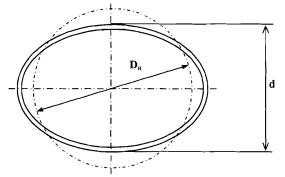
Рисунок А.1 - Измерение параметров дефекта "сужение". Фактический центр сужения может быть смещен от центра трубы с номинальным диаметром.
Величина минимального наружного диаметра трубы d измеряется микрометром гладким в соответствии с ОР-13.01-74.30.00-КТН-004-1-03.
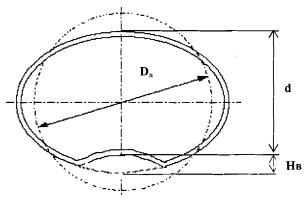
Рисунок. А.2 - Измерение параметров комбинированного дефекта "сужение в сочетании с вмятиной".
Измерение параметров комбинированного дефекта "сужение в сочетании с вмятиной" производится при расположении вмятины на расстоянии равном радиусу трубы в обе стороны от верхней или нижней образующей трубы. Глубина вмятины измеряется в соответствии с ОР-13.01-74.30.00-КТН-004-1-03.
Приложение Б
(обязательное)
Порядок определения классификации сварных секторных отводов
Определение классификации сварных секторных отводов заводского изготовления, выполненных не по ТУ 102-488-05 «Детали соединительные и узлы магистральных трубопроводов на Рр до 10 МПа (100 кгс/см2)», проводится ОАО МН.
В течение месяца со дня получения отчета по диагностике ОАО МН направляет в ОАО ЦТД «Диаскан» документацию по характеристикам сварного секторного отвода (заполненные таблицы Б.1 и Б.2), копии паспорта на отвод, результатов контроля сварных швов отвода (акт ДДК с результатами обследования неразрушающими методами контроля).
По результатам экспертизы документации ОАО ЦТД «Диаскан» предоставляет заключение о классификации отводов в ОАО МН, вносит указанную информацию в базу данных «Дефект» и выпускает дополнение к техническому отчету.
(Измененная редакция, Изм. № 2)
Таблица Б.1 - Характеристики сварного секторного отвода заводского изготовления для определения его классификации
|
ОАО МН, РНУ |
|
|
нефтепровод |
|
|
участок |
|
|
Ду, мм |
|
|
категория участка по СНиП 2.05.06-85* |
|
|
рабочее (нормативное) давление Р, кгс/см2 (МПа) |
|
|
номер особенности по техническому отчету по диагностике |
|
|
дистанция, м |
|
|
описание особенности по отчету |
|
|
обозначение сварного секторного отвода по паспорту |
|
|
наименование ТУ, по которому изготовлен отвод (по паспорту на отвод) |
|
|
изготовитель |
|
|
заводской номер |
|
|
наружный диаметр Dн, мм |
|
Таблица Б.2 - Проверка соответствия характеристик сварного секторного отвода заводского изготовления нормативным требованиям
|
Характеристики сварных секторных отводов заводского изготовления |
Требования на изготовление сварных секторных отводов |
Параметры сварного секторного отвода |
Соответствие параметров отвода требованиям (соответствует/не соответствует) |
Пояснения по заполнению столбцов 2, 3 таблицы |
|
1 |
2 |
3 |
4 |
5 |
|
1. Класс прочности |
К48-К60 |
|
|
Столбец 3 по ГОСТ (ТУ) на трубу, из которой изготовлен отвод* |
|
2. Минимальное
значение временного сопротивления |
не менее ____ |
|
|
Столбец 2 по табл. Б.3 для соответствующего класса прочности, столбец 3 по ГОСТ (ТУ) на трубу, из которой изготовлен отвод |
|
3. Относительное удлинение, % |
не менее ____ |
|
|
Столбец 2 по табл. Б.3 для соответствующего класса прочности, столбец 3 по ГОСТ (ТУ) на трубу, из которой изготовлен отвод |
|
4. Коэффициент условий работы, m |
0,75 или 0,6 в зависимости от категорийности участка нефтепровода |
|
|
Столбец 2 по табл. Б.4, столбец 3 по паспорту на отвод |
|
5. Отношение давления гидроиспытаний отвода Рисп к рабочему (нормативному) давлению Р |
1,33 при m = 0,75 (для категории IV, III, II, I) 1,5 при m = 0,6 (для категории В) |
|
|
Столбец 2 по таблице Б.5. Столбец 3 по паспорту на отвод |
|
6. Сведения о термообработке |
Термообработка обязательна |
|
|
Столбец 3 по паспорту на отвод с указанием температуры отжига и времени выдержки |
|
7. Толщина стенки отвода d, мм |
не менее ____ |
|
|
Столбец 2 по таблице Б.6. Столбец 3 по паспорту на отвод |
|
8 Ударная вязкость основного металла, кгс·м/см2 |
не менее ____ |
|
|
Столбец 2 по таблице Б.7 при толщине стенки рассчитанной в строке 7, Столбец 3 по паспорту на отвод |
|
Качество сварных швов |
Отсутствие дефектов, недопустимых по РД 08.00-60.30.00-КТН-046-1-05 |
|
|
По акту ДДК с результатами обследования неразрушающими методами контроля |
|
* - ГОСТ (ТУ) на трубу, из которой изготовлен отвод, указан в паспорте на отвод |
||||
По результатам заполнения таблицы, если хотя бы один параметр имеет значение «не соответствует» - сварной секторный отвод заводского изготовления классифицируется как дефект, а предельный срок эксплуатации устанавливается равным 1 году.
