|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
МИНИСТЕРСТВО ПУТЕЙ СООБЩЕНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ДЕПАРТАМЕНТ ПУТИ И СООРУЖЕНИЙ
Утверждаю:
Заместитель министра
путей сообщения
Российской Федерации
В. Т. Семенов
31 марта 2000 г.
ТЕХНИЧЕСКИЕ УКАЗАНИЯ
ПО УСТРОЙСТВУ, УКЛАДКЕ, СОДЕРЖАНИЮ И РЕМОНТУ
БЕССТЫКОВОГО ПУТИ
МОСКВА «ТРАНСПОРТ» 2000
Рассмотрена конструкция бесстыкового пути, а также требования к его укладке, содержанию и ремонтам.
Особое внимание уделено практике повторного использования бесстыкового пути из старогодных материалов и технологии работ по принудительному вводу плетей в оптимальный режим закрепления.
Выпущено по заказу Министерства путей сообщения Российской Федерации
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Бесстыковой путь в мировой практике железных дорог стал наиболее прогрессивной и широко распространенной конструкцией верхнего строения пути, которая эксплуатируется в различных эксплуатационных и климатических условиях и дает существенный технико-экономический эффект благодаря ряду ее преимуществ, среди которых: повышение плавности и комфортабельности движения поездов по сравнению со звеньевым путем, улучшение показателей динамического взаимодействия пути и подвижного состава, увеличение межремонтных сроков этих технических средств, уменьшение расходов на тягу поездов вследствие снижения основного сопротивления их движению, повышение надежности работы тяговых и сигнальных электрических цепей, уменьшение расхода металла для стыковых скреплений, улучшение экологической ситуации за счет снижения шума от проходящих поездов и применения железобетонных шпал при сокращении потребления ценной деловой древесины и пропитки деревянных шпал вредными для здоровья антисептиками.
Эффективность и расширение сфер применения бесстыкового пути увеличиваются в результате освоения перекладки рельсовых плетей на участках их эксплуатации и повторного использования старогодных плетей на менее деятельных путях.
1.2. На железных дорогах Российской Федерации эксплуатируется температурно-напряженная конструкция бесстыкового пути. Основное отличие работы бесстыкового пути от обычного звеньевого состоит в том, что в рельсовых плетях действуют значительные продольные усилия, вызываемые изменениями температуры. При повышении температуры рельсовых плетей по сравнению с температурой закрепления в них возникают продольные силы сжатия, которые могут создать опасность выброса пути. При понижении температуры - появляются растягивающие силы, которые могут вызвать излом плети и образование большого зазора, опасного для прохода поезда, или разрыв рельсового стыка из-за среза болтов. Дополнительное воздействие на бесстыковой путь оказывают силы, создаваемые при выправке, рихтовке, очистке щебня и других ремонтных путевых работах. Эти особенности бесстыкового пути требуют соблюдения установленных настоящими Техническими указаниями (далее - ТУ-2000) норм и правил его укладки, содержания и ремонта.
1.3. ТУ-2000 распространяются на бесстыковой путь с железобетонными шпалами и другими подрельсовыми железобетонными основаниями, которые могут применяться на сети железных дорог России. Ранее уложенные участки бесстыкового пути с деревянными шпалами эксплуатируются до конца срока службы по Техническим указаниям по устройству, укладке и содержанию бесстыкового пути, выпущенным в 1991 г. (ТУ-91).
1.4. Укладка бесстыкового пути производится в строгом соответствии с проектом, которым устанавливаются границы укладки бесстыкового пути, длины плетей, способы их стыкования, температуры закрепления. Проекты укладки бесстыкового пути утверждает начальник службы пути. Плети, уложенные до введения ТУ-2000, разрешается эксплуатировать без изменения ранее установленных интервалов температуры закрепления, если они не попадают в нижнюю треть расчетного интервала.
1.5. Все работы по созданию, эксплуатации и ремонту бесстыкового пути должны выполняться в строгом соответствии с Инструкцией по текущему содержанию железнодорожного пути. Инструкцией по обеспечению безопасности при производстве путевых работ, настоящими ТУ, Правилами по охране труда при содержании и ремонте железнодорожного пути.
1.6. ТУ-2000 разработаны с учетом дифференциации пути по классам в соответствии с Положением о системе ведения путевого хозяйства на железных дорогах Российской Федерации.
1.7. Пояснение к терминам и обозначениям, используемым в ТУ-2000, приведены в приложении 1.
2. КОНСТРУКЦИЯ БЕССТЫКОВОГО ПУТИ
2.1. ПЛАН И ПРОФИЛЬ
2.1.1. Бесстыковой путь на щебеночном и асбестовом балласте должен укладываться в прямых участках и в кривых радиусом не менее 350 м. На станционных путях при использовании гравийного или песчано-гравийного балласта разрешается укладка бесстыкового пути в кривых радиусом не менее 600 м.
При наличии технико-экономического обоснования, утвержденного начальником службы пути, допускается укладка бесстыкового пути в кривых радиусами 300-350 м с учетом интенсивности бокового износа и увеличения ширины колеи.
2.1.2. Крутизна уклонов на участках бесстыкового пути, как правило, не ограничивается.
2.1.3. Сопряжение элементов плана и профиля должно удовлетворять нормам и техническим условиям для звеньевого пути.
2.2. ЗЕМЛЯНОЕ ПОЛОТНО
2.2.1. Земляное полотно должно быть прочным и устойчивым и иметь достаточные размеры для размещения балластной призмы согласно п. 2.3 ТУ-2000. Для этого на стадии проектирования бесстыкового пути оно должно быть обследовано в соответствии с Инструкцией по содержанию земляного полотна железнодорожного пути. Не допускаются пучины высотой более 10 мм, просадки пути, сплывы и оползания откосов насыпей и другие деформации земляного полотна. Они должны быть устранены в соответствии с Техническими условиями на работы по ремонту и планово-предупредительной выправке пути до укладки бесстыкового пути.
2.2.2. Минимальная ширина обочины земляного полотна для внеклассных линий и линий 1-го и 2-го классов - 50 см, 3-го класса - 45 см, 4-го и 5-го классов - 40 см.
2.3. БАЛЛАСТНЫЙ СЛОЙ
2.3.1. На участках бесстыкового пути внеклассных и 1-4-го классов балласт должен быть щебеночный (новый или очищенный - основной вариант). На путях 3-5-го классов допускается асбестовый балласт. Щебень должен быть фракций 25-60 мм, только твердых пород с прочностью И20 и У75 по ГОСТ 7392-85 «Щебень из природного камня для балластного слоя железнодорожного пути». Асбестовый балласт должен соответствовать Техническим условиям «Смесь песчано-щебеночная из отсевов дробления серпентинитов для балластного слоя железнодорожного пути». На путях 4-5-го классов может применяться щебень прочностью И40 и У50, гравийный или гравийно-песчаный балласт, на путях 5-го класса - балласт всех видов, применяемых на железнодорожных путях. Применение асбестового балласта на участках скоростного движения пассажирских поездов не допускается.
На путях 1-3-го классов должен применяться щебеночный балласт с толщиной слоя под железобетонными шпалами 40 см, под деревянными - 35 см; на путях 4-го класса - щебеночный балласт с толщиной слоя под железобетонными шпалами 30 см, под деревянными - 25 см; на путях 5-го класса - балласт всех видов с толщиной слоя под шпалой не менее 20 см.
2.4. ШПАЛЫ
2.4.1. В бесстыковом пути должны применяться железобетонные шпалы преимущественно брускового типа с конструкцией крепления закладных болтов, предотвращающей проворачивание их при закреплении. Допускается применение железобетонных шпал с дюбельными и анкерными прикрепителями в соответствии с нормативной документацией, утвержденной Департаментом пути и сооружений МПС России (далее - ЦП МПС).
2.4.2. Эпюры шпал на путях линий 1-4-го классов должны быть: в прямых участках и в кривых радиусом более 1200 м - 1840 шт./км, радиусом 1200 м и менее, а также на затяжных спусках круче 12 %о - 2000 шт./км; на путях 5-го класса: в прямых и кривых радиусом более 650 м - 1440 шт./км, радиусом 650 м и менее - 1600 шт./км.
2.4.3. В местах примыкания бесстыкового пути с железобетонными шпалами к участкам звеньевого пути с деревянными шпалами, к стрелочным переводам с деревянными брусьями, башмакосбрасывателям, уравнительным приборам и т.п. железобетонные шпалы следует укладывать по схемам, показанным на рис. 2.1, причем на конце первого звена уравнительного пролета, примыкающего к плетям бесстыкового пути, укладываются четыре деревянные шпалы.
Рис. 2.1. Схемы примыкания бесстыкового пути на железобетонных шпалах к звеньевому пути (а) и к стрелочному переводу (б)
Рис. 2.2. Схемы расположения железобетонных и деревянных шпал при примыкании рельсовых плетей к мостам (а) и при перекрытии мостов рельсовыми плетями (б)
При укладке стрелочных переводов железобетонными брусьями на подходах укладываются железобетонные шпалы.
Взаимное расположение железобетонных шпал на подходах к мосту и деревянных шпал или брусьев, уложенных на мосту, должно соответствовать схемам, приведенным на рис. 2.2.
При укладке бесстыкового пути на мостах с железобетонными плитами БМП в соответствии с Инструкцией по применению и проектированию безбалластного мостового полотна на железобетонных плитах на металлических пролетных строениях железнодорожных мостов, эти конструкции стыкуются непосредственно с подрельсовым основанием из железобетонных шпал.
2.4.4. Специальные железобетонные шпалы для мостов изготавливаются и укладываются согласно Указаниям по конструкции и устройству охранных приспособлений на мостах с ездой на балласте с устройством пути на железобетонных шпалах.
2.5. РЕЛЬСОВЫЕ ПЛЕТИ
2.5.1. Рельсовые плети для бесстыкового пути внеклассных линий и линий 1-го и 2-го классов должны свариваться электроконтактным способом из новых термоупрочненных рельсов типа Р65 1-й группы 1-го класса длиной 25 м без болтовых отверстий. Сварка плетей из новых рельсов длиной менее 25 м допускается по разрешению ЦП МПС.
Для наружных рельсовых нитей кривых радиусом менее 500 м, где наблюдается интенсивный боковой износ головки рельса, должны применяться плети, сваренные преимущественно из рельсов повышенной износостойкости Р65К (заэвтектоидных). При принятии мер по снижению интенсивности бокового износа головки рельса, разрешается применять плети, сваренные из термоупрочненных рельсов с характеристиками, указанными в первом абзаце данного пункта.
2.5.2. Для линий 3-го класса плети могут быть сварены из старогодных рельсов Р65, прошедших комплексный ремонт в стационарных рельсосварочных предприятиях или отремонтированных в пути с профильной обработкой головки рельсошлифовальными поездами и отвечающих Техническим условиям на рельсы железнодорожные старогодные отремонтированные сварные, для линий 4-го и 5-го классов - из старогодных, в том числе перекладываемых без ремонта.
На мостах длиной более 25 м и в тоннелях применение старогодных рельсов в бесстыковом пути не допускается.
2.5.3. Новые рельсы, свариваемые в условиях рельсосварочных предприятий (РСП) в одну плеть, должны быть одного типа, одного сорта, одинакового термического упрочнения, одного производителя (металлургического комбината), одной марки стали и соответствовать требованиям Технических условий на рельсы железнодорожные новые сварные. В виде исключения разрешается сварка коротких плетей из рельсов различных металлургических комбинатов.
2.5.4. Болтовые отверстия на концах рельсовых плетей и рельсов уравнительных пролетов по размерам и расположению должны соответствовать требованиям ГОСТ 8161-75 "Конструкция и размеры рельсов". Отверстий должно быть три на каждом конце плети или уравнительного рельса.
На торцах этих рельсов по нижней и верхней кромке головки делается фаска размером 2 мм под углом 45°.
2.5.6. Длина вновь укладываемых сварных плетей в пути устанавливается проектом в зависимости от местных условий (от расположения стрелочных переводов, мостов, тоннелей, кривых радиусом менее 350 м и т.д.) и должна быть, как правило, равной длине блок-участка, но не менее 400 м. На участках с тональными рельсовыми цепями, не требующими изолирующих стыков, или без тональных рельсовых цепей при сваривании рельсовых вставок с высокопрочными изолирующими стыками с сопротивлением разрыву не менее 2,5 МН (рис. 2.3) допускается укладка плетей длиной до перегона.
На участках c S-образными и одиночными кривыми радиусами менее 500 м, где наблюдается интенсивный боковой износ головки рельсов, с разрешения начальника службы пути могут укладываться короткие плети длиной не менее 350 м.
Более короткие плети, но не менее 100 м могут укладываться на станциях между стрелочными переводами. При этом концы их должны быть отделены от стрелочных переводов двумя парами уравнительных рельсов длиной по 12,5 м, а концы плетей и уравнительных рельсов стянуты высокопрочными стыковыми болтами в соответствии с п. 2.6.4. При отсутствии высокопрочных стыковых болтов длины плетей должны быть не менее 150 м.
Плети, укладываемые в кривых, должны иметь разную длину по наружной и внутренней нитям с тем, чтобы их концы размещались по наугольнику. Не допускается забег концов плетей в стыках более 8 см.
2.5.7. В проекте укладки бесстыкового пути каждой паре плетей присваивают порядковый номер, под которым она должна значиться в сварочной ведомости, Журнале учета службы и температурного режима рельсовых плетей или Паспорте-карте бесстыкового пути с длинными плетями и журнале учета их службы и других учетных документах дистанции пути. Правую и левую плети по счету километров отмечают буквами П и Л.
В начале и конце каждой плети, выпускаемой РСП, белой масляной краской на внутренней стороне шейки рельса (со стороны оси пути) указывается номер РСП, номер плети по проекту, номер плети по сварочной ведомости, правая или левая плеть, длина плети в метрах с точностью до второго знака после запятой. Длина плети определяется и указывается при температуре рельса +20 °С. Если длину плети измеряют неметаллической лентой или по специально разбитым поперечным створам при большей или меньшей температуре рельса, то следует вводить поправку Dl, м, используя следующую формулу:
![]()
где L - измеренная при данной температуре длина плети, м; t - температура рельса в момент измерения длины плети, °С.
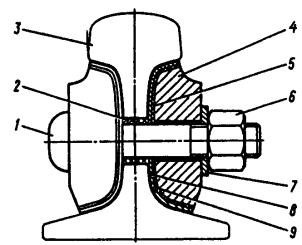
Рис. 2.3. Высокопрочный изолирующий стык АпАТэк-Р65М-К:
1 - болт; 2 - изоляционная втулка; 3 - рельс; 4 - металлическая накладка; 5 - изоляционная прокладка; 6 - гайка; 7 - шайба; 8 - клеящая паста; 9 - металлическая обечайка.
Для плети длиной 1000 м в табл. 2.1 даны значения поправок, вычисленные по приведенной выше формуле.
При определении значения поправки для другой (фактически измеренной) длины плети поправку, взятую из табл. 2.1, следует умножить на отношение измеренной длины плети, м, к 1000 м. При других значениях температур поправку определяют интерполяцией.
Стыки, сваренные в РСП, отмечаются двумя вертикальными полосами, которые наносят на шейку рельса внутри колеи симметрично оси стыков на расстоянии 10 см от них. На каждой плети в РСП отмечают ее середину вертикальной полосой на шейке рельса.
После укладки плети в путь дополнительно к ранее нанесенной маркировке наносят номер плети по проекту с указанием сторонности, дату укладки и температуру плети при закреплении ее на подкладках. В результате маркировка на рельсах принимает вид:
44 - 361 - 799,45 - 16 л - 06.04.99 + 29°,
где 44 - номер РСП; 361 - номер плети по сварочной ведомости; 799,45 - длина плети, м; 16л - номер плети по проекту и ее сторонность; 06.04.99 + 29° - дата укладки и температура закрепления.
Длины плетей более 800 м записываются после приведенной маркировки в начале и конце плети.
Таблица 2.1. Поправки, вводимые при измерении 1000-метровой плети при различной температуре.
|
Поправка для приведения к длине 1000 м при температуре 20 °С, м |
Температура рельса, °С |
Поправка для приведения к длине 1000 м при температуре 20 °С, м |
Температура рельса, °С |
Поправка для приведения к длине 1000 м при температуре 20 °С, м |
Температура рельса, °С |
Поправка для приведения к длине 1000 м при температуре 20 °С, м |
|
|
-15 |
+0,41 |
+5 |
+0,18 |
+25 |
-0,06 |
+40 |
-0,24 |
|
-10 |
+0,35 |
+10 |
+0,12 |
+30 |
-0,12 |
+45 |
-0,30 |
|
-5 |
+0,30 |
+15 |
+0,06 |
+35 |
-0,18 |
+50 |
-0,35 |
|
0 |
+0,24 |
+20 |
0 |
- |
- |
- |
- |
2.6. СОЕДИНЕНИЕ РЕЛЬСОВЫХ ПЛЕТЕЙ
На Калининградской, Юго-Восточной, Северо-Кавказской, Приволжской железных дорогах должны укладываться по две пары, а на остальных дорогах, в том числе и на дорогах Сибири - по три пары уравнительных рельсов длиной 12,5 м.
При устройстве в уравнительном пролете сборных изолирующих стыков, в том числе со стеклопластиковыми накладками, укладываются четыре пары уравнительных рельсов с расположением изолирующих стыков в середине уравнительных пролетов или три пары рельсов с размещением в середине второй пары рельсов изолирующих стыков, обеспечивающих сопротивление разрыву не менее 1,5 МН.
В случае примыкания бесстыкового пути к звеньевому или к стрелочным переводам, не ввариваемым в плети, на примыкании должны быть уложены две пары уравнительных рельсов длиной по 12,5 м.
На участках, не оборудованных тональной автоблокировкой, плети длиной до перегона соединяются с помощью рельсовой вставки с высокопрочным изолирующим стыком, которая сваривается с концами рельсовых плетей.
Не допускается расположение стыков в пределах переездного настила. Схема расположения уравнительных рельсов на переезде показана на рис. 2.4.
Рис. 2.4. Схемы расположения уравнительного пролета на переезде:
а - со сборными изолирующими стыками; б - с высокопрочными изолирующими стыками: 1 - высокопрочный изолирующий стык; 2 - сборный изолирующий стык
Общая длина уравнительного пролета, см, при оптимальной температуре укладки составит:
при двух парах уравнительных рельсов
1 = 1250 + 1250 + 3 = 2503;
при трех парах уравнительных рельсов
1 = 1250 + 1250 + 1250 + 4 = 3754;
при четырех парах уравнительных рельсов
1 = 1250 + 1250 + 1250 + 1250 + 5 = 5005.
2.6.2. В случаях временного закрепления плетей при температурах выше оптимальной, общая длина l1 см, укладываемых в уравнительный пролет укороченных рельсов, включая сумму зазоров, зависит от разности оптимальной температуры и температуры укладки Dt и суммарной длины L, см, двух смежных (коротких) полуплетей:
![]()
Длины рельсов, укладываемых в уравнительный пролет, состоящий из двух пар рельсов, в зависимости от разницы температур приведены в табл. 2.2.
2.6.3. При временном закреплении плетей при температурах ниже оптимальной необходимо в уравнительный пролет уложить заранее заготовленные удлиненные рельсы длиной 12,54; 12,58 и 12,62 м.
Общая длина l1`, см, укладываемых в уравнительный пролет удлиненных рельсов, включая сумму зазоров, зависит от понижения температуры укладки Dt` по сравнению с оптимальной, а также суммарной длины L`, см, двух смежных полуплетей:
Таблица 2.2. Длины рельсов, укладываемых в уравнительный пролет при превышении оптимальной температуры
|
Разница между температурой укладки и оптимальной температурой закрепления, °С |
Длина уравнительного рельса, см |
Сумма зазоров, см |
Длина уравнительного пролета, см |
|
|
первого |
второго |
|||
|
1-4 |
1250 |
1246 |
1-3 |
2499-2497 |
|
5-9 |
1250 |
1242 |
1-3 |
2495-2493 |
|
10-13 |
1250 |
1238 |
1-3 |
2491-2489 |
|
14-17 |
1250 |
1238 |
1-3 |
2491-2489 |
|
18-21 |
1250 |
1238 |
1-3 |
2491-2489 |
|
22-25 |
1246 |
1238 |
1-3 |
2487-2485 |
Таблица 2.3. Длины рельсов, укладываемых в уравнительный пролет при температурах ниже оптимальной
|
Разница между температурой укладки и оптимальной температурой закрепления, °С |
Длина уравнительного рельса, см |
Сумма зазоров, см |
Длина уравнительного пролета, см |
|
|
первого |
второго |
|||
|
1-4 |
1250 |
1254 |
1-3 |
2505-2507 |
|
5-9 |
1250 |
1258 |
1-3 |
2509-2511 |
|
10-13 |
1250 |
1262 |
1-3 |
2513-2515 |
|
14-17 |
1250 |
1262 |
1-3 |
2513-2515 |
|
18-21 |
1250 |
1262 |
1-3 |
2513-2516 |
|
22-25 |
1254 |
1262 |
1-3 |
2517-2519 |
![]() .
.
Длины рельсов, укладываемых в уравнительный пролет, состоящий из двух пар рельсов, в зависимости от разницы температур приведены в табл. 2.3.
Уложенные в уравнительный пролет при временном закреплении плетей уравнительные рельсы должны быть заменены рельсами длиной 12,5 м при закреплении плетей на постоянный режим эксплуатации.
2.6.4. Уравнительные рельсы всех типов соединяют между собой и со сварными рельсовыми плетями шестидырными накладками без применения графитовой смазки. При этом гайки стыковых болтов обычного качества затягивают с крутящим моментом не менее 600 Н×м при рельсах типов Р75 и Р65, а высокопрочных болтов - 1100 Н×м при рельсах этих типов и не менее 400 Н×м - на эксплуатируемых участках с рельсами типа Р50.
2.7. ПРОМЕЖУТОЧНЫЕ РЕЛЬСОВЫЕ СКРЕПЛЕНИЯ
2.7.1. Конструкция промежуточных рельсовых скреплений должна обеспечивать достаточное сопротивление продольному перемещению плетей (25-30 кН/м), стабильность ширины колеи, возможность быстрого закрепления плетей на шпалах при укладке и освобождения их при разрядке напряжений, ремонтах пути и замене плетей.
Основными типами скреплений на бесстыковом пути являются раздельные скрепления КБ и КД (на мостах). После разработки и освоения серийного производства скреплений с упругими клеммами конструкций, утвержденных ЦП МПС, они должны стать основными.
Для обеспечения запаса усилия прижатия затяжку гаек при укладке плетей и при подтягивании их в процессе эксплуатации необходимо производить с крутящим моментом: для клеммных болтов - 200 Н×м (20 кгс×м), закладных - 150 Н×м (15 кгс×м); для других типов скреплений - по техническим условиям, утвержденным ЦП МПС.
Во избежание угона плетей бесстыкового пути средний крутящий момент затяжки клеммных болтов в эксплуатации должен быть не менее 100 Н×м, закладных - 70 Н×м.
2.8. БЕССТЫКОВОЙ ПУТЬ НА МОСТАХ
2.8.1. Возможность и условия укладки бесстыкового пути на мостах устанавливаются проектом.
2.8.2. Проект укладки бесстыкового пути на мостах разрабатывается на основании настоящих Технических указаний, Указаний по устройству и конструкции мостового полотна на железнодорожных мостах. Инструкции по содержанию искусственных сооружений.
2.8.3. Проект должен учитывать конструкцию и длины пролетных строений, конструкцию мостового полотна, поездную нагрузку, максимальные и минимальные температуры рельсов в районе моста и подходов. Наибольшие температуры рельсов для летних условий при расчетах и проектировании бесстыкового пути на мостах принимаются на 10 °С, а на мостах через суходолы и на путепроводах - на 15 °С больше, чем воздуха.
2.8.4. До укладки бесстыкового пути мост должен быть обследован. Не разрешается до устранения дефектов укладывать бесстыковой путь на мостах: с опорами, подверженными осадкам, сдвигу и другим деформациям; имеющим пустоты в теле; с опорными частями, закрепление которых не соответствует требованиям СНиП 2.05.03-84 "Мосты и трубы"; с железобетонными плитами безбалластного мостового полотна (БМП), имеющими разрушенный прокладной слой; со старогодными деревянными мостовыми брусьями и дефектными металлическими поперечинами, а также на мостах с ездой на балласте, в пределах которых нижняя постель шпалы выше верха борта балластного корыта.
После устранения ограничений бесстыковой путь на мостах укладывается в соответствии с требованиями ТУ-2000.
2.8.5. Бесстыковой путь укладывается на мостах с ездой на балласте и на мостах с безбалластным мостовым полотном.
2.8.6. На железобетонных мостах с ездой на балласте с балочными пролетными строениями длиной до 33,6 м и арочными бесстыковой путь укладывается без ограничения суммарных длин пролетных строений.
2.8.7. В качестве скреплений на мостах с ездой на балласте с железобетонными балочными и арочными пролетными строениями применяются подкладочные скрепления с упругими, а при их отсутствии - с жесткими клеммами.
2.8.8. На мостах с ездой на балласте и подходах к ним (в пределах челноков) применяются специальные мостовые железобетонные шпалы с отверстиями для крепления контруголков согласно п. 2.4.4, уложенные по эпюре 2000 шт./км.
2.8.9. Контруголки укладывают на мостах, имеющих полную длину более 50 м. На путепроводах контруголки укладывают при полной длине путепровода более 25 м. Контруголки должны иметь сечение 160´160´16 мм.
2.8.10. В качестве балласта на мостах и подходах применяется щебень из твердых пород с прочностью И20 и У75. Находящийся в эксплуатации асбестовый балласт при плановом капитальном ремонте пути должен быть заменен на щебеночный.
2.8.11. Ширина плеча балластной призмы на мостах должна быть, как правило, не менее 25 см. Ширина плеча может быть уменьшена, если подошва шпалы на мосту расположена ниже верха бортов балластного корыта не менее чем на 10 см.
Толщина балластного слоя под шпалой в подрельсовой зоне должна быть, как правило, не менее 25 см. Меньшая толщина балласта допускается по согласованию с ЦП МПС на путях 4-5-го классов, но во всех случаях она должна быть не менее 15 см.
