|
|||||||||||||||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.

ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
СВАРКА, ПАЙКА
И ТЕРМИЧЕСКАЯ
РЕЗКА МЕТАЛЛОВ
ЧАСТЬ 2
ГОСТ 11534-75
Издательство СТАНДАРТОВ
Москва 1991
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
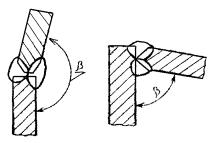
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ
СВАРНЫЕ ПОД ОСТРЫМИ Основные типы,
конструктивные Hand arc welding. Acute and blunt |
ГОСТ |
Дата введения 01.01.77
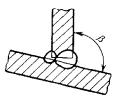
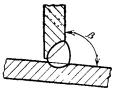
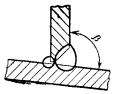
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой плавящимся электродом во всех пространственных положениях при толщине свариваемого металла до 60 мм включительно с расположением свариваемых деталей под острыми и тупыми углами.
Стандарт не устанавливает типы, конструктивные элементы и размеры сварных соединений трубопроводов и сварных швов, выполняемых сваркой с глубоким проплавлением.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Таблица 1
|
Форма подготовленных кромок |
Характер выполненного шва |
Форма поперечного сечения подготовленных кромок и выполненного шва |
Толщина свариваемых деталей, мм |
Угол соединения деталей β, град |
Условное обозначение сварного соединения |
|
|
Угловое |
Без скоса кромок |
Односторонний |
|
1 - 6 |
179 - 91; 89 - 5 |
У1 |
|
7 - 30 |
135 - 91; 89 - 5 |
|||||
|
Односторонний на стальной съемной или остающейся подкладке |
|
1 - 6 |
179 - 136 |
У2 |
||
|
7 - 26 |
135 - 91 |
|||||
|
Двусторонний |
|
2 - 8 |
179 - 91 |
У3 |
||
|
2 - 30 |
135 - 91 |
|||||
|
9 - 30 |
89 - 45 |
|||||
|
Со скосом одной кромки |
Односторонний |
|
4 - 26 |
179 - 136; 89 - 46 |
У4 |
|
|
Двусторонний |
|
4 - 60 |
179 - 136; 89 - 45 |
У5 |
||
|
С двумя скосами одной кромки |
Двусторонний |
|
12 - 60 |
179 - 165; 89 - 75 |
У6 |
|
|
С двумя несимметричными скосами одной кромки |
Двусторонний |
|
12 - 60 |
89 - 75; 179 - 165 |
У7 |
|
|
С двумя скосами одной кромки и одним скосом второй кромки |
Двусторонний |
|
12 - 60 |
179 - 136 |
У8 |
|
|
Тавровое |
Без скоса кромок |
Односторонний |
|
1 - 30 |
91 - 175 |
Т1 |
|
Двусторонний |
|
1 - 60 |
91 - 135 |
Т2 |
||
|
С одним скосом одной кромки |
Односторонний |
|
4 - 26 |
91 - 134 |
Т3 |
|
|
Двусторонний |
|
4 - 60 |
91 - 134 |
Т4 |
||
|
Со скосом одной кромки |
Односторонний |
|
2 - 30 |
89 - 45; 91 - 135 |
Т5 |
|
|
Двусторонний |
|
2 - 60 |
89 - 45; 91 - 135 |
T6 |
||
|
С двумя скосами одной кромки |
Двусторонний |
|
12 - 60 |
91 - 100; 89 - 80 |
Т7 |
|
|
С двумя несимметричными скосами одной кромки |
Двусторонний |
|
12 - 60 |
101 - 110; 79 - 70 |
Т8 |




3. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2 - 17.