Таблица Б.3 - Требования к механическим свойствам сварных секторных отводов
|
Класс прочности |
Временное сопротивление основного металла и металла сварных соединений, МПа (кгс/мм2), не менее |
Отношение предела текучести к временному сопротивлению (пределу прочности) основного металла |
Относительное удлинение на пятикратных образцах, %, не менее |
|
|
не более |
не менее |
|||
|
К48 |
471 (48) |
0,80 |
0,56 |
21 |
|
К50 |
490 (50) |
0,80 |
20 |
|
|
К52 |
510 (52) |
0,80 |
20 |
|
|
К54 |
530 (54) |
0,90 |
20 |
|
|
К56 |
550 (56) |
0,90 |
20 |
|
|
К60 |
589 (60) |
0,90 |
20 |
|
Таблица Б.4 - Определение коэффициента условий работы сварных секторных отводов
|
Категория участка нефтепровода |
Значение m |
|
IV, III, II, I |
0,75 |
|
В |
0,6 |
Таблица Б.5 - Требования к давлению гидроиспытаний сварных секторных отводов
|
Значение m |
Отношение Рисп / Р, не менее |
|
0,75 |
1,3 |
|
0,6 |
1,5 |
Таблица Б.6 - Расчет нормативной толщины стенки отвода d
|
Исходные данные |
Значения |
Расчетные формулы |
|
Наружный диаметр отвода Dн |
по паспорту на отвод |
|
|
рабочее (нормативное) давление Р |
по паспорту на отвод |
|
|
Минимальное значение
временного сопротивления |
по ГОСТ (ТУ) на трубы |
|
|
Коэффициент надежности по материалу k1 |
по ГОСТ (ТУ) на трубы, но не ниже 1,40 |
|
|
Коэффициент надежности по назначению нефтепровода kн |
1,0 при Dн меньше 1220 мм |
|
|
1,05 для Dн равном 1220 мм |
||
|
Коэффициент условий работы m |
по таблице В3 |
|
|
Коэффициент надежности по нагрузке n |
n = 1,1 (для нефтепроводов диаметром до 630 мм включительно) |
|
|
|
n = 1,15 (для нефтепроводов диаметром от 720 мм до 1220 мм включительно) |
Таблица Б.7 - Требования к ударной вязкости основного металла секторных отводов
|
Ударная вязкость, Дж/см2 (кгс·м/cм2) |
||
|
При толщине стенок, мм |
||
|
От 6 до 10 |
св. 10 до 25 |
св. 25 |
|
34,3 (3,5) |
49,0 (5,0) |
58,8 (6,0) |
Приложение В
(обязательное)
Порядок проверки параметров вантузов нефтепроводов
Проводится ДДК вантуза, акт ДДК с заполненной таблицей В.1 в 3-х суточный срок направляется в ОАО ЦТД «Диаскан» для внесения информации о параметрах в базу данных «Дефект».