2.8.12. Температура закрепления плетей, перекрывающих мосты, определяется так же, как и на подходах.
2.8.13. На безбалластных мостах с деревянными мостовыми брусьями, металлическими поперечинами и железобетонными плитами БМП бесстыковой путь укладывается: на однопролетных - при длине пролетных строений до 55 м и многопролетных - при суммарной длине пролетных строений до 66 м с соблюдением следующих условий:
на мостах с суммарной длиной пролетных строений до 33 м рельсовые плети должны прикрепляться к мостовым брусьям скреплениями КД-65, к металлическим поперечинам и железобетонным плитам БМП - скреплениями КБ-65 с подрезанными лапками (рис. 2.5), т.е. без защемления подошвы рельса;
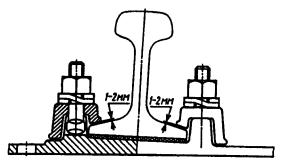
Рис. 2.5. Рельсовое скрепление КБ с подрезанными лапками клемм (с опиранием клемм на реборды рельсовых подкладок)
на мостах с суммарной длиной пролетных строений 33 м и более рельсовые плети прикрепляют к мостовым брусьям, металлическим поперечинам, железобетонным плитам БМП у неподвижных опорных частей каждого пролетного строения на участках длиной 0,25lм - клеммными скреплениями с защемлением подошвы, т.е. с нормативным (по п. 2.7.2) затягиванием гаек клеммных болтов, а на остальном протяжении пролетных строений - так же как на мостах с суммарной длиной до 33 м, т.е. без защемления подошвы.
На мостах с деревянными мостовыми брусьями, в пределах участков закрепления рельсовых плетей, мостовые брусья прикрепляют горизонтальными болтами к уголкам-коротышам, установленным у каждого третьего бруса.
На мостах с железобетонными плитами БМП по всей длине пролетных строений следует укладывать подрельсовые резиновые или резинокордовые прокладки. На участках пролетных строений с железобетонными плитами БМП, где плети крепятся без защемления подошвы рельса, на каждой подрельсовой опоре должны укладываться металлические П-образные пластины (рис. 2.6) для снижения коэффициента трения между подошвой рельса и основанием.
2.8.14. Концы рельсовых плетей, перекрывающих мосты, должны находиться за их пределами на расстоянии не менее 100 м от шкафной стенки устоя при длине моста 33 м и более и 50 м при длине моста до 33 м.
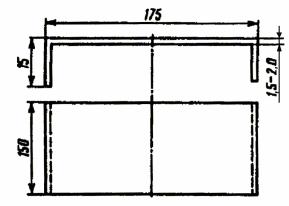
Рис. 2.6. П-образная металлическая пластина.
2.8.15. На всех безбалластных мостах с деревянными и металлическими поперечинами должны быть установлены противоугонные уголки и контруголки.
На мостах с железобетонными плитами БМП устанавливаются контруголки.
2.8.16. На металлических многопролетных мостах при суммарной длине пролетных строений свыше 66 м и на однопролетных длиной свыше 55 м укладывается звеньевой или бесстыковой путь по специальным указаниям ЦП МПС.
2.9. БЕССТЫКОВОЙ ПУТЬ В ТОННЕЛЯХ
2.9.1. Бесстыковой путь в тоннелях устраивают так же, как и за пределами тоннеля. Температуры закрепления плетей при этом устанавливают как для открытых участков. В тоннелях длиной более 300 м при расположении плетей полностью внутри тоннеля расчетную амплитуду температур рельсов принимают на 20 °С меньше, чем вне тоннеля.
2.9.2. Рельсовые плети в тоннелях длиной более 300 м и на подходах к ним свариваются электроконтактным способом машиной ПРСМ на длину блок-участков, по границам которых устраиваются изолирующие стыки повышенной прочности согласно п. 2.6.1.
2.9.3. В тоннелях бесстыковой путь может быть как с балластным, так и с безбалластным основанием. Балласт в тоннелях, как и на подходах к ним, должен быть щебеночным из камня твердых пород. Толщина балластного слоя под шпалой - не менее 25 см.
В тех случаях, когда габариты тоннеля не позволяют иметь указанную толщину балластного слоя, разрешается уменьшать ее до 20 см и в виде исключения с разрешения ЦП МПС - до 15 см.
При толщине балласта, под шпалами более 20 см бесстыковой путь в тоннелях и на подходах к ним укладывают на железобетонных шпалах; при меньшей толщине балласта под шпалами - на деревянных шпалах со скреплениями КД. До проведения капитальных работ разрешается сохранять костыльные скрепления с прикреплением подкладок пятью костылями и установкой пружинных противоугонов в замок на каждой шпале на длине 100 м от начала укладки деревянных шпал; на остальном протяжении тоннеля - через одну шпалу.
Число шпал в тоннелях и на подходах к ним длиной 100 м должно быть 2000 шт./км.
2.9.4. При укладке бесстыкового пути с деревянными шпалами и раздельными скреплениями КД подкладки прикрепляются четырьмя шурупами на каждой шпале.
2.9.5. Безбалластная конструкция бесстыкового пути выполняется по проектам, утвержденным ЦП МПС.
2.9.6. При укладке бесстыкового пути в тоннелях с электрической тягой и высокой влажностью необходимо предусматривать меры защиты рельсов и скреплений от коррозии: осушать тоннели; устанавливать вентильные устройства, снижающие утечку тяговых токов при постоянном токе; наносить антикоррозионные покрытия; улучшать изоляцию рельсов и скреплений.
3. УКЛАДКА БЕССТЫКОВОГО ПУТИ
3.1. ОБЩИЕ ТРЕБОВАНИЯ
3.1.1. Бесстыковой путь устраивают, как правило, при усиленном капитальном и капитальном ремонтах пути по типовой технологии с временной укладкой инвентарных рельсов длиной 25 м, в последующем замещаемых рельсовыми плетями. В кривых радиусом менее 500 м, а при необходимости и в других случаях, могут укладываться инвентарные рельсы длиной 12,5 м.
Допускается укладка бесстыкового пути и без предварительного проведения указанных ремонтов на участках, где состояние верхнего строения соответствует требованиям ТУ.
При строительстве новых линий и дополнительных главных путей укладка бесстыкового пути в соответствии с СТН Ц-01-95 "Железные дороги колеи 1520 мм" производится только после стабилизации земляного полотна.
3.1.2. Состояние инвентарных рельсов должно отвечать требованиям, установленным Техническими условиями на работы по ремонту и планово-предупредительной выправке пути и обеспечивать возможность содержания пути по шаблону в пределах установленных норм и допусков без перемещения подкладок на шпалах после замены рельсов сварными плетями.
3.1.3. При сборке звеньев шпалы равномерно раскладывают в пределах звена без уменьшения расстояния между шпалами в стыках. Заменять инвентарные рельсы на плети следует не позднее, чем после пропуска по ним, как правило, не более 1 млн. т груза брутто во избежание интенсивного расстройства основания в зоне стыков инвентарных рельсов на железобетонных шпалах.
Запрещается оставлять инвентарные рельсы на уравнительных пролетах.
3.2. ПОГРУЗКА. ПЕРЕВОЗКА. ВЫГРУЗКА ПЛЕТЕЙ
3.2.1. Перевозка плетей бесстыкового пути длиной до 800 м, изготовленных в стационарных РСП, осуществляется на специальном составе в соответствии с Инструкцией по эксплуатации состава рельсовозного для перевозки 800-метровых плетей.
3.2.2. Погрузка плетей с продольной надвижкой на ролики спецсостава выполняется или непосредственно с поточной линии РСП или со склада готовой продукции на подъездном пути, являющемся продолжением поточной линии. При погрузке сваренных плетей на состав следует оберегать их от изгиба, скручивания и ударов.
Для закрепления на спецсоставе и стаскивания с него плетей по обоим их концам должны быть просверлены отверстия диаметром 30 мм на расстоянии 100 мм от торца плети или типовые отверстия под стыковые болты.
3.2.3. Закрепление всех плетей на составе после погрузки делается в голове последнего, чтобы удерживать плети от продольных перемещений при торможениях состава, при маневрах на станциях, изменениях температуры. Для предохранения плетей, свободно лежащих на рольгангах, от возможных поднятий из ручьев роликов на каждом вагоне поверх плетей укладывается по одной поперечной ограничительной планке.
3.2.4. Выгрузка плетей после зацепления их за ходовые рельсы осуществляется внутрь колеи вытягиванием из-под них состава с соблюдением габарита С [ГОСТ 9238-83 «Габариты приближения строений и подвижного состава железных дорог колеи 1520 (1524) мм»] и плавности движения при скорости не более 15 км/ч. Во избежание ударов при спуске концов плетей на железобетонные шпалы следует подкладывать отрезки деревянных шпал. На мостах с безбалластным мостовым полотном плети выгружаются после временного снятия настила и челноков контррельсов (контруголков).
3.2.5. Концы выгружаемых плетей следует размещать точно в створе по отношению к концам ранее уложенных плетей или уравнительных рельсов во избежание излишней продольной передвижки, а при сварке с изгибом плеть должна выгружаться с забегом.
3.2.6. Для предупреждения значительного искривления или выброса выгруженных плетей, в тех случаях когда до укладки в путь ожидается повышение их температуры на 15 °С и более, плети необходимо закреплять на деревянных шпалах или полушпалах, временно укладываемых в шпальные ящики, двумя костылями через каждые 15 м в кривых радиусами 800 м и менее и через 25 м в остальных случаях, причем костыли не должны зажимать подошву рельса.
3.2.7. Концы выгруженных плетей следует защищать башмаками от возможного зацепления за них свисающих с подвижного состава частей; башмаки не должны препятствовать температурному перемещению рельсовых плетей.
3.3. УКЛАДКА ПЛЕТЕЙ
3.3.1. Замена инвентарных рельсов на сварные плети или смена плетей производится в "окно". При подготовительных работах до "окна" допускается частичное снятие клемм на инвентарных рельсах (или сменяемых плетях), при этом рельсы (или плети) должны оставаться закрепленными на всех предстыковых шпалах и на каждой третьей шпале при пропуске поездов со скоростями от 26 до 60 км/ч, на каждой шестой - до 25 км/ч.
Надвигать плеть на подкладки следует, начиная с одного конца плети, совместно со сболченными с ней уравнительными рельсами и с вваренными изолирующими стыками, если они требуются по проекту. Предпочтительна такая организация работы, при которой последовательно одну за другой сменяют несколько плетей (совместно с уравнительными рельсами и изолирующими стыками), число которых определяется продолжительностью предоставленного "окна" и достигнутым темпом работ. При надвижке следует тщательно следить за правильным положением прокладок.
Для облегчения надвижки и выправки в плане плетей, укладываемых в кривых, можно пользоваться ударными или гидравлическими приборами, локомотивами или другими средствами принудительного продольного перемещения участков плети.
3.3.2. Изготовление и укладка длинных плетей могут быть выполнены одним из четырех способов:
1) сваркой внутри колеи способом предварительного изгиба коротких плетей в плети длиной до блок-участка с последующей надвижкой их на подкладки;
2) укладкой на подкладки и приведением к оптимальной температуре коротких плетей с последующей сваркой в длинную;
3) сваркой с предварительным изгибом плетей, надвигаемых на подкладки во время "окна";
4) сваркой с предварительным изгибом эксплуатируемых плетей.
3.3.3. При сварке внутри колеи каждая последующая плеть выгружается по отношению к предыдущей, с которой сваривается, с забегом, равным обрезаемым концам плетей с болтовыми отверстиями и запасу металла на сварку.
3.3.4. Если плети, уложенные на подкладки, были закреплены при оптимальной температуре, то сварка их между собой, выполняемая также при оптимальной температуре, производится следующим образом.
Заранее подготавливают рельсовую вставку длиной 12,5 м без болтовых отверстий и сваривают ее с концами уложенных плетей взамен временного рельса. Перед сваркой концы рельсовых плетей с болтовыми отверстиями отрезаются. Длина рельсовой вставки должна быть равна расстоянию между обрезанными концами плетей с запасом на сварку Dl. Запас на сварку
![]() ,
,
где Dl1 - величина припуска на оплавление и усадку металла при сварке двух стыков (устанавливается при сварке контрольных образцов); Dl2 - величина припуска на косину реза рельсорезным станком (2-3 мм); 5 мм - запас на остаточную стрелу изгиба.
3.3.5. При сварке эксплуатируемых плетей рельсы уравнительного пролета заменяются рельсовой вставкой. Длина рельсовой вставки после введения плетей в оптимальную температуру должна быть равна
![]()
где lо - расстояние между необрезанными концами плетей; Dlо - длина двух обрезаемых концов с болтовыми отверстиями.
Рельсовая вставка должна быть сварена из рельсов с близким к плетям износом ±1 мм и пропущенным тоннажем не более, чем в эксплуатирующихся плетях.
Сварка эксплуатируемых плетей выполняется при оптимальной температуре закрепления. Разрешается производить сварку при температурах, отличающихся от оптимальной в сторону повышения (до +15 °С), но с обязательной последующей регулировкой напряжений с ослаблением гаек клеммных болтов и вывешиванием плетей на каждой 15-й шпале на ролики или полиэтиленовые пластины на протяжении 150 м в каждую сторону от места сварки. Возможно применение пластин и из других материалов, указанных в п. 4.2.4. Сварка плетей способом предварительного изгиба должна производиться в соответствии с утвержденным технологическим процессом. Допускается сварка при температурах ниже оптимальной при условии выполнения требований п. 4.5.
Если температура закрепления обеих или одной из свариваемых плетей ниже оптимальной, то перед сваркой производится принудительный ввод их в оптимальную температуру с использованием растягивающих или нагревательных приборов, а затем производится сварка.
3.3.6. По окончании сварки и закрепления плетей должна быть проведена ультразвуковая дефектоскопия сварных стыков. Все сваренные в пути стыки должны быть обозначены двумя парами вертикальных линий, наносимых по всей высоте рельса белой масляной краской симметрично относительно этого стыка на расстоянии 10 см от него. Дата сварки и температура рельсов при сварке плетей должны быть зафиксированы в Паспорте-карте бесстыкового пути с длинными плетями и журнале учета их службы (далее - Паспорт-карта) (приложение 7).
3.4. ЗАКРЕПЛЕНИЕ ПЛЕТЕЙ ПРИ УКЛАДКЕ
3.4.1. Для обеспечения прочности и устойчивости бесстыкового пути все вновь укладываемые плети должны закрепляться при оптимальной температуре согласно табл. 3.1.
Закрепление плетей при скреплении КБ осуществляется завинчиванием гаек клеммных и закладных болтов с усилиями, указанными в п. 2.7.2, при других видах скреплений - по отдельным нормативам, утвержденным ЦП МПС.
Таблица 3.1. Оптимальные температуры закрепления плетей на железных дорогах России
|
Оптимальная температура закрепления плетей tопт, °С |
||
|
Общая |
Исключение |
|
|
Октябрьская |
30±5 |
Севернее С.-Петербурга tопт = 25±5 |
|
Калининградская |
30±5 |
- |
|
Московская |
30±5 |
- |
|
Горьковская |
25±5 |
В кривых R < 500 м tопт = 30±5 |
|
Северная |
25±5 |
В кривых R < 500 м tопт = 30±5 |
|
Северо-Кавказская |
35±5 |
- |
|
Юго-Восточная |
35±5 |
- |
|
Приволжская |
35±5 |
- |
|
Куйбышевская |
30±5 |
В кривых R < 500 м tопт = 33±3 |
|
Свердловская |
25±5 |
В кривых R < 500 м, расположенных в районах с tmin min < -50, tопт = 28±3 |
|
Южно-Уральская |
30±5 |
В кривых R < 500 м tопт = 32±3 |
|
Западно-Сибирская |
30±5 |
В кривых R < 500 м, расположенных в районах с tmin min < -50, tопт = 29±3 |
|
Красноярская |
25±5 |
В кривых R < 500 м, расположенных в районах с tmin min < -50, tопт = 28±3 |
|
Восточно-Сибирская |
25±5 |
В кривых R < 500 м, расположенных в районах с tmin min < -50, tопт =28±3 |
|
Забайкальская |
25±5 |
В кривых R < 500 м, расположенных в районах с tmin min < -50, tопт = 28±3 |
|
Дальневосточная |
30±5 |
- |
Плети закрепляют машинами-гайковертами от первого сварного стыка по направлению хода укладки. Закрепление коротких плетей вручную производят, двигаясь от середины к концам.
После обкатки вновь уложенной плети (пропуска 200-300 тыс. т груза брутто в зависимости от способа затяжки болтов - вручную или гайковертом) должна быть произведена повторная затяжка клеммных болтов.
Температурой закрепления короткой рельсовой плети считается средняя из температур, измеренных в начале и конце работ при условии закрепления плети не реже, чем на каждой шестой шпале. Разница температур закрепления соседних коротких плетей, составляющих длинную плеть, не должна превышать 5 °С, а суммарная разность по всей длине плети - 10 °С.
Разница между температурами закрепления правой и левой рельсовых нитей не должна превышать 10 °С во избежание эксцентриситета продольных сил в путевой решетке, снижающего ее запас устойчивости против выброса. Во всех случаях фактические температуры закрепления должны находиться в пределах ±5 °С от оптимальной температуры.
При выполнении путевых работ, связанных с изменением устойчивости всей рельсошпальной решетки (подъемка пути, рихтовка, машинная очистка щебня и др.), температурой закрепления бесстыкового пути следует считать среднюю из температур закрепления правой и левой нитей.
Если же работы выполняют по одной рельсовой нити (восстановление целостности плети, смена подкладок, прокладок и т.д. (п. 4.3.5), то при определении возможности производства работ в расчет принимают температуру закрепления плети, на которой производятся работы.
3.4.2. Если плети бесстыкового пути необходимо уложить при температурах выше или ниже оптимальных, то следует принимать меры для введения плетей в необходимый температурно-напряженный режим в соответствии с утвержденными технологическими процессами.
В исключительных случаях допускается временное закрепление плетей вне оптимальной температуры с последующим выполнением работ по введению и перезакреплению плетей в оптимальную температуру в соответствии с пп. 4.6 или 4.7.
Не рекомендуется укладывать рельсовые плети при температурах ниже -15 °С в прямых участках и в кривых радиусом более 800 м, при температурах ниже -10 °С - в кривых радиусом 501-800 м и при температурах ниже -5 °С - в кривых радиусом 500 м и менее.
3.4.3. На эксплуатируемых участках укладки бесстыкового пути до 2000 г. плети кроме свариваемых длиной до блок-участка или перегона, закрепляются, как правило, в верхней половине расчетного интервала, определяемого в соответствии с приложением 2.
3.4.4. Температуру рельсов определяют по головке специальным термометром. Точность измерений температуры - ±1 °С, пределы измерений - от -65 °С до +70 °С. Фактические температуры закрепления каждой рельсовой плети должны быть зафиксированы в Журнале учета службы и температурного режима рельсовых плетей, далее - Журнал (приложение 6) и на шейке рельса, а длинных плетей - в Паспорте-карте (приложение 7) и на шейке рельса коротких плетей.
4. СОДЕРЖАНИЕ И РЕМОНТ БЕССТЫКОВОГО ПУТИ
4.1. ОБЩИЕ ТРЕБОВАНИЯ
4.1.1. Все работы по текущему содержанию и ремонту бесстыкового пути производятся при допустимых отступлениях температуры рельсов от температуры их закрепления. Руководитель работ должен определить температуру рельсов, сравнить ее с температурой закрепления, выяснить ожидаемое изменение температуры рельсов к моменту завершения работ и принять решение о возможности производства планируемой работы. Во время работы должен быть организован непрерывный контроль температуры рельсов, осуществляемый с помощью переносных термометров. Постоянный контроль за температурой ведется на специальных температурных стендах дистанций пути в местах, определяемых геофизической станцией дороги, а также на стендах дорожных метеостанций.
Суточные и длительные прогнозы температур рельсов должны быть вовремя сообщены руководству дистанций пути и дорожным мастерам для учета при планировании работ и принятия необходимых мер безопасности в период экстремальных температур рельсов.
Перед выполнением путевых работ с применением путевых машин следует обеспечить затяжку гаек клеммных и закладных болтов до нормируемой величины.
4.1.2. Летом с наступлением температур рельсов, близких к наивысшей для данной местности (приложение 3), а зимой при понижении температур на 60 °С и более по сравнению с температурой закрепления или при температуре воздуха -30 °С и ниже на весь период действия таких температур надзор за бесстыковым путем должен быть усилен. Порядок и сроки дополнительных осмотров и проверок бесстыкового пути устанавливает начальник дистанции пути.
В жаркие летние дни требуется особенно тщательно следить за положением пути в плане. Заметные отклонения пути в плане от правильного положения на длине 8-15 м могут служить признаком начала его выброса. При появлении летом при жаркой погоде резких углов в плане следует срочно оградить место неисправности сигналами остановки и немедленно приступить к устранению неисправности, руководствуясь следующими положениями.
При отклонении пути в плане по обеим рельсовым нитям 10 мм на длине 10 м и превышении температуры рельсовой плети более чем на 15 °С относительно температуры закрепления угол в плане разрешается устранять только после разрядки температурных напряжений по обеим рельсовым нитям от места неисправности до ближайшего уравнительного пролета с последующим восстановлением температурного режима работы плети при оптимальной температуре. При невозможности быстрого проведения разрядки необходимо вырезать кусок рельса, следуя технологии, указанной в п. 4.6.
Если превышение температуры рельса над температурой закрепления меньше 15 °С, то после устранения угла рихтовкой необходимо выполнить регулировку напряжений на участке, включающем место производства работ и примыкающие к нему участки длиной по 50 м, и произвести уплотнение балластной призмы за торцами шпал, включая плечо балластной призмы.
Зимой при низких температурах особое внимание необходимо уделять проверке рельсов, в первую очередь - в местах сварки и на протяженности 1 м в каждую сторону от них и следить за раскрытием стыковых зазоров. При зазорах, близких к конструктивным, и ожидаемом дальнейшем понижении температуры необходимо затянуть гайки клеммных, закладных и стыковых болтов на концах плетей по 50 м, одну пару уравнительных рельсов заменить на удлиненные и произвести регулировку зазоров.
При отступлениях от нормативной ширины балластной призмы на протяжении более 10 м должны обеспечиваться меры безопасности движения поездов в зависимости от величин отступлений и ожидаемых температур. При ширине плеча менее 25 см и ожидаемом повышении температур на 15 °С и более относительно температуры закрепления рельсовых плетей, скорость ограничивается до 60 км/ч или менее в зависимости от конкретного состояния балластной призмы и промежуточных скреплений.
4.2. КОНТРОЛЬ ЗА УГОНОМ ПЛЕТЕЙ И ИЗМЕНЕНИЯМИ ТЕМПЕРАТУРНОГО РЕЖИМА ИХ РАБОТЫ
4.2.1. Наблюдения за работой бесстыкового пути начинаются с момента его устройства. К началу его эксплуатации дорожные мастера и бригадиры пути должны иметь фактические данные о длинах плетей и температурах их закрепления, записанных в актах приемки работ. Эти же данные должны быть записаны в Журнале (короткие плети) или в Паспорт-карте (длинные плети).
4.2.2. Особой заботой работников дистанций пути должно быть предотвращение угона плетей бесстыкового пути. Угон плетей вызывает нарушение установленного температурно-напряженного режима их работы и может привести к опасным концентрациям в плетях растягивающих или сжимающих напряжений. Угон плетей возможен лишь на участках, где затяжка клеммных и закладных болтов ниже допускаемых значений, приведенных в п. 4.2.5.
С момента закрепления плетей при укладке должен быть организован постоянный контроль за усилием затяжки гаек клеммных и закладных болтов и за продольными подвижками (угоном) плетей. На наличие угона указывают следы клемм на подошве рельсов, смещение подкладок по шпалам, взбугривание или неплотное прилегание балласта к боковым граням шпал и их перекос.
Контроль за угоном плетей осуществляется по смещениям контрольных сечений рельсовой плети относительно "маячных" шпал. Эти сечения отмечают поперечными полосами шириной 10 мм, наносимыми светлой несмываемой краской на верх подошвы и шейки рельсов внутри колеи в створе с боковой гранью подкладки. Дополнительно, точно в створе с подкладкой производится кернение или нанесение тонкой черты (риски) острым металлическим инструментом на подошве рельса (рис. 4.1).
В качестве "маячной" выбирается шпала, расположенная против пикетного столбика. Ее верх около рельса окрашивается яркой краской. Чтобы "маячная" шпала не смещалась, она должна быть всегда хорошо подбита, закладные болты на ней затянуты, типовые клеммы заменены клеммами с уменьшенной высотой ножек (см. рис. 2.5), а резиновые или резинокордовые прокладки - полиэтиленовыми или другими с низким коэффициентом трения.
Оборудование "маячных" шпал и нанесение рисок производится сразу же после закрепления плетей на постоянный режим работы.
При отсутствии клемм с уменьшенной высотой ножек допускается в отдельных случаях клеммы на "маячных" шпалах не устанавливать.
Основной заботой дорожного мастера и бригадира пути должно быть сохранение и контроль положения рисок относительно "маячных" шпал при выполнении путевых работ.
Рис. 4.1. "Маячная" шпала для контроля угона пути:
1 - риска; 2 - линия совмещения риски с кромкой подкладки
Для этого до производства работ, при которых может произойти смещение "маячной" шпалы (сдвиг подбойками выправочной машины и др.) необходимо заменить прокладки и клеммы на типовые с сохранением положения риски относительно подкладки и обеспечить контроль за неподвижностью "маячной" шпалы относительно рельса при прохождении путевых машин. После завершения работ "маячная" шпала оборудуется вновь.
Контроль за продольными перемещениями плети по "маячным" шпалам должен быть дополнен контролем по поперечным створам, закрепленным постоянными реперами, в качестве которых могут быть использованы опоры контактной сети, искусственные сооружения, специально врытые в грунт столбики, отрезки рельсов и другие неподвижные сооружения около пути. Створ образуется леской, натягиваемой между двумя расположенными друг против друга реперами. Начальное положение плети относительно лески фиксируется кернением на нерабочей грани головки рельса.