Таблица 2
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
e, не более |
α, град |
b |
g |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||
|
179 - 160 |
159 - 136 |
135 - 91 |
89 - 61 |
60 - 46 |
45 - 5 |
До 90 |
Св. 90 |
|||||||||
|
У1 |
|
|
0,7s |
От 1,0 до 1,5 |
6 |
7 |
s + 6 |
(s + 4) ± l |
1,75s + b |
2s + b |
90 - β |
180 - β |
0 |
+0,5 |
1,0 |
+0,5 |
|
Св. 1,5 до 3,0 |
7 |
9 |
1 |
±1,0 |
1,5 |
±1,0 |
||||||||||
|
Св. 3,0 до 6,0 |
9 |
12 |
2 |
+ 1,0 |
2,0 |
+ 1,0 -0,5 |
||||||||||
|
Св. 6,0 до 10,0 |
- |
2,5 |
+2,0 -0,5 |
|||||||||||||
|
Св. 10,0 до 26,0 |
+2,0 -0,5 |
|||||||||||||||
|
Св. 26,0 до 30,0 |
-2,0 |
|||||||||||||||
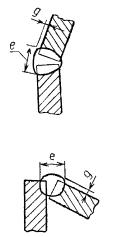
Таблица 3
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
e, не более |
α, град |
b |
g |
|
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
β, град |
|||||||||||||
|
179 - 160 |
159 - 136 |
135 - 91 |
|||||||||||
|
У2 |
|
|
0,7s |
От 1,0 до 1,5 |
6 |
7 |
s + 6 |
180 - β |
0 |
+0,5 |
1,0 |
±0,5 |
|
|
Св. 1,5 до 3,0 |
7 |
9 |
1 |
±1,0 |
1,5 |
±1,0 |
|
||||||
|
Св. 3,0 до 6,0 |
9 |
12 |
2 |
+1,0 -0,5 |
2,0 |
|
|||||||
|
Св. 6,0 до 26,0 |
- |
|
|||||||||||

Таблица 4
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
e, не более |
e1 |
α, град |
b |
g |
|
||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||
|
179 - 160 |
159- 136 |
135 - 91 |
89 - 61 |
60 - 45 |
135 - 91 |
89 - 45 |
Св. 90 |
До 90 |
|||||||||||
|
У3 |
|
|
0,7s |
От 2 до 3 |
7 |
8 |
s + 5 |
(s + 4) + b |
1,75s + b |
Не более 8 |
3 (справочное) |
180 - β |
90 - β |
2 |
±1,0 |
1,5 |
±1,0 |
|
|
|
Св. 3 до 5 |
8 |
10 |
s + 8 |
|
|||||||||||||||
|
Св. 5 до 8 |
9 |
12 |
+1,5 -1,0 |
|
|||||||||||||||
|
Св. 8 до 26 |
- |
Не более 10 |
+1,0 |
0,5 |
+2,0 |
|
|||||||||||||
|
Св. 26 до 30 |
-2,0 |
-0,5 |
|
||||||||||||||||
|
|||||||||||||||||||

Таблица 5
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
е, не более |
α1, град |
b = c |
g |
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
179 - 136 |
89 - 46 |
Св. 90 |
До 90 |
|||||||||
|
У4 |
|
|
0,7s |
От 4 до 6 |
1,4s + 6 |
1,5s + 6 |
α- (180 - β) |
α - (90 - β) |
1 |
±1 |
0,5 |
+1,0 -0,5 |
|
Св. 6 до 10 |
1,4s + 8 |
2 |
+1 -2 |
+2,0 -0,5 |
||||||||
|
Св. 10 до 16 |
||||||||||||
|
Св. 16 до 26 |
||||||||||||

Таблица 6
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
е, не более |
е1 |
α1, град. |
b = c |
g |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
179 - 136 |
89 - 46 |
Св. 90 |
До 90 |
Св. 90 |
До 90 |
|||||||||
|
У5 |
|
|
0,7s |
От 4 до 6 |
1,45s + 8 |
1,5s + 6 |
Не более 8 |
3 (справочное) |
α - (180 - β) |
α- (90 - β) |
1 |
±1 |
0,5 |
+1,0 -0,5 |
|
Св. 6 до 10 |
2 |
+1 -2 |
+2,0 -0,5 |
|||||||||||
|
Св. 10 до 16 |