(Измененная редакция, Изм. № 2)
Таблица В.1 - Параметры вантуза (по данным ДДК).
|
Наименование параметра |
Фактическое значение |
|
1. Место установки, км |
|
|
2. Год установки |
|
|
3. Номер вантуза по технологической схеме |
|
|
4. Номер вантуза по техническому отчету по ВТД |
|
|
5. Дата последнего диагностического обследования |
|
|
6. Толщина стенки трубы в месте установки вантуза, мм |
|
|
7. Расположение по окружности трубы, град |
|
|
8. Минимальное расстояние от сварных швов приварки патрубка и усиливающей накладки до сварных швов трубы, мм |
|
|
9. Наружный диаметр патрубка, мм |
|
|
10. Толщина стенки патрубка, мм |
|
|
11. Длина патрубка от усиливающей накладки до сварного шва фланца, мм |
|
|
12. Наличие усиливающей накладки |
|
|
13. Ширина усиливающей накладки, мм |
|
|
14. Толщина усиливающей накладки, мм |
|
|
15. Наличие трещин всех видов и направлений |
|
|
16. Дефекты сварных швов по РД 08.00-60.30.00-КТН-046-1-05 |
|
|
17. Соединение патрубка с задвижкой, указать тип соединения (сварное, фланцевое) и соответствие исполнения соединения НТД |
|
Таблица В.2 - Значения минимальной толщины стенки патрубка
|
Параметры основной трубы |
Параметры патрубка |
||
|
Диаметр, мм |
Толщина стенки, мм |
Диаметр, мм |
Толщина стенки, мм |
|
219 |
4-10 |
59 |
6 |
|
273 |
4-10 |
59 |
6 |
|
325 |
5-12 |
59 |
6 |
|
87 |
6 |
||
|
377 |
6-12 |
59 |
6 |
|
87 |
6 |
||
|
108 |
6 |
||
|
426 |
6-14 |
59 |
6 |
|
87 |
6 |
||
|
108 |
6 |
||
|
530 |
7-15 |
59 |
6 |
|
7-15 |
87 |
6 |
|
|
7-15 |
108 |
6 |
|
|
7-11 |
159 |
6 |
|
|
12-13 |
7 |
||
|
14-15 |
8 |
||
|
720 |
7-16 |
59 |
6 |
|
7-16 |
87 |
6 |
|
|
7-16 |
108 |
6 |
|
|
7-16 |
159 |
6 |
|
|
7-11 |
219 |
6 |
|
|
12-13 |
7 |
||
|
14-15 |
8 |
||
|
16 |
9 |
||
|
820 |
8-19 |
59 |
6 |
|
8-19 |
87 |
6 |
|
|
8-19 |
108 |
6 |
|
|
8-19 |
159 |
6 |
|
|
8-13 |
219 |
6 |
|
|
14-16 |
7 |
||
|
17-18 |
8 |
||
|
19 |
9 |
||
|
1020 |
10-25 |
59 |
6 |
|
10-25 |
87 |
6 |
|
|
10-25 |
108 |
6 |
|
|
10-25 |
159 |
6 |
|
|
10-18 |
219 |
6 |
|
|
19-21 |
7 |
||
|
22-24 |
8 |
||
|
25 |
9 |
||
|
1220 |
11-21 |
59 |
6 |
|
11-21 |
87 |
6 |
|
|
11-21 |
108 |
6 |
|
|
11-21 |
159 |
6 |
|
|
11-21 |
219 |
6 |
|
|
11-21 |
325 |
10 |
|
Приложение Г
(обязательное)
Порядок проверки параметров конструктивных деталей нефтепроводов
Проводится ДДК конструктивной детали, акт ДДК с заполненными таблицами Г.1-Г5 в 3-х суточный срок направляется в ОАО ЦТД «Диаскан» для внесения информации о параметрах в базу данных «Дефект».