4.2.3. При обнаружении на "маячных" шпалах смещений контрольных сечений рельсов до 5 мм необходимо проверить на участке состояние скреплений, заменить дефектные элементы, смазать резьбу, подтянуть гайки клеммных и закладных болтов. При смещениях более 5 мм следует определить изменения расстояний между смежными контрольными сечениями, учитывая размер и направление смещения. Если изменения (удлинения или укорочения) 100-метрового участка между "маячными" шпалами не превышают 10 мм, можно ограничиться выполнением вышеуказанных мер, но при этом необходимо внести изменения температуры закрепления плети на угнанном участке, рассчитанные порядком, изложенным в п. 4.2.5, в Журнал или в Паспорт-карту. Если же расстояние между контрольными сечениями изменилось больше чем на 10 мм, то это свидетельствует о значительном отклонении фактической температуры закрепления плетей от первоначальной, полученной при закреплении плетей на постоянный режим работы. В этом случае необходимо выполнить регулировку напряжений, которая должна производиться при температуре плетей, равной или меньшей их температуры закрепления.
Если после обнаружения укорочения плети (смещение рисок "внутрь" контрольного 100-метрового участка) ожидается повышение температуры рельсов в прямых и кривых R > 800 м более чем на 30 °С, а в кривых с меньшими радиусами более чем на 20 °С, то на период до выполнения регулировки напряжений ограничивается скорость движения до 40 км/ч.
Если после раскрепления изменения длин участков между "маячными" шпалами не превышают 5 мм, то этот участок плети вновь закрепляют, считая, что расчетный режим, нарушенный угоном, восстановлен, и температура закрепления плети на данном участке соответствует исходной температуре закрепления плети.
Если же после принятых мер смещения контрольных сечений превышают 5 мм, а изменения расстояний между ними превышают 10 мм, то на коротких плетях должна быть выполнена разрядка напряжений с введением их в оптимальную температуру закрепления. На длинных плетях в этом случае определяется отклонение фактической температуры закрепления этого участка плети от первоначальной:
для
рельсов типа P65 ![]() ,
,
где Dl - измеренное фактическое удлинение (с " + ") или укорочение (с "-") плети, мм; l - расстояние между "маячными" шпалами, м.
Значение фактической температуры закрепления
![]() ,
,
где tз - температура предыдущего закрепления (при укладке плети или перераспределении напряжений в ней), °С.
Если tо не выходит за пределы расчетного интервала закрепления плетей, то ее заносят в Паспорт-карту и ею руководствуются при дальнейшей эксплуатации длинной плети (при ремонтных работах и пр.).
Если tо выходит за пределы расчетного интервала, то принимаются меры по введению ее в оптимальную температуру закрепления с разрезкой плети и последующим восстановлением сваркой в соответствии с п. 4.5.
Контроль за усилием затяжки гаек клеммных и закладных болтов динамометрическими ключами осуществляется по обеим рельсовыми нитям на 10-15 шпалах подряд, расположенных:
на коротких плетях (< 800 м) в трех зонах - на концевых участках (на протяжении 100 м от концов плетей) и в средней части плети;
на длинных плетях - на концевых участках и через каждые 400 м по длине плети.
По результатам контроля определяется средняя величина затяжки и, если она ниже допускаемых значений, то назначается сплошное подтягивание клеммных и закладных болтов.
При скреплениях КБ на участках с грузонапряженностью до 25 млн. т×км брутто/км в год необходимо один раз в год - осенью - подтягивать гайки стыковых, клеммных и закладных болтов и смазывать резьбу. На участках с грузонапряженностью более 25 млн. т×км брутто/км в год сплошное подтягивание гаек со смазкой резьбы осуществляется два раза в год - весной и осенью.
Дополнительный контроль затяжки гаек клеммных и закладных болтов производится на участках, где появляется угон плетей.
При весенних и осенних осмотрах пути контроль за усилием затяжки гаек болтов дополняется простукиванием молоточком. Если при простукивании будет обнаружено более 10 % ослабших гаек из числа проверенных, то следует в недельный срок произвести проверку их затяжки динамометрическим ключом и назначить работу по приведению их затяжки до нормативной согласно п. 2.7.2.
4.3. ОСОБЕННОСТИ ПРОИЗВОДСТВА РАБОТ ПО ТЕКУЩЕМУ СОДЕРЖАНИЮ БЕССТЫКОВОГО ПУТИ
4.3.1. Через 12-15 дней после укладки плетей, но до сдачи отремонтированного участка бесстыкового пути, работниками путевых машинных станций и дистанций пути совместно должно быть проведено обследование бесстыкового пути с проверкой усилия затяжки гаек клеммных, закладных и стыковых болтов, положения прокладок-амортизаторов, возможных продольных смещений плетей, осыпаний балласта, и проведены работы по устранению обнаруженных неисправностей.
В течение двух-трех месяцев после укладки желательно произвести шлифовку уложенных рельсовых плетей.
4.3.2. Для повышения устойчивости бесстыкового пути против выброса требуется содержать балластную призму в установленных размерах, не допуская осыпания щебня по откосам призмы, увеличения крутизны откосов уменьшения ширины плеча балластной призмы и уменьшения количества балласта в шпальных ящиках ниже нормы, особенно в местах примыкания к мостам (см. пп. 2.3.2, 2.3.3).
В зоне уравнительных пролетов и на длине 30-40 м по концам плетей следует дополнительно планировать и производить ремонт с обязательным устранением выплесков, переборкой и заменой износившихся деталей скреплений, наплавкой концов или заменой рельсов, а также другие необходимые работы.
4.3.3. Путевые ремонтные работы, связанные с временным ослаблением устойчивости рельсошпальной решетки против выброса, разрешается производить, если отклонение температуры рельсовых плетей от температуры их закрепления в течение всего периода не превышает значений, указанных в табл. 4.1.
При температуре рельсовых плетей, превышающей температуру их закрепления более, чем указано в табл. 4.1, производить работы, связанные с ослаблением сопротивления бесстыкового пути боковому и вертикальному перемещению, не допускается. Выполнение таких работ в летний период следует планировать в ранние утренние или поздние вечерние часы, руководствуясь прогнозами дорожных геофизических станций.
В исключительных случаях, если необходимо производить неотложные работы, связанные с безопасностью движения поездов, при отклонениях температуры рельсовых плетей превышающих значения, приведенные в табл. 4.1, то до их начала нужно разрядить температурные напряжения в соответствии с п. 4.6.
4.3.4. Исправлять просадки, толчки и перекосы укладкой или заменой прокладок толщиной до 10 мм между подошвой рельсов и подкладками разрешается, если температура рельсовых плетей превышает температуру их закрепления менее чем на 15 °С. Клеммные болты при этом ослабляют одновременно не более чем на семи шпалах подряд, а клеммы не снимают.
Таблица 4.1. Допускаемые изменения температуры рельсовых плетей при текущем содержании бесстыкового пути
|
Предельная высота подъемки или размер сдвижки при рихтовке, см |
Допускаемое превышение температуры плетей, °С, относительно температуры их закрепления в пути с раздельными скреплениями |
||||
|
в прямом участке |
в кривой радиусом, м |
||||
|
800 и более |
600-799 |
350-599 |
|||
|
Исправление просадок, толчков и перекосов с вывеской путевой решетки домкратами |
2 |
20 |
15 |
10 |
5 |
|
Вывеска решетки домкратами |
6 |
15 |
10 |
5 |
5 |
|
Рихтовка гидравлическими приборами |
1 |
15 |
15 |
10 |
5 |
|
6 |
15 |
10 |
5 |
5 |
|
|
Вырезка балласта до уровня подошвы шпал на длине пути до 25 м |
0 |
20 |
15 |
10 |
5 |
|
Одиночная смена шпал с вывеской решетки до 2 см при условии, что между одновременно заменяемыми шпалами расположено не менее 20-ти прикрепленных шпал |
2 |
20 |
15 |
10 |
5 |
4.3.6. Во избежание изменения установленных зазоров разбирать и ослаблять стыки на концах рельсовых плетей, а также между уравнительными рельсами при температурах, отличающихся от температуры закрепления плетей более чем на ±5 °С, не рекомендуется.
В случае особой необходимости разрешается разбирать стыки при температурах, отличающихся от температуры закрепления рельсовых плетей не более чем на 20 °С. При этом может измениться зазор примерно на 1 см. Для восстановления нормального зазора с наступлением температур, близких к температуре закрепления рельсовой плети, конец ее на протяжении 40-50 м должен быть освобожден от закрепления и после свободного изменения длины вывешенного на ролики или пластины участка плети вновь закреплен.
При отсутствии зазоров зажатый уравнительный рельс удаляют после вырезки его куска газовой резкой при закрепленных клеммных болтах (см. приложение 4).
4.3.7. На участках бесстыкового пути должен быть покилометровый запас рельсов и стыковых скреплений (табл. 4.2).
Нормы покилометрового запаса остальных материалов верхнего строения устанавливают по нормам Технических условий на работы по ремонту и планово-предупредительной выправке пути.
Таблица 4.2. Покилометровый запас рельсов и скреплений на участках бесстыкового пути.
|
Число элементов |
Протяженность пут» или подразделение, на которое выделяется указанное число элементов |
|
|
Рельсы с болтовыми отверстиями длиной, м: |
|
|
|
8-11 |
1 |
Линейное отделение |
|
12,50* |
1 |
« « |
|
12,46* |
1 |
« « |
|
12,42* |
1 |
« « |
|
12,38* |
1 |
« « |
|
12,5 с изостыком** |
1 |
Перегон |
|
Рельсы без болтовых отверстий длиной 12,5 м |
1 |
Линейное отделение |
|
Накладки стыковые шестидырные |
4 |
1 км |
|
Болты стыковые нормальной прочности с гайками и шайбами |
6 |
1 км |
|
Болты стыковые повышенной прочности с гайками и шайбами |
6 |
1 км |
|
*При наличии уравнительных пролетов. ** При плетях с вваренными высокопрочными изолирующими стыками. |
||
Запас рельсов (см. табл. 4.2) в зависимости от их длин предназначен: 8-11 м с болтовыми отверстиями - для врезки в плеть при обнаружении опасного дефекта; 12,50 м без болтовых отверстий - для замены при окончательном восстановлении плети сваркой временно уложенного рельса длиной 8-11 м; 12,50-12,38 м с болтовыми отверстиями - для разрядок температурных напряжений при наличии уравнительных пролетов.
При эксплуатации бесстыкового пути в кривых покилометровый запас рельсов для временного восстановления плетей должен своевременно пополняться и заменяться рельсами с соответствующим боковым износом с тем, чтобы после восстановления плети горизонтальная ступенька, в стыках не превышала 1 мм.
На дистанциях пути, обслуживающих бесстыковой путь, должен быть дополнительный инструмент и оборудование по перечню (табл. 4.3).
Таблица 4.3. Перечень инструмента, механизмов, инвентаря и оборудования для текущего содержания бесстыкового пути
|
Число |
Подразделение, на которое выделяется инструмент |
|
|
Термометр для измерения температуры рельсов, шт. |
1 |
Линейное (рабочее) отделение |
|
Динамометрический ключ* |
1 |
Линейный участок (околоток) |
|
Шурупно-гаечный ключ с индивидуальным приводом |
2 |
То же |
|
Торцевой ручной ключ для гаек клеммных и закладных болтов промежуточных скреплений. |
6 |
Линейное (рабочее) отделение |
|
Торцевой ручной ключ для шурупов (при наличии скреплений на шурупах на отдалении) |
6 |
То же |
|
Трамбовка ручная |
6 |
« |
|
Ударный разгоночный прибор |
1 |
Линейный участок |
|
Гидравлическое натяжное устройство |
1 |
Дистанция пути |
|
Накладки стыковые инвентарные с удлиненными болтовыми отверстиями (комплект) |
2 |
Линейный участок |
|
Вкладыши рельсовые для разрядки температурных напряжений (комплект) |
2 |
То же |
|
Рельсорезный станок |
1 |
« |
|
Бензорез или газовый резак с кислородным баллоном |
2 |
Дистанция пути |
|
Струбцины стяжные |
4 |
Линейное (рабочее) отделение |
|
Полиэтиленовые пластины или катучие опоры для разрядки напряжений |
200 |
Линейный участок |
|
*Динамометрические ключи должны быть укомплектованы паспортом, содержащим данные о точности измерений и методику тарировки. |
||
4.4. ОСОБЕННОСТИ РЕМОНТА БЕССТЫКОВОГО ПУТИ С ПРИМЕНЕНИЕМ ТЯЖЕЛЫХ ПУТЕВЫХ МАШИН
4.4.1. При использовании путевых машин на бесстыковом пути главная особенность выполнения работ, связанных с поднятием, поперечным и продольным сдвигом и другими воздействиями на всю рельсошпальную решетку и балластную призму, заключается в существенном ослаблении сопротивления ее перемещениям и дополнительных механических воздействиях на ослабленный путь.
4.4.2. Работы с применением щебнеочистительных, балластировочных, выправочных и стабилизирующих машин на участках бесстыкового пути производятся при отклонениях температуры рельсовых плетей от температуры их закрепления (в течение всего периода работ в "окно"), не превышающих значений, указанных в табл. 4.4.
В исключительных случаях работы выполняются в утренние и вечерние часы или после снятия температурных напряжений в плетях в соответствии с п. 4.6.
4.4.3. До начала работ контролируют состояние рельсовых плетей. При наличии угона рельсовых плетей, необходимо вносить поправку в температуру их закрепления при пользовании табл. 4.4.
Так например, при изменении длины 100-метрового участка рельсовой плети на ±5 мм и ±10 мм температура закрепления изменяется соответственно на ±4 °С и ±8 °С (см. п. 4.2).
Если изменение (удлинение или укорочение) не превышает 10 мм, то проверяется состояние скреплений, заменяются дефектные элементы, смазывается резьба, подтягиваются гайки клеммных и закладных болтов до величины соответственно 200 и 150 Н×м и определяется фактическая температура закрепления плетей, которая и принимается в расчет при выполнении ремонтных работ.
Если расстояние между контрольными сечениями изменилось с момента последнего закрепления плети больше чем на 10 мм, то до производства работ принимаются меры по восстановлению температурного режима плетей в соответствии с п. 4.2.4.
4.4.4. При выполнении всех ремонтных работ с применением путевых машин, если эти работы связаны с балластной призмой, клеммы с укороченной высотой ножек на "маячных" шпалах заменяются типовыми, а после выполнения работ в день "окна" производится обратная замена.
4.4.5. При работе баровых щебнеочистительных машин высота подъемки рельсошпальной решетки не должна превышать 10 см. В случаях если ЩОМ заканчивает работу в пределах плети (вне уравнительных пролетов), то за 25-25 м до места демонтажа подпутной балки производится опускание рельсошпальной решетки до 4-5 см, т.е. шаг понижения при этом составляет 1 см на каждые 5-6 м пути.
4.4.6. При ожидаемых во время "окна" температурах рельсовых плетей, близких к пределу допускаемых (±2 °С) по табл. 4.4, предусматриваются следующие мероприятия:
Таблица 4.4. Допускаемые изменения температуры рельсовых плетей при работе путевых машин
|
Допускаемое отклонение температуры плетей с раздельными скреплениями, °С, от температуры закрепления в сторону |
||||
|
повышения |
понижения |
|||
|
в прямых участках и в кривых R > 800 м |
в кривых радиусом R < 800 м |
в прямых участках и в кривых R > 800 м |
в кривых радиусом R< 800 м |
|
|
Щебнеочистительные баровые: ЩОМ-6Б, СЧ-600, СЧ-601, СЧУ-800, РМ-76, RM80, РМ-800, ОТ-400, ОТ-800 |
15 |
10 |
25 |
20 |
|
Щебнеочистительные роторные: |
|
|
|
|
|
ЩОМ-6Р, УМ-М; ЩОМ-4 и ЩОМ-4М без использования подрезных ножей |
20 |
20 |
25 |
20 |
|
ЩОМ-Д, ЩОМ-4, ЩОМ-4М с подрезными ножами и противовыбросным рихтовочно-фиксирующим устройством (РФУ) |
15 |
10 |
25 |
20 |
|
ЩОМ-Д, ЩОМ-4, ЩОМ-4М на базе ЭЛБ-1 и ЭЛБ-3 с подрезными ножами и без устройства РФУ |
5 |
0 |
25 |
20 |
|
Балансировочные и рихтовочные: ЭЛБ-1, ЭЛБ-3, ЭЛБ-1Р, ЭЛБ-ЗМК, Р-2000, Р-02 и ПРБ |
5 |
0 |
25 |
20 |
|
Выправочно-подбивочные: ВПО-3000, ВПО-3-3000, ВПР-1200, ВПР-02, "Дуоматик", ВПРС-500, ВПРС-02, ВПРС-03, «Унимат» |
15 |
15 |
25 |
20 |
|
Динамические стабилизаторы |
20 |
20 |
25 |
20 |
Примечания. 1. При работе роторных щебнеочистительных машин без вырезки балласта под рельсошпальной решеткой внутренние стенки траншей должны находиться от торцов шпал не ближе 15-25 см.
2. При работе выправочно-подбивочных машин перед проходом динамических стабилизаторов включают уплотнители откосов с предварительным заполнением шпальных ящиков слоем щебня не менее 2/3 толщины железобетонной шпалы в средней части и шириной плеча по верху торцов шпал не менее 25 см, а также подтяжкой клеммных и закладных болтов скреплений с крутящим моментом соответственно 200 и 150 Н×м.
в пределах всего участка, где осуществляется очистка щебня, должны быть задействованы подъемно-рихтующие устройства машин;
при работе в кривых радиусом менее 1200 м, когда в рельсах действуют сжимающие силы, обеспечена дозировка щебня у торцов шпал по наружной нити на ширину не менее 40 см, а при действии растягивающих сил - на такую же величину у торцов шпал по внутренней нити.
4.4.7. При работе роторных щебнеочистительных машин в условиях, сходных с изложенными в п. 4.4.6, плечо у торцов шпал в кривых должно иметь ширину также 40 см.
Если очистка щебня под рельсошпальной решеткой не предусмотрена, то траншеи у торцов шпал заполняют балластом с обеспечением крутизны откосов 1:1,5.
а) ослабление гаек клеммных болтов на участке длиной до 150 м, не подлежащем очистке балласта в данное "окно", начиная от места остановки средней тележки ЩОМ для разрядки сетки. Длина участка раскрепления в зависимости от высоты опускания решетки указана в табл. 4.5;
б) постепенное опускание решетки за 65-70 м до места разрядки, чтобы высота ее вывешивания стала по возможности минимальной и не превышала 25 см. До начала опускания решетки включаются роторы (при их наличии) с приближением их к торцам шпал до 5 см. При опускании решетки постепенно заглубляется подрезной нож с предварительной установкой загребных крыльев вдоль пути. На указанном 70-метровом участке производится усиленная дозировка балласта по концам шпал, например, при помощи боковых лотков ЩОМ или хоппер-дозаторной вертушки.
Таблица 4.5. Длины участков раскрепления рельсовых плетей в месте разрядки щебнеочистительных машин с подрезными ножами
|
Длина участка раскрепления, м |
||
|
ЩОМ без РФУ |
ЩОМ с РФУ |
|
|
25 |
80 |
60 |
|
30 |
100 |
80 |
|
35 |
150 |
100 |
4.4.9. По окончании работ с вывешенной рельсошпальной решеткой следует выполнить местную разрядку сжимающих напряжений в соответствии с табл. 4.5.
4.4.10. После использования в "окно" комплекса основных машин, включая динамический стабилизатор, на отремонтированном участке дополнительно контролируют усилие затяжки болтов динамометрическим ключом и возможный угон плетей по поперечным створам от постоянных реперов. При обнаружении отступлений принимают меры в соответствии с п. 4.2 с подтяжкой болтов до норм, указанных в п. 2.7.
4.4.11. Так же, как и при текущем содержании, о всех работах, связанных с воздействием на температурно-напряженное состояние бесстыкового пути, по окончании работ с применением тяжелых путевых машин следует делать записи в Журнале или Паспорте-карте.
4.5. ВОССТАНОВЛЕНИЕ ЦЕЛОСТНОСТИ РЕЛЬСОВОЙ ПЛЕТИ И ЕЕ ТЕМПЕРАТУРНОГО РЕЖИМА РАБОТЫ
4.5.1. При обнаружении в рельсовой плети опасного дефекта должны быть приняты меры по его устранению и восстановлению рельсовой плети для безопасного пропуска поездов.
Восстановление плетей производится в два или три этапа: краткосрочное, временное и окончательное.
4.5.2. При внутренней поперечной трещине (дефекты 21.2 и 69 по существующей классификации дефектов рельсов), если ее границы выходят за середину головки рельса (за вертикальную ось симметрии рельса - определяется согласно приложению 4) или, если она вышла на поверхность рельса, а также при сквозном поперечном изломе и образовавшемся зазоре менее 40 мм (при подладочном типе скреплений), проводится краткосрочное восстановление плети для пропуска нескольких поездов. Для этого в месте повреждения устанавливают шестидырные накладки, сжатые струбцинами утвержденной МПС конструкции по схеме, показанной на рис. 4.2. Поезда в течение не более 3 ч пропускаются по этому месту со скоростью до 25 км/ч. При этом стык должен находиться под непрерывным наблюдением специально выделенного работника. В течение указанного времени должно быть организовано временное или окончательное восстановление рельсовой плети.
Если трещина или излом произошли по дефектам 24, 25, 26.3, 30В.2, 30Г.2, 50.2, 52.2, 55, 56.3, 60.2, или были обнаружены два и более дефекта 21.2 между двумя сварными стыками, т.е. на одном рельсе, или при сквозном изломе образовался зазор более 40 мм, ставить на дефектное место накладки, сжатые струбцинами, запрещается. В этих случаях должно сразу же производиться временное или окончательное восстановление рельсовой плети.
Рис. 4.2. Струбцина для стягивания накладок при изломе плети (а) и схемы расположения струбцин при изломе рельса между шпалами (б) и на шпале (в):
1 - скоба; 2 - гайка М27; 3 - болт М27
4.5.3. Если внутренняя трещина (дефект 21.2) не выходит на поверхность, а границы ее - за середину головки, допускается установка на поврежденное место шестидырных накладок с четырьмя болтами так, чтобы середина накладки совмещалась с дефектом. При этом отверстия для двух средних болтов не сверлятся во избежание развития дефекта в их сторону. После постановки накладок поезда пропускаются с установленной скоростью. Чтобы повысить усилие затяжки стыковых болтов и обеспечить стабильность стыка, рекомендуется использовать высокопрочные болты.
Для предотвращения растяжения зазора и среза болтов в случае сквозного излома рельса под накладками повышенное внимание должно быть уделено закреплению клеммных и закладных болтов на протяжении 50 м в каждую сторону от дефектного места. Место с дефектом, взятым в накладки, необходимо осматривать при всех проверках пути, стыковые, клеммные и закладные болты при этом следует простукивать молоточком, а рельсы тщательно проверять дефектоскопными средствами.
При выходе трещины, обнаруженной визуальным осмотром, на поверхность рельса или распространении трещины, выявленной дефектоскопированием, за середину головки рельсовая плеть должна быть временно или окончательно восстановлена.
4.5.4. При временном восстановлении из рельсовой плети должна быть вырезана часть рельса с дефектом и вместо нее уложен рельс длиной 8-11 м. Наименьшее расстояние от края дефекта или от конца трещины до ближайшего пропила и до ближайшего сварного стыка должно быть не менее 3 м. Концы вставляемого рельса соединяют с образовавшимися концами рельсовой плети шестидырными накладками. Сведения о местах временного восстановления заносятся в Журнал или Паспорт-карту и хранятся до окончательного восстановления.
4.5.5. Окончательное восстановление заключается в вваривании в рельсовую плеть заранее подготовленного рельса без болтовых отверстий взамен временного. Вваривают рельс электроконтактным способом при помощи машины ПРСМ. Сварка первого стыка осуществляется способом подтягивания, второго - способом предварительного изгиба (приложение 4).
Восстановление плетей сваркой необходимо производить при температуре закрепления плети ±5 °С.
Если восстановление целостности рельсовой плети сваркой выполняется ниже температуры закрепления более чем на 5 °С, то необходимо после сварки привести плети к температуре закрепления в соответствии с п. 4.5 приложения 4.
4.5.6. Постановка накладок на дефектное место и временное восстановление плети должны выполняться под руководством дорожного мастера, а окончательное восстановление сваркой - под руководством старшего дорожного мастера при работе на перегоне или дорожного мастера - при работе на станциях.
4.5.7. Годовые планы работ по восстановлению рельсовых плетей сваркой с указанием мест, сроков выполнения работ и интервалов температур, при которых должна производиться сварка разрабатывает, утверждает и доводит до дистанций пути и рельсосварочных предприятий служба пути дороги.
4.5.8. При восстановлении пути после выброса или сдвига участки рельсовых плетей в месте наибольшего остаточного искривления на длине 25 м должны быть вырезаны и заменены рельсами с соответствующим износом, соединенными с плетями накладками или сваренными с ними.
4.6. РАЗРЯДКА ТЕМПЕРАТУРНЫХ НАПРЯЖЕНИЙ В РЕЛЬСОВЫХ ПЛЕТЯХ
4.6.1. Содержание бесстыкового пути должно предусматриваться без сезонной разрядки напряжений. Разрядка напряжений должна рассматриваться как исключительная работа и выполняться в следующих случаях:
при перезакреплении плетей на постоянный режим эксплуатации после их закрепления во время укладки при температуре, отличающейся от оптимальной, или, в необходимых случаях, перед сваркой в длинные плети эксплуатируемых плетей;
при неотложной необходимости ремонтных работ на пути при температуре выше допускаемой, в том числе при исправлении образовавшегося в пути резкого угла в плане (см. п. 4.1.2);
после окончательного восстановления целостности рельсовой плети, если ее сваривали за пределами расчетного температурного интервала и т.д.
4.6.2. Для полного снятия напряжений плети после освобождения от закрепления на шпалах и в стыках должны быть поставлены на катучие роликовые опоры или на скользящие пары пластин, отмеченные в п. 4.2.4, устанавливаемые на каждой 15-й шпале.