Не более 10 |
|||||||||||||
|
Св. 16 до 26 |
||||||||||||||

Таблица 7
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
h |
e = e1 |
e |
e1 |
α1 |
α2 |
α1 |
α2 |
g = g1 |
g, не более |
|
||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
Номин. |
Пред. откл. |
|
|||||||||||||||||||
|
β, град |
|
|||||||||||||||||||||||
|
179 - 175 |
80 - 85 |
174 - 170 |
84 - 80 |
169 - 165 |
79 - 75 |
174 - 170 |
84 - 80 |
169 - 165 |
79 - 75 |
Св. 90 |
До 90 |
Св. 90 |
До 90 |
|
||||||||||
|
У6 |
|
|
0,7s |
От 12 до 14 |
s - 1 2 |
s + 5 |
0,6s + 5 |
0,9s + 10 |
1,2s + 8 |
α - (180 - β |
α + (180 - β |
α - (90 - β |
α + (90 - β |
0,5 |
+2,0 -0,5 |
1,0 |
||||||||
|
Св. 14 до 30 |
0,8s + 6 |
0,7s + 5 |
|
|||||||||||||||||||||
|
Св. 30 до 60 |
+3,0 -0,5 |
|
||||||||||||||||||||||
|
||||||||||||||||||||||||
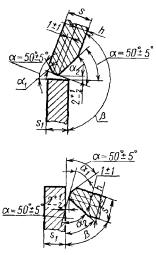

Таблица 8
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
h |
e |
e1 |
α1 |
α2 |
α1 |
α2 |
g =g1 |
g, не более |
||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
град. |
|||||||||||||||||||||
|
β, град. |
||||||||||||||||||||||||
|
179 - 175 |
89 - 85 |
174 - 170 |
84 - 80 |
169 - 165 |
79 - 75 |
179 - 175 |
89 - 85 |
174 - 170 |
84 - 80 |
169 - 105 |
79 - 75 |
Св. 90 |
До 90 |
Св. 90 |
До 90 |
|||||||||
|
Номин. |
Пред. откл. |
|||||||||||||||||||||||
|
У7 |
|
|
0,7s |
От 12 до 14 |
3 |
1,2s + 5 |
0,9s + 10 |
0,6s + 5 |
0,7s + 6 |
0,8s + 6 |
α - (180 - β) |
α + (180 - β) |
α - (90 - β) |
α + (90 - β) |
0,5 |
+2,0 -0,5 |
1,0 |
|||||||
|
Св. 14 до 20 |
0,8s + 10 |
0,8s + 5 |
||||||||||||||||||||||
|
Св. 20 до 30 |
s + 5 |
|||||||||||||||||||||||
|
Св. 30 до 60 |
+3,0 -0,5 |
|||||||||||||||||||||||
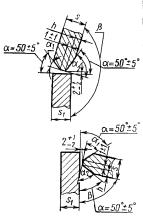

Таблица 9
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s = s1 |
h = h1 |
е = е1, не более |
α1, град |
α2 = α3, град |
b |
g = g1 |
|
|||
|
β, град |
|
|||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
179 - 136 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
|||||
|
У8 |
|
|
От 12 до 30 |
s - 1 2 |
0,7s + 4 |
α - (180 - β) |
а/2 + (90 - β/2) |
2 |
+1 -2 |
0,5 |
+2,0 -0,5 |
|
|
Св. 30 до 60 |
+3,0 -0,5 |
|
||||||||||
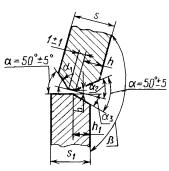
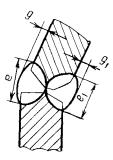
Таблица 10
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
е, не более |
α, град. |
b |
g |
|||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
91 - 100 |
101 - 110 |
111 - 120 |
121 - 135 |
136 - 175 |
||||||||||
|
Т1 |
|
|
0,7s |
От 1,0 до 2,5 |
4 |
5 |
β - 90 |
0 |
+1 |
3 |
+1 -3 |
|||
|
Св. 2,5 до 4,5 |
7 |
+3 |
||||||||||||
|
Св. 4,5 до 6,0 |
6 |
0,4s + 5 |
0,6s + 5 |
0,9s + 5 |
1,1s + 3 |
|||||||||
|
Св. 6,0 до 9,0 |
7 |
|||||||||||||