(Измененная редакция, Изм. № 2)
Таблица Г.1 - Параметры отбора давления (по данным ДДК)
|
Наименование параметра |
Фактическое значение |
|
1. Место установки, км |
|
|
2. Год установки |
|
|
3. Номер отбора давления по технологической схеме |
|
|
4. Номер отбора давления по техническому отчету по ВТД |
|
|
5. Дата последнего диагностического обследования |
|
|
6. Толщина стенки трубы в месте установки, мм |
|
|
7. Расположение по окружности трубы, град |
|
|
8. Минимальное расстояние от сварных швов приварки патрубка и усиливающей накладки до сварных швов трубы, мм |
|
|
9. Наружный диаметр патрубка, мм |
|
|
10. Толщина стенки патрубка, мм |
|
|
11. Наличие усиливающей накладки |
|
|
12. Ширина усиливающей накладки, мм |
|
|
13. Толщина усиливающей накладки, мм |
|
|
14. Наличие трещин всех видов и направлений |
|
|
15. Дефекты сварных швов по РД 08.00-60.30.00-КТН-046-1-05 |
|
Таблица Г.2 - Параметры механического сигнализатора пропуска средств очистки и диагностики (по данным ДДК)
|
Наименование параметра |
Фактическое значение |
|
1. Место установки, км |
|
|
2. Год установки |
|
|
3. Номер сигнализатора по технологической схеме |
|
|
4. Номер сигнализатора по техническому отчету по ВТД |
|
|
5. Дата последнего диагностического обследования |
|
|
6. Толщина стенки трубы в месте установки, мм |
|
|
7. Расположение по окружности трубы, град |
|
|
8. Минимальное расстояние от сварных швов приварки до сварных швов трубы, мм |
|
|
9. Наружный диаметр патрубка, мм |
|
|
10. Толщина стенки патрубка, мм |
|
|
11. Диаметр бобышки, мм |
|
|
12. Толщина бобышки, мм |
|
|
13. Наличие трещин всех видов и направлений |
|
|
14. Дефекты сварных швов по РД 08.00-60.30.00-КТН-046-1-05 |
|
Таблица Г.3 - Параметры «чопика» (по данным ДДК)
|
Наименование параметра |
Фактическое значение |
|
1. Место установки, км |
|
|
2. Год установки |
|
|
3. Номер «чопика» по техническому отчету по ВТД |
|
|
4. Дата последнего диагностического обследования |
|
|
5. Толщина стенки трубы в месте установки, мм |
|
|
6. Расположение по окружности трубы, град |
|
|
7. Тип «чопика» (гладкий, резьбовой) |
|
|
8. Диаметр «чопика», мм |
|
|
9. Высота наружной выступающей части «чопика», мм |
|
|
10. Минимальное расстояние от сварных швов обварки до сварных швов трубы, мм |
|
|
11. Ширина обварки «чопика», мм |
|
|
12. Наличие трещин всех видов и направлений |
|
|
13. Дефекты сварного шва обварки «чопика» по РД 08.00-60.30.00-КТН-046-1-05 |
|
Таблица Г.4 - Параметры бобышки (по данным ДДК)
|
Наименование параметра |
Фактическое значение |
|
1. Место установки, км |
|
|
2. Год установки |
|
|
3. Номер бобышки по техническому отчету по ВТД |
|
|
4. Дата последнего диагностического обследования |
|
|
5. Толщина стенки трубы в месте установки, мм |
|
|
6. Расположение по окружности трубы, град |
|
|
7. Наружный диаметр бобышки, мм |
|
|
8. Высота бобышки, мм |
|
|
9. Минимальное расстояние от сварных швов обварки бобышки до сварных швов трубы, мм |
|
|
10. Ширина обварки бобышки, мм |
|
|
11. Наличие трещин всех видов и направлений |
|
|
12. Дефекты сварных швов по РД 08.00-60.30.00-КТН-046-1-05 |
|
Таблица Г.5 - Параметры мест приварки катодных выводов, шунтирующих перемычек, контактов контрольно-измерительной аппаратуры (по данным ДДК)
|
Наименование параметра |
Фактическое значение |
|
1. Место приварки, км |
|
|
2. Год приварки |
|
|
3. Номер приварки по техническому отчету по ВТД |
|
|
4. Дата последнего диагностического обследования |
|
|
5. Толщина стенки трубы в месте приварки, мм |
|
|
6. Расположение по окружности трубы, град |
|
|
7. Минимальное расстояние от сварных швов приварки до сварных швов трубы, мм |
|
|
8. Наличие трещин всех видов и направлений |
|
|
9. Дефекты сварных швов приварки по РД 08.00-60.30.00-КТН-046-1-05 |
|
Приложение Д
(обязательное)