Ролики должны быть диаметром 20-22 мм. В местах их установки подрельсовые прокладки должны быть временно сняты. Конструкция роликов должна обеспечивать безопасность и быстроту их установки и снятия, а также перпендикулярность положения к оси рельса.
Инвентарные парные пластины с малым коэффициентом трения (скользящие пары) общей толщиной 8-10 мм не требуют удаления основных подрельсовых прокладок.
При установке плетей на ролики работы по разрядке напряжений выполняются в "окно". При установке плетей на пары пластин разрядка выполняется без перерыва движения поездов с ограничением их скорости до 25 км/ч.
Для лучшего выравнивания напряжений, остающихся в рельсах после вывешивания на ролики или установки на скользящие пары, необходимо дополнительно встряхнуть плети ударными приборами.
Качество разрядки проверяют по продольным перемещениям концов и контрольных сечений плети относительно "маячных" шпал и нанесенных между ними через 50 м дополнительных рисок. Качественная разрядка обеспечивается при совпадении расчетных рисок на рельсах с боковыми гранями подкладок.
4.6.3. Перед началом освобождения рельсовой плети должна быть обеспечена возможность свободного перемещения ее концов, для чего необходимо при ожидаемом удлинении плетей снять или сдвинуть примыкающие к концам плети уравнительные рельсы, а при ожидаемом укорочении рельсовых плетей снять накладки. Освобождают плети от закрепления на шпалах, начиная от концов к середине.
Изменения длины плетей после полного удлинения или укорочения компенсируют соответствующей заменой уравнительных рельсов так, чтобы после закрепления рельсовых плетей на постоянный режим эксплуатации в уравнительных пролетах оставались рельсы длиной по 12,50 м.
4.6.4. При ожидаемом удлинении плетей разрядка начинается с замены уравнительных рельсов на рельсы необходимой, заранее рассчитанной длины. Концы вновь уложенных уравнительных рельсов соединяют типовыми накладками, а уравнительные рельсы с плетями - типовыми инвентарными накладками с удлиненными болтовыми отверстиями. (Для пропуска поезда в зазор стыка плети с уравнительным рельсом вставляют вкладыш, инвентарные накладки стягивают на конце одного рельса двумя болтами, в месте расположения вкладыша - одним болтом и на конце другого рельса - одним болтом.)
После замены уравнительных рельсов плети освобождают от закрепления. Гайки нужно отвинчивать на всей длине плети или участка, требующих разрядки, так, чтобы обеспечить возможность укладки под рельсы роликов или скользящих пар и в то же время не допустить выхода подошвы рельса из реборд подкладок.
При ожидаемом укорочении плетей разрядка температурных напряжений начинается с освобождения плетей от закрепления (со стороны заменяемых уравнительных рельсов). Замена уравнительных рельсов производится после полного укорочения плетей.
4.6.5. Если при выполнении неотложной разрядки напряжений или при смене дефектного уравнительного рельса в стыках отсутствуют зазоры, то необходимо создать зазор искусственно в соответствии с технологией, приведенной в приложении 4.
4.6.6. Во время разрядки напряжений в рельсовых плетях необходимо попутно выполнять профилактические работы, относящиеся к текущему содержанию пути: до ослабления гаек смазывать резьбу болтов, перед завинчиванием гаек заменять изношенные и выправлять сместившиеся подрельсовые и нашпальные прокладки, заменять дефектные гайки, болты, шайбы, подкладки.
4.6.7. Сразу же после окончания разрядки напряжений рельсовая плеть должна быть снова закреплена. Для более точного фиксирования температуры необходимо закреплять рельсовую плеть как можно быстрее. Для этого плеть сначала закрепляют на каждой пятой шпале, затем на остальных шпалах подряд.
Закрепление рельсовых плетей выполняется порядком, изложенным в п. 3.4.1.
4.6.8. На время разрядки температурных напряжений в зависимости от организации работ участок должен быть огражден сигналами в соответствии с Инструкцией по обеспечению безопасности движения поездов при производстве путевых работ.
На время разрядки с помощью скользящих пар на поезда должны выдаваться предупреждения о снижении скорости движения до 25 км/ч, на мостах и в тоннелях - до 15 км/ч. При этом клеммы не снимаются.
Работами по разрядке напряжений должен руководить работник по должности не ниже дорожного мастера.
4.6.9. В длинных плетях возможна лишь регулировка напряжений. В исключительных случаях, при необходимости выполнения работы, требующей полного снятия напряжений, длинные плети следует разрезать на короткие и разрядить их. После проведения необходимой работы надо восстановить оптимальную температуру закрепления плетей и сварить их в длинные плети в соответствии с п. 2.5.5.
4.6.10. О результатах разрядки температурных напряжений в рельсовых плетях делается запись в Журнале или Паспорте-карте.
4.7. ПРИНУДИТЕЛЬНЫЙ ВВОД ПЛЕТЕЙ В ОПТИМАЛЬНУЮ ТЕМПЕРАТУРУ ЗАКРЕПЛЕНИЯ
4.7.1. В случаях необходимости укладки рельсовых плетей при температуре рельсов ниже оптимальной, следует прибегнуть к способу принудительного ввода их в оптимальную температуру закрепления. Такой же способ применяется и перед сваркой эксплуатируемых плетей, ранее уложенных и закрепленных при температуре ниже оптимальной.
Если укладка плетей производилась при температуре выше оптимальной, то с наступлением оптимальной температуры производится разрядка температурных напряжений в соответствии с п. 4.6.
4.7.2. Принудительный ввод плетей в оптимальную температуру выполняется с использованием гидравлических натяжных устройств (ГНУ) или нагревательных установок и обязательным вывешиванием их на роликовые опоры или пластины в соответствии с п. 4.6.2.
4.7.3. Перед началом работ с использованием ГНУ должны быть выполнены расчеты по определению изменения длины плети DL и прилагаемого растягивающего усилия N, необходимого для удлинения плети (или полуплети). Они утверждаются главным инженером или начальником путевой машинной станции или дистанции пути.
Удлинение плети, мм, определяется по формуле:
![]() ,
,
где a - коэффициент температурного расширения рельсовой стали, равный 0,0000118; L - длина плети, мм; Dt - перепад между температурой первоначального закрепления или температурой рельсовых плетей при укладке и планируемой температурой закрепления.
При длинах плетей до 1250 м производится растяжение сразу всей плети. При больших длинах плетей или при наличии в пределах участка работ кривых, тем более S-образных, принудительный ввод их в оптимальную температуру производится полуплетями.
Необходимые усилия для создания расчетных удлинений в плетях Nt определяются из условия:
![]() ,
,
где Е - модуль упругости рельсовой стали (Е = 2,1×105 МПа); F- площадь поперечного сечения рельса, см2.
4.7.4. Для обеспечения неподвижности уравнительных рельсов с обеих сторон от удлиняемой плети должны находиться анкерные участки. Рельсовые стыки, расположенные в пределах анкерных участков и прилегающие к ним, должны обеспечивать нормативное стыковое сопротивление продольному перемещению рельсов RH = 400 кН (для рельсов типа Р65), что достигается затяжкой гаек стыковых болтов с крутящим моментом, равным 600 Н×м, а гайки клеммных болтов должны быть затянуты с крутящим моментом 150 - 200 Н×м.
4.7.5. Длина анкерного участка, м, определяется по формуле:
![]() ,
,
где r - погонное сопротивление рельсов (при замерзшем балласте принимается r = 25 кН/м) или шпал (при незамерзшем балласте r = 7 кН/м - при неуплотненном балласте и r = 12 кН/м - при уплотненном) продольному перемещению в пределах анкерного участка.
4.7.6. Для контроля равномерности удлинения плети на подошву рельса в створе с краем подкладки через каждые 50 м наносят риски, расчетное перемещение которых:
![]() ,
,
где а - расстояние от неподвижного конца плети до i-й риски (50, 100, 150 м и т.д.).
Работы по принудительному вводу плетей в оптимальную температуру выполняются в соответствии с Правилами и технологией выполнения основных работ при текущем содержании пути.
4.7.7. Закрепление плетей производится после полного их удлинения, совпадения всех промежуточных расчетных рисок с контрольными и снятия на каждой 15-й шпале роликов или пластин.
Если на отдельных участках расчетные риски не совпадают с контрольными более чем на 5 мм, в пределах этих участков на плети дополнительно воздействуют ударными приборами.
4.7.8. Плеть закрепляют от ее неподвижного конца к подвижному. Для более точного и быстрого фиксирования температуры закрепление плетей осуществляется на протяжении Nt/r подвижного конца плети - на каждой шпале и на каждой пятой шпале - на остальном протяжении, после чего снимают ГНУ, собирают стыки и открывают движение поездов со скоростью 25 км/ч. Затем плети закрепляют на остальных шпалах и отменяют предупреждение об уменьшении скорости движения поездов.
4.7.9. Нагревательные установки применяют при удлинении плетей длиной не более 1000 м с вывешиванием на пластины. В этом случае нагрев осуществляется в одном направлении от неподвижного конца к подвижному с обязательным устройством на неподвижном конце анкерного участка. При длинах плетей более 1000 м нагрев осуществляется полуплетями от середины к концам плетей.
Закрепление плетей при нагреве производится вслед за проходом нагревательной установки при совпадении расчетных рисок на плети с контрольными на подкладках (через 50 м).
4.7.10. Работы по вводу плетей в оптимальную температуру, с использованием натяжных устройств и нагревательных установок должны быть занесены в Журнал или Паспорт-карту с указанием даты проведения работ, температуры рельсовых плетей в момент производства работы, расчетных и фактических удлинений плетей (полуплетей) и полученной при этом их температуры закрепления в зависимости от фактического удлинения.
5. СВАРКА ПЛЕТЕЙ СО СТРЕЛОЧНЫМИ ПЕРЕВОДАМИ
5.1. При укладке на путях 1-2-го классов и внеклассных стрелочных переводов на железобетонных брусьях рельсовые стыки в пределах этих переводов должны быть, как правило, сварены, а изолирующие стыки в пределах переводной кривой должны иметь утвержденную конструкцию.
Следует стремиться к сварке переводов с примыкающими к ним рельсовыми плетями бесстыкового пути.
5.2. Технические условия и технологии сварки рельсов в пределах стрелочных переводов, сварки их с примыкающими плетями, конструкция пути на подходах к крестовинам с подвижным сердечником и конструкция изолирующих стыков в таких переводах должны быть утверждены ЦП МПС.
6. ОСОБЕННОСТИ КОНСТРУКЦИИ, УКЛАДКИ И СОДЕРЖАНИЯ БЕССТЫКОВОГО ПУТИ В СУРОВЫХ КЛИМАТИЧЕСКИХ УСЛОВИЯХ СЕВЕРА, СИБИРИ И ДАЛЬНЕГО ВОСТОКА
6.1. ОБЩИЕ ПОЛОЖЕНИЯ
6.1.1. Регионы Севера, Сибири и Дальнего Востока относятся к участкам с высокими годовыми амплитудами температур рельсов, которые на отдельных участках могут достигать 120 °С. Причем отношение среднесезонных значений максимальных летних и минимальных зимних значений температур воздуха к их абсолютным экстремальным значениям составляет соответственно 0,82-0,92 и 0,85-0,92, тогда как для Европейской части России они находятся на уровне 0,8 и 0,6-0,7.
К особенностям этих регионов относятся также длительное "стояние" температур, близких к экстремальным значениям (до месяца и более), и большие суточные перепады температур рельсов, достигающие 40-55 °С.
Эти регионы (СНиП 2.01.01-82) включают: Алтайский край, Бурятию, Коми, Красноярский край, Амурскую, Иркутскую, Кемеровскую, Курганскую, Новосибирскую, Омскую, Свердловскую, Томскую, Тюменскую и Читинскую области, Туву, Якутию.
Отмеченные особенности требуют дополнительных мер, обеспечивающих надежную работу бесстыкового пути.
В районах с годовыми перепадами температур рельсов более 112 °С укладка бесстыкового пути производится по согласованию с ЦП МПС.
6.2. ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ БЕССТЫКОВОГО ПУТИ
6.2.1. Рельсовые плети бесстыкового пути свариваются на РСП из новых термически упрочненных рельсов Р65 длиной 25 м, изготовленных в соответствии с требованиями Технических условий "Рельсы железнодорожные типа Р65 низкотемпературной надежности". Допускается, по согласованию с ЦП МПС, использовать для сварки рельсовых плетей термически упрочненные рельсы по п. 2.5.1.
6.2.2. Уравнительные рельсы друг с другом и с концами плетей должны соединяться шестидырными накладками, стягиваемыми полным комплектом высокопрочных болтов с крутящим моментом не менее 1100 Н×м. До поступления высокопрочных болтов разрешается применять обычные.
6.2.3. В регионах с годовыми амплитудами температур рельсов более 112 °С при укладке бесстыкового пути вне зависимости от плана линии железобетонные шпалы укладываются по эпюре 2000 шт./км.
6.2.4. Скрепления должны применяться с нашпальными и подрельсовыми прокладками, изготовленными из морозостойких материалов, обеспечивающих их работу при температуре до -65 °С.
6.3. ОСОБЕННОСТИ УКЛАДКИ И СОДЕРЖАНИЯ БЕССТЫКОВОГО ПУТИ
6.3.1. Укладке плетей бесстыкового пути должен предшествовать усиленный капитальный ремонт пути, выполняемый в соответствии с требованиями Технических условий на работы по ремонту и планово-предупредительной выправке пути.
6.3.2. Сварка вывезенных на перегон коротких плетей в длинные должна производиться, как правило, в одно "окно" с их укладкой или до укладки.
6.3.3. На период действия низких температур воздуха на участках бесстыкового пути должен производиться дополнительный дефектоскопный контроль рельсовых плетей, а также контроль состояния рельсовых стыков в соответствии с графиком, утвержденным начальником дистанции пути. Особое внимание при дефектоскопном контроле следует обращать на состояние сварных стыков.
При температурах ниже -30 °С контроль осуществляется магнитными дефектоскопами. При контроле состояния стыков необходимо измерять стыковые зазоры. Если величины их близки к максимальным и ожидается дальнейшее понижение температуры, необходимо заменить уравнительные рельсы, примыкающие к концам плетей, на удлиненные и затянуть гайки клеммных и стыковых болтов. С наступлением положительных температур удлиненные уравнительные рельсы должны быть заменены на рельсы длиной 12,5 м.
6.3.4. На участках с глубиной смятия в зоне сварного стыка от 1 до 2 мм скорость движения поездов в зимний период должна быть ограничена: пассажирских поездов - до 100 км/ч, грузовых - до 70 км/ч; с глубиной смятия от 2 до 3 мм - до 60 км/ч, а при глубине смятия более 3 мм сварной стык должен быть вырезан, а вместо него вварен новый рельс. До вырезки сварного стыка скорость движения поездов должна быть ограничена до 40 км/ч.
7. БЕССТЫКОВОЙ ПУТЬ ИЗ СТАРОГОДНЫХ МАТЕРИАЛОВ
7.1. ОБЩИЕ ТРЕБОВАНИЯ
7.1.1. На путях 3-5-го классов для замены верхнего строения на более мощное или менее изношенное следует укладывать рельсошпальную решетку, собранную либо полностью из старогодных материалов, либо в сочетании старогодных материалов с новыми.
7.1.2. Сферы повторного применения рельсошпальной решетки с рельсами типа Р65 и железобетонными шпалами определяют в соответствии с Техническими условиями на работы по ремонту и планово-предупредительной выправке пути. Старогодные материалы верхнего строения пути, снимаемые с путей и повторно используемые для укладки в путь, должны соответствовать Техническим условиям "Рельсы железнодорожные старогодные отремонтированные сварные", Техническим указаниям на переборку и применение старогодной путевой решетки на железобетонных шпалах и настоящим ТУ.
7.1.3. Снимаемая с пути старогодная рельсошпальная решетка должна доставляться на производственную базу и разбираться с сортировкой материалов верхнего строения на годные к укладке (по группам годности), требующие ремонта, негодные к укладке.
7.2. ТРЕБОВАНИЯ К РЕЛЬСАМ И РЕЛЬСОВЫМ ПЛЕТЯМ
7.2.1. Требования к старогодным повторно укладываемым рельсовым плетям и старогодным рельсам для сварки плетей, а также сферы их применения должны соответствовать Техническим условиям "Рельсы железнодорожные старогодные отремонтированные сварные" и Указаниям об использовании старогодных рельсов на железных дорогах МПС России.
7.2.2. Рельсовые плети, предназначенные к укладке в пути 3-го класса, а также в главные пути 4-го класса шлифуются в пути рельсошлифовальным поездом, производящим профильную шлифовку головки рельсов ("Speno" или др.). В остальные пути 4-го и 5-го классов рельсовые плети могут перекладываться без шлифовки.
7.2.3. При формировании плана путевых ремонтных работ на предстоящий год на основании рельсо-шпально-балластных карт службой пути дороги определяются участки, с которых будут сниматься и на которые будут укладываться старогодные рельсовые плети.
7.2.4. На основании представленных дистанцией пути характеристик старогодных плетей, планируемых к перекладке, предварительно определяют их ориентировочную группу годности, потребность и объем шлифования и ремонта, а также классы линий, на которых могут использоваться плети после соответствующего ремонта.
7.2.5. Если в процессе эксплуатации плети имели изломы по рисунку 69 или при дефектоскопировании и осмотре подошвы рельсов при снятии рельсовой плети выявляются места возможного зарождения этих дефектов, то плети могут перекладываться только в пути 5-го класса.
7.2.6. При обнаружении в плети дефектов, требующих вырезки и последующего восстановления сваркой, а также при наличии в ней мест, не восстановленных сваркой, если общее число их в плети длиной 600-800 м более пяти, длиной 400-599 м - трех, длиной менее 400 м - двух, то такая плеть, как правило, повторно не перекладывается, а разрезается на рельсы длиной 25 м, которые после ремонта могут быть использованы для повторного применения в соответствии с действующими нормами.
По рельсовым плетям, подлежащим перекладке, рельсошлифовальный поезд пропускается в течение года до их снятия или в течение шести месяцев после их укладки на место повторной эксплуатации.
7.2.7. Осмотр, маркировка и подготовка старогодных рельсовых плетей для повторного использования производятся в соответствии с Указаниями по использованию старогодных рельсов на железных дорогах МПС России с последующим заполнением дефектной ведомости (форма 7.1).
|
ДЕФЕКТНАЯ ВЕДОМОСТЬ РЕЗУЛЬТАТОВ ОСМОТРА СТАРОГОДНЫХ РЕЛЬСОВЫХ ПЛЕТЕЙ |
||
|
Плеть № ___________________________________ Участка ___________________________________ Начало плети: ______________________________ Конец плети: _______________________________ |
На перегоне________________________________ Номер пути, номер километра, номер пикета правая или левая нитка_______________________ Начало бокового износа______________________ Конец бокового износа _______________________ |
|
|
Общая характеристика плети: |
||
|
|
1. Длина плети, м____________________________________ 2. Пропущенный тоннаж, млн. т брутто__________________ 3. Тип рельсов и вид их термообработки_________________ 4. Марка завода и год прокатки_________________________ |
|
|
№ п/п |
Кодовое обозначение дефекта |
Характеристика дефектов |
Предложение по устранению дефектов и использованию плетей |
|||||
|
Количество дефектов, шт. |
Место дефекта относительно начала плети, м |
Параметры дефекта, мм |
Максимальный износ плети, мм |
|||||
|
длина |
глубина |
вертикальный |
боковой |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
7.2.8. В уравнительных пролетах путей 1-2-го классов должны укладываться новые, 3-4-го классов - как правило, отремонтированные старогодные рельсы типа, группы годности и вида закалки, соответствующие плетям. Как исключение, допускается укладка рельсов, имеющих более высокую группу годности. Несовпадение стыкуемых концов рельсов не должно превышать по высоте и ширине головки 1 мм.
7.3. ТРЕБОВАНИЯ К ПРОМЕЖУТОЧНЫМ РЕЛЬСОВЫМ СКРЕПЛЕНИЯМ, ШПАЛАМ И ИНВЕНТАРНЫМ РЕЛЬСАМ
7.3.1. Промежуточные рельсовые скрепления и железобетонные шпалы для повторной укладки должны соответствовать требованиям, приведенным в Технических указаниях на переборку и применение старогодной путевой решетки на железобетонных шпалах.
7.3.2. Инвентарные рельсы для укладки старогодной шпальной решетки должны соответствовать Техническим условиям на работы по ремонту и планово-предупредительной выправке пути.
8. ПЕРЕКЛАДКА ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ В КРИВЫХ УЧАСТКАХ
8.1. ОБЩИЕ ПОЛОЖЕНИЯ
8.1.1. В качестве основных критериев, определяющих возможность перекладки рельсовых плетей в кривых, где наблюдается интенсивный боковой износ головки рельса, являются: величина бокового износа, его интенсивность и состояние рельсовых плетей по наружной и внутренней нитям.
8.1.2. Решение о перекладке плетей принимается комиссией в составе главного инженера дистанции пути, старшего или дорожного мастера и мастера дефектоскопии по результатам замеров износа, определения его интенсивности и оценке технического состояния рельсовых плетей.
8.2. ТРЕБОВАНИЯ К ПЕРЕКЛАДЫВАЕМЫМ ПЛЕТЯМ
8.2.1. Перекладка рельсовых плетей с переменой рабочего канта в кривых участках пути с интенсивным боковым износом разрешается, если боковой износ не превышает 15 мм. Допускается перекладывать плети, у которых в отдельных местах боковой износ не превышает 18 мм, а его интенсивность по наружной рельсовой плети не ниже значений, приведенных в табл. 8.1.
Таблица 8.1. Оптимальная интенсивность бокового износа головки рельса gопт, при которой (или при gфакт > gопт) не возникают внутренние продольные трещины
|
Интенсивность бокового износа головки рельса мм/млн. т брутто |
|
|
300-100 |
0,05 |
|
401-500 |
0,04 |
|
501 и более |
0,03 |
8.2.2. При необходимости замена рельсовых плетей наружных нитей кривых может производиться также плетями с прямых участков пути, сваренными из термически упрочненных рельсов. Рабочая грань рельсовой плети, снятой с прямой, не меняется.
8.2.3. Перемена рабочего канта при укладке в наружные нити кривых разрешается только для рельсовых плетей, снятых с внутренних нитей.
При стыковании без сварки переложенных плетей с лежащими в пути рельсами, вертикальные и горизонтальные ступеньки по рабочему канту не должны превышать 1 мм на путях 1-3-го классов и 2 мм - 4-5-го классов. При сварке переложенной плети с лежащими в пути плетями, несовпадение концов их в месте сварки не должно превышать: по высоте - 1 мм и по ширине головки - 2 мм. При этом возможно шлифовкой удалить ступеньки более указанных величин.
8.2.4. Перед перекладкой плетей производится оценка их состояния, которая включает визуальный осмотр, замеры параметров внешних дефектов, дефектоскопирование плетей. Результаты осмотров, замеров и дефектоскопирования заносятся в дефектную ведомость (см. форму 7.1), которая хранится у мастера по дефектоскопии.
8.2.5. При осмотре перекладываемых плетей измеряется боковой и вертикальный износ головки рельсов (через 10-15 м в местах наибольшего износа), определяются параметры других внешних дефектов и расстояние их от начала плети, назначаются границы перекладки плети.
8.2.6. Места начала и конца перекладки рельсовой плети определяются сечениями по упорной нити, в которых боковой износ головки рельса не превышает 1-2 мм.
8.2.7. Проверка рельсовых плетей дефектоскопами (магнитными и ультразвуковыми) производится за две недели до снятия и непосредственно перед снятием плетей.
Особое внимание при этом должно быть обращено на состояние сварных рельсовых стыков, а также на дефект 69, возникающий вследствие коррозии подошвы рельсовой плети. При выявлении опасных дефектов, перекладка плетей производится после их устранения.
Если в процессе эксплуатации в плети имели место один или несколько изломов по дефекту 69 или этот дефект обнаруживается при дефектоскопировании и осмотре подошвы плети, то такие плети исключаются из перекладки и должны заменяться в плановом порядке.
8.2.8. Не допускаются к перекладке с переменой рабочего канта рельсовые плети, у которых боковой износ головки на большей их части достигает 18 мм, с выколами металла на нижней кромке изношенной боковой грани головки рельса и при отсутствии нижней прямолинейной неизношенной боковой рабочей грани (сплыв металла в подголовочную часть рабочей грани).
Если дефекты находятся на концевых участках плетей (не дальше 12,5 м от конца плети), то при перекладке концы плетей с дефектами отрезаются, а вместо них привариваются термоупрочненные рельсы, подобранные по величинам бокового и вертикального износа.
8.2.9. Не допускаются к укладке в наружные нити кривых рельсовые плети с невырезанными дефектами, по которым рельсы относят в разряд дефектных, или с вырезанными дефектами, но не восстановленные сваркой, а также с наплывами металла на боковую (будущую рабочую) грань свыше 2 мм, если эти наплывы перед укладкой не сошлифованы.
8.3. ТЕХНОЛОГИЯ ПЕРЕКЛАДКИ
8.3.1. Перекладка рельсовых плетей бесстыкового пути выполняется согласно технологическому процессу, утвержденному ЦП МПС.
8.3.2. Перекладка рельсовых плетей с внутренней нити кривых в наружные и наоборот производится в один этап, а замена плетей наружных нитей кривых на плети с прямых участков пути в несколько этапов.
8.3.3. Особенностью перекладки является то, что длины перекладываемых плетей по наружной и внутренней нитям различны. Поэтому при выполнении работ происходит постоянное смещение конца переложенной с внутренней нити на наружную по направлению перекладки, а конец плети переложенной с наружной нити на внутреннюю, перемещается в направлении, противоположном направлению перекладки.
В связи с этим в конце перекладки стыкование плетей по внутренней нити производится после обрезки необходимого куска рельса. По наружной нити стыкование конца переложенной плети с концом лежащей в пути плети или уравнительным рельсом производится с помощью дополнительного рельса длиной 12,5 м и накладок. Для сварки концов плетей по наружной нити должна применяться заранее подготовленная рельсовая вставка, свариваемая с концами плетей.