|
Св. 9,0 до 15,0 |
8 |
4 |
±3 |
|||||||||||
|
Св. 15,0 до 21,0 |
9 |
5 |
||||||||||||
|
Св. 21,0 до 30,0 |
10 |
|||||||||||||
|
Примечание. Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при проектировании. |
||||||||||||||
Таблица 11
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
e, не более |
e1 +2 -1 |
α, град. |
b |
g |
||||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
||||||||||||||||||||
|
β, град. |
||||||||||||||||||||||
|
91 - 100 |
89 - 80 |
101 - 110 |
79 - 70 |
111 - 120 |
69 - 60 |
121 - 134 |
59 - 46 |
135 |
45 |
91 - 135 |
89 - 45 |
Св. 90 |
До 90 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
Т2 |
|
|
0,7s |
От 1,0 до 2,5 |
4 |
0,4s + 5 |
0,6s + 5 |
0,9s + 5 |
0,9s + 5 |
3 |
β - 90 |
90 - β |
0 |
+1 |
3 |
+1 -3 |
||||||
|
Св. 2,5 до 4,5 |
6 |
|||||||||||||||||||||
|
Св. 4,5 до 6,0 |
7 |
4 |
+2 |
|||||||||||||||||||
|
Св. 6,0 до 9,0 |
|
5 |
||||||||||||||||||||
|
Св. 9,0 до 15,0 |
8 |
6 |
4 |
±3 |
||||||||||||||||||
|
Св. 15,0 до 21,0 |
9 |
7 |
+3 |
5 |
||||||||||||||||||
|
Св. 21,0 до 30,0 |
10 |
8 |
6 |
|||||||||||||||||||
|
Св. 30,0 до 60,0 |
|
10 |
13 |
|||||||||||||||||||
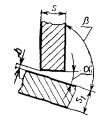

Таблица 12
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
e, не более |
α1, град |
b |
g |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
91 - 134 |
||||||||||
|
Т3 |
|
|
0,7s |
От 4 до 6 |
1,2s + 5 |
α - (β - 90) |
1 |
±1 |
3 |
+1 -3 |
|
Св. 6 до 8 |
2 |
+1 -2 |
||||||||
|
Св. 8 до 12 |
1,3s + 6 |
4 |
±3 |
|||||||
|
Св. 12 до 16 |
||||||||||
|
Св. 16 до 20 |
5 |
|||||||||
|
Св. 20 до 24 |
||||||||||
|
Св. 24 до 26 |
||||||||||
Таблица 13
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
e, не более |
α1, град |
е1 (справочное) |
b |
g |
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
91 - 134 |
89 - 46 |
Св. 90 |
До 90 |
||||||||||
|
Т4 |
|
|
0,7s |
От 4 до 6 |
1,2s + 5 |
α - (β - 90) |
α - (90 - β) |
3 |
1 |
1 |
±1 |
+1 -3 |
|
|
Св. 6 до 8 |
2 |
2 |
|||||||||||
|
Св. 8 до 12 |
1,3s + 6 |
||||||||||||
|
Св. 12 до 16 |
+1 -2 |
±3 |
|||||||||||
|
Св. 16 до 20 |
|||||||||||||
|
Св. 20 до 24 |
|||||||||||||
|
Св. 24 до 28 |
|||||||||||||
|
Св. 28 до 60 |
|||||||||||||
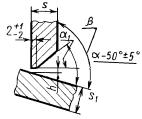
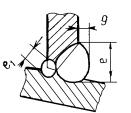
Таблица 14
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
e = g |
α1, град |
b |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номин. |
Пред. откл. |
|||||||||
|
β, град |
Номин. |
Пред. откл. |
||||||||||
|
89 - 45 |
91 - 135 |
89 - 45 |
91 - 135 |
Св. 90 |
До 90 |
|||||||
|
Т5 |
|
|
0,7s |
От 2,0 до 2,5 |
3 |
+2 |
β - 90 |
90 - β |
0 |
+1 |
||
|
Св. 2,5 до 4,0 |
+2 |
|||||||||||
|
Св. 4,0 до 6,0 |
4 |