Предельные сроки эксплуатации вантузов, патрубков, отборов давления, механических сигнализаторов пропуска средств очистки и диагностики, «чопиков», бобышек
Таблица Д.1 - Предельные сроки эксплуатации (в годах с момента обнаружения) патрубков (вантузы, отборы давления, механические сигнализаторы пропуска средств очистки и диагностики) при отсутствии усиливающей накладки при отношении диаметра патрубка к диаметру трубы 0,2 и более
|
|
Отношение диаметра патрубка к диаметру трубы |
|||
|
от 0,2 до 0,3 |
от 0,3 до 0,4 |
от 0,4 до 0,5 |
0,5 и более |
|
|
Предельный срок эксплуатации, годы |
7,5 |
6,6 |
6,2 |
6,0 |
Таблица Д.2 - Предельные сроки эксплуатации (в годах с момента обнаружения) патрубков (вантузы, отборы давления, механические сигнализаторы пропуска средств очистки и диагностики) с усиливающей накладкой при отношении диаметра патрубка к диаметру трубы 0,3 и более
|
|
Отношение диаметра патрубка к диаметру трубы |
|||
|
от 0,3 до 0,4 |
от 0,4 до 0,5 |
от 0,5 до 0,7 |
0,7 и более |
|
|
Предельный срок эксплуатации, годы |
8,1 |
7,0 |
5,6 |
4,4 |
Таблица Д.3 - Предельные сроки эксплуатации (в годах с момента обнаружения) патрубков (вантузы, отборы давления, механические сигнализаторы пропуска средств очистки и диагностики) с усиливающей накладкой при отношении толщины накладки к толщине стенки трубы менее 0,8
|
Отношение толщины накладки к толщине стенки трубы |
Отношение диаметра патрубка к диаметру трубы |
|||
|
менее 0,4 |
от 0,4 до 0,5 |
от 0,5 до 0,7 |
0,7 и более |
|
|
Предельный срок эксплуатации, годы |
||||
|
от 0,7 до 0,8 |
6,7 |
5,8 |
4,6 |
3,7 |
|
от 0,6 до 0,7 |
5,4 |
4,7 |
3,8 |
2,9 |
|
от 0,5 до 0,6 |
4,1 |
3,6 |
2,9 |
2,2 |
|
менее 0,5 |
3,0 |
2,6 |
2,1 |
1,6 |
Таблица Д.4 - Предельные сроки эксплуатации (в годах с момента обнаружения) патрубков (вантузы, отборы давления, механические сигнализаторы пропуска средств очистки и диагностики) с усиливающей накладкой при отношении толщины накладки к толщине стенки трубы более 1,2
|
Отношение толщины накладки к толщине стенки трубы |
Отношение диаметра патрубка к диаметру трубы |
|||
|
менее 0,4 |
от 0,4 до 0,5 |
от 0,5 до 0,7 |
0,7 и более |
|
|
Предельный срок эксплуатации, годы |
||||
|
от 1,2 до 1,4 |
6,9 |
6,0 |
4,8 |
3,7 |
|
от 1,4 до 1,6 |
6,3 |
5,5 |
4,4 |
3,4 |
|
от 1,6 до 1,8 |
5,8 |
5,0 |
4,0 |
3,1 |
|
от 1,8 до 2,0 |
5,1 |
4,4 |
3,5 |
2,8 |
|
2,0 и более |
4,6 |
4,0 |
3,2 |
2,5 |
Таблица Д.5 - Предельные сроки эксплуатации (в годах с момента обнаружения) патрубков (вантузы, отборы давления, механические сигнализаторы пропуска средств очистки и диагностики) с усиливающей накладкой при отношении ширины накладки к диаметру патрубка менее 0,4
|
Отношение ширины накладки к диаметру патрубка |
Отношение диаметра патрубка к диаметру трубы |
|||
|
менее 0,4 |
от 0,4 до 0,5 |
от 0,5 до 0,7 |
0,7 и более |
|
|
Предельный срок эксплуатации, годы |
||||
|
от 0,35 до 0,40 |
7,9 |
6,8 |
5,4 |
4,3 |
|
от 0,30 до 0,35 |
7,6 |
6,6 |
5,3 |
4,1 |
|
от 0,25 до 0,30 |
7,2 |
6,2 |
5,0 |
3,9 |
|
от 0,20 до 0,25 |
6,7 |
5,8 |
4,6 |
3,7 |
|
от 0,15 до 0,20 |
6,1 |
5,3 |
4,2 |
3,3 |
|
менее 0,15 |
5,0 |
4,3 |
3,5 |
2,7 |
Таблица Д.6 - Предельные сроки эксплуатации (в годах с момента обнаружения) патрубков (вантузы, отборы давления, механические сигнализаторы пропуска средств очистки и диагностики), «чопиков», бобышек при расстоянии от сварного шва приварки (обварки) до сварного шва трубы менее 100 мм
|
Расстояние от сварных швов приварки (обварки), мм |
Отношение диаметра патрубка, "чопика", бобышки к диаметру трубы |
|||
|
менее 0,4 |
от 0,4 до 0,5 |
от 0,5 до 0,7 |
0,7 и более |
|
|
Предельный срок эксплуатации, годы |
||||
|
от 80 до 100 |
7,8 |
6,8 |
5,4 |
4,2 |
|
от 60 до 80 |
7,4 |
6,4 |
5,1 |
4,0 |
|
от 40 до 60 |
6,7 |
5,8 |
4,6 |
3,7 |
|
от 20 до 40 |
5,3 |
4,5 |
3,6 |
2,9 |
|
менее 20 |
3,5 |
3,0 |
2,4 |
1,9 |
|
|