8.3.4. Обрезку рельсовых плетей под сварку выполняют пилами и отрезными абразивными кругами. Отделочную обрезку концов рельсовых плетей производят только пилами. В болтовых отверстиях на концах плетей делают фаски с помощью шарового абразива или специального станка, которым можно выполнять снятие фаски и упрочнение металла в отверстиях.
8.3.5. При отсутствии индукционной установки закалку головки рельсовых плетей в зоне стыков, свариваемых после перекладки плетей, выполняют с тепла сварки в соответствии с Техническими условиями "Рельсы железнодорожные отремонтированные сварные" (приложение Л "Режимы закалки головки сварных стыков с тепла сварки воздушно-водяной смесью").
8.3.6. Перекладка плетей и их сварка (при необходимости) с плетями, лежащими в пути, производится при температуре, равной температуре закрепления плети ±5 °С. При перекладке плетей ниже разрешенного температурного интервала в дальнейшем принимаются меры по введению плетей в необходимый температурно-напряженный режим в соответствии с п. 4.7. После перекладки производится профильная шлифовка головок рельсов по соответствующим ремонтным профилям.
8.3.7. На участках с переложенными рельсовыми плетями вводится дополнительный контроль, включающий проверку рельсов как минимум один раз в месяц ультразвуковыми дефектоскопами со схемой установки передних по ходу тележки резонаторов с разворотом в сторону нерабочей грани согласно руководству по эксплуатации ультразвукового дефектоскопа.
8.4. МАРКИРОВКА И УЧЕТ ПЕРЕКЛАДЫВАЕМЫХ ПЛЕТЕЙ
8.4.1. Маркировка и учет перекладываемых рельсовых плетей производятся так же, как и одиночных рельсов.
8.4.2. В Журнал заносятся дата, температура перекладки и длина перекладываемой части или всей плети, а также температура при ее сварке.
ПРИЛОЖЕНИЕ 1
ТЕРМИНЫ, ПРИМЕНЯЕМЫЕ В ТУ-2000
|
Термин |
Содержание |
Обозначения в формулах или телеграммах |
|
Бесстыковой путь |
Железнодорожный путь, имеющий рельсы столь большой длины, что в них при изменениях температуры возникают продольные силы, пропорциональные этим значениям |
БП |
|
Рельсовая плеть |
Рельс, имеющий длину более стандартной, изготовленный сваркой коротких рельсов |
РП |
|
Короткая рельсовая плеть |
Плеть длиной 800 м и менее |
КРП |
|
Длинная рельсовая плеть |
Плеть длиной более 800 м, в том числе равной длине блок-участка, перегона, или неограниченной длины |
ДРП |
|
Уравнительный прибор |
Устройство для соединения рельсовых плетей, допускающее непрерывные взаимные продольные перемещения концов плетей при изменениях температуры |
ПУ |
|
Уравнительный пролет |
Пространство между концами стыкуемых рельсовых плетей |
УП |
|
Уравнительные рельсы |
Рельсы, заполняющие уравнительный пролет |
УР |
|
Температура воздуха |
Температура окружающей путь атмосферы, измеряемая на высоте 2 м над поверхностью земли (на метеостанциях и в других местах) |
tв |
|
Температура рельсов |
Температура рельсовых плетей в процессе их изготовления, укладки и эксплуатации, измеряемая непосредственно на рельсах (в летнее время обычно выше температуры воздуха) |
tp |
|
Расчетная минимальная температура |
Наименьшая температура рельсов, возможная в данном географическом пункте. Обычно совпадает с наименьшей температурой воздуха |
tmin min |
|
Расчетная максимальная температура |
Наибольшая температура рельсов, возможная в данном географическом пункте. Принимается для открытых участков на 20 °С выше наибольшей температуры воздуха |
tmax max |
|
Расчетная амплитуда температур |
Сумма абсолютных значений расчетных максимальной и минимальной температур рельсов в данном пункте |
TA |
|
Температура закрепления плети |
Температура рельсовой плети, при которой она была закреплена на шпалах |
tз |
|
Расчетный интервал температур закрепления |
Диапазон температур, при закреплении в котором рельсовых плетей обеспечивается необходимая устойчивость пути при повышении температуры и целостность плетей при ее понижении |
[D t з] |
|
Оптимальная температура |
Температура с установленными допусками, при которой обеспечивается не только прочность рельсов, рельсовых стыков и устойчивость пути, но и создаются наиболее благоприятные условия для проведения текущих и ремонтных работ |
Dt опт |
|
Принудительный ввод плетей в оптимальную температуру закрепления |
Удлинение плети нагревательным или механическим растягивающим устройством на величину, соответствующую поднятию температуры до оптимального уровня |
ПВП |
|
Изменения температуры |
Степень нагрева или охлаждения рельсовых плетей по сравнению с температурой закрепления |
±Dt |
|
Критическое повышение температуры |
Наибольшее повышение температуры, по сравнению с температурой закрепления, после которого бесстыковой путь теряет устойчивость |
Dt к |
|
Допустимое повышение температуры |
Нормативное значение наибольшего повышения температуры рельсов по сравнению с температурой закрепления, при котором обеспечивается необходимый запас устойчивости бесстыкового пути против выброса |
[Dtc] |
|
Допустимое понижение температуры |
Нормативное значение наибольшего понижения температуры рельсов по сравнению с температурой закрепления, при котором обеспечивается необходимый запас прочности на растяжение подошвы рельса при совместном действии температурных и поездных нагрузок |
[Dt р] |
|
Температурная сила |
Продольная сила, возникающая и действующая в рельсовой плети при изменениях температуры по сравнению с температурой закрепления |
±Nt |
|
Температурное напряжение |
Температурная сила, отнесенная к единице площади поперечного сечения рельса |
±st |
|
Допускаемая температурная сила |
Наибольшее значение продольной силы в рельсовых плетях, при котором обеспечивается (с необходимыми запасами) устойчивость пути, прочность рельсов и стыковых болтов |
[Nt] |
|
Допускаемое температурное напряжение |
Наибольшее значение температурного напряжения, которое может быть допущено в бесстыковом пути с учетом действия поездных нагрузок и необходимого запаса прочности рельсов |
[st] |
|
Продольные температурные деформации пути |
Перемещения отдельных сечений или всей рельсовой плети по скреплениям или (вместе со шпалами) по балласту вдоль оси пути при изменениях температуры |
±Dlt |
|
Угон плети |
Остаточные перемещения отдельных сечений плети вдоль оси пути, накапливающиеся при проходе поездов в случае слабого ее закрепления |
Dlу |
|
Выброс пути |
Резкое нарушение продольной устойчивости бесстыкового пути в виде одно- или многоволнового горизонтального или вертикального искривления путевой решетки под действием сжимающих продольных сил [температурных и (или) угона] |
- |
|
Сдвиг пути |
Резкое нарушение продольной устойчивости бесстыкового пути под действием боковых сил поезда и поперечных составляющих температурных сил |
- |
|
Стрела искривления |
Наибольшее поперечное отклонение изогнутой оси пути от ее положения до "выброса" |
f |
|
"Маячная" шпала |
Специально обустроенная шпала, используемая для контроля продольных подвижек рельсовой плети |
МШ |
|
Инвентарные рельсы |
Многократно используемые короткие (12,5 - 25,0 м) одиночные рельсы, на которых собирается и укладывается в путь рельсошпальная решетка; впоследствии заменяются плетями бесстыкового пути |
- |
|
Разрядка температурных напряжений |
Процесс освобождения плети от температурных напряжений (при перезакреплении плетей на постоянный режим эксплуатации, при подготовке к ремонтным работам в жаркое время и т.д.) |
- |
|
Регулировка напряжений |
Процесс перераспределения напряжений на ограниченном протяжении плети |
- |
|
Дышащий конец плети |
Концевой участок плети длиной, как правило, до 60 м, в котором реализуются продольные перемещения, обусловленные сезонными и суточными перепадами температур |
- |
ПРИЛОЖЕНИЕ 2
МЕТОДИКА РАСЧЕТА УСЛОВИЙ УКЛАДКИ БЕССТЫКОВОГО ПУТИ
П.2.1. Расчет повышений и понижений температуры рельсовых плетей, допустимых по условиям их прочности и устойчивости
Возможность укладки бесстыкового пути в конкретных условиях устанавливается сравнением допускаемой температурной амплитуды [T] для данных условий с фактически наблюдавшейся в данной местности амплитудой колебаний температуры Tа.
Если Tа < [T], то бесстыковой путь можно укладывать.
Значение Tа определяется как алгебраическая разность наивысшей tmax max и наинизшей tmin min температур рельса, наблюдавшихся в данной местности (при этом учитывается, что наибольшая температура рельса на открытых участках превышает на 20 °С наибольшую температуру воздуха):
![]() .
.
Расчетные максимальные и минимальные температуры рельсов в различных пунктах железнодорожной сети приведены в приложении 3.
Амплитуда допускаемых изменений температур рельсов:
![]() ,
,
где [Dtу] - допускаемое повышение температуры рельсов по сравнению с температурой их закрепления, определяемое устойчивостью пути против выброса при действии сжимающих продольных сил; [Dtр] - допускаемое понижение температуры рельсовых плетей по сравнению с температурой закрепления, определяемое их прочностью при действии растягивающих продольных сил; [Dtз] - минимальный интервал температур, в котором окончательно закрепляются плети; по условиям производства работ для расчетов он обычно принимается равным 10 °С, но при необходимости его можно уменьшить до 5 °С, если предусматривать закрепление плетей осенью, в пасмурную погоду, в ранние утренние или вечерние часы, когда температура рельсов в процессе закрепления изменяется медленно, или когда плети планируется вводить в расчетный интервал температур с применением принудительных средств (растягивающие приборы, нагревательные установки).
П.2.1.1. Допускаемое повышение температуры рельсовых плетей [Dtу] устанавливается на основании теоретических и экспериментальных исследований устойчивости пути. Данные для уложенных вновь или переложенных повторно с переборкой рельсошпальной решетки рельсовых плетей при различных конструкциях верхнего строения пути приведены в табл. П.2.1.
П.2.1.2. Допускаемое понижение температуры рельсовых плетей определяют расчетом прочности рельсов, основанным на условии, что сумма растягивающих напряжений, возникающих от воздействия подвижного состава и от изменений температуры, не должна превышать допускаемое напряжение материала рельсов:
![]() ,
,
где кп - коэффициент запаса прочности (кп = 1,3 для рельсов первого срока службы и старогодных рельсовых плетей, прошедших диагностирование и ремонт в стационарных условиях или профильное шлифование и диагностирование в пути; кп = 1,4 для рельсов, пропустивших нормативный тоннаж или переложенных без шлифования); sк - напряжения в кромках подошвы рельса от изгиба и кручения под нагрузкой от колес подвижного состава, МПа; st - напряжения в поперечном сечении рельса от действия растягивающих температурных сил, возникающих при понижении температуры рельса по сравнению с его температурой при закреплении, МПа; [s]-допускаемое напряжение (для термоупрочненных рельсов [s] - 400 МПа, для незакаленных - 350 МПа).
Таблица П.2.1. Допускаемые повышения температур рельсовых плетей
|
Эпюра шпал |
Повышение температуры рельсовой плети [Dtу], °С, допускаемое по условию устойчивости пути |
|||||||||
|
В прямом участке |
в кривых радиусом, м |
|||||||||
|
2000 |
1200 |
1000 |
800 |
600 |
500 |
400 |
350 |
|||
|
Со щебнем из скальных пород |
||||||||||
|
Р75 |
2000 |
58 |
53 |
51 |
49 |
47 |
45 |
42 |
39 |
36 |
|
1840 |
54 |
50 |
47 |
46 |
44 |
41 |
39 |
36 |
33 |
|
|
1600 |
47 |
43 |
41 |
40 |
38 |
36 |
34 |
- |
- |
|
|
Р65 |
2000 |
58 |
53 |
51 |
49 |
47 |
43 |
41 |
38 |
35 |
|
1840 |
54 |
50 |
47 |
46 |
44 |
41 |
39 |
36 |
33 |
|
|
1600 |
47 |
43 |
41 |
40 |
38 |
36 |
33 |
- |
- |
|
|
Р50 |
2000 |
63 |
58 |
55 |
54 |
51 |
48 |
46 |
43 |
39 |
|
1840 |
57 |
52 |
49 |
48 |
46 |
43 |
41 |
38 |
35 |
|
|
1600 |
50 |
46 |
43 |
42 |
40 |
37 |
36 |
- |
- |
|
|
С асбестовым балластом |
||||||||||
|
Р75 |
2000 |
55 |
52 |
48 |
47 |
45 |
43 |
40 |
37 |
34 |
|
1840 |
51 |
48 |
45 |
44 |
42 |
40 |
36 |
35 |
32 |
|
|
1600 |
46 |
42 |
39 |
37 |
36 |
34 |
31 |
- |
- |
|
|
Р65 |
2000 |
55 |
52 |
48 |
47 |
44 |
42 |
39 |
35 |
32 |
|
1840 |
52 |
48 |
45 |
43 |
41 |
39 |
36 |
32 |
29 |
|
|
1600 |
46 |
42 |
39 |
37 |
36 |
34 |
31 |
- |
- |
|
|
Р50 |
2000 |
60 |
55 |
52 |
51 |
49 |
47 |
43 |
40 |
37 |
|
1840 |
55 |
51 |
48 |
47 |
45 |
44 |
39 |
37 |
34 |
|
|
1600 |
49 |
45 |
42 |
41 |
39 |
37 |
34 |
- |
- |
|
|
Со щебнем из валунов и голым |
||||||||||
|
Р75 |
2000 |
46 |
41 |
38 |
36 |
34 |
30 |
- |
- |
- |
|
Р65 |
1840 |
42 |
38 |
35 |
33 |
31 |
27 |
- |
- |
- |
|
1600 |
36 |
33 |
30 |
29 |
27 |
24 |
- |
- |
- |
|
|
Р50 |
2000 |
52 |
46 |
43 |
41 |
38 |
34 |
- |
- |
- |
|
1840 |
47 |
42 |
39 |
38 |
35 |
31 |
- |
- |
- |
|
|
1600 |
41 |
37 |
34 |
33 |
30 |
27 |
- |
- |
- |
|
|
С гравийным и песчано-гравийным балластом |
||||||||||
|
Р75 |
2000 |
45 |
40 |
36 |
34 |
32 |
27 |
- |
- |
- |
|
Р65 |
1840 |
42 |
37 |
33 |
32 |
29 |
25 |
- |
- |
- |
|
1600 |
36 |
32 |
29 |
28 |
25 |
22 |
- |
- |
- |
|
|
Р50 |
2000 |
49 |
44 |
40 |
38 |
35 |
30 |
- |
- |
- |
|
1840 |
46 |
40 |
36 |
35 |
32 |
27 |
- |
- |
- |
|
|
1600 |
39 |
35 |
32 |
30 |
28 |
24 |
- |
- |
- |
|
Напряжения в подошве рельса sк определяют по правилам расчета верхнего строения пути на прочность. При этом модули упругости подрельсового основания зимой при деревянных шпалах (uдз) принимают равными 40 и 50 МПа; при железобетонных шпалах (uзжб) с резиновыми и резинокордовыми прокладками - 120 и 130 МПа (соответственно при 1840 и 2000 шпал на 1 км).
Температурное напряжение, возникающее в рельсе в связи с несостоявшимся изменением его длины при изменении температуры:
![]() ,
,
где α - коэффициент линейного расширения рельсовой стали (α = 0,0000118 1/град); Е - модуль упругости рельсовой стали (Е = 210 ГПа = 2,1×105 МПа); Dt - разность между температурой, при которой определяется напряжение, и температурой закрепления плети на шпалах, °С.
Наибольшее допускаемое по условию прочности рельса понижение температуры рельсовой плети по сравнению с ее температурой при закреплении:
![]() .
.
В соответствии с указанным порядком расчета определены и приведены в табл. П.2.2 допускаемые по условию прочности понижения [Dtp] температуры рельсовых плетей по сравнению с температурой их закрепления для бесстыкового пути с термоупрочненными рельсами типа Р65 первого срока службы на железобетонных шпалах и щебеночном или асбестовом балласте в зависимости от типа обращающихся локомотивов, реализуемой скорости движения и радиусов кривых.
Таблица П.2.2. Допускаемые понижения температур рельсовых плетей
|
Допускаемое по условию прочности рельсов понижение температуры [Dtр], °С |
||||||||||||||||
|
в прямом участке |
в кривой радиусом, м |
|||||||||||||||
|
2000 |
1200 |
1000 |
800 |
600 |
500 |
400 |
350 |
|||||||||
|
Электровоз ВЛ8 |
||||||||||||||||
|
60 |
101 |
100 |
102 |
102 |
101 |
100 |
99 |
97 |
94 |
|||||||
|
Л80 |
92 |
91 |
94 |
93 |
93 |
91 |
90 |
88 |
85 |
|||||||
|
Электровоз ВЛ10 |
||||||||||||||||
|
60 |
110 |
106 |
107 |
106 |
104 |
102 |
102 |
97 |
95 |
|||||||
|
80 |
103 |
98 |
100 |
99 |
97 |
94 |
92 |
89 |
87 |
|||||||
|
К100 |
96 |
90 |
92 |
91 |
89 |
86 |
84 |
- |
- |
|||||||
|
Электровозы ВЛ10 с люлечным подвешиванием и ВЛ11 |
||||||||||||||||
|
60 |
111 |
107 |
107 |
106 |
104 |
103 |
101 |
100 |
98 |
|||||||
|
80 |
105 |
100 |
100 |
99 |
97 |
95 |
93 |
92 |
90 |
|||||||
|
К100 |
98 |
93 |
93 |
92 |
89 |
87 |
85 |
- |
- |
|||||||
|
Электровозы ВЛ10 у, ВЛ82 м |
||||||||||||||||
|
60 |
107 |
104 |
104 |
103 |
101 |
99 |
97 |
94 |
92 |
|||||||
|
80 |
99 |
96 |
97 |
96 |
94 |
91 |
89 |
86 |
83 |
|||||||
|
К100 |
92 |
88 |
89 |
88 |
85 |
83 |
80 |
- |
- |
|||||||
|
Электровозы ВД22, ВЛ22 м, ВЛ61 д |
||||||||||||||||
|
60 |
106 |
103 |
104 |
103 |
101 |
99 |
97 |
94 |
92 |
|||||||
|
80 |
98 |
93 |
95 |
94 |
92 |
89 |
87 |
84 |
82 |
|||||||
|
Л90 |
94 |
89 |
91 |
89 |
86 |
84 |
82 |
79 |
- |
|||||||
|
Электровоз ВЛ23 |
||||||||||||||||
|
60 |
105 |
104 |
106 |
105 |
105 |
102 |
100 |
95 |
93 |
|||||||
|
80 |
97 |
95 |
98 |
97 |
96 |
93 |
91 |
85 |
82 |
|||||||
|
К100 |
88 |
86 |
89 |
88 |
87 |
84 |
81 |
- |
- |
|||||||
|
Электровоз ВЛ41 |
||||||||||||||||
|
60 |
108 |
105 |
105 |
105 |
102 |
100 |
98 |
96 |
95 |
|||||||
|
70 |
104 |
101 |
102 |
101 |
98 |
96 |
94 |
92 |
90 |
|||||||
|
Электровозы ВЛ60, ВЛ60 к, ВЛ60 п |
||||||||||||||||
|
60 |
109 |
104 |
103 |
102 |
100 |
97 |
93 |
89 |
88 |
|||||||
|
80 |
101 |
96 |
95 |
94 |
92 |
88 |
84 |
79 |
77 |
|||||||
|
К100 |
93 |
87 |
87 |
85 |
83 |
78 |
74 |
- |
- |
|||||||
|
Электровозы ВЛ80, ВЛ80 к, ВЛ82 |
||||||||||||||||
|
60 |
112 |
106 |
106 |
103 |
101 |
99 |
98 |
98 |
98 |
|||||||
|
80 |
104 |
98 |
98 |
95 |
93 |
91 |
90 |
90 |
89 |
|||||||
|
100 |
96 |
90 |
90 |
87 |
85 |
83 |
82 |
- |
- |
|||||||
|
К110 |
93 |
86 |
86 |
83 |
81 |
79 |
- |
- |
- |
|||||||
|
Электровозы ВЛ80 т, ВЛ80 р, ВЛ80 с |
||||||||||||||||
|
60 |
110 |
107 |
108 |
107 |
105 |
102 |
100 |
97 |
95 |
|||||||
|
80 |