+2 -1 |
||||||||||
|
Св. 6,0 до 9,0 |
5 |
|||||||||||
|
Св. 9,0 до 15,0 |
6 |
|||||||||||
|
Св. 15,0 до 21,0 |
7 |
±2 |
+3 |
|||||||||
|
Св. 21,0 до 30,0 |
8 |
|||||||||||
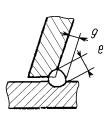
Таблица 15
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
e = g |
α1, град |
α, град. |
b |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номин. |
Пред. откл. |
||||||||||
|
β, град |
Номин. |
Пред. откл. |
|||||||||||
|
89 - 45 |
91 - 135 |
89 - 45 |
91 - 135 |
Св. 90 |
До 90 |
||||||||
|
Т6 |
|
|
0,7s |
От 2,0 до 2,5 |
3 |
+2 |
β - 90. |
90 - β |
β |
0 |
+1 |
||
|
Св. 2,5 до 4,5 |
+2 |
||||||||||||
|
Св. 4,5 до 6,0 |
4 |
+2 -1 |
|||||||||||
|
Св. 6,0 до 9,0 |
5 |
||||||||||||
|
Со. 9,0 до 15,0 |
6 |
||||||||||||
|
Св. 15,0 до 21,0 |
7 |
±2 |
+3 |
||||||||||
|
Св. 21,0 до 30,0 |
8 |
||||||||||||
|
Св. 30,0 до 60,0 |
12 |
||||||||||||
Таблица 16
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
h |
e, не более |
e1 +2 -1 |
α1 |
α2 |
α1 |
α2 |
b |
g |
|||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
град. |
||||||||||||||||
|
β, град. |
|
||||||||||||||||||
|
91 - 95 |
89 - 85 |
96 - 100 |
84 - 80 |
96 - 100 |
84 - 80 |
Св. 90 |
До 90 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
Т7 |
|
|
0,7s |
От 12 до 14 |
s - 1 2 |
0,9s + 5 |
s + 5 |
α - (β - 90) |
α + (β - 90) |
α - (90 - β) |
α + (90 - β) |
2 |
+1 -2 |
3 |
±3 |
||||
|
Св. 14 до 18 |
0,8s + 5 |
0,8s + 5 |
5 |
||||||||||||||||
|
Св. 18 до 26 |
0,8s + 5 |
6 |
|||||||||||||||||
|
Св. 26 до 38 |
9 |
||||||||||||||||||
|
Св. 38 до 46 |
1,1s + 3 |
11 |
|||||||||||||||||
|
Св. 46 до 60 |
12 |
||||||||||||||||||
Таблица 17
Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
h |
e, не более |
e1 +2 -1 |
α1 |
α2 |
α1 |
α2 |
b |
g = g1 |
||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
град. |
|||||||||||||||||||
|
β, град. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||||||
|
101 - 105 |
79 - 75 |
106 - 110 |
74 - 70 |
101 - 105 |
79 - 75 |
106 - 110 |
74 - 70 |
Св. 90 |
До 90 |
|||||||||||||
|
Т8 |
|
|
0,7s |
От 12 до 14 |
s - 1 3 |
0,8s + 5 |
0,6s + 5 |
0,6s + 5 |
s + 5 |
α - (β - 90) |
α + (β - 90) |
α + (90 - β) |
α - (90 - β) |
2 |
+1 -2 |
3 |
±3 |
|||||
|
Св. 14 до 18 |
s + 5 |
1,2s + 5 |
||||||||||||||||||||
|
Св. 18 до 20 |
5 |
|||||||||||||||||||||
|
Св. 20 до 26 |
1,3s + 6 |
|||||||||||||||||||||
|
Св. 26 до 34 |
6 |
|||||||||||||||||||||
|
Св. 32 до 40 |
0,7s + 5 |
0,5s + 5 |
9 |
|||||||||||||||||||
|
Св. 40 до 46 |
||||||||||||||||||||||
|
Св. 46 до 54 |
11 |
|||||||||||||||||||||
|
Св. 54 до 60 |
13 |
|||||||||||||||||||||
4. При двусторонней сварке допускается удалять ранее наложенный корень шва до чистого металла любым способом.
5. Допускается увеличение предельных отклонений усиления шва сварного соединения (g) и ширины шва (e), выполняемого в вертикальном, горизонтальном и потолочном положениях и на монтаже на 1 мм для s не более 26 мм и на 2 мм для s более 26 мм.
6. Если свариваемые кромки деталей имеют неодинаковую толщину, то разность толщин (s1 - s) необходимо выбирать по меньшей толщине (s) в соответствии с требованиями табл. 18.
В этом случае подготовку кромок следует производить так же, как для кромок одинаковой толщины, конструктивные элементы подготовленных кромок и размеры выполненного шва необходимо выбирать по большей толщине (s1).
Таблица 18
мм
|
Толщина кромки, s |
Разность толщины s1 - s, не более |
|
До 3 |
0,7s |
|
4 - 8 |
0,6s |
|
9 - 11 |
0,4s |
|
12 - 25 |
5 |
|
Свыше 25 |
7 |
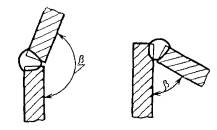
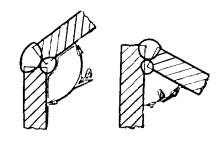
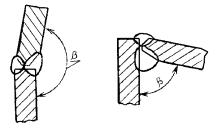
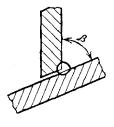
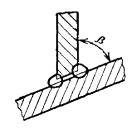
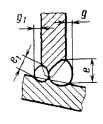
При разности толщин кромок (s1 - s), свариваемых под углом β = 179 - 160°, превышающей пределы, указанные в табл. 18, на кромке, имеющей большую толщину, должен быть сделан скос с одной или с двух сторон длиной l, равной 5(s1 - s) при одностороннем превышении кромок и 2,5(s1 - s) при двустороннем превышении кромок до толщин тонкой кромки (s), как указано на черт. 1, 2.
Черт. 1
Черт. 2
7. Допускается смещение свариваемых кромок относительно друг друга не более:
0,5 мм - для кромок толщиной до 4 мм;
1,0 мм - для кромок толщиной 4 - 10 мм;
0,1s, но не более 3 мм - для кромок толщиной более 10 мм.
8. При переменном угле сопряжения деталей шов делится на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством судостроительной промышленности СССР
РАЗРАБОТЧИКИ В. А. Попова (руководитель темы), Л. П. Аряшева, С. Л. Яковлева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.12.75 № 3881
3. Срок проверки - 1996 г.
Периодичность проверки - 5 лет.
4. ВЗАМЕН ГОСТ 11534-65
5. ПЕРЕИЗДАНИЕ с Изменением № 1, утвержденным в мае 1991 г. (ИУС 8-91)
6. Ограничение срока действия снято (Постановление Государственного комитета СССР по управлению качеством продукции и стандартам от 16.05.91 № 696).
|
|