102 |
99 |
100 |
99 |
97 |
94 |
92 |
89 |
86 |
|||||||
|
100 |
95 |
91 |
92 |
91 |
89 |
86 |
84 |
- |
- |
|||||||
|
К110 |
91 |
87 |
88 |
88 |
85 |
82 |
- |
- |
- |
|||||||
|
Электровоз ВЛ81 |
||||||||||||||||
|
60 |
111 |
107 |
108 |
106 |
104 |
100 |
98 |
94 |
92 |
|||||||
|
80 |
104 |
100 |
101 |
99 |
97 |
93 |
91 |
87 |
84 |
|||||||
|
100 |
98 |
94 |
94 |
92 |
90 |
86 |
84 |
- |
- |
|||||||
|
К120 |
91 |
87 |
88 |
86 |
83 |
- |
- |
- |
- |
|||||||
|
Электровоз ВЛ85, ВЛ65 |
||||||||||||||||
|
60 |
108 |
104 |
105 |
104 |
102 |
99 |
97 |
95 |
89 |
|||||||
|
80 |
101 |
97 |
98 |
97 |
95 |
92 |
89 |
87 |
80 |
|||||||
|
100 |
94 |
89 |
90 |
89 |
88 |
84 |
80 |
- |
- |
|||||||
|
К110 |
91 |
85 |
86 |
85 |
84 |
- |
- |
- |
- |
|||||||
|
Электровозы ЧС1, ЧС3 |
||||||||||||||||
|
60 |
116 |
113 |
114 |
113 |
112 |
111 |
110 |
107 |
105 |
|||||||
|
80 |
111 |
108 |
109 |
108 |
107 |
105 |
104 |
101 |
99 |
|||||||
|
100 |
106 |
102 |
104 |
103 |
102 |
99 |
98 |
- |
- |
|||||||
|
К120 |
100 |
97 |
98 |
97 |
96 |
- |
- |
- |
- |
|||||||
|
Электровозы ЧС2, ЧС2 т |
||||||||||||||||
|
60 |
121 |
117 |
112 |
109 |
107 |
105 |
102 |
99 |
96 |
|||||||
|
80 |
115 |
111 |
106 |
103 |
101 |
98 |
95 |
92 |
89 |
|||||||
|
100 |
109 |
105 |
100 |
97 |
95 |
91 |
88 |
- |
- |
|||||||
|
120 |
103 |
99 |
94 |
91 |
89 |
- |
- |
- |
- |
|||||||
|
140 |
98 |
93 |
88 |
85 |
- |
- |
- |
- |
- |
|||||||
|
К160 |
92 |
87 |
81 |
- |
- |
- |
- |
- |
- |
|||||||
|
Электровозы ЧС4, ЧС4 т |
||||||||||||||||
|
60 |
113 |
113 |
111 |
110 |
109 |
107 |
105 |
102 |
100 |
|||||||
|
80 |
107 |
107 |
105 |
104 |
103 |
101 |
99 |
95 |
93 |
|||||||
|
100 |
101 |
101 |
99 |
98 |
97 |
95 |
92 |
- |
- |
|||||||
|
120 |
95 |
95 |
93 |
92 |
90 |
- |
- |
- |
- |
|||||||
|
140 |
89 |
89 |
87 |
86 |
- |
- |
- |
- |
- |
|||||||
|
К160 |
82 |
83 |
80 |
- |
- |
- |
- |
- |
- |
|||||||
|
Электровозы ЧС7, ЧС8 |
||||||||||||||||
|
60 |
117 |
114 |
111 |
109 |
106 |
103 |
99 |
94 |
91 |
|||||||
|
80 |
111 |
109 |
105 |
103 |
100 |
96 |
92 |
87 |
83 |
|||||||
|
100 |
106 |
103 |
99 |
97 |
94 |
89 |
85 |
- |
- |
|||||||
|
120 |
100 |
97 |
93 |
91 |
86 |
- |
- |
- |
- |
|||||||
|
140 |
95 |
92 |
87 |
84 |
- |
- |
- |
- |
- |
|||||||
|
К160 |
89 |
86 |
81 |
- |
- |
- |
- |
- |
- |
|||||||
|
Электровоз ЧС200 |
||||||||||||||||
|
60 |
119 |
116 |
112 |
110 |
107 |
105 |
101 |
96 |
93 |
|||||||
|
80 |
114 |
111 |
107 |
105 |
102 |
99 |
95 |
90 |
87 |
|||||||
|
100 |
109 |
106 |
102 |
100 |
97 |
93 |
89 |
- |
- |
|||||||
|
120 |
104 |
101 |
97 |
95 |
92 |
- |
- |
- |
- |
|||||||
|
140 |
99 |
96 |
92 |
89 |
- |
- |
- |
- |
- |
|||||||
|
160 |
94 |
91 |
86 |
- |
- |
- |
- |
- |
- |
|||||||
|
Тепловозы М62, 2М62 |
||||||||||||||||
|
60 |
118 |
116 |
116 |
115 |
114 |
112 |
110 |
107 |
105 |
|||||||
|
80 |
113 |
111 |
111 |
110 |
108 |
106 |
104 |
101 |
99 |
|||||||
|
К100 |
107 |
105 |
105 |
104 |
102 |
100 |
98 |
- |
- |
|||||||
|
Тепловоз ТГ102 |
||||||||||||||||
|
60 |
119 |
114 |
114 |
114 |
112 |
109 |
107 |
105 |
104 |
|||||||
|
80 |
114 |
109 |
109 |
108 |
106 |
103 |
101 |
99 |
98 |
|||||||
|
100 |
109 |
104 |
104 |
102 |
100 |
97 |
95 |
- |
- |
|||||||
|
К120 |
103 |
98 |
98 |
96 |
94 |
- |
- |
- |
- |
|||||||
|
Тепловоз ТГ106 |
||||||||||||||||
|
60 |
115 |
111 |
110 |
108 |
106 |
103 |
100 |
97 |
95 |
|||||||
|
80 |
110 |
105 |
105 |
102 |
100 |
96 |
94 |
90 |
88 |
|||||||
|
К100 |
104 |
99 |
99 |
96 |
94 |
90 |
87 |
- |
- |
|||||||
|
Тепловоз ТЭ1 |
||||||||||||||||
|
60 |
107 |
106 |
107 |
106 |
106 |
104 |
100 |
95 |
92 |
|||||||
|
80 |
98 |
97 |
98 |
97 |
97 |
94 |
90 |
84 |
80 |
|||||||
|
К95 |
90 |
89 |
91 |
90 |
89 |
86 |
82 |
76 |
- |
|||||||
|
Тепловоз ТЭ2 |
||||||||||||||||
|
60 |
112 |
112 |
113 |
113 |
113 |
112 |
108 |
104 |
102 |
|||||||
|
80 |
105 |
105 |
106 |
106 |
106 |
104 |
101 |
96 |
93 |
|||||||
|
К95 |
99 |
99 |
100 |
100 |
100 |
98 |
94 |
89 |
- |
|||||||
|
Тепловозы ТЭ3, 2ТЭ3, 3ТЭ3 |
||||||||||||||||
|
60 |
111 |
108 |
108 |
107 |
104 |
101 |
99 |
97 |
95 |
|||||||
|
80 |
103 |
100 |
101 |
100 |
97 |
93 |
90 |
88 |
96 |
|||||||
|
К100 |
95 |
92 |
93 |
92 |
88 |
84 |
81 |
- |
- |
|||||||
|
Тепловоз ТЭ7 |
||||||||||||||||
|
60 |
111 |
110 |
108 |
106 |
104 |
100 |
97 |
94 |
93 |
|||||||
|
80 |
103 |
102 |
100 |
98 |
95 |
91 |
88 |
85 |
84 |
|||||||
|
100 |
95 |
94 |
92 |
90 |
86 |
82 |
79 |
- |
- |
|||||||
|
120 |
87 |
86 |
83 |
81 |
77 |
- |
- |
- |
- |
|||||||
|
К140 |
78 |
77 |
74 |
72 |
- |
- |
- |
- |
- |
|||||||
|
Тепловозы ТЭ10, 2ТЭ10 |
||||||||||||||||
|
60 |
108 |
105 |
105 |
104 |
101 |
97 |
95 |
93 |
91 |
|||||||
|
80 |
100 |
97 |
98 |
97 |
93 |
89 |
87 |
84 |
82 |
|||||||
|
К100 |
93 |
89 |
90 |
89 |
85 |
80 |
78 |
- |
- |
|||||||
|
Тепловозы ТЭ10В, 2ТЭ10В, 3ТЭ10В, 2ТЭ10М, 3ТЭ10М |
||||||||||||||||
|
60 |
112 |
110 |
110 |
109 |
105 |
102 |
98 |
92 |
89 |
|||||||
|
80 |
105 |
103 |
103 |
102 |
97 |
94 |
90 |
84 |
79 |
|||||||
|
К100 |
98 |
96 |
96 |
95 |
90 |
86 |
82 |
- |
- |
|||||||
|
Тепловоз ТЭ10Л |
||||||||||||||||
|
60 |
110 |
108 |
108 |
107 |
104 |
100 |
98 |
96 |
94 |
|||||||
|
80 |
103 |
100 |
100 |
100 |
96 |
92 |
90 |
87 |
86 |
|||||||
|
К100 |
96 |
92 |
93 |
92 |
88 |
84 |
81 |
- |
- |
|||||||
|
Тепловозы 2ТЭ10Л, 3ТЭ10Л |
||||||||||||||||
|
60 |
106 |
103 |
103 |
102 |
101 |
98 |
95 |
93 |
90 |
|||||||
|
80 |
99 |
95 |
96 |
95 |
93 |
89 |
87 |
84 |
81 |
|||||||
|
К100 |
91 |
87 |
88 |
87 |
85 |
81 |
78 |
- |
- |
|||||||
|
Тепловоз ТЭ109 |
||||||||||||||||
|
60 |
113 |
114 |
114 |
113 |
113 |
110 |
108 |
103 |
100 |
|||||||
|
80 |
106 |
108 |
108 |
107 |
107 |
104 |
102 |
97 |
94 |
|||||||
|
100 |
100 |
102 |
102 |
101 |
101 |
98 |
96 |
- |
- |
|||||||
|
120 |
93 |
97 |
96 |
96 |
95 |
- |
- |
- |
- |
|||||||
|
К140 |
87 |
91 |
90 |
89 |
- |
- |
- |
- |
- |
|||||||
|
Тепловоз 2ТЭ116 |
||||||||||||||||
|
60 |
113 |
111 |
111 |
110 |
106 |
103 |
100 |
94 |
90 |
|||||||
|
80 |
107 |
104 |
105 |
104 |
99 |
96 |
92 |
85 |
81 |
|||||||
|
К100 |
100 |
97 |
98 |
97 |
91 |
88 |
83 |
- |
- |
|||||||
|
Тепловоз 2ТЭ121 |
||||||||||||||||
|
60 |
109 |
106 |
106 |
104 |
101 |
95 |
91 |
85 |
80 |
|||||||
|
80 |
102 |
98 |
99 |
98 |
94 |
87 |
83 |
75 |
70 |
|||||||
|
К100 |
95 |
91 |
92 |
90 |
86 |
79 |
73 |
- |
- |
|||||||
|
Тепловоз ТЭМ1 |
||||||||||||||||
|
60 |
110 |
107 |
107 |
106 |
104 |
100 |
98 |
95 |
93 |
|||||||
|
80 |
103 |
99 |
100 |
99 |
96 |
91 |
89 |
86 |
84 |
|||||||
|
К100 |
95 |
91 |
92 |
90 |
86 |
79 |
73 |
- |
- |
|||||||
|
Тепловозы ТЭП10, ТЭП10Л |
||||||||||||||||
|
60 |
111 |
110 |
108 |
107 |
105 |
101 |
99 |
97 |
95 |
|||||||
|
80 |
104 |
103 |
101 |
100 |
97 |
93 |
91 |
88 |
87 |
|||||||
|
100 |
97 |
96 |
94 |
93 |
89 |
85 |
82 |
- |
- |
|||||||
|
120 |
89 |
89 |
86 |
85 |
81 |
- |
- |
- |
- |
|||||||
|
К140 |
81 |
81 |
78 |
77 |
- |
- |
- |
- |
- |
|||||||
|
Тепловозы ТЭП60, 2ТЭП60 |
||||||||||||||||
|
60 |
120 |
118 |
114 |
112 |
110 |
107 |
104 |
100 |
98 |
|||||||
|
80 |
114 |
112 |
108 |
106 |
104 |
101 |
98 |
94 |
91 |
|||||||
|
100 |
108 |
106 |
102 |
100 |
98 |
95 |
91 |
- |
- |
|||||||
|
120 |
102 |
100 |
96 |
94 |
92 |
- |
- |
- |
- |
|||||||
|
К160 |
90 |
88 |
84 |
- |
- |
- |
- |
- |
- |
|||||||
|
Тепловоз ТЭП70 |
||||||||||||||||
|
60 |
122 |
119 |
116 |
114 |
114 |
111 |
110 |
106 |
104 |
|||||||
|
80 |
118 |
115 |
112 |
110 |
110 |
106 |
105 |
101 |
98 |
|||||||
|
100 |
114 |
111 |
108 |
106 |
105 |
101 |
100 |
- |
- |
|||||||
|
120 |
110 |
107 |
104 |
102 |
100 |
- |
- |
- |
- |
|||||||
|
140 |
106 |
103 |
99 |
97 |
- |
- |
- |
- |
- |
|||||||
|
К160 |
101 |
98 |
95 |
- |
- |
- |
- |
- |
- |
|||||||
|
Тепловоз ТЭП80 |
||||||||||||||||
|
60 |
122 |
117 |
116 |
115 |
112 |
109 |
107 |
104 |
102 |
|||||||
|
80 |
118 |
112 |
112 |
110 |
107 |
104 |
101 |
97 |
95 |
|||||||
|
100 |
114 |
107 |
107 |
104 |
101 |
98 |
95 |
- |
- |
|||||||
|
120 |
109 |
102 |
101 |
99 |
96 |
- |
- |
- |
- |
|||||||
|
140 |
104 |
97 |
96 |
94 |
- |
- |
- |
- |
- |
|||||||
|
К160 |
99 |
91 |
91 |
- |
- |
- |
- |
- |
- |
|||||||
|
Электропоезда ЭР1, ЭР2 |
||||||||||||||||
|
60 |
120 |
118 |
117 |
116 |
114 |
110 |
108 |
105 |
103 |
|||||||
|
80 |
115 |
113 |
112 |
111 |
109 |
105 |
103 |
100 |
98 |
|||||||
|
100 |
110 |
108 |
107 |
106 |
104 |
100 |
98 |
- |
- |
|||||||
|
120 |
105 |
104 |
103 |
101 |
100 |
- |
- |
- |
- |
|||||||
|
К130 |
103 |
101 |
100 |
99 |
97 |
- |
- |
- |
- |
|||||||
|
Электропоезд ЭP9т |
||||||||||||||||
|
60 |
120 |
118 |
117 |
116 |
114 |
110 |
108 |
105 |
103 |
|||||||
|
80 |
115 |
113 |
112 |
111 |
109 |
105 |
103 |
100 |
98 |
|||||||
|
100 |
110 |
108 |
107 |
106 |
104 |
100 |
98 |
- |
- |
|||||||
|
120 |
105 |
104 |
102 |
101 |
99 |
- |
- |
- |
- |
|||||||
|
К130 |
103 |
101 |
100 |
98 |
96 |
- |
- |
- |
- |
|||||||
|
Электропоезд ЭР22 |
||||||||||||||||
|
60 |
113 |
111 |
110 |
110 |
109 |
104 |
102 |
98 |
96 |
|||||||
|
80 |
108 |
106 |
105 |
105 |
103 |
98 |
96 |
92 |
90 |
|||||||
|
100 |
103 |
101 |
100 |
99 |
97 |
92 |
90 |
- |
- |
|||||||
|
120 |
98 |
96 |
95 |
93 |
91 |
- |
- |
- |
- |
|||||||
|
К130 |
103 |
101 |
100 |
98 |
96 |
- |
- |
- |
- |
|||||||
|
Электропоезд ЭР2 р |
||||||||||||||||
|
60 |
112 |
111 |
112 |
111 |
109 |
107 |
105 |
103 |
101 |
|||||||
|
80 |
107 |
106 |
107 |
106 |
104 |
101 |
100 |
97 |
95 |
|||||||
|
100 |
102 |
100 |
102 |
101 |
99 |
95 |
94 |
- |
- |
|||||||
|
120 |
96 |
95 |
96 |
96 |
93 |
- |
- |
- |
|
|||||||
|
К130 |
93 |
92 |
94 |
93 |
91 |
- |
- |
- |
- |
|||||||
|
Электропоезд ЭТ2 |
||||||||||||||||
|
60 |
120 |
119 |
120 |
119 |
117 |
114 |
113 |
111 |
109 |
|||||||
|
80 |
116 |
115 |
116 |
115 |
113 |
110 |
108 |
105 |
103 |
|||||||
|
100 |
112 |
110 |
111 |
111 |
108 |
105 |
103 |
- |
- |
|||||||
|
120 |
107 |
105 |
107 |
106 |
103 |
- |
- |
- |
- |
|||||||
|
К130 |
105 |
103 |
105 |
104 |
101 |
- |
- |
- |
- |
|||||||
|
Электропоезда ЭР2 т ЭД2 т ЭД4, ЭД4 м, ЭД9 т |
||||||||||||||||
|
60 |
116 |
115 |
116 |
115 |
113 |
110 |
109 |
106 |
105 |
|||||||
|
80 |
111 |
110 |
111 |
111 |
109 |
105 |
104 |
101 |
99 |
|||||||
|
100 |
106 |
105 |
107 |
106 |
104 |
100 |
98 |
- |
- |
|||||||
|
120 |
101 |
100 |
102 |
101 |
99 |
- |
- |
- |
- |
|||||||
|
К130 |
98 |
97 |
99 |
99 |
96 |
- |
- |
- |
- |
|||||||
|
Электропоезд ЭР200 |
||||||||||||||||
|
60 |
127 |
124 |
124 |
124 |
123 |
120 |
118 |
116 |
114 |
|||||||
|
80 |
123 |
120 |
120 |
120 |
119 |
116 |
114 |
112 |
110 |
|||||||
|
100 |
119 |
116 |
116 |
116 |
115 |
112 |
110 |
- |
- |
|||||||
|
120 |
115 |
112 |
112 |
112 |
112 |
- |
- |
- |
- |
|||||||
|
140 |
111 |
108 |
108 |
- |
- |
- |
- |
- |
- |
|||||||
|
160 |
107 |
103 |
104 |
- |
- |
- |
- |
- |
- |
|||||||
|
180 |
103 |
100 |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
К200 |
99 |
96 |
- |
- |
- |
- |
- |
- |
- |
|||||||
Для других вариантов верхнего строения пути указанные данные принимают со следующими поправками:
при неупрочненных рельсах значение [Dtр] уменьшают на 20 °С по сравнению с данными для термоупрочненных рельсов;
для бесстыкового пути с рельсами Р75 [Dtр] увеличивают на 7 °С по сравнению со значениями для рельсов типа Р65;
при применении плетей из рельсов Р50 [Dtр] уменьшают на 22 °С в прямых и кривых радиусом 800 м и более и на 25 °С в кривых меньшего радиуса по сравнению со значениями для рельсов типа Р65;
при старогодных плетях, уложенных в путь после профильной шлифовки головки рельса [Dtр] принимают как для рельсов первого срока службы, а без шлифовки - уменьшают на 5 °С;
для бесстыкового пути на деревянных шпалах [Dtр] снижают по сравнению с путем на железобетонных шпалах: на 7 и 9 °С соответственно в прямых и кривых радиусом 800 м и более и в кривых радиусом менее 800 м для рельсов типа Р65; на 5 и 7 °С для рельсов типа Р75; 9 и 12 °С для рельсов типа Р50;
при укладке бесстыкового пути с гравийным балластом значения [Dtр] уменьшают на 3 °С, а с песчано-гравийным - на 5 °С по сравнению со значениями для щебеночного балласта;
уменьшение эпюры шпал до следующей типовой эпюры (но не менее 1440 шт./км) приводит к снижению [Dtр] на 3 °С.
П.2.2. Расчет интервалов закрепления плетей
Расчетный интервал закрепления рельсовых плетей:
Dtз = [Dtу] + [Dtр] - ТА.
Границы расчетного интервала закрепления, т.е. самую низкую (min tз) и самую высокую (max tз) температуры закрепления, определяют по формулам:
min tз = tmaxmax - [Dtу];
max tз = tminmin - [Dtр].
Закрепление плетей любой длины при любой температуре в пределах расчетного интервала гарантирует надежность их работы при условии полного соблюдения требований ТУ, касающихся конструкции и содержания бесстыкового пути. При этом следует учитывать, что закрепление плетей при очень высоких температурах может в отдельных случаях привести к образованию большого зазора при сквозном изломе плети в холодную погоду или к разрыву болтов в стыках уравнительных пролетов с большим расхождением концов рельсов.
Зазор l, мм, образовавшийся при изломе плети, пропорционален квадрату фактического понижения температуры Dtр по сравнению с температурой закрепления и определяется по следующим формулам в зависимости от типа рельсов:
![]()
![]()
![]()
где r - погонное сопротивление, кН/см, продольному перемещению рельсовых плетей [зимой (при смерзшемся балласте) при нормативном натяжении клеммных и закладных болтов значение r можно принимать равным 25 Н/мм]. В этом случае зазоры при изломе определяются формулами:
![]()
![]()
![]()
Таблица П.2.3. Наивысшие допускаемые температуры закрепления плетей в северных регионах
|
Тип рельса |
Температура закреплении плети tз, °C, при которой обеспечивается прочность стыковых болтов в районах с минимальными температурами, °С |
|||
|
ниже -45 |
от -45 до -36 |
-35 и выше |
||
|
2 |
Р75 |
15 |
30 |
35 |
|
Р65 |
30/40 |
35/45 |
40/50 |
|
|
Р50 |
30/40 |
35/45 |
40/50 |
|
|
3 |
Р75 |
20/30 |
30/40 |
40/50 |
|
Р65 |
30/40 |
35/45 |
40/50 |
|
|
Р50 |
30/40 |
35/45 |
40/50 |
|
|
Примечание. В знаменателе приведены значения tз при применении высокопрочных стыковых болтов. |
||||
Увеличение Dl, мм, начальных зазоров между концами плетей и уравнительных рельсов с учетом "бытовых" сопротивлений стыков растяжению также зависит от квадрата понижения температуры Dtр и может быть при нормативных погонных сопротивлениях r = 25 Н/мм приблизительно подсчитано по следующим формулам:
![]()
![]()
![]()
Для обеспечения прочности стыковых болтов уравнительных пролетов при действии низких температур рекомендуется закреплять плети с учетом данных табл. П.2.3.
Если число уравнительных рельсов оказывается недостаточным по условию прочности стыковых болтов, то число рельсов следует увеличить.
Максимальное значение зазора, который может образоваться при изломе плети, не должно превышать 50 мм.
Кроме того, рекомендуется проверять выбранную температуру закрепления по условию обеспечения наименьших климатических помех выполнению текущих и ремонтных работ.
П.2.3. Пример расчета условий укладки и эксплуатации бесстыкового пути
Требуется проверить возможность укладки бесстыкового пути из новых термоупрочненных рельсов типа Р65 с железобетонными шпалами, скреплением КБ и щебеночным балластом на блок-участке длиной 2,0 км Дальневосточной железной дороги, где имеются две кривые радиусом 800 м и 400 м, и установить режимы его укладки при обращении электровозов ЧC4т с максимальной скоростью 140 км/ч. Наибольшая температура рельсов t max max = + 55 °С, наименьшая t min rain = -52 °С, наибольшая температурная амплитуда TА = 107 °С.
По табл. П.2.1 и П.2.2 определяем допускаемое повышение Dtу и понижение Dtр температуры рельсов и их амплитуды для каждого из элементов плана:
![]() ;
;
для прямых участков ν = 140 км/ч, Dtр = 89 °С, Dtу = 54 °С, [Т] = 133 °С;
для кривой радиусом 800 м ν = 130 км/ч, Dtр = 87 °С, Dtу = 47 °С, [T] = 124 °С;
для кривой радиусом 400 м ν = 95 км/ч, Dtр = 90 °С, Dtу = 37 °С, [T] = 117 °С.
Для всех элементов плана [T] > TA, т.е. укладка названной выше конструкции бесстыкового пути возможна.
Границы интервала закрепления для каждого из элементов плана определяются по формулам:
![]()
![]() .
.
Для прямых участков min t3 = 55 - 54 = 1 °С; max t3 = 89 - 52 - 37 °С;
для кривой радиусом 800 м min t3 = 55 - 47 = 8 °C, max t3 = 87 - 52 = 35 °С
для кривой радиусом 400 м min t3 = 55 - 37 = 18 °С; max t3 = 90 - 52 = 38 °С.
Плеть на всем протяжении должна быть закреплена в одном интервале температур, границы которого определяются наиболее высокой из рассчитанных min t3 и наиболее низкой из рассчитанных max t3.
При определении расчетного интервала для всей плети длиной 2000 м принимается наибольшее значение min t3 и наименьшее max t3. Отсюда tmin =18 °С и tmax = 35 °C. В соответствии с табл. 3.1 оптимальный интервал температуры закрепления для плети составляет 30±5 °С. Он попадает в верхнюю часть расчетного интервала.
Итог расчета: укладка бесстыкового пути на блок-участке возможна. Плети должны быть закреплены в интервале от +25 до +35 °С.
ПРИЛОЖЕНИЕ 3
РАСЧЕТНЫЕ ТЕМПЕРАТУРЫ РЕЛЬСОВ ДЛЯ СЕТИ ЖЕЛЕЗНЫХ ДОРОГ РОССИИ
|
Железнодорожная станция |
Температура рельсов, °С |
Расчетная температурная амплитуда, ТА, °С |
|
|
Летняя t max max |
Зимняя t min min |
||
|
Абаза |
58 |
-50 |
108 |
|
Абакан |
58 |
-50 |
108 |
|
Абакумовка |
58 |
-59 |
117 |
|
Абалаково |
56 |
-58 |
114 |
|
Абдулино |
60 |
-49 |
109 |
|
Агрыз |
57 |
-52 |
109 |
|
Азов |
60 |
-33 |
93 |
|
Айдырля |
61 |
-45 |
106 |
|
Алагир |
58 |
-31 |
89 |
|
Алатырь |
58 |
-44 |
102 |
|
Алейская |
61 |
-47 |
108 |
|
Александров |
56 |
-47 |
103 |
|
Александров Гай |
63 |
-43 |
106 |
|
Алексеевка |
62 |
-37 |
99 |
|
Амазар |
58 |
-55 |
113 |
|
Амурская |
60 |
-53 |
113 |
|
Анна |
61 |
-38 |
99 |
|
Апатиты |
51 |
-41 |
92 |
|
Арзамас |
57 |
-45 |
102 |
|
Армавир |
62 |
-34 |
96 |
|
Арск |
58 |
-47 |
105 |
|
Архангельск |
54 |
-45 |
99 |
|
Архара |
56 |
-51 |
107 |
|
Арчеда |
61 |
-38 |
99 |
|
Асбест |
58 |
-43 |
101 |
|
Аскиз |
58 |
-51 |
109 |
|
Астрахань |
60 |
-34 |
94 |
|
Аткарск |
60 |
-42 |
102 |
|
Ахтари |
58 |
-30 |
88 |
|
Ахтуба |
65 |
-37 |
102 |
|
Ачинск |
59 |
-60 |
119 |
|
Бабаево |
56 |
-50 |
106 |
|
Бабушкин |
53 |
-38 |
91 |
|
Баженово |
58 |
-43 |
101 |
|
Базыр |
58 |
-52 |
110 |
|
Балай |
58 |
-52 |
110 |
|
Балашов |
61 |
-38 |
99 |
|
Барабинск |
58 |
-48 |
106 |
|
Барановский |
59 |
-38 |
97 |
|
Барнаул |
58 |
-52 |
110 |
|
Батайск |
60 |
-33 |
93 |
|
Батецкая |
54 |
-45 |
99 |
|
Бежецк |
55 |
-52 |
107 |
|
Безенчук |
61 |
-44 |
105 |
|
Белев |
57 |
-42 |
99 |
|
Белогорск |
57 |
-49 |
106 |
|
Белореченская |
61 |
-34 |
95 |
|
Бельково |
58 |
-40 |
98 |
|
Бердяуш |
58 |
-46 |
104 |
|
Беслан |
57 |
-34 |
91 |
|
Бийск |
59 |
-53 |
112 |
|
Бикин |
58 |
-46 |
104 |
|
Бира |
60 |
-43 |
103 |
|
Биробиджан |
57 |
-44 |
101 |
|
Бисер |
54 |
-52 |
106 |
|
Бискамжа |
56 |
-52 |
108 |
|
Благовещенск |
58 |
-48 |
106 |
|
Благодарное |
63 |
-37 |
100 |
|
Богданович |
58 |
-43 |
101 |
|
Боготол |
58 |
-53 |
111 |
|
Богоявленск |
60 |
-38 |
98 |
|
Богучаны |
58 |
-58 |
116 |
|
Бологое |
55 |
-50 |
105 |
|
Болонь |
57 |
-50 |
107 |
|
Болотная |
57 |
-51 |
108 |
|
Большая Леприндо |
52 |
-57 |
109 |
|
Бомнак |
55 |
-52 |
107 |
|
Борзя |
60 |
-54 |
114 |
|
Борисоглебск |
63 |
-41 |
104 |
|
Боровичи |
55 |
-54 |
109 |
|
Брасово |
58 |
-42 |
100 |
|
Броды |
61 |
-46 |
107 |
|
Брянск |
58 |
-42 |
100 |
|
Бугульма |
58 |
-44 |
102 |
|
Бугуруслан |
60 |
-49 |
109 |
|
Будогощь |
55 |
-51 |
106 |
|
Бузулук |
59 |
-48 |
107 |
|
Буй |
55 |
-48 |
103 |
|
Буйнакск |
62 |
-30 |
92 |
|
Бурея |
60 |
-53 |
113 |
|
Бысса |
50 |
-51 |
101 |
|
Вагай |
59 |
-47 |
106 |
|
Валдай |
53 |
-46 |
99 |
|
Веймарн |
54 |
-39 |
93 |
|
Вельск |
56 |
-50 |
106 |
|
Великие Луки |
55 |
-46 |
101 |
|
Венев |
57 |
-41 |
98 |
|
Веребье |
54 |
-45 |
99 |
|
Вернадовка |
58 |
-44 |
102 |
|
Верхний Баскунчак |
65 |
-37 |
102 |
|
Верховье |
57 |
-39 |
96 |
|
Верхний Уфалей |
57 |
-48 |
105 |
|
Верхотурье |
56 |
-52 |
108 |
|
Видлица |
54 |
-54 |
108 |
|
Владивосток |
55 |
-31 |
86 |
|
Владикавказ |
57 |
-34 |
91 |
|
Владимир |
57 |
-48 |
105 |
|
Вожега |
55 |
-48 |
103 |
|
Волгоград |
62 |
-36 |
98 |
|
Волово |
57 |
-40 |
97 |
|
Вологда |
55 |
-48 |
103 |
|
Волоколамск |
56 |
-47 |
103 |
|
Волочаевка |
60 |
-43 |
103 |
|
Волховстрой |
53 |
-49 |
102 |
|
Вольск |
60 |
-43 |
103 |
|
Воркута |
51 |
-52 |
103 |
|
Воронеж |
61 |
-38 |
99 |
|
Воскресенск |
58 |
-40 |
98 |
|
Воткинск |
58 |
-49 |
107 |
|
Выборг |
52 |
-38 |
90 |
|
Выдрино |
51 |
-44 |
95 |
|
Высокогорная |
54 |
-49 |
103 |
|
Вышний Волочек |
55 |
-48 |
103 |
|
Вяземская |
58 |
-50 |
108 |
|
Вязники |
57 |
-45 |
102 |
|
Вязьма |
56 |
-43 |
99 |
|
Вятка |
57 |
-45 |
102 |
|
Вятские Поляны |
59 |
-47 |
106 |
|
Гагарин |
56 |
-50 |
106 |
|
Галич |
56 |
-44 |
100 |
|
Гдов |
53 |
-37 |
90 |
|
Георгиевск |
61 |
-33 |
94 |
|
Глазов |
57 |
-48 |
105 |
|
Головинская |
55 |
-52 |
107 |
|
Голутвин |
58 |
-44 |
102 |
|
Горбачево |
58 |
-41 |
99 |
|
Горин |
57 |
-60 |
117 |
|
Гороблагодатская |
56 |
-48 |
104 |
|
Гороховец |
57 |
-43 |
100 |
|
Графская |
61 |
-38 |
99 |
|
Гродеково |
57 |
-41 |
98 |
|
Грозный |
61 |
-33 |
94 |
|
Грязи |
59 |
-40 |
99 |
|
Грязовец |
55 |
-48 |
103 |
|
Гудермес |
62 |
-30 |
92 |
|
Гурская |
58 |
-51 |
109 |
|
Гусиное Озеро |
58 |
-46 |
104 |
|
Гусь-Хрустальный |
57 |
-44 |
101 |
|
Дальнореченск |
57 |
-42 |
99 |
|
Данилов |
56 |
-46 |
102 |
|
Данков |
57 |
-40 |
97 |
|
Дарасун |
59 |
-51 |
110 |
|
Дербент |
58 |
-21 |
79 |
|
Дмитров |
56 |
-48 |
104 |
|
Дно |
55 |
-42 |
97 |
|
Дружинино |
58 |
-48 |
106 |
|
Евгеньевка |
58 |
-42 |
100 |
|
Егоршино |
58 |
-43 |
101 |
|
Ейск |
59 |
-31 |
90 |
|
Елец |
58 |
-38 |
96 |
|
Ельня |
55 |
-43 |
98 |
|
Емца |
55 |
-50 |
105 |
|
Енисей |
57 |
-59 |
116 |
|
Ербинская |
57 |
-50 |
107 |
|
Ерофей Павлович |
57 |
-54 |
111 |
|
Ершов |
62 |
-41 |
103 |
|
Ессентуки |
59 |
-32 |
91 |
|
Ефимовская |
55 |
-51 |
106 |
|
Ефремов |
58 |
-37 |
95 |
|
Железноводск |
61 |
-33 |
94 |
|
Жердевка |
59 |
-38 |
97 |
|
Жуковка |
57 |
-41 |
98 |
|
Журавлево |
56 |
-51 |
107 |
|
Забайкальск |
60 |
-53 |
113 |
|
Завитая |
56 |
-49 |
105 |
|
Заливы |
55 |
-43 |
98 |
|
Занозная |
56 |
-43 |
99 |
|
Заозерная |
57 |
-52 |
109 |
|
Западная Двина |
55 |
-46 |
101 |
|
Зашеек |
51 |
-42 |
93 |
|
Зверево |
60 |
-33 |
93 |
|
Зейск |
56 |
-52 |
108 |
|
Земетчино |
58 |
-44 |
102 |
|
Зилово |
59 |
-55 |
114 |
|
Зима |
55 |
-53 |
108 |
|
Златоуст |
58 |
-46 |
104 |
|
Злынка |
59 |
-38 |
97 |
|
Иваново |
58 |
-46 |
104 |
|
Идрица |
55 |
-46 |
101 |
|
Ижевск |
57 |
-47 |
104 |
|
Ильмень |
61 |
-38 |
99 |
|
Имандра |
51 |
-41 |
92 |
|
Ин |
58 |
-44 |
102 |
|
Инголь |
56 |
-52 |
108 |
|
Инза |
59 |
-44 |
103 |
|
Ирбейское |
58 |
-60 |
118 |
|
Ирбит |
58 |
-48 |
106 |
|
Иркутск |
56 |
-50 |
106 |
|
Иртышский |
62 |
-46 |
108 |
|
Исакогорка |
54 |
-45 |
99 |
|
Исилькуль |
60 |
-46 |
106 |
|
Ишим |
60 |
-49 |
109 |
|
Ишимбаево |
60 |
-48 |
108 |
|
Йошкар-Ола |
58 |
-47 |
105 |
|
Кавказская |
62 |
-33 |
95 |
|
Казань |
58 |
-47 |
105 |
|
Казачинское |
57 |
-57 |
114 |
|
Калач |
62 |
-40 |
102 |
|
Калининград |
56 |
-33 |
89 |
|
Калининск |
61 |
-39 |
100 |
|
Калино |
57 |
-45 |
102 |
|
Калуга |
58 |
-45 |
103 |
|
Каменская |
59 |
-33 |
92 |
|
Камень-на-Оби |
57 |
-41 |
98 |
|
Камень-Рыболов |
59 |
-52 |
111 |
|
Камышин |
62 |
-37 |
99 |
|
Канаш |
57 |
-45 |
102 |
|
Кандалакша |
51 |
-44 |
95 |
|
Канск-Ениссйский |
58 |
-53 |
111 |
|
Карасук |
60 |
-47 |
107 |
|
Карачев |
58 |
-39 |
97 |
|
Карталы |
61 |
-44 |
105 |
|
Карымская |
60 |
-52 |
112 |
|
Касторная |
61 |
-37 |
98 |
|
Кача |
58 |
-55 |
113 |
|
Кашин |
57 |
-47 |
104 |
|
Кашира |
59 |
-44 |
103 |
|
Кемерово |
58 |
-55 |
113 |
|
Кемчуг |
58 |
-57 |
115 |
|
Кемь |
55 |
-43 |
98 |
|
Керки |
66 |
-24 |
90 |
|
Киев |
59 |
-32 |
91 |
|
Кизел |
56 |
-52 |
108 |
|
Кизляр |
62 |
-30 |
92 |
|
Кильмезь |
58 |
-48 |
106 |
|
Кингисепп |
52 |
-43 |
95 |
|
Кинель |
59 |
-43 |
102 |
|
Кинешма |
58 |
-45 |
103 |
|
Киржач |
56 |
-47 |
103 |
|
Кировск-Мурманский |
51 |
-41 |
92 |
|
Кирсанов |
60 |
-41 |
101 |
|
Кисловодск |
57 |
-29 |
86 |
|
Кия-Шалтырь |
54 |
-50 |
104 |
|
Клин |
58 |
-45 |
103 |
|
Клинцы |
57 |
-38 |
95 |
|
Клюквенная |
58 |
-52 |
110 |
|
Ковда |
52 |
-40 |
92 |
|
Ковров |
57 |
-48 |
105 |
|
Кокшеньга |
56 |
-50 |
106 |
|
Кола |
53 |
-38 |
91 |
|
Колежма |
54 |
-44 |
98 |
|
Колодезная |
61 |
-38 |
99 |
|
Коломна |
58 |
-44 |
102 |
|
Комаричи |
58 |
-39 |
97 |
|
Комсомольск-на-Амуре |
59 |
-50 |
109 |
|
Конотоп |
57 |
-37 |
94 |
|
Коноша |
55 |
-48 |
103 |
|
Копьево |
56 |
-52 |
108 |
|
Коренево |
57 |
-38 |
95 |
|
Коростень |
59 |
-34 |
93 |
|
Кострома |
57 |
-46 |
103 |
|
Котельниково |
62 |
-38 |
100 |
|
Котельнич |
57 |
-54 |
111 |
|
Котлас |
57 |
-51 |
108 |
|
Кошурниково |
56 |
-50 |
106 |
|
Кравченко |
55 |
-55 |
110 |
|
Красная Сопка |
58 |
-58 |
116 |
|
Краснодар |
62 |
-36 |
98 |
|
Краснокаменск |
59 |
-42 |
101 |
|
Красноуфимск |
58 |
-48 |
106 |
|
Красноярск |
58 |
-53 |
111 |
|
Красный Кут |
60 |
-41 |
101 |
|
Красный Узел |
58 |
-44 |
102 |
|
Крестцы |
53 |
-46 |
99 |
|
Критово |
58 |
-56 |
114 |
|
Кропачево |
58 |
-48 |
106 |
|
Кротовка |
60 |
-43 |
103 |
|
Крымская |
59 |
-24 |
83 |
|
Ксеньевская |
57 |
-56 |
113 |
|
Кувандык |
62 |
-44 |
106 |
|
Кузино |
58 |
-49 |
107 |
|
Кузнецк |
59 |
-46 |
105 |
|
Кулунда |
61 |
-48 |
109 |
|
Кунгур |
57 |
-45 |
102 |
|
Купино |
60 |
-47 |
107 |
|
Курагино |
56 |
-53 |
109 |
|
Курган |
60 |
-49 |
109 |
|
Курганная |
62 |
-34 |
96 |
|
Кургенча |
62 |
-25 |
87 |
|
Куровская |
57 |
-46 |
103 |
|
Курск |
57 |
-38 |
95 |
|
Кустаревка |
58 |
-42 |
100 |
|
Кушевка |
60 |
-33 |
93 |
|
Куэнга |
60 |
-58 |
118 |
|
Кын |
57 |
-49 |
106 |
|
Кыштам |
58 |
-46 |
104 |
|
Ладва |
55 |
-40 |
95 |
|
Лазо |
58 |
-42 |
100 |
|
Лев Толстой |
59 |
-39 |
98 |
|
Ленинск |
57 |
-47 |
104 |
|
Лесогорский |
52 |
-38 |
90 |
|
Лесозаводск |
57 |
-43 |
100 |
|
Ливны |
58 |
-39 |
97 |
|
Липецк |
59 |
-38 |
97 |
|
Лисий Нос |
53 |
-36 |
89 |
|
Лиски |
62 |
-38 |
100 |
|
Литовко |
57 |
-45 |
102 |
|
Лихая |
62 |
-40 |
102 |
|
Лихославль |
58 |
-50 |
108 |
|
Лодейное Поле |
53 |
-48 |
101 |
|
Лосиноостровская |
57 |
-43 |
100 |
|
Лоухи |
51 |
-46 |
97 |
|
Луга |
54 |
-42 |
96 |
|
Лукоянов |
57 |
-43 |
100 |
|
Льгов |
57 |
-38 |
95 |
|
Любань |
54 |
-41 |
95 |
|
Магдагачи |
57 |
-51 |
108 |
|
Магнитогорск |
59 |
-46 |
105 |
|
Майкоп |
61 |
-34 |
95 |
|
Максатиха |
55 |
-52 |
107 |
|
Махушино |
59 |
-47 |
106 |
|
Малиновка |
57 |
-53 |
110 |
|
Малоузенск |
63 |
-43 |
106 |
|
Малоярославец |
58 |
-48 |
106 |
|
Манзовка |
58 |
-42 |
100 |
|
Мариинск |
59 |
-54 |
113 |
|
Мармыжи |
61 |
-37 |
98 |
|
Масельская |
55 |
-45 |
100 |
|
Махачкала |
57 |
-26 |
83 |
|
Медвежья Гора |
55 |
-45 |
100 |
|
Междуреченск |
55 |
-54 |
109 |
|
Мелекесс |
59 |
-47 |
106 |
|
Мелеуз |
61 |
-45 |
106 |
|
Мелитополь |
61 |
-33 |
94 |
|
Миллерово |
60 |
-36 |
96 |
|
Минеральные Воды |
61 |
-33 |
94 |
|
Минино |
58 |
-54 |
112 |
|
Минусинск |
59 |
-52 |
111 |
|
Митрофановка |
62 |
-37 |
99 |
|
Михайлов |
59 |
-41 |
100 |
|
Михайловка-Алтайская |
62 |
-48 |
110 |
|
Михнево |
58 |
-40 |
98 |
|
Мичуринск |
60 |
-37 |
97 |
|
Мишиха |
53 |
-39 |
92 |
|
Могзон |
58 |
-55 |
113 |
|
Могоча |
57 |
-56 |
113 |
|
Можайск |
56 |
-44 |
100 |
|
Можга |
58 |
-48 |
106 |
|
Моршанск |
58 |
-40 |
98 |
|
Москва |
58 |
-42 |
100 |
|
Мундыбаш |
58 |
-52 |
110 |
|
Мураши |
56 |
-46 |
102 |
|
Мурманск |
53 |
-48 |
101 |
|
Муром |
57 |
-45 |
102 |
|
Мценск |
57 |
-44 |
101 |
|
Навля |
57 |
-38 |
95 |
|
Нагорный |
55 |
-56 |
111 |
|
Назарово |
59 |
-62 |
121 |
|
Называевка |
60 |
-46 |
106 |
|
Нальчик |
60 |
-31 |
91 |
|
Наурская |
62 |
-32 |
94 |
|
Находка |
56 |
-29 |
85 |
|
Навелъ |
55 |
-46 |
101 |
|
Нелята |
56 |
-57 |
113 |
|
Нерехта |
57 |
-46 |
103 |
|
Нерчннск |
60 |
-57 |
117 |
|
Нижнеангарск |
54 |
-47 |
101 |
|
Нижнедевицк |
61 |
-37 |
98 |
|
Нижнеудинск |
56 |
-54 |
110 |
|
Нижиий Новгород |
57 |
-41 |
98 |
|
Нижний Тагил |
57 |
-49 |
106 |
|
Николо-Полома |
56 |
-45 |
101 |
|
Новгород |
54 |
-45 |
99 |
|
Новки |
57 |
-48 |
105 |
|
Новозыбков |
57 |
-37 |
94 |
|
Новоиерусалимская |
57 |
-53 |
110 |
|
Новокузнецк |
58 |
-52 |
110 |
|
Новороссийск |
59 |
-24 |
83 |
|
Новосибирск |
57 |
-51 |
108 |
|
Новосокольники |
55 |
-46 |
101 |
|
Новый Оскол |
62 |
-37 |
99 |
|
Нора |
56 |
-53 |
109 |
|
Няндома |
53 |
-47 |
100 |
|
Обливская |
61 |
-38 |
99 |
|
Обловка |
60 |
-39 |
99 |
|
Облучье |
57 |
-46 |
103 |
|
Овинище |
55 |
-52 |
107 |
|
Огорон |
55 |
-50 |
105 |
|
Ожерелье |
59 |
-44 |
103 |
|
Окатово |
57 |
-44 |
101 |
|
Октябрьский Прииск |
56 |
-53 |
109 |
|
Окуловка |
53 |
-46 |
99 |
|
Оловянная |
60 |
-53 |
113 |
|
Олонец |
54 |
-54 |
108 |
|
Омск |
59 |
-49 |
108 |
|
Онега |
53 |
-46 |
99 |
|
Опарино |
56 |
-48 |
104 |
|
Оредеж |
54 |
-45 |
99 |
|
Орел |
58 |
-39 |
97 |
|
Оренбург |
62 |
-42 |
104 |
|
Орехово |
57 |
-45 |
102 |
|
Орск |
62 |
-44 |
106 |
|
Осташков |
55 |
-47 |
102 |
|
Остров |
56 |
-41 |
97 |
|
Павелец |
58 |
-42 |
100 |
|
Павлово-Посад |
57 |
-45 |
102 |
|
Павловск |
53 |
-36 |
89 |
|
Палласовка |
64 |
-38 |
102 |
|
Партизанск |
57 |
-37 |
94 |
|
Пачелма |
58 |
-43 |
101 |
|
Пенза |
58 |
-43 |
101 |
|
Пермь |
57 |
-45 |
102 |
|
Петровский Завод |
58 |
-55 |
113 |
|
Петрозаводск |
55 |
-40 |
95 |
|
Петрокрепость |
53 |
-36 |
89 |
|
Петропавловск |
61 |
-53 |
114 |
|
Петрунь |
54 |
-54 |
108 |
|
Петруши |
60 |
-52 |
112 |
|
Пировская |
56 |
-57 |
113 |
|
Платоновка |
60 |
-39 |
99 |
|
Плесецкая |
54 |
-48 |
102 |
|
Поворино |
61 |
-39 |
100 |
|
Подборовье |
55 |
-50 |
105 |
|
Подкаменная |
55 |
-47 |
102 |
|
Покровск-Приволжский |
60 |
-41 |
101 |
|
Поканаевка |
57 |
-52 |
109 |
|
Покровск-Уральский |
55 |
-52 |
107 |
|
Половина |
55 |
-51 |
106 |
|
Поронайск |
56 |
-42 |
98 |
|
Посадниково |
53 |
-46 |
99 |
|
Посевная |
58 |
-48 |
106 |
|
Посьет |
56 |
-29 |
85 |
|
Почеп |
58 |
-37 |
95 |
|
Починки |
57 |
-41 |
98 |
|
Починск |
55 |
-41 |
96 |
|
Пржевальская |
54 |
-30 |
84 |
|
Приаргунск |
60 |
-51 |
111 |
|
Приднепровская |
55 |
-41 |
96 |
|
Приозерск |
53 |
-36 |
89 |
|
Проектное |
57 |
-53 |
110 |
|
Промышленная |
56 |
-53 |
109 |
|
Прохладная |
62 |
-32 |
94 |
|
Псков |
56 |
-41 |
97 |
|
Пугачевск |
62 |
-41 |
103 |
|
Пулозеро |
52 |
-42 |
94 |
|
Пятигорск |
61 |
-33 |
94 |
|
Раевка |
60 |
-46 |
106 |
|
Раненбург |
60 |
-38 |
98 |
|
Ребриха |
59 |
-50 |
109 |
|
Решоты |
57 |
-51 |
108 |
|
Ржев |
56 |
-47 |
103 |
|
Рославль |
56 |
-41 |
97 |
|
Россошь |
63 |
-37 |
100 |
|
Ростов-Главный |
60 |
-33 |
93 |
|
Ростов-Ярославский |
59 |
-46 |
105 |
|
Рощино |
53 |
-36 |
89 |
|
Ртищево |
60 |
-43 |
103 |
|
Рубцовск |
61 |
-49 |
110 |
|
Ружино |
58 |
-42 |
100 |
|
Рузаевка |
58 |
-44 |
102 |
|
Рыбинск |
56 |
-46 |
102 |
|
Ряжск |
61 |
-40 |
101 |
|
Рязань |
58 |
-41 |
99 |
|
Саблино |
53 |
-36 |
89 |
|
Сальск |
62 |
-34 |
96 |
|
Сама |
55 |
-52 |
107 |
|
Самара |
59 |
-43 |
102 |
|
Санкт-Петербург |
53 |
-36 |
89 |
|
Саранск |
58 |
-44 |
102 |
|
Саранчет |
57 |
-57 |
114 |
|
Сарапул |
58 |
-46 |
104 |
|
Саратов |
60 |
-41 |
101 |
|
Сасово |
58 |
-42 |
100 |
|
Саянская |
57 |
-56 |
113 |
|
Свердловск |
58 |
-43 |
101 |
|
Свирь |
54 |
-44 |
98 |
|
Свиягино |
57 |
-48 |
105 |
|
Свободный |
58 |
-53 |
111 |
|
Сегежа |
55 |
-46 |
101 |
|
Селемджинск |
60 |
-54 |
114 |
|
Селенга |
57 |
-41 |
98 |
|
Семенов |
57 |
-47 |
104 |
|
Сергач |
58 |
-44 |
102 |
|
Сергиев-Посад |
56 |
-48 |
104 |
|
Серов |
56 |
-52 |
108 |
|
Серпухов |
58 |
-44 |
102 |
|
Сестрорецк |
53 |
-36 |
89 |
|
Сибирцево |
57 |
-42 |
99 |
|
Сковородино |
57 |
-56 |
113 |
|
Скопин |
61 |
-40 |
101 |
|
Скуратово |
57 |
-42 |
99 |
|
Славгород |
60 |
-48 |
108 |
|
Сланцы |
53 |
-38 |
91 |
|
Слободчиково |
57 |
-51 |
108 |
|
Слюдянка |
51 |
-40 |
91 |
|
Смоленск |
55 |
-41 |
96 |
|
Соблаго |
55 |
-47 |
102 |
|
Советск |
56 |
-35 |
91 |
|
Советская Гавань |
56 |
-38 |
94 |
|
Соликамск |
56 |
-48 |
104 |
|
Соловьевск |
61 |
-52 |
113 |
|
Сонково |
55 |
-50 |
105 |
|
Сорочинская |
59 |
-48 |
107 |
|
Сортавала |
51 |
-41 |
92 |
|
Сосыка |
61 |
-34 |
95 |
|
Сочи |
58 |
-14 |
72 |
|
Спас-Демьянск |
56 |
-43 |
99 |
|
Спасск-Дальний |
56 |
-48 |
104 |
|
Средняя Нюкжа |
58 |
-61 |
119 |
|
Сретенск |
60 |
-58 |
118 |
|
Ставрополь |
60 |
-36 |
96 |
|
Старая Русса |
54 |
-42 |
96 |
|
Старица |
56 |
-47 |
103 |
|
Стародуб |
57 |
-39 |
96 |
|
Старожилово |
58 |
-40 |
98 |
|
Староминская |
62 |
-34 |
96 |
|
Старый Оскол |
61 |
-37 |
98 |
|
Стерлитамак |
60 |
-48 |
108 |
|
Сулемка |
58 |
-52 |
110 |
|
Суоярви |
54 |
-43 |
97 |
|
Сургут |
54 |
-55 |
109 |
|
Суриково |
56 |
-62 |
118 |
|
Суслово |
57 |
-55 |
112 |
|
Сухиничи |
58 |
-42 |
100 |
|
Сучан |
58 |
-32 |
90 |
|
Сущево |
55 |
-44 |
99 |
|
Сызрань |
61 |
-44 |
105 |
|
Сычевка |
56 |
-42 |
98 |
|
Тавда |
58 |
-48 |
106 |
|
Таганрог |
58 |
-33 |
91 |
|
Тагул |
57 |
-56 |
113 |
|
Тайга |
57 |
-53 |
110 |
|
Тайшет |
56 |
-53 |
109 |
|
Талдан |
60 |
-52 |
112 |
|
Таловая |
61 |
-38 |
99 |
|
Тамань |
57 |
-27 |
84 |
|
Тамбов |
60 |
-39 |
99 |
|
Танхой |
51 |
-40 |
91 |
|
Татарская |
60 |
-47 |
107 |
|
Тверь |
58 |
-50 |
108 |
|
Теба |
56 |
-53 |
109 |
|
Тигей |
58 |
-50 |
108 |
|
Тихвин |
55 |
-51 |
106 |
|
Тихорецкая |
62 |
-34 |
96 |
|
Тогучин |
58 |
-55 |
113 |
|
Токари |
55 |
-40 |
95 |
|
Токсово |
53 |
-36 |
89 |
|
Толмачево |
53 |
-43 |
96 |
|
Томск |
56 |
-55 |
111 |
|
Топки |
57 |
-51 |
108 |
|
Торжок |
56 |
-49 |
105 |
|
Торопец |
55 |
-46 |
101 |
|
Троицк |
60 |
-46 |
106 |
|
Туапсе |
61 |
-19 |
80 |
|
Тула |
58 |
-42 |
100 |
|
Тулат |
56 |
-60 |
116 |
|
Тулун |
56 |
-54 |
110 |
|
Тумнин |
57 |
-48 |
105 |
|
Тургутуй |
58 |
-52 |
110 |
|
Турий Рог |
59 |
-39 |
98 |
|
Туринск |
58 |
-48 |
106 |
|
Туймазы |
60 |
-50 |
110 |
|
Тыгда |
58 |
-53 |
111 |
|
Тында |
56 |
-54 |
110 |
|
Тюмень |
60 |
-50 |
110 |
|
Углич |
57 |
-47 |
104 |
|
Ужур |
57 |
-54 |
111 |
|
Узловая |
58 |
-42 |
100 |
|
Уйбат |
58 |
-50 |
108 |
|
Улан-Удэ |
60 |
-51 |
111 |
|
Ульяновск |
60 |
-48 |
108 |
|
Унаха |
56 |
-54 |
110 |
|
Уоян |
57 |
-60 |
117 |
|
Урбах |
61 |
-41 |
102 |
|
Ургал |
60 |
-58 |
118 |
|
Уса |
52 |
-53 |
105 |
|
Уссурийск |
57 |
-43 |
100 |
|
Усть-Кут |
58 |
-55 |
113 |
|
Усть-Лабинская |
63 |
-31 |
94 |
|
Усть-Луга |
52 |
-42 |
94 |
|
Уфа |
60 |
-48 |
108 |
|
Ухта |
55 |
-53 |
108 |
|
Уяр |
56 |
-55 |
111 |
|
Фаленки |
57 |
-46 |
103 |
|
Фосфоритная |
56 |
-47 |
103 |
|
Хабаровск |
60 |
-43 |
103 |
|
Хаджох |
61 |
-34 |
95 |
|
Хасав-Юрт |
61 |
-29 |
90 |
|
Хвойная |
55 |
-52 |
107 |
|
Хибины |
52 |
-44 |
96 |
|
Хилок |
58 |
-55 |
113 |
|
Холмск |
50 |
-29 |
79 |
|
Целина |
61 |
-34 |
95 |
|
Цивильск |
57 |
-43 |
100 |
|
Цимлянская |
61 |
-38 |
99 |
|
Чайда |
56 |
-63 |
119 |
|
Чакино |
60 |
-39 |
99 |
|
Чара |
55 |
-57 |
112 |
|
Чебоксары |
58 |
-44 |
102 |
|
Челябинск |
59 |
-44 |
103 |
|
Чекунда |
60 |
-58 |
118 |
|
Ченча |
56 |
-59 |
115 |
|
Червленная-Узловая |
62 |
-30 |
92 |
|
Черемхово |
55 |
-52 |
107 |
|
Череповец |
56 |
-49 |
105 |
|
Черкесск |
60 |
-31 |
91 |
|
Чернореченская |
58 |
-59 |
117 |
|
Чернушка |
58 |
-54 |
112 |
|
Чернышевск |
57 |
-57 |
114 |
|
Черняховск |
56 |
-35 |
91 |
|
Чертково |
60 |
-34 |
94 |
|
Черусти |
58 |
-45 |
103 |
|
Чита |
59 |
-52 |
111 |
|
Чишмы |
60 |
-48 |
108 |
|
Чудово |
54 |
-46 |
100 |
|
Чулымская |
58 |
-52 |
110 |
|
Чульман |
55 |
-61 |
116 |
|
Чунояр |
57 |
-54 |
111 |
|
Чусовая |
58 |
-49 |
107 |
|
Шабалино |
56 |
-45 |
101 |
|
Шадринск |
59 |
-47 |
106 |
|
Шарыпово |
58 |
-52 |
110 |
|
Шарья |
56 |
-44 |
100 |
|
Шаховская |
56 |
-45 |
101 |
|
Шахунья |
57 |
-47 |
104 |
|
Шелковская |
62 |
-30 |
92 |
|
Шепетовка |
58 |
-36 |
94 |
|
Шилка |
60 |
-56 |
116 |
|
Шилово |
59 |
-41 |
100 |
|
Шимановская |
58 |
-55 |
113 |
|
Шира |
56 |
-49 |
105 |
|
Шумерля |
57 |
-42 |
99 |
|
Шушь |
58 |
-55 |
113 |
|
Шуя |
58 |
-46 |
104 |
|
Щербакты |
60 |
-46 |
106 |
|
Щетинкино |
56 |
-52 |
108 |
|
Щигры |
60 |
-37 |
97 |
|
Эльтон |
65 |
-36 |
101 |
|
Юрьев-Польский |
57 |
-46 |
103 |
|
Янаул |
58 |
-51 |
109 |
|
Яр |
57 |
-46 |
103 |
|
Ярославль |
56 |
-46 |
102 |
Примечание. Расчетные температуры рельсов могут корректироваться при наличии более точных данных наблюдений на местах, корректировка этих температур должна быть согласована ЦП МПС.
ПРИЛОЖЕНИЕ 4
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПО ВОССТАНОВЛЕНИЮ ДЕФЕКТНЫХ РЕЛЬСОВЫХ ПЛЕТЕЙ
П.4.1. Определение размеров внутренних дефектов в головке
При обнаружении в головке рельсовой плети дефектов 20.2, 21.2 для решения вопроса о возможности оставления дефектного места в пути с установкой на это место накладок необходимо с помощью съемного ультразвукового дефектоскопа определить границы распространения внутренней трещины относительно рабочей грани головки рельса и уточнить место расположения дефекта по длине рельса.
При работе дефектоскопа тщательно очищают поверхность катания и смачивают ее в зоне поиска дефекта водой, а при отрицательной температуре - водным раствором спирта. Искатель многократно перемещают по поверхности катания вдоль рельса на длине около 20 см с каждой стороны дефекта, направляя пучок ультразвуковых колебаний вдоль продольной оси рельса. Первый проход искателя начинают от внутренней грани головки, последующие - с шагом сканирования 2-3 мм до установления границы распространения трещины в поперечном направлении головки (условной ширины трещины).
П.4.2. Временное восстановление рельсовых плетей
При выполнении работ по временному восстановлению рельсовых плетей в перерывах между поездами (без закрытия перегона), ограждаемых сигналами остановки, необходимо учитывать особенности данной работы и руководствоваться следующими технологическими указаниями.
Для пропуска поезда по дефектному месту, а также по месту, где выполняют вырезку рельса, ставят накладки, прикрепляемые струбцинами в соответствии с п. 4.5.
Перед проходом поезда рельсорезный станок снимают и на место пропила ставят накладки, прикрепляемые со стороны вырезаемого рельса струбцинами, а со стороны плети - болтом, для которого заранее просверливают отверстие в шейке рельса. Для ускорения постановки накладок их заранее устанавливают на небольшом расстоянии от места пропила и прикрепляют одной струбциной. Перед пропуском поезда струбцину ослабляют и накладки сдвигают вдоль пазухи рельса, перекрывая место пропила и стягивая их струбциной и болтом.
Перед вырезкой дефектного места следует тщательно измерить длину рельса, подготовленного к укладке. Расстояние между двумя пропилами должно равняться длине вставляемого рельса плюс два зазора. Положение второго пропила на плети намечается только после полного температурного перемещения ее концов в месте первого пропила.
Рис. П.4.1. Последовательность вырезки автогеном рельса из рельсовой плети:
1-3 - расположение резов при виде сбоку; 4-5 - расположение резов в плане; 6 - последовательно выжигаемая часть шейки рельса (обозначена пунктирной линией)
При температуре рельсовой плети, превышающей температуру ее закрепления, временное восстановление производят на закрытом для движения перегоне (в "окно") или в технологическое время, предусмотренное в графике движения поездов. При такой температуре плети в ней действуют сжимающие силы, затрудняющие резание. В таких случаях рекомендуется сначала вырезать газовым резаком кусок рельса длиной 10-20 см в месте дефекта, а затем рельсорезным станком обрезать концы плетей на требуемых расстояниях. Чтобы вырезаемый кусок рельса не зажимало при удлинении концов плетей и для обеспечения безопасности работающих, можно его вырезать постепенно. Порядок действий при постепенной вырезке показан на рис. П.4.1. Вначале по концам вырезаемого куска прорезают всю головку и шейку до половины высоты, затем часть рельса, находящуюся между двумя вертикальными прорезями, удаляют горизонтальным резом, после чего на той же длине 10-20 см вырезают две части подошвы по обе стороны шейки. Оставшуюся часть шейки постепенно выжигают посредством вертикальных перемещений резака до образования свободного зазора.
П.4.3. Окончательное восстановление рельсовых плетей
Окончательное восстановление рельсовых плетей заключается в вырезке части плети с дефектом, взятым в накладки, или в изъятии рельса, уложенного при временном восстановлении, и вваривании рельсовой вставки, одинаковой по износу и качеству металла с рельсовой плетью.
При окончательном восстановлении рельсовой плети с дефектом, взятым в накладки, дефектную часть плети вырезают до "окна" так же, как при временном восстановлении: для пропуска поездов места пропилов временно берутся в накладки, стянутые струбцинами; если плеть сжата, предварительно вырезают газокислородным способом небольшой кусок рельса (см. П.4.2).
Окончательное восстановление плети сваркой следует выполнять при температуре ее закрепления ±5 °С.
При окончательном восстановлении плети с рельсом, соединенным с ее концами накладками, обрезку одного конца плети выполняют в период подготовительных работ до "окна" с принятием таких же мер безопасности, какие применяют и при временном восстановлении. Обрезку второго конца плети выполняют в "окно" на расстоянии от первого пропила 12,5 - l, м, после полного температурного перемещения концов плети, где l - запас на усадку и оплавление металла при сварке двух стыков, который устанавливают при сварке контрольных образцов во время подготовки машины ПРСМ к работе на перегоне (обычно l = 0,04 ¸ 0,05 м). Первый пропил делают в некотором удалении от стыка так, чтобы при пропуске поезда можно было установить накладки, прикрепляемые струбцинами.
После удаления вырезанной части плети вместе с временным рельсом в плеть вваривают 12,5-метровый рельс с таким же износом и такого же качества металла, как и рельсовая плеть. Первый стык рельса с плетью сваривают с подтягиванием рельса, второй (замыкающий) стык может выполняться как с полным раскреплением и подтягиванием привариваемой части плети (если ее длина не более 120 м), так и с предварительным изгибом (если длина привариваемой части плети более 120 м).
П.4.4. Сварка с подтягиванием привариваемой плети
При сварке с подтягиванием плети, лежащей на подкладках и закрепленной на них, короткую часть плети (не более 120 м) освобождают от закрепления отвертыванием гаек клеммных болтов на 9-10 оборотов и подкладывают под нее на прокладки-амортизаторы через каждые 15 шпал полиэтиленовые прокладки или прокладки из других материалов, обладающие малым коэффициентом трения.
При длине привариваемой плети более 120 м сварка производится с предварительным изгибом привариваемой плети.
П.4.5. Сварка с предварительным изгибом привариваемой плети
При сварке с предварительным изгибом (рис. П.4.2) раскрепляется только часть плети. На участке ВС длиной 5 м гайки отвертывают на несколько оборотов для облегчения продольного перемещения. На участке СД длиной 40 м клеммы полностью удаляют. Раскрепленную часть плети поднимают над ребордами подкладок и изгибают горизонтальной плоскости на прямых участках в сторону оси пути, а на кривых - в наружную сторону кривой. Изгиб плети следует заканчивать, когда торец плети совпадает с торцом приваренной ранее рельсовой вставки.
В процессе сварки изогнутая часть плети выпрямляется под действием продольного усилия, создаваемого сварочной машиной. По окончании сварки плеть не должна занимать исходного положения - стрела остаточного изгиба должна оставаться в пределах 15-30 см. Если остаточная стрела (наибольшее расстояние от внутреннего относительно изгиба плети края подошвы до наиболее удаленной от рельса реборды подкладки) выходит за указанные пределы, сварной стык должен быть забракован и вырезан из плети. Фактическая остаточная стрела изгиба должна быть записана сварщиком в сменный журнал.
После остывания замыкающего стыка (через 2-3 мин после окончания сварки) оставшуюся изогнутую часть рельсовой плети выпрямляют приложением поперечного усилия. Постановку клемм и закручивание гаек нужно выполнять в направлении от замыкающего сварного стыка.
Сдвиг плети СД при ее изгибе перед сваркой и при выправлении после сварки должен происходить по трем скользунам, равномерно распределенным на участке изгиба; должно быть обеспечено свободное, без большого трения перемещение по ним.
Если восстановление рельсовых плетей сваркой выполняется при температуре ниже оптимальной температуры закрепления более чем на 5 °С, то перед сваркой необходимо рассчитать удлинение конца плети (в зоне первого свариваемого стыка), необходимое для последующего ввода плети на участке производства работ в оптимальную температуру закрепления.
Рассмотрим эпюру температурных сил в плети в зоне планируемой рельсовой ставки (рис. П.4.3).
На рис. П.4.3 приведены следующие обозначения:
lвст - длина рельсовой вставки; обычно lвст = 12,5 м; lсв - участок плети, освобожденный от закрепления для образования петли при сварке второго стыка; lсв принимается равным 4,5 м; lд - длина дышащего конца плети;
![]() ,
,
где Nt, - температурная сила, возникающая в плети при перепаде температур относительно температуры ее закрепления; r - погонное сопротивление плети; a - коэффициент линейного расширения рельсовой стали (a = 0,0000118 1/град); Е - модуль упругости рельсовой стали (Е = 2,1·106 кгс/см2); F - площадь поперечного сечения рельса (для Р65 F = 82,56 см2); Dt - перепад оптимальной температуры закрепления рельсов относительно температуры рельсов в момент производства работ.
Рис. П.4.2. Схема изгиба рельсовой плети при сварке с предварительным изгибом:
A, В - места сварки; С, Д - начало и конец изгиба плети; 1 - направление движения ПРСМ; 2 - рельсовая плеть не раскрепляется; 3 - вставка; 4 - скрепления ослабляются; 5 - скрепления удаляются.
Рис. П.4.3. Эпюра температурных сил в рельсовой плети в зоне производства работ:
А, В - места сварки
Величина необходимого удлинения конца плети Dlу в точке А определяется зависимостью:
![]() ,
,
Dlд - удлинение дышащего конца плети; Dlд - удлинение рельсовой вставки; Dlсв - удлинение свободного (раскрепленного) участка плети; Dl - запас, учитывающий укорочение конца плети после снятия растягивающего прибора, принимается Dl = Dlд.
Например, оптимальная температура закрепления tо = +25 °С. Восстановление плетей сваркой производится при температуре рельсов tp = +5 °С. Перепад оптимальной температуры относительно температуры рельсов в момент производства работ Dt = 25 - 5 = 20 °С. Необходимые удлинения дышащих концов:
![]()
Для зимних условий r = 25 кгс/см, а для летних - r = 12,5 кгс/см.
Удлинение рельсовой вставки:
![]() .
.
Удлинение раскрепленной части плети:
![]() .
.
Отсюда необходимое удлинение плети составит.
![]() .
.
Удлинение плети осуществляется с помощью гидравлического натяжного прибора (ГНУ). Перед удлинением конца плети величина стыка между временным рельсом и концом плети в зоне планируемой вставки должна быть не менее 26 мм. Перед удлинением плети гайки клеммных и закладных болтов в пределах временного рельса и на 10 м примыкающего к нему с другой стороны конца плети затягивают с крутящим моментом соответственно 200 и 150 кН. Затем в зоне первого свариваемого стыка устанавливается растягивающий прибор, плеть на протяжении 150 м раскрепляется и растягивается на 26 мм.
Перед раскреплением на подошву рельса и подкладки через каждые 30 м наносятся контрольные, а на подошву рельса дополнительно - расчетные риски. Контрольные риски, нанесенные в одном створе на подошве рельса и подкладке, фиксируют начальное положение плети. Расчетные риски определяют смещение в каждом сечении плети через 30 м. На протяжении 150 м размещается пять контрольных сечений через 30 м.
Первое сечение (от неподвижного участка) при растяжении плети должно сместиться на величину Dlу/5 = 5 мм, второе - на 10, третье - на 16, четвертое - на 21 и конец плети - на 26 мм.
После растяжения плеть закрепляется. Закрепление начинается от подвижного конца. На участке Nt/r = aEFDt/r + 1 = 400/12,5 + 1 = 32 + 1 = 33 м плеть закрепляется на каждой шпале, а на остальном протяжении - на каждой пятой шпале. Затем ГНУ снимается и производится восстановление плети сваркой.
После завершения работ по сварке плеть на протяжении 150 м + lд раскрепляется, нa протяжении 150 м + lд + lвст + lсв вывешивается на пластины или ролики, встряхивается с использованием ударных приборов или простукиванием деревянными молотками и закрепляется.
После проведения указанных работ температура закрепления на участке восстановления плети сваркой соответствует оптимальной.
ПРИЛОЖЕНИЕ 5
ЖУРНАЛ УЧЕТА ПОДВИЖЕК РЕЛЬСОВЫХ ПЛЕТЕЙ (образец заполнения)
|
№ плети и ее расположение |
№ «маячных» шпал |
Величина подвижек Dl мм, относительно «маячных» шпал |
|||||
|
весной 14.04.99 |
летом 15.06.99 |
осенью 22.09.99 |
|||||
|
Л |
П |
Л |
П |
Л |
П |
||
|
№16 256 км ПК7 + 20 258 км ПК6 + 35 |
1 |
-1 |
0 |
0 |
-1 |
+1 |
0 |
|
2 |
-1 |
0 |
0 |
+1 |
+1 |
+1 |
|
|
3 |
0 |
+1 |
-1 |
+1 |
+1 |
+2 |
|
|
4 |
+1 |
+3* |
0 |
+9** |
0 |
+1 |
|
|
5 |
+2 |
+1 |
+2 |
+2 |
+2 |
+2 |
|
|
6 |
+4* |
0 |
+6** |
+2 |
+8** |
+1 |
|
|
7 |
+1 |
+1 |
+1 |
+1 |
+2 |
+1 |
|
|
8 |
0 |
-1 |
0 |
+1 |
+1 |
+1 |
|
|
9 |
+1 |
-1 |
0 |
0 |
0 |
-1 |
|
|
10 |
+1 |
0 |
0 |
0 |
0 |
0 |
|
|
11 |
0 |
0 |
-1 |
0 |
-2 |
0 |
|
|
12 |
0 |
0 |
-1 |
-1 |
-1 |
0 |
|
|
13 |
0 |
0 |
0 |
-1 |
-1 |
0 |
|
|
14 |
-1 |
-1 |
0 |
-2 |
0 |
-1 |
|
|
15 |
-1 |
-1 |
-2 |
-1 |
-2 |
-1 |
|
|
16 |
-3* |
-3* |
-4* |
-3* |
-3* |
-6 |
|
|
17 |
-1 |
-1 |
-1 |
-2 |
-1 |
-2 |
|
|
18 |
0 |
-1 |
0 |
-1 |
-1 |
0 |
|
|
Примечания. 1. Периодичности замеров подвижек устанавливает начальник или главный инженер дистанции пути. 2. Дату весеннего и осеннего замеров следует совмещать с весенним и осенним осмотрами пути. 3. На каждый год для каждой плети составляется отдельная таблица. Знак + (плюс) - по ходу километров, - (минус) - против хода километров; Л - левая нить, П - правая нить. 4. Знак * означает начало подвижек, знак ** - необходимость закрепления плети. 5. Журнал хранится у дорожного мастера с момента укладки и до снятия плетей. В зимний период контролируются подвижки лишь концов плетей. При этом контролируется изменение стыковых зазоров. |
|||||||
ПРИЛОЖЕНИЕ 6
ЖУРНАЛ
|
Указания к ведению журнала
1. Журнал заполняют и хранят технические отделы дистанций пути. Выписки из журнала с планом раскладки плетей и температурой закрепления каждой плети заносятся в книгу проверок пути по форме ПУ-28 бригадиром пути, дорожным мастером, старшим мастером и начальником участка.
2. Все листы журнала должны быть пронумерованы, а в конце журнала должна быть запись об общем числе листов.
3. Записи ведут чернилами.
4. Записи начального режима и последующих его изменений для каждой плети (отдельно для левой и правой плетей) выполняют на отдельном листе.
5. Номера плетей записывают в соответствии с номерами, указанными в проекте (в укладочном плане), с отметкой Л или П (левая по счету километров или правая).
6. В журнал заносят работы, которые влияют на температурный режим плети и на ее напряженное состояние: разрядка температурных напряжений с указанием способа (нагрев, растяжение, применение роликов или прокладок), восстановление целостности рельсовых плетей (с указанием зазора и температуры при их разрыве), смена уравнительных рельсов с указанием длин и температуры рельсов, ликвидация угона, все работы с применением путевых машин с указанием температуры рельсов в начале и конце работы, а также длин участков раскрепления в соответствии с п. 4.4.8.
7. Температурой закрепления рельсов и температурой при проведении работ и перезакреплении считается средняя между измеренными в начале и конце закрепления сей плети.
8. В дистанциях пути составляют ведомости сварных плетей с указанием номера, места расположения, длины и температуры закрепления.
9. Журнал учета службы и температурного режима рельсовых плетей проверяется старшим дорожным мастером и руководством дистанции пути при очередных проверках ведения технической документации на околотке.
|
Дата |
Температура рельсов, °С |
Наименование работ |
Длина участка ослабления плети, м |
Длина уравнительных или временных рельсов, м |
Зазор в стыках уравнительных или временных рельсов, мм |
Должность и подпись руководителя работ |
Примечание |
||
|
перед началом плети |
за концом плети |
вначале |
в конце |
||||||
|
27.02.1994 г. |
-4 |
Укладка плетей |
Вся плеть |
12,50 |
12,50 |
20 |
20 |
ПДС Иванов |
Специальная удлиненная рубка |
|
12,62 |
12,62 |
20 |
20 |
||||||
|
12,50 |
12,50 |
20 |
20 |
||||||
|
|
|
20 |
20 |
||||||
|
6.04.1994 r. |
+26 |
Разрядка напряжений с постановкой плети на ролики и закрепление ее на постоянный режим эксплуатации |
То же |
12,50 |
12,50 |
10 |
10 |
ПДС Иванов |
Плеть удлинилась на 276 мм. Расчетное удлинение 284 мм |
|
12,50 |
12,50 |
8 |
8 |
||||||
|
12,50 |
12,50 |
8 |
8 |
||||||
|
|
|
10 |
10 |
||||||
|
25.01.1998 г. |
-27 |
Временное восстановление после излома |
- |
9,0 |
- |
10 |
8 |
ПД Петров |
- |
|
|
|
|
|
||||||
|
27.04.1998 г. |
+2 |
Окончательное восстановление плети сваркой машиной ПРСМ |
Последние 147 м |
12,50 |
12,50 |
12 |
14 |
ПД Петров |
Освобожденный участок укоротился на 48 мм. Расчетное укорочение 50 мм |
|
12,50 |
12,54 |
9 |
14 |
||||||
|
12,50 |
12,50 |
10 |
12 |
||||||
|
|
|
16 |
12 |
||||||
|
6.05.1998 г. |
+25 |
Разрядка напряжений после восстановления с постановкой на ролики |
Конец плети длиной 200 м |
12,50 |
12,50 |
10 |
10 |
ПД Петров |
Конец плети удлинился на 50 мм. Расчетное удлинение 54 мм |
|
12,50 |
12,50 |
8 |
10 |
||||||
|
12,50 |
12,50 |
8 |
10 |
||||||
|
|
|
13 |
10 |
||||||
|
20.09.1998 г. |
+10 |
Разрядка напряжений перед очисткой щебня машиной ЩОМ-Д |
То же |
12,50 |
12,50 |
14 |
14 |
ПД Петров |
Плеть укоротилась на 136 мм. Расчетное укорочение 142 мм |
|
12,50 |
12,38 |
12 |
12 |
||||||
|
12,50 |
12,50 |
12 |
12 |
||||||
|
|
|
15 |
14 |
||||||
|
25.10.1998 г. |
+26 |
Введение плети в оптимальный температурный интервал после очистки щебня с использованием растягивающего прибора |
« |
12,50 |
12,50 |
8 |
8 |
ПД Петров |
Плеть укоротилась на 148 мм. Расчетное укорочение 151 мм |
|
12,50 |
12,50 |
8 |
10 |
||||||
|
12,50 |
12,50 |
12 |
10 |
||||||
|
|
|
9 |
8 |
||||||
|
|
|
|
|
||||||
ПРИЛОЖЕНИЕ 7
ПАСПОРТ - КАРТА БЕССТЫКОВОГО
ПУТИ С ДЛИННЫМИ ПЛЕТЯМИ И ЖУРНАЛ УЧЕТА ИХ СЛУЖБЫ
(образец заполнения)
|
Плеть № 16 Длина плети: правая 1570,00 м левая 1570,00 м Начало плети: правая км 1523 пк 0 + 00 левая км 1523 пк 0 + 00 Конец плети: правая км 1524 пк 5 + 70,00 левая км 1524 пк 5 + 70,00 Длины сварных плетей: правая 390,00 + 510,00 + 670,00 левая 390,00 + 510,00 + 670,00 Плети изготовлены на РСП № 6 Тип рельсов Р65 Способ термообработки - объемнозакаленные
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Указания по составлению паспорт-карты
Паспорт-карту заполняют и хранят технические отделы дистанции пути на каждую пару плетей длиной более 800 м. Выписки из паспорта-карты с планом раскладки плетей и температурой закрепления каждой плети заносятся в книгу проверок пути по форме ПУ-28 бригадиром пути, дорожным мастером, старшим мастером и начальником участка. В паспорте-карте в масштабе 1 см : 100 м вычерчивают на миллиметровой бумаге план линии, который берут с продольного профиля с привязкой его к пикетам и километрам и приводят расчетные интервалы температур закрепления участков плети.
Отдельно для правой и левой плетей указывают номера свариваемых плетей, температуры закрепления и сварки с указанием дат выполнения этих работ.
Номера свариваемых и коротких плетей берут по ведомости РСП.
В других графах по данным, представляемым дорожными мастерами, приводят сведения об изменении температуры закрепления плетей и восстановлении ее целостности в случае излома или обнаружения остродефектного места.
Фактическую температуру закрепления определяют на участках, подверженных угону, и записывают в паспорт-карту в случае, если полученное значение ее отличается от первоначального, соответствующего температуре закрепления плети.
ПРИЛОЖЕНИЕ 8
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ1 НОРМАТИВНЫХ ДОКУМЕНТОВ
1 После названия каждого документа в скобках указан пункт настоящих Технических указаний, где имеется на него ссылка.
Технические указания по устройству, укладке и содержанию бесстыкового пути от 03.10.91 (1.3).
Инструкция по текущему содержанию железнодорожного пути. ЦП/2913 от 08.07.97 (1.5).
Правила по охране труда при содержании и ремонте железнодорожного пути и сооружений. ПОТ РО-32-ЦП-652-99 от 24.02.99 (1.5).
Инструкция по обеспечению безопасности движения поездов при производстве путевых работ. ЦП/485 от 28.07.97 (1.5, 4.6.9).
Технические условия на работы по ремонту и планово-предупредительной выправке пути от 28.06.97 (2.2.1, 3.1.2, 4.3.7, 6.2.2.1, 7.3.3).
Инструкция по содержанию земляного полотна железнодорожного пути. ЦП/544 от 30.03.98.
ГОСТ 7392-95. Щебень из природного камня для балластного слоя железнодорожного пути (2.3.1).
Смесь песчано-щебеночная из отсевов, дробления серпентинитов для балластного слоя железнодорожного пути. ТУ 32-ЦП-782-92 от 15.08.92 (2.3.1).
Рельсы железнодорожные новые сварные. ТУ 0921-057-0112-43-28-98 от 01.01.98 (2.5.1).
Инструкция по применению и проектированию безбалластного мостового полотна на железобетонных плитах на металлических пролетных строениях железнодорожных мостов от 1995 (2.4.3).
Указания по устройству и конструкции мостового полотна на железнодорожных мостах от 28.07.87 (2.8.2).
Указания по конструкции и устройству охранных приспособлений на мостах с ездой на балласте с устройством пути на железобетонных шпалах от 30.11.98 (2.4.4, 2.8.8).
Инструкция по эксплуатации состава рельсовозного для перевозки 800-метровых плетей. ЦП/4596 от 31.05.88 (3.2.1).
ГОСТ 8161-75. Рельсы железнодорожные типа Р65. Конструкция и размеры (2.5.4, 6.2.1.1).
Инструкция по содержанию искусственных сооружений. ЦП/628 от 28.12.98 (2.8.2).
СНиП 2.05.03-84. Мосты и трубы (2.8.4).
ГОСТ 9232-83. Габариты приближения строений и подвижного состава железных дорог колеи 1520 (1524) мм (3.2.5).
Рельсы железнодорожные типа Р65 низкотемпературной надежности. ТУ 14-1-52-33-93 (6.2.1.1).
Технические указания на переборку и применение старогодной путевой решетки на железобетонных шпалах. ЦПТ-17/5 от 29.12.98 (7.1.2, 7.3.1).
Рельсы железнодорожные отремонтированные сварные. Технические условия ТУ 0921-077-0112-43-28-99 от 01.01.99. Приложение Л. Режимы закалки головки сварных стыков рельсов с тепла сварки воздушно-водяной смесью (7.1.2, 7.2.1, 8.3.5).
СОДЕРЖАНИЕ
|